Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності
Номер патенту: 75474
Опубліковано: 10.12.2012
Автори: Івченко Олександр Васильович, Сємєнов Алєксандр Анатольєвіч

Формула / Реферат
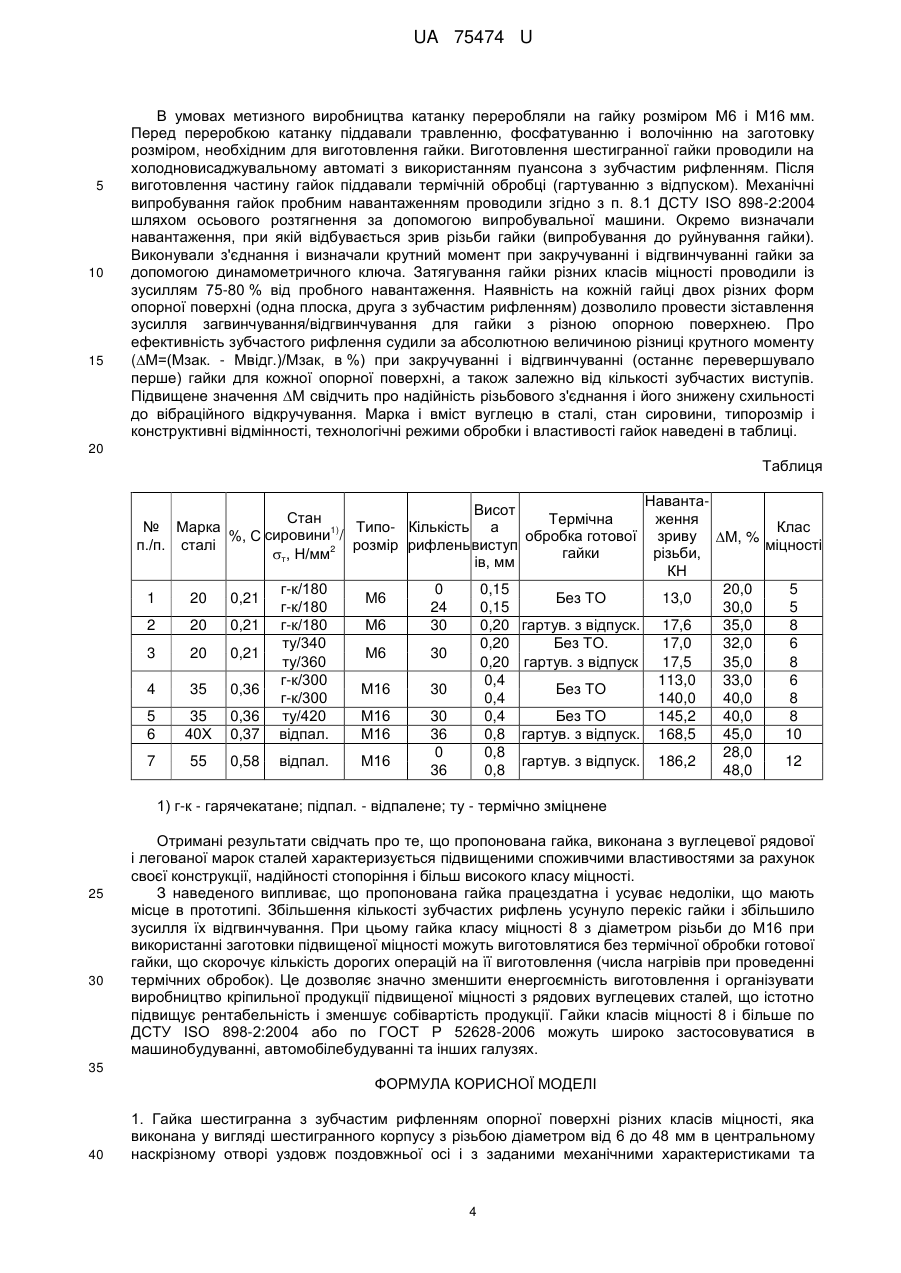
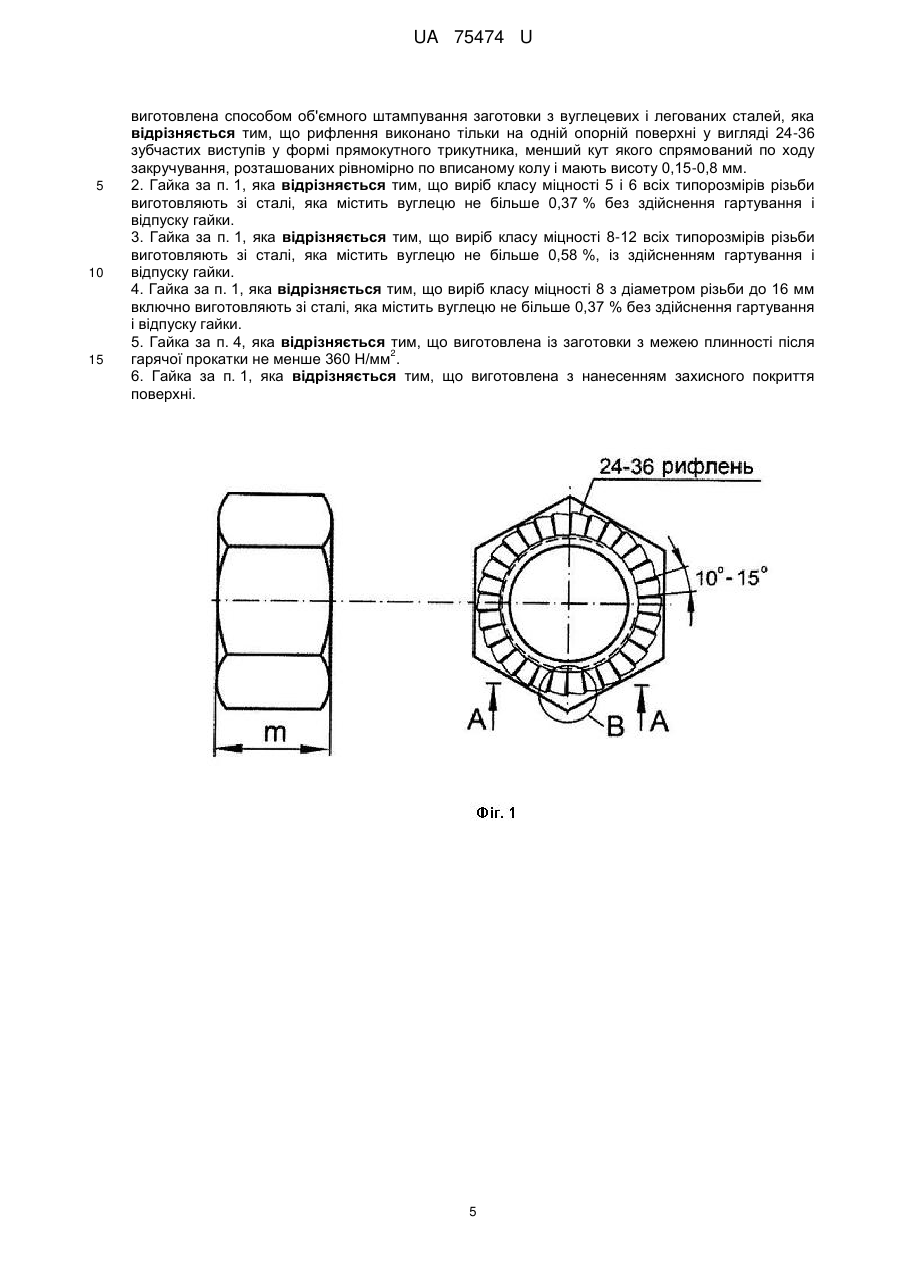
1. Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності, яка виконана у вигляді шестигранного корпусу з різьбою діаметром від 6 до 48 мм в центральному наскрізному отворі уздовж поздовжньої осі і з заданими механічними характеристиками та виготовлена способом об'ємного штампування заготовки з вуглецевих і легованих сталей, яка відрізняється тим, що рифлення виконано тільки на одній опорній поверхні у вигляді 24-36 зубчастих виступів у формі прямокутного трикутника, менший кут якого спрямований по ходу закручування, розташованих рівномірно по вписаному колу і мають висоту 0,15-0,8 мм.
2. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 5 і 6 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску гайки.
3. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 8-12 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,58 %, із здійсненням гартування і відпуску гайки.
4. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 8 з діаметром різьби до 16 мм включно виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску гайки.
5. Гайка за п. 4, яка відрізняється тим, що виготовлена із заготовки з межею плинності після гарячої прокатки не менше 360 Н/мм2.
6. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні.
Текст
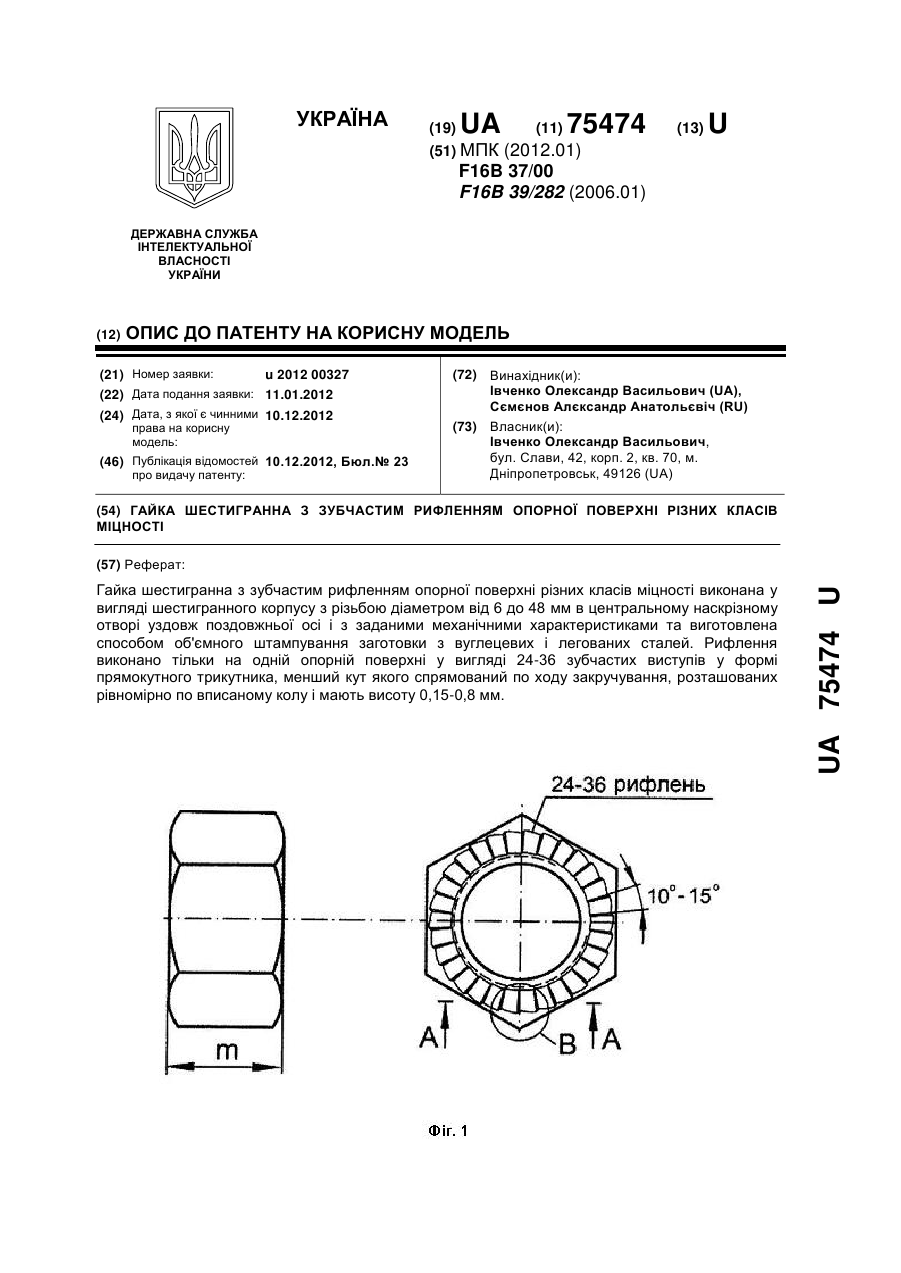
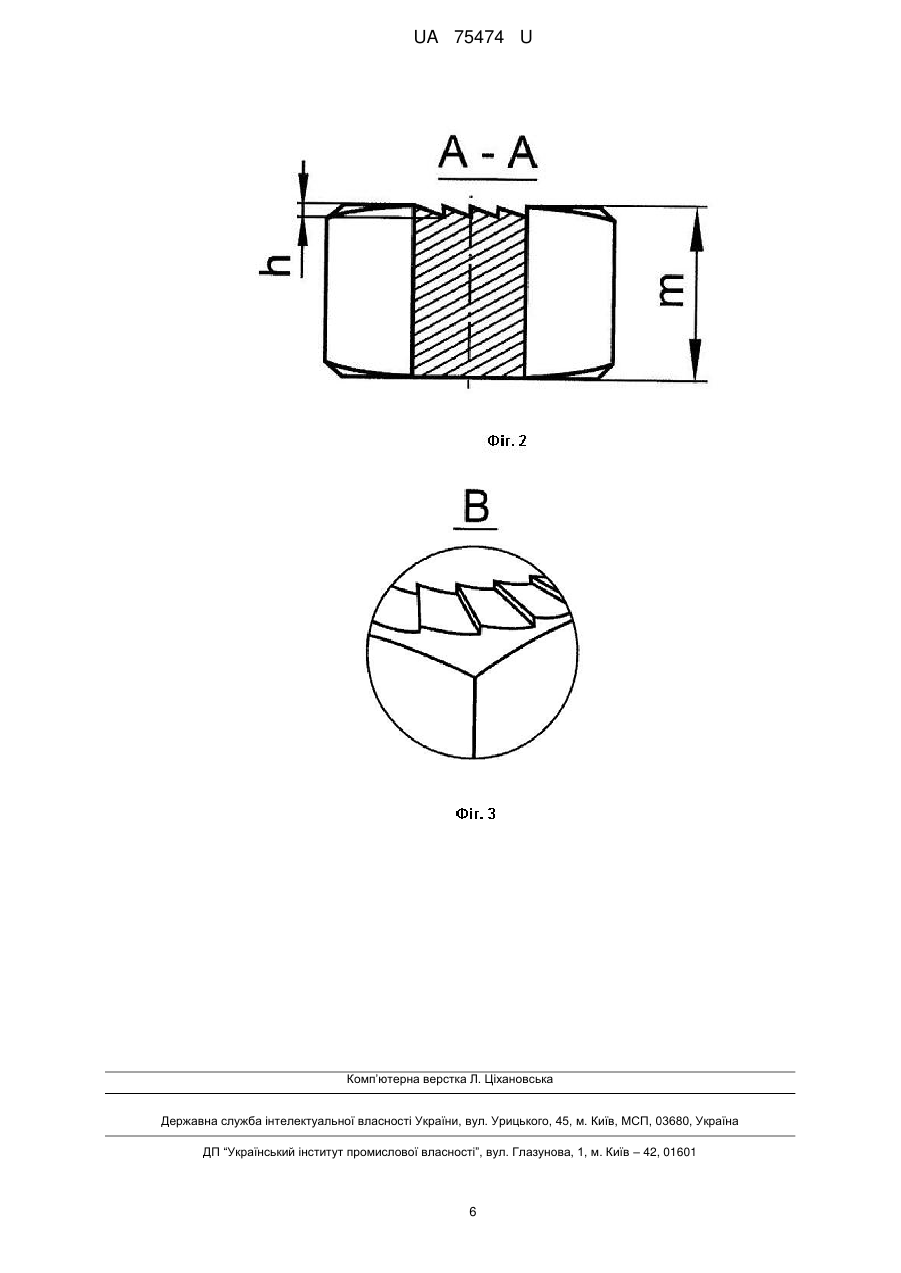
Реферат: UA 75474 U UA 75474 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема до кріпильних різьбових виробів типу шестигранних гайок з зубчастим рифленням опорної поверхні, які застосовуються в різних областях техніки для створення надійного різьбового з'єднання зі зниженою схильністю до вібраційного відкручування з різьби болта або шпильки. Безаварійна робота техніки визначається рівнем міцності і якістю застосованого різьбового з'єднання, тому всі різьбові кріпильні деталі машин і механізмів повинні бути надійно застопорені від самовідгвинчування, щоб уникнути поломки деталей вузлів і агрегатів. Особливо актуальна ця задача для вузлів, що працюють в умовах вібрації і циклічних навантажень. Існує великий різновид кріпильних деталей, які забезпечують стопоріння, принципи якого ґрунтуються на способах пружного, фрикційного і іншої взаємодії. Особливе місце займають конструктивні відмінності опорних поверхонь гайки, спрямовані на створення підвищеного тертя в дотичних поверхнях. Відома гайка ["Болтовое соединение", а.с. СРСР № 218571, опубліковано 1968 р.], на торцевій поверхні якої для підвищення надійності з'єднання виконані зубці, при цьому гострі кромки зубців спрямовані по дотичній до її різьбового отвору. Відома гайка ["Способ болтового соединения деталей", а.с. СРСР № 1795162, МПК F16B 5/02, F16B 39/282, опубліковано 1993 р.], в якій для підвищення надійності стопоріння і фіксації деталей від переміщення, гайка виконана як одне ціле зі стопорним елементом у вигляді пірамідальних виступів (зубців) з кутом при вершині 30…90°, які розташовані рядами в двох взаємно перпендикулярних напрямках. Відома гайка ["Резьбовое соединение деталей", патент RU № 2363863, МПК F16В 5/02, опублікований 2009 p.], яка виконана з виступами, розташованими рівномірно на її опорній поверхні у формі хрестиків, конусів, півсфер або вкраплень з корундової крихти. Всі гайки по перерахованих технічних рішеннях мають на торцевій опорній поверхні додаткові елементи (рифлення) різноманітної форми основна мета яких спрямована на створення підвищеного тертя в контактуючих поверхнях і тим самим ускладнити мимовільне відгвинчування. Недоліком даних гайок є та обставина, що пропоновані форми рифлення і їх кількість не враховують міцності гайки. Найбільш близькою по технічній суті до заявленої корисної моделі, прийнятою за прототип, є конструкція гайки з клиноподібними виступами на торцевих поверхнях, в яких межі виступу виконані під різними кутами до опорної поверхні. Грань, нахил якої збігається з напрямком затягування гайки, виконана під гострим кутом, а інша грань під кутом, близьким до 90° ["Стопорящее резьбовое соединение", патент RU № 2073132, МПК F16B 39/28, опублікований 1997 р.]. При цьому на кожній торцевій поверхні є тільки по одному клиноподібному виступу. Недоліками гайки цієї конструкції є низька надійність з'єднання, викликана перекосом гайки з одним клиноподібним виступом на торцевій поверхні при її закручуванні і передачі згинального моменту на стрижень болта, що може призводити до руйнування останнього, а також неможливість багаторазового використання гайки через значну деформацію витків різьби при закручуванні гайки. Крім того, висота єдиного виступу і його твердість (клас міцності гайки) будуть ускладнювати монтаж і впливати на зусилля загвинчування і деформацію не тільки різьби, але і контактну поверхню деталі. Особливо небезпечно застосування такої гайки, якщо вона буде в термічно зміцненому стані (гартування з відпуском) класу міцності, наприклад 10 або 12 по ДСТУ ISO 898-2:2004 з підвищеною чутливістю до перекосу і до крихкого руйнування. В основу корисної моделі поставлено задачу удосконалення гайки, в якій за рахунок конструктивних особливостей, а також класу міцності забезпечується підвищення експлуатаційних властивостей, зокрема здатності навантаження і ефекту стопоріння на болт або шпильку шляхом збільшення тертя в сполучених поверхнях за рахунок формування на опорній поверхні гайки відповідних виступів. Поставлена задача вирішується тим, що запропонована гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності у вигляді шестигранного корпусу з різьбою діаметром від 6 до 48 мм в центральному наскрізному отворі уздовж поздовжньої осі і з заданими механічними характеристиками, виготовлена способом об'ємного штампування заготовки з вуглецевих і легованих сталей, має рифлення тільки на одній опорній поверхні у вигляді 24…36 зубчастих виступів у формі прямокутного трикутника, менший кут якого спрямований по ходу закручування, розташованих рівномірно по вписаному колу і мають висоту 0,15…0,8 мм. Гайку класу міцності 5 і 6 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску готової гайки. Гайку класу міцності 8…12 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,58 %, із здійсненням гартування і відпуску готової гайки. Гайку класу міцності 8 з 1 UA 75474 U 5 10 15 20 25 30 35 40 45 50 55 діаметром різьби до 16 мм включно виготовляють способом холодного об'ємного штампування зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску готової гайки і для її виготовлення застосовують заготовку (катанку) з механічними властивостями в стані 2 після гарячої прокатки з межею плинності не менше 360 Н/мм . Гайка також може бути виготовлена з нанесенням захисного покриття поверхні. Технічним результатом пропонованої корисної моделі є удосконалення конструктивних особливостей гайки, отримання різного рівня її властивостей (класу міцності) та поліпшеного товарного вигляду, що забезпечить підвищення експлуатаційних властивостей, зокрема здатності навантаження і ефекту стопоріння на болт або шпильку. Досягнення зазначеного технічного результату забезпечується набором відмінних ознак, а саме тим, що гайка, шестигранна з зубчастим рифленням опорної поверхні різних класів міцності у вигляді шестигранного корпусу з різьбою діаметром від 6 до 48 мм в центральному наскрізному отворі уздовж поздовжньої осі і з заданими механічними характеристиками, виготовляється способом об'ємного штампування заготовки з вуглецевих і легованих сталей, має рифлення тільки на одній опорній поверхні у вигляді 24…36 зубчастих виступів у формі прямокутного трикутника, менший кут якого спрямований по ходу закручування, розташованих рівномірно по вписаному колу і мають висоту 0,15…0,8 мм. Нанесення рифлення тільки на одній опорній поверхні спрощує технологію об'ємного штампування гайки. Розміщення зубчастих виступів рівномірно по вписаному колу виключає перекіс гайки і вигин болта (шпильки) при нагвинчуванні і сприяє рівномірному розподілу напруг по витках різьби і в опорній поверхні. Виконання зубчастих виступів у формі прямокутного трикутника, менший кут якого спрямований по ходу закручування сприяє безперешкодному нагвинчуванню гайки і ускладнює її самовільне відгвинчування. Кількість зубчастих виступів обумовлено відмінністю механічних властивостей (класу міцності) гайки. Для гайки низького класу міцності, наприклад, класу 5 або 6 досить наявність 24 виступів. Для високоміцної гайки класу 10 або 12 необхідно до 36 виступів. Кількість виступів менше 24 знижує зусилля стопоріння через скорочення контактної поверхні. Формування виступів в кількості більше 36 утруднено через недостатню стійкість інструменту. Висота виступів на опорній поверхні гайки різна і залежить від діаметра її різьби і повинна становити не менше 0,15 мм для гайки М6 і не більше 0,80 мм для М16…М48. При цьому верхня кромка виступу не повинна виходити за висоту гайки відповідного розміру згідно з ГОСТ 24671 або інших аналогічних стандартів. Гайку класу міцності 5 і 6 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску готової гайки. Використання сталі з зазначеним вмістом вуглецю досить для формування твердості і міцності гайки класу 5 і 6 безпосередньо після висадки без проведення подальшої термічної обробки. Застосування сталі з великим вмістом вуглецю призведе до необхідності проведення відпалу заготовки, що ускладнює технологію і призводить до подорожчання продукції. Гайку класу міцності 8…12 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,58 %, із здійсненням гартування і відпуску готової гайки. Застосування сталі з позначеним вмістом вуглецю і проведення гартування і відпуску готової продукції дозволяє виконати вимоги за механічними властивостями для гайки даного класу міцності (вимоги по ДСТУ ISO 898-2:2004). При цьому можливе застосування сталі легованої марганцем, хромом і іншими елементами в кількості близько 1 %. У сталі можуть бути присутніми також кілька легуючих елементів у незначних кількостях, які потрапляють з брухту в процесі виплавки. Однак при цьому вміст вуглецю не повинен перевищувати 0,58 %. Наявність вуглецю в сталі більше 0,58 % призводить до окрихчування і зниження пластичності, що може призводити до руйнування виступів або різьби гайки. Гайку класу міцності 8 виготовляють способом холодного об'ємного штампування зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску готової гайки, коли для виготовлення застосовують заготовку (катанку), що має після гарячої прокатки межу 2 плинності не менше 360 Н/мм . Застосування заготовки з такими вихідними механічними властивостями дозволяє забезпечити необхідний рівень міцності (клас) гайки з діаметром різьби до 16 мм включно без гартування і відпуску, що істотно спрощує технологію виготовлення (скорочує кількість операцій нагрівів) і знижує собівартість продукції. При використанні сталі з вмістом вуглецю понад 0,37 % необхідне проведення відпалу заготовки (додаткова дорога технологічна операція), а застосування заготовки, що має після гарячої 2 прокатки межу плинності менше 360 Н/мм не забезпечить отримання гайки з властивостями класу 8. Обмеження за типорозміром гайки з діаметром різьби до 16 мм включно, обумовлене 2 UA 75474 U 5 10 15 20 25 30 35 40 45 50 55 60 вимогою ДСТУ ISO 898-2:2004. Гайку всіх типорозмірів і класів міцності можна виготовляти з нанесенням захисного покриття поверхні, що підвищує її споживчі властивості. Всі відмітні ознаки корисної моделі, що заявляється взаємопов'язані і сприяють досягненню поставленої задачі і забезпеченню вимог нормативної документації за властивостями гайки (клас міцності, твердість). Виконання рифлення тільки на одній опорній поверхні гайки у вигляді рівномірно розташованих по вписаному колу 24…36 зубчатих виступів спрощує технологію виготовлення самої гайки і сприяє нагвинчуванню без вигину болта або шпильки. Кількість виступів, їх висота і форма сприяють безперешкодному затягуванню гайки, а також надійності стопоріння. Виготовлення гайки класу міцності 5 і 6 із сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску, спрощує технологію і здешевлює продукцію, тому що відпадає необхідність у попередньому відпалі заготовки. Виготовлення гайки класу міцності 8…12 з сталі, що містить вуглецю не більше 0,58 %, із здійсненням гартування і відпуску готової гайки незважаючи на збільшення витрат на виробництво, продиктованого необхідністю забезпечення вимог ДСТУ ISO 898-2:2004 за механічними властивостями. Виготовлення гайки класу міцності 8 з діаметром різьби до 16 мм включно зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску готової гайки, що допускається вимогами ДСТУ ISO 898-2:2004, істотно спрощує технологію виготовлення гайки, сприяє зниженню собівартості і досягається 2 при застосуванні заготовки з межею плинності після гарячої прокатки не менше ніж 360 Н/мм . Виготовлення гайки всіх типорозмірів і класів міцності з нанесенням захисного покриття поверхні підвищує їх споживчі властивості. Порівняльний аналіз пропонованої корисної моделі з прототипом дозволяє зробити висновок, що гайка, яка заявляється відрізняється від відомої своєю конструкцією, а саме наявністю на одній опорній поверхні зубчастих виступів у формі прямокутного трикутника, розташованих рівномірно по вписаному колу. При цьому отримання різних класів міцності гайки досягається шляхом використання сталі певного складу і з певними властивостями, а також технологією термічної обробки. Крім того, можливо проводити виготовлення гайки класу 2 міцності 8 з заготовки з межею плинності після гарячої прокатки не менше 360 Н/мм , що виключає необхідність нагрівати гайку під гартування, а також проводити цю технологічну операцію. Конструкція пропонованої гайки показана на фіг. 1, переріз по А-А на фіг. 2, фрагмент В на фіг. 3. Пропонована гайка конструктивно відрізняється від поширених шестигранних гайок наявністю зубчастого рифлення однієї з опорних поверхонь для створення надійного різьбового з'єднання, зі зниженою схильністю до вібраційного відкручування. Зубчасте рифлення на опорній поверхні гайки виконані у вигляді 24…36 виступів, у перерізі відповідні прямокутному трикутнику, менший кут виступів спрямований по ходу закручування гайки, що забезпечує вільне обертання гайки при контакті з опорною поверхнею при її закручуванні. Рифлення на опорній поверхні гайки забезпечують її надійну фіксацію в різьбовому з'єднанні, і перешкоджає мимовільному відкручуванню гайки. Висота виступів (h) опорної поверхні гайки різна, залежить від діаметра її різьби і верхня кромка виступу не повинна виходити за висоту гайки (m) відповідного розміру. На поверхню, протилежну опорній, наноситься товарний знак виробника та маркування класу міцності гайки. Механічні властивості гайок повинні відповідати вимогам ДСТУ ISO 898-2:2004 або ГОСТ Р 52628, а захисні покриття - ГОСТ Р ІСО 4042, ГОСТ Р 9,316 і ГОСТ Р 51163. Гайки виготовляються з вуглецевих рядових або легованих марок сталей в гарячекатаному або відпаленому стані. Залежно від необхідного класу міцності гайки вибирається марка сталі заготовки (катанки), технологія виробництва та термічною обробкою готової гайки. Гайки всіх типорозмірів класу 5 і 6 гартуванню з відпуском не піддаються. Гайки всіх типорозмірів класу 8…12 піддаються гартуванню з відпуском. Виготовлення гайок діаметром різьби до 16 мм включно, класу міцності 8 здійснюються способом холодного об'ємного штампування без подальшого гартування і відпуску, коли для їх виготовлення використовується заготовка з вуглецевої або низьколегованої сталі підвищеної міцності (межа 2 плинності більш 360 Н/мм ). Для виготовлення гайки, яка заявляється, з різьбою діаметром від 6 до 48 мм і номінальної висотою м0,5 діаметра різьби гайки не потрібно спеціального устаткування, інструменту або інших складних пристроїв. Приклад. В умовах металургійного виробництва виготовили катанку діаметром 9 і 21 мм, яку піддали охолодженню з температури кінця прокатки на повітрі (сталь марки 20, 35, 40Х і 55) і водою (сталь марки 20 і 35-термічне зміцнення шляхом перерваного гартування), змотуванню в моток і подальшому охолодженню на повітрі. Мотки катанки сталі 40Х і 55 додатково піддавали сфероїдизуючому відпалу. 3 UA 75474 U 5 10 15 В умовах метизного виробництва катанку переробляли на гайку розміром М6 і М16 мм. Перед переробкою катанку піддавали травленню, фосфатуванню і волочінню на заготовку розміром, необхідним для виготовлення гайки. Виготовлення шестигранної гайки проводили на холодновисаджувальному автоматі з використанням пуансона з зубчастим рифленням. Після виготовлення частину гайок піддавали термічній обробці (гартуванню з відпуском). Механічні випробування гайок пробним навантаженням проводили згідно з п. 8.1 ДСТУ ISO 898-2:2004 шляхом осьового розтягнення за допомогою випробувальної машини. Окремо визначали навантаження, при якій відбувається зрив різьби гайки (випробування до руйнування гайки). Виконували з'єднання і визначали крутний момент при закручуванні і відгвинчуванні гайки за допомогою динамометричного ключа. Затягування гайки різних класів міцності проводили із зусиллям 75-80 % від пробного навантаження. Наявність на кожній гайці двох різних форм опорної поверхні (одна плоска, друга з зубчастим рифленням) дозволило провести зіставлення зусилля загвинчування/відгвинчування для гайки з різною опорною поверхнею. Про ефективність зубчастого рифлення судили за абсолютною величиною різниці крутного моменту (M=(Мзак. - Мвідг.)/Мзак, в %) при закручуванні і відгвинчуванні (останнє перевершувало перше) гайки для кожної опорної поверхні, а також залежно від кількості зубчастих виступів. Підвищене значення M свідчить про надійність різьбового з'єднання і його знижену схильності до вібраційного відкручування. Марка і вміст вуглецю в сталі, стан сировини, типорозмір і конструктивні відмінності, технологічні режими обробки і властивості гайок наведені в таблиці. 20 Таблиця Висот Стан Термічна № Марка Типо- Кількість а 1) %, С сировини / обробка готової п./п. сталі розмір рифлень виступ 2 гайки т, Н/мм ів, мм 1 20 0,21 2 20 0,21 3 20 0,21 4 35 0,36 5 6 35 40Х 0,36 0,37 г-к/180 г-к/180 г-к/180 ту/340 ту/360 г-к/300 г-к/300 ту/420 відпал. 7 55 0,58 відпал. М6 0 24 30 М6 30 М16 30 М16 М16 30 36 0 36 М6 М16 0,15 0,15 0,20 0,20 0,20 0,4 0,4 0,4 0,8 0,8 0,8 Без ТО гартув. з відпуск. Без ТО. гартув. з відпуск Без ТО Без ТО гартув. з відпуск. гартув. з відпуск. Навантаження Клас зриву M, % міцності різьби, КН 20,0 5 13,0 30,0 5 17,6 35,0 8 17,0 32,0 6 17,5 35,0 8 113,0 33,0 6 140,0 40,0 8 145,2 40,0 8 168,5 45,0 10 28,0 186,2 12 48,0 1) г-к - гарячекатане; підпал. - відпалене; ту - термічно зміцнене 25 30 Отримані результати свідчать про те, що пропонована гайка, виконана з вуглецевої рядової і легованої марок сталей характеризується підвищеними споживчими властивостями за рахунок своєї конструкції, надійності стопоріння і більш високого класу міцності. З наведеного випливає, що пропонована гайка працездатна і усуває недоліки, що мають місце в прототипі. Збільшення кількості зубчастих рифлень усунуло перекіс гайки і збільшило зусилля їх відгвинчування. При цьому гайка класу міцності 8 з діаметром різьби до М16 при використанні заготовки підвищеної міцності можуть виготовлятися без термічної обробки готової гайки, що скорочує кількість дорогих операцій на її виготовлення (числа нагрівів при проведенні термічних обробок). Це дозволяє значно зменшити енергоємність виготовлення і організувати виробництво кріпильної продукції підвищеної міцності з рядових вуглецевих сталей, що істотно підвищує рентабельність і зменшує собівартість продукції. Гайки класів міцності 8 і більше по ДСТУ ISO 898-2:2004 або по ГОСТ Р 52628-2006 можуть широко застосовуватися в машинобудуванні, автомобілебудуванні та інших галузях. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 1. Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності, яка виконана у вигляді шестигранного корпусу з різьбою діаметром від 6 до 48 мм в центральному наскрізному отворі уздовж поздовжньої осі і з заданими механічними характеристиками та 4 UA 75474 U 5 10 15 виготовлена способом об'ємного штампування заготовки з вуглецевих і легованих сталей, яка відрізняється тим, що рифлення виконано тільки на одній опорній поверхні у вигляді 24-36 зубчастих виступів у формі прямокутного трикутника, менший кут якого спрямований по ходу закручування, розташованих рівномірно по вписаному колу і мають висоту 0,15-0,8 мм. 2. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 5 і 6 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску гайки. 3. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 8-12 всіх типорозмірів різьби виготовляють зі сталі, яка містить вуглецю не більше 0,58 %, із здійсненням гартування і відпуску гайки. 4. Гайка за п. 1, яка відрізняється тим, що виріб класу міцності 8 з діаметром різьби до 16 мм включно виготовляють зі сталі, яка містить вуглецю не більше 0,37 % без здійснення гартування і відпуску гайки. 5. Гайка за п. 4, яка відрізняється тим, що виготовлена із заготовки з межею плинності після 2 гарячої прокатки не менше 360 Н/мм . 6. Гайка за п. 1, яка відрізняється тим, що виготовлена з нанесенням захисного покриття поверхні. 5 UA 75474 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюHexagonal nut with toothed riffling of support surface with different strength classes
Автори англійськоюIvchenko Oleksandr Vasyliovych, Semenov Oleksandr Anatoliiovych
Назва патенту російськоюГайка шестигранная с зубчатым рифлением опорной поверхности разных классов прочности
Автори російськоюИвченко Александр Васильевич, Семенов Александр Анатолиевич
МПК / Мітки
МПК: F16B 39/282, F16B 37/00
Мітки: опорної, зубчастим, класів, гайка, шестигранна, рифленням, міцності, поверхні, різних
Код посилання
<a href="https://ua.patents.su/8-75474-gajjka-shestigranna-z-zubchastim-riflennyam-oporno-poverkhni-riznikh-klasiv-micnosti.html" target="_blank" rel="follow" title="База патентів України">Гайка шестигранна з зубчастим рифленням опорної поверхні різних класів міцності</a>
Гайка
Номер патенту: 60509
Опубліковано: 25.06.2011
Автори: Піпа Борис Федорович, Місяць Володимир Петрович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що виконана у вигляді суцільної деталі, що містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна на іншій співвісно, всередині яких виконана різьба, яка відрізняється тим, що різьба допоміжної циліндричної частини має діаметр, менший діаметра різьби робочої частини.
Стопорна гайка

Номер патенту: 58242
Опубліковано: 15.07.2003
Автор: Дегтяр Володимир Федорович
МПК: F16B 37/00
Формула / Реферат:
Стопорна гайка, яка містить корпус із внутрішньою різзю та місцями під ключ, яка відрізняється тим, що корпус гайки має з боку отвір під шплінт.
Гайка
Номер патенту: 52459
Опубліковано: 25.08.2010
Автори: Піпа Борис Федорович, Марченко Анатолій Іванович, Хомяк Олег Миколайович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що виконана у вигляді суцільної деталі і містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна над одною співвісно, всередині яких міститься різьба, яка відрізняється тим, що додатково обладнана гільзовою пружиною, надітою на допоміжну циліндричну частину, причому остання має щонайменше чотири радіальні пази, розташовані в зоні гільзової пружини.
Гайка
Номер патенту: 50508
Опубліковано: 10.06.2010
Автори: Піпа Борис Федорович, Марченко Анатолій Іванович
МПК: F16B 27/00
Мітки: гайка
Формула / Реферат:
Гайка, що містить робочу, переважно шестигранної форми, та допоміжну циліндричну частини, розташовані одна над іншою співвісно, всередині яких виконана різьба, яка відрізняється тим, що додатково містить щонайменше два стальні пружинні розрізні кільця, допоміжна циліндрична частина має щонайменше чотири радіальні пази, рівномірно розташовані по всій її довжині, та охоплена стальними розрізними кільцями.
Гайка з обмеженим моментом затягування
Номер патенту: 59006
Опубліковано: 15.08.2003
Автори: Ветчинкін Андрій Євгенійович, Стрілець Володимир Миколайович, Хрипун Олег Романович
МПК: F16B 37/00
Мітки: гайка, затягування, моментом, обмеженим
Формула / Реферат:
1. Гайка з обмеженим моментом затягування, яка містить нарізний корпус, охоплюючу втулку та тарілчасту пружину, яка відрізняється тим, що на нарізній поверхні нарізного корпуса зі сторони опорної поверхні виконані кільцеві канавки з кроком р1 = (1,2..1,3)Р, шириною b = (0,2...0,4)Р та діаметрами: d1 = 1,34d, d2 = 1,22d, d3 = 1,15d, d4 = 1,11d, де: P - крок різі; d - зовнішній діаметр різі; d1, d2, d3 і d4 - діаметри, відповідно першої,...
Попередній патент: Спосіб визначення метеорологічних поправок при стрільбі з артилерійських систем
Наступний патент: Гайка
Випадковий патент: Поліамідні нитки, філаменти та волокна поліпшеної якості, спосіб їх одержання та продукт на їх основі