Складена черв’ячна фреза


Формула / Реферат
1. Складена черв'ячна фреза, яка включає встановлені на загальній оправці основні корпуси, що мають виступні зубчасті сегменти з боковими різальними кромками на їх зубцях, причому виступні зубчасті сегменти введені в міжсегментні проміжки суміжних корпусів, та проміжне кільце, встановлене між корпусами, яка відрізняється тим, що містить додатковий корпус, встановлений на оправці між основними корпусами з боковими різальними кромками на зубцях сегментів, який має двобічні виступні сегменти з вершинними різальними кромками на їх зубцях, та додаткове проміжне кільце, причому кількість виступних зубчастих сегментів додаткового корпусу виконана рівною загальній кількості зубчастих сегментів основних корпусів.
2. Складена черв'ячна фреза за п. 1, яка відрізняється тим, що всі зубчасті сегменти виконані суцільними з відповідними основними та додатковим корпусами.
Текст
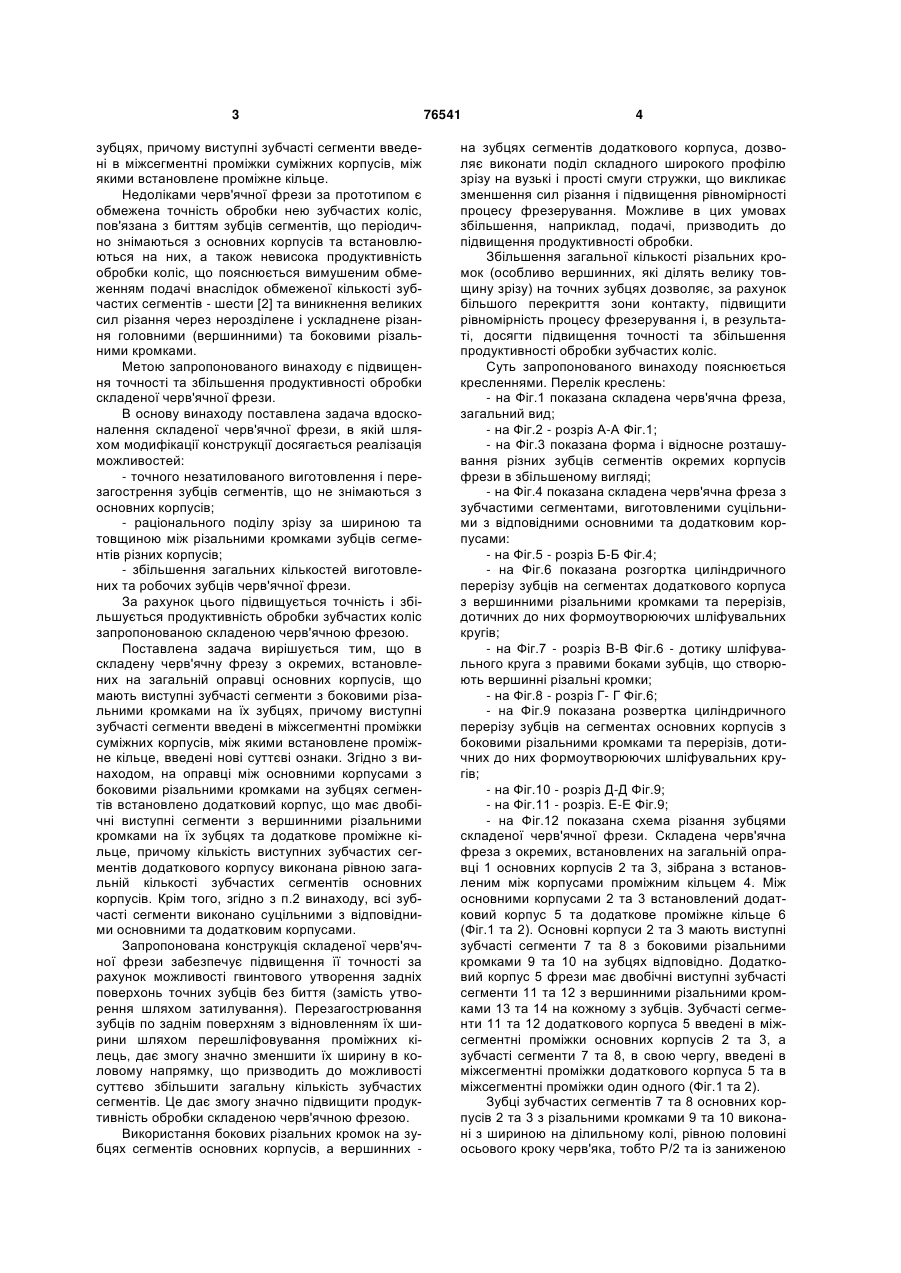
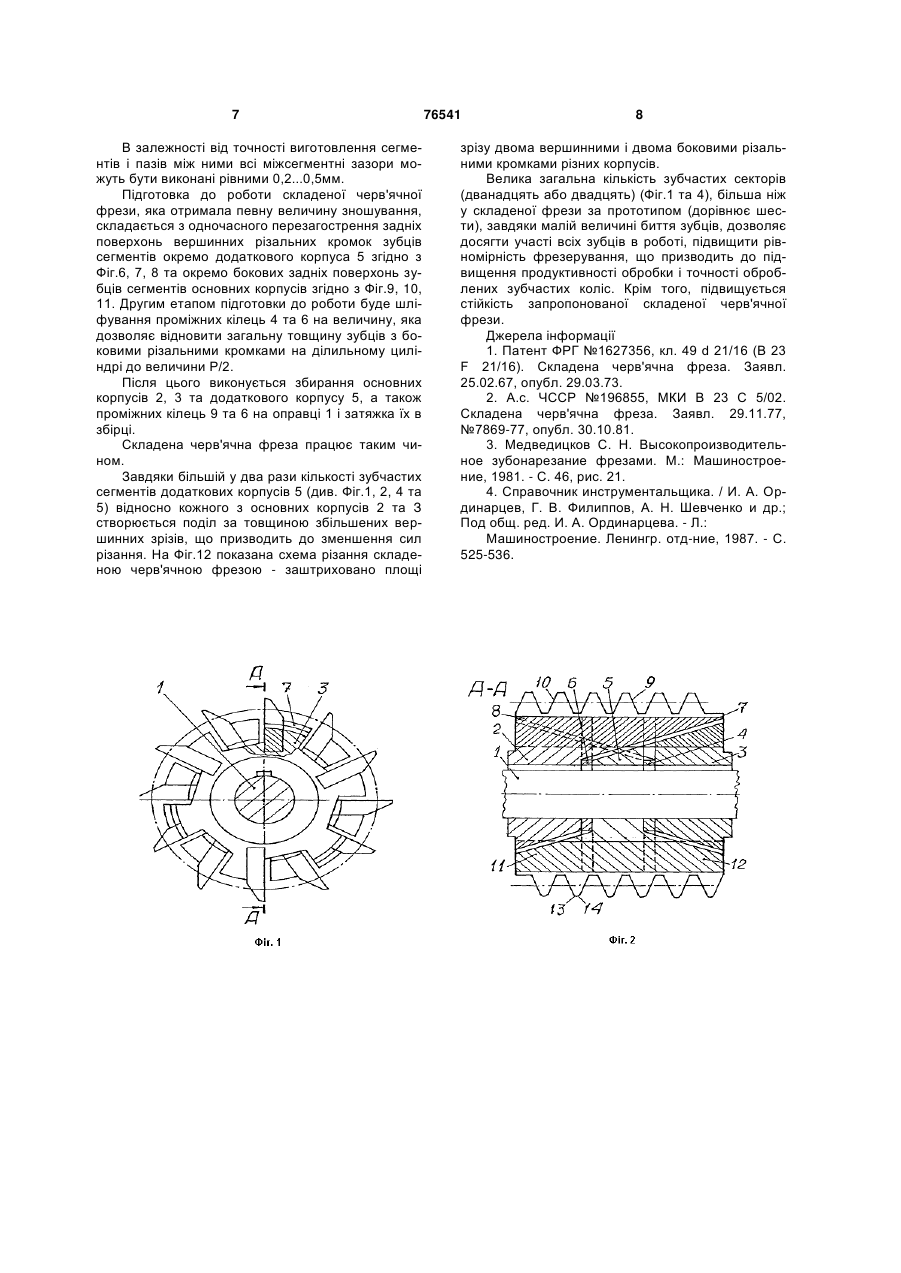
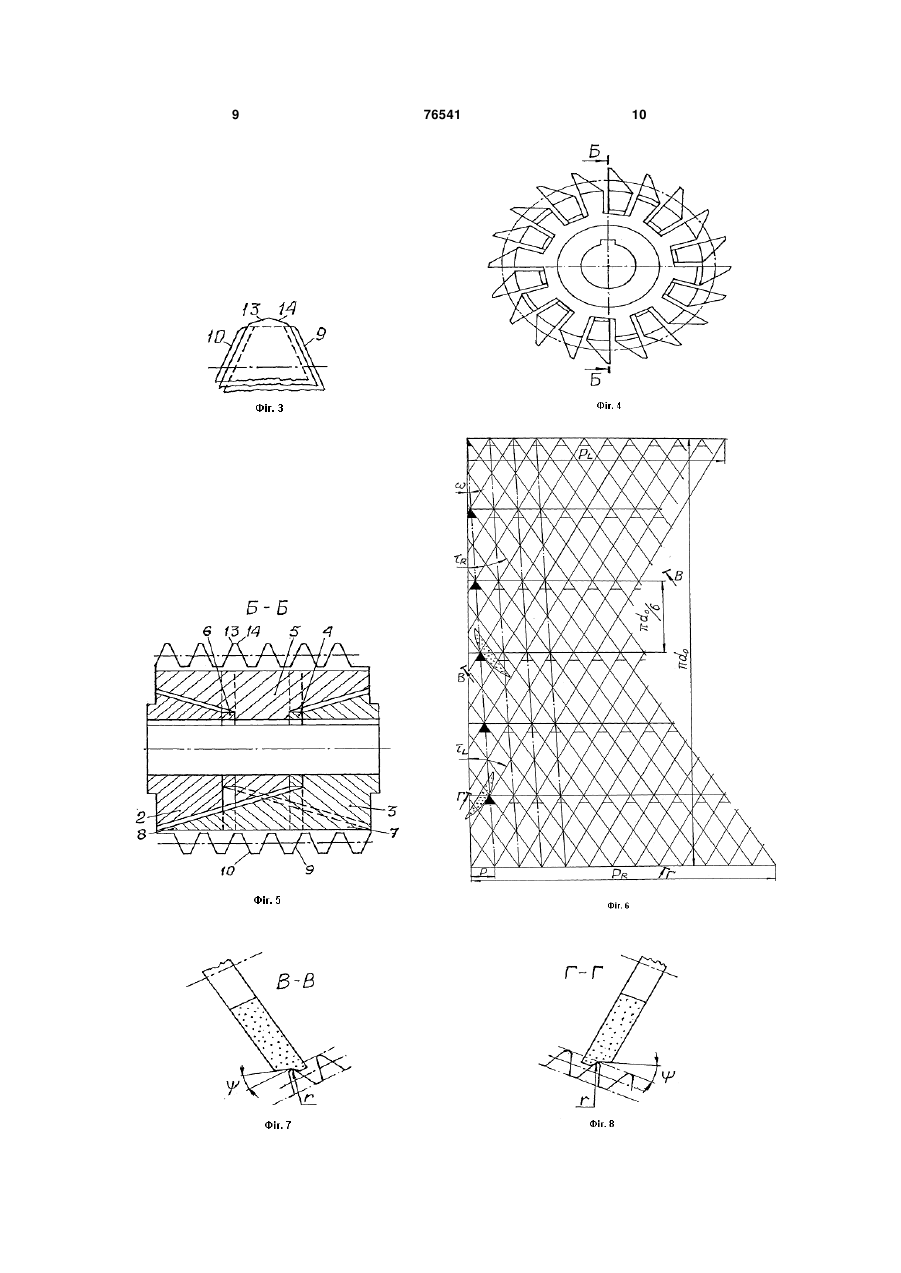
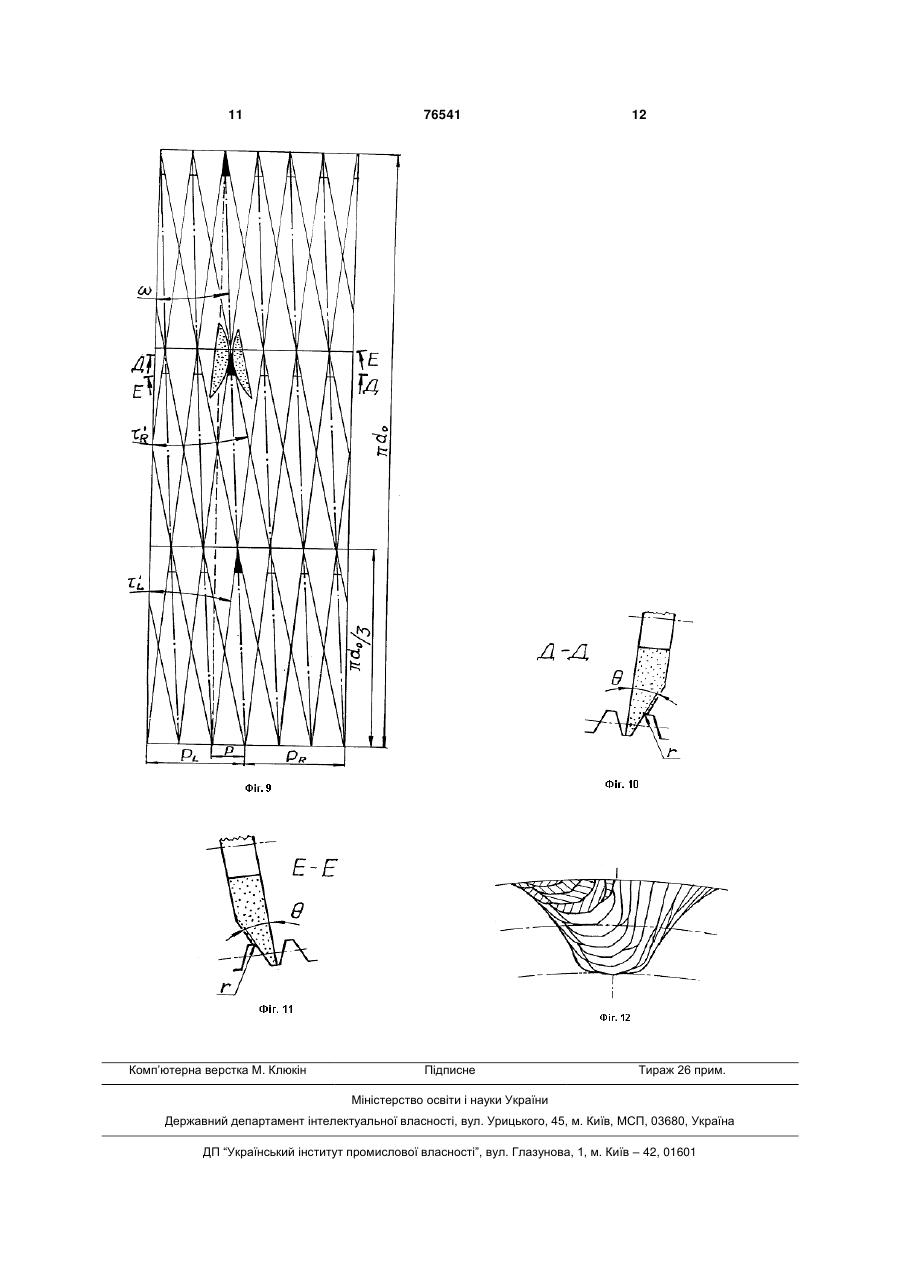
1. Складена черв'ячна фреза, яка включає встановлені на загальній оправці основні корпуси, 3 зубцях, причому виступні зубчасті сегменти введені в міжсегментні проміжки суміжних корпусів, між якими встановлене проміжне кільце. Недоліками черв'ячної фрези за прототипом є обмежена точність обробки нею зубчастих коліс, пов'язана з биттям зубців сегментів, що періодично знімаються з основних корпусів та встановлюються на них, а також невисока продуктивність обробки коліс, що пояснюється вимушеним обмеженням подачі внаслідок обмеженої кількості зубчастих сегментів - шести [2] та виникнення великих сил різання через нерозділене і ускладнене різання головними (вершинними) та боковими різальними кромками. Метою запропонованого винаходу є підвищення точності та збільшення продуктивності обробки складеної черв'ячної фрези. В основу винаходу поставлена задача вдосконалення складеної черв'ячної фрези, в якій шляхом модифікації конструкції досягається реалізація можливостей: - точного незатилованого виготовлення і перезагострення зубців сегментів, що не знімаються з основних корпусів; - раціонального поділу зрізу за шириною та товщиною між різальними кромками зубців сегментів різних корпусів; - збільшення загальних кількостей виготовлених та робочих зубців черв'ячної фрези. За рахунок цього підвищується точність і збільшується продуктивність обробки зубчастих коліс запропонованою складеною черв'ячною фрезою. Поставлена задача вирішується тим, що в складену черв'ячну фрезу з окремих, встановлених на загальній оправці основних корпусів, що мають виступні зубчасті сегменти з боковими різальними кромками на їх зубцях, причому виступні зубчасті сегменти введені в міжсегментні проміжки суміжних корпусів, між якими встановлене проміжне кільце, введені нові суттєві ознаки. Згідно з винаходом, на оправці між основними корпусами з боковими різальними кромками на зубцях сегментів встановлено додатковий корпус, що має двобічні виступні сегменти з вершинними різальними кромками на їх зубцях та додаткове проміжне кільце, причому кількість виступних зубчастих сегментів додаткового корпусу виконана рівною загальній кількості зубчастих сегментів основних корпусів. Крім того, згідно з п.2 винаходу, всі зубчасті сегменти виконано суцільними з відповідними основними та додатковим корпусами. Запропонована конструкція складеної черв'ячної фрези забезпечує підвищення її точності за рахунок можливості гвинтового утворення задніх поверхонь точних зубців без биття (замість утворення шляхом затилування). Перезагострювання зубців по заднім поверхням з відновленням їх ширини шляхом перешліфовування проміжних кілець, дає змогу значно зменшити їх ширину в коловому напрямку, що призводить до можливості суттєво збільшити загальну кількість зубчастих сегментів. Це дає змогу значно підвищити продуктивність обробки складеною черв'ячною фрезою. Використання бокових різальних кромок на зубцях сегментів основних корпусів, а вершинних 76541 4 на зубцях сегментів додаткового корпуса, дозволяє виконати поділ складного широкого профілю зрізу на вузькі і прості смуги стружки, що викликає зменшення сил різання і підвищення рівномірності процесу фрезерування. Можливе в цих умовах збільшення, наприклад, подачі, призводить до підвищення продуктивності обробки. Збільшення загальної кількості різальних кромок (особливо вершинних, які ділять велику товщину зрізу) на точних зубцях дозволяє, за рахунок більшого перекриття зони контакту, підвищити рівномірність процесу фрезерування і, в результаті, досягти підвищення точності та збільшення продуктивності обробки зубчастих коліс. Суть запропонованого винаходу пояснюється кресленнями. Перелік креслень: - на Фіг.1 показана складена черв'ячна фреза, загальний вид; - на Фіг.2 - розріз А-А Фіг.1; - на Фіг.3 показана форма і відносне розташування різних зубців сегментів окремих корпусів фрези в збільшеному вигляді; - на Фіг.4 показана складена черв'ячна фреза з зубчастими сегментами, виготовленими суцільними з відповідними основними та додатковим корпусами: - на Фіг.5 - розріз Б-Б Фіг.4; - на Фіг.6 показана розгортка циліндричного перерізу зубців на сегментах додаткового корпуса з вершинними різальними кромками та перерізів, дотичних до них формоутворюючих шліфувальних кругів; - на Фіг.7 - розріз В-В Фіг.6 - дотику шліфувального круга з правими боками зубців, що створюють вершинні різальні кромки; - на Фіг.8 - розріз Г- Г Фіг.6; - на Фіг.9 показана розвертка циліндричного перерізу зубців на сегментах основних корпусів з боковими різальними кромками та перерізів, дотичних до них формоутворюючих шліфувальних кругів; - на Фіг.10 - розріз Д-Д Фіг.9; - на Фіг.11 - розріз. Е-Е Фіг.9; - на Фіг.12 показана схема різання зубцями складеної черв'ячної фрези. Складена черв'ячна фреза з окремих, встановлених на загальній оправці 1 основних корпусів 2 та 3, зібрана з встановленим між корпусами проміжним кільцем 4. Між основними корпусами 2 та 3 встановлений додатковий корпус 5 та додаткове проміжне кільце 6 (Фіг.1 та 2). Основні корпуси 2 та 3 мають виступні зубчасті сегменти 7 та 8 з боковими різальними кромками 9 та 10 на зубцях відповідно. Додатковий корпус 5 фрези має двобічні виступні зубчасті сегменти 11 та 12 з вершинними різальними кромками 13 та 14 на кожному з зубців. Зубчасті сегменти 11 та 12 додаткового корпуса 5 введені в міжсегментні проміжки основних корпусів 2 та 3, а зубчасті сегменти 7 та 8, в свою чергу, введені в міжсегментні проміжки додаткового корпуса 5 та в міжсегментні проміжки один одного (Фіг.1 та 2). Зубці зубчастих сегментів 7 та 8 основних корпусів 2 та 3 з різальними кромками 9 та 10 виконані з шириною на ділильному колі, рівною половині осьового кроку черв'яка, тобто Р/2 та із заниженою 5 висотою (приблизно на 0,1m, де m - модуль зубців). Зубці зубчастих сегментів 11 та 12 додаткового корпуса 5, навпаки, мають нормальну висоту, рівну 2,5m, але виконані звуженими (приблизно на 0,1m). Ці зубці мають по дві вершинні різальні кромки 13 та 14 (Фіг.3). У випадках виготовлення зубчастих сегментів 7 та 8, 11 та 12 з твердого сплаву чи швидкорізальної сталі, напаяними чи з механічним кріпленням, корпуси 2, 3 та 5 можуть бути виготовленими з конструкційної сталі, наприклад, з сталі 40Х. Можливе також виготовлення кожного з основних корпусів 2, 3 та додаткового корпусу 5 суцільними, тобто разом зі своїми зубчастими сегментами 7, 8 та 11, 12, відповідно, з одного інструментального матеріалу, наприклад, швидкорізальної сталі марки Р6М5 (Фіг.4 та 5). У зв'язку зі складеною конструкцією черв'ячної фрези з'являється можливість реалізації прогресивної схеми різання [3] з поділом широкої профільної стружки на вершинні і бокові ділянки за умови точного незатилованого виконання як занижених зубців з боковими різальними кромками 9 та 10, так і звужених зубців з вершинними різальними кромками 13 та 14. Але, у зв'язку з більшою товщиною зрізу для вершинних різальних кромок [3], доцільно вибрати збільшену кількість зубців з такими кромками, наприклад, у два рази (див. Фіг.1 та 2 - основні корпуси 2 та 3 мають по три зубці з боковими різальними кромками 9 та 10, а додатковий корпус 5 має шість зубців з вершинними різальними кромками 13 та 14) або (Фіг.4 та 5 - основні корпуси 2 та 3 мають по п'ять зубців з боковими різальними кромками 9 та 10, а додатковий корпус 5 має десять зубців з вершинними різальними кромками 13 та 14). Тобто на Фіг.1,2 показана складена черв'ячна фреза з дванадцятьма зубчастими сегментами, а на Фіг.4, 5 - з двадцятьма зубчастими сегментами. Для порівняння наведемо кількість зубців стандартних черв'ячних фрез типу 2 за ГОСТ 9324-80Е класів точності АА, А, В, D, що мають 8-12 зубців, прецизійних фрез типу 1 класів ААА та АА, що мають 12-16 зубців та складених черв'ячних фрез типу 3 класів точності А, В, С, D, які мають 8-10 зубців [4]. Суцільні черв'ячні фрези типів 1 та 2 виготовляються затилованими, тобто з биттям зубців [4]. Помітна суттєва перевага запропонованої складеної черв'ячної фрези за більшою кількістю зубців та за більш високою точністю виготовлення. Створити різальні кромки на зубцях складеної черв'ячної фрези, що заявляється, з потрібними величинами задніх кутів без операції затилування можна за допомогою багатозахідних лівих та правих гвинтових поверхонь, кількість заходів яких більше кроку основного черв'яка Р в цілу кількість разів, кратну кількості загострюваних зубців даного корпусу. Так для основних корпусів 2 та 3 для складеної черв'ячної фрези на Фіг.1 та 2, що мають по три зубці, ця кратність дорівнює трьом, тобто відповідна гвинтова поверхня повинна мати три, шість, дев'ять, дванадцять і так далі заходів (Фіг.9). Для додаткового корпуса 5, що має шість зубців, ця кратність дорівнює шести, тобто задні поверхні цих зубців можуть формуватись шести-, 76541 6 дванадцяти-, вісімнадцятизаходними і так далі лівими та правими гвинтовими поверхнями (Фіг.6). У випадку суцільного виконання зубчастих сегментів з основними корпусами 2 та 3 фрези (Фіг.4 та 5), що мають по п'ять сегментів, кількість заходів лівих і правих гвинтових поверхонь для формоутворення задніх поверхонь зубців з боковими різальними кромками 9 та 10 має бути рівними: п'ять, десять, п'ятнадцять тощо, а для додаткового корпуса 5 кількість заходів гвинтових поверхонь для формоутворення задніх поверхонь зубців з вершинними різальними кромками 13 та 14 має бути рівною: десять двадцять, тридцять тощо. Вибір потрібної кількості заходів лівих і правих гвинтових поверхонь повинен виконуватись в залежності від потрібної величини заднього кута в нормальному перерізі однакового для різальної кромки будь-якого зубця. Для виконання цієї вимоги кількість заходів на лівих та правих гвинтових поверхнях вибирається однаковою (але може бути і різною). У зв'язку з тим, що реальні процеси різання визначаються відносно гвинтової поверхні основного черв'яка, величини робочих задніх кутів визначатимуться (Фіг.6 та 9): PL P P arctg L arctg d0 d0 P KL P P arctg d0 d0 PR P P arctg R arctg d0 d0 P KR P P arctg arctg d0 d0 arctg де: PL - крок лівої багатозахідної гвинтової поверхні; P - крок основного черв'яка; PR - крок правої багатозахідної гвинтової поверхні; d0 - діаметр черв'ячної фрези ; KL - кратність лівої гвинтової поверхні; KR - кратність правої гвинтової поверхні. Кут нахилу гвинтової лінії на ділильному циліндрі чер1 3 . в'яка вибирається рівним Нормальні величини (не показані) задніх кутів aNL , aNR та a'NL , a'NR для вершинних і бокових різальних кромок відповідно можуть бути визначеними за (формулами: aNL arctg( tg L sin ) ; aNR arctg( tg R sin ) aNL arctg( tg L cos ) ; aNR arctg( tg R cos ) де: L , R , L , R - задні кути в циліндричному перерізі зубців на корпусах (Фіг.6 та 9); , - кути в плані вершинних 13, 14 та бокових 9, 10 різальних кромок відповідно. 7 В залежності від точності виготовлення сегментів і пазів між ними всі міжсегментні зазори можуть бути виконані рівними 0,2...0,5мм. Підготовка до роботи складеної черв'ячної фрези, яка отримала певну величину зношування, складається з одночасного перезагострення задніх поверхонь вершинних різальних кромок зубців сегментів окремо додаткового корпуса 5 згідно з Фіг.6, 7, 8 та окремо бокових задніх поверхонь зубців сегментів основних корпусів згідно з Фіг.9, 10, 11. Другим етапом підготовки до роботи буде шліфування проміжних кілець 4 та 6 на величину, яка дозволяє відновити загальну товщину зубців з боковими різальними кромками на ділильному циліндрі до величини Р/2. Після цього виконується збирання основних корпусів 2, 3 та додаткового корпусу 5, а також проміжних кілець 9 та 6 на оправці 1 і затяжка їх в збірці. Складена черв'ячна фреза працює таким чином. Завдяки більшій у два рази кількості зубчастих сегментів додаткових корпусів 5 (див. Фіг.1, 2, 4 та 5) відносно кожного з основних корпусів 2 та З створюється поділ за товщиною збільшених вершинних зрізів, що призводить до зменшення сил різання. На Фіг.12 показана схема різання складеною черв'ячною фрезою - заштриховано площі 76541 8 зрізу двома вершинними і двома боковими різальними кромками різних корпусів. Велика загальна кількість зубчастих секторів (дванадцять або двадцять) (Фіг.1 та 4), більша ніж у складеної фрези за прототипом (дорівнює шести), завдяки малій величині биття зубців, дозволяє досягти участі всіх зубців в роботі, підвищити рівномірність фрезерування, що призводить до підвищення продуктивності обробки і точності оброблених зубчастих коліс. Крім того, підвищується стійкість запропонованої складеної черв'ячної фрези. Джерела інформації 1. Патент ФРГ №1627356, кл. 49 d 21/16 (В 23 F 21/16). Складена черв'ячна фреза. Заявл. 25.02.67, опубл. 29.03.73. 2. А.с. ЧССР №196855, МКИ В 23 С 5/02. Складена черв'ячна фреза. Заявл. 29.11.77, №7869-77, опубл. 30.10.81. 3. Медведицков С. Н. Высокопроизводительное зубонарезание фрезами. М.: Машиностроение, 1981. - С. 46, рис. 21. 4. Справочник инструментальщика. / И. А. Ординарцев, Г. В. Филиппов, А. Н. Шевченко и др.; Под общ. ред. И. А. Ординарцева. - Л.: Машиностроение. Ленингр. отд-ние, 1987. - С. 525-536. 9 76541 10 11 Комп’ютерна верстка М. Клюкін 76541 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite hob
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюСоставная червячная фреза
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23F 21/00
Мітки: фреза, черв'ячна, складена
Код посилання
<a href="https://ua.patents.su/6-76541-skladena-chervyachna-freza.html" target="_blank" rel="follow" title="База патентів України">Складена черв’ячна фреза</a>
Збірна червячна фреза

Номер патенту: 7842
Опубліковано: 26.12.1995
Автори: Машанов Віктор Михайлович, Бараболя Степан Якович, Климов Валер'ян Іванович, Поденко Анатолій Андрійович
МПК: B23F 21/00
Мітки: черв'ячна, фреза, збірна
Формула / Реферат:
1. Сборная червячная фреза, содержащая корпус с винтовыми режущими зубчатыми рейками и зубья, выполненные ввиде резцов, размещенных с возможностью регулировки в осевом и радиальном направлениях, отличающаяся тем, что, с целью повышения жесткости фрезы и расширения ее технологических возможностей, резцы выполнены в виде пластин-клиньев, закрепленных с двух сторон введенными коническими гайками, которыми снабжена фреза, причем на гайках...
Чорнова черв’ячна фреза

Номер патенту: 30962
Опубліковано: 15.12.2000
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: чорнова, фреза, черв'ячна
Текст:
...на різних ділянках її робочої довжини, які містять різну кількість зубців на одному витку –z1, z2, z3. На фіг. 4 наведена крива, що характеризує розподілення площі перетинів зрізів між зубцями на гвинтовій поверхні стандартної черв'ячной фрези (F) і усереднена площа перетинів зрізів (Fсеред), що припадають на один зубець стандартної фрези. Чорнова черв'ячна фреза складається з корпуса 1, на якому на гвинтовій базовій поверхні (на фіг. не...
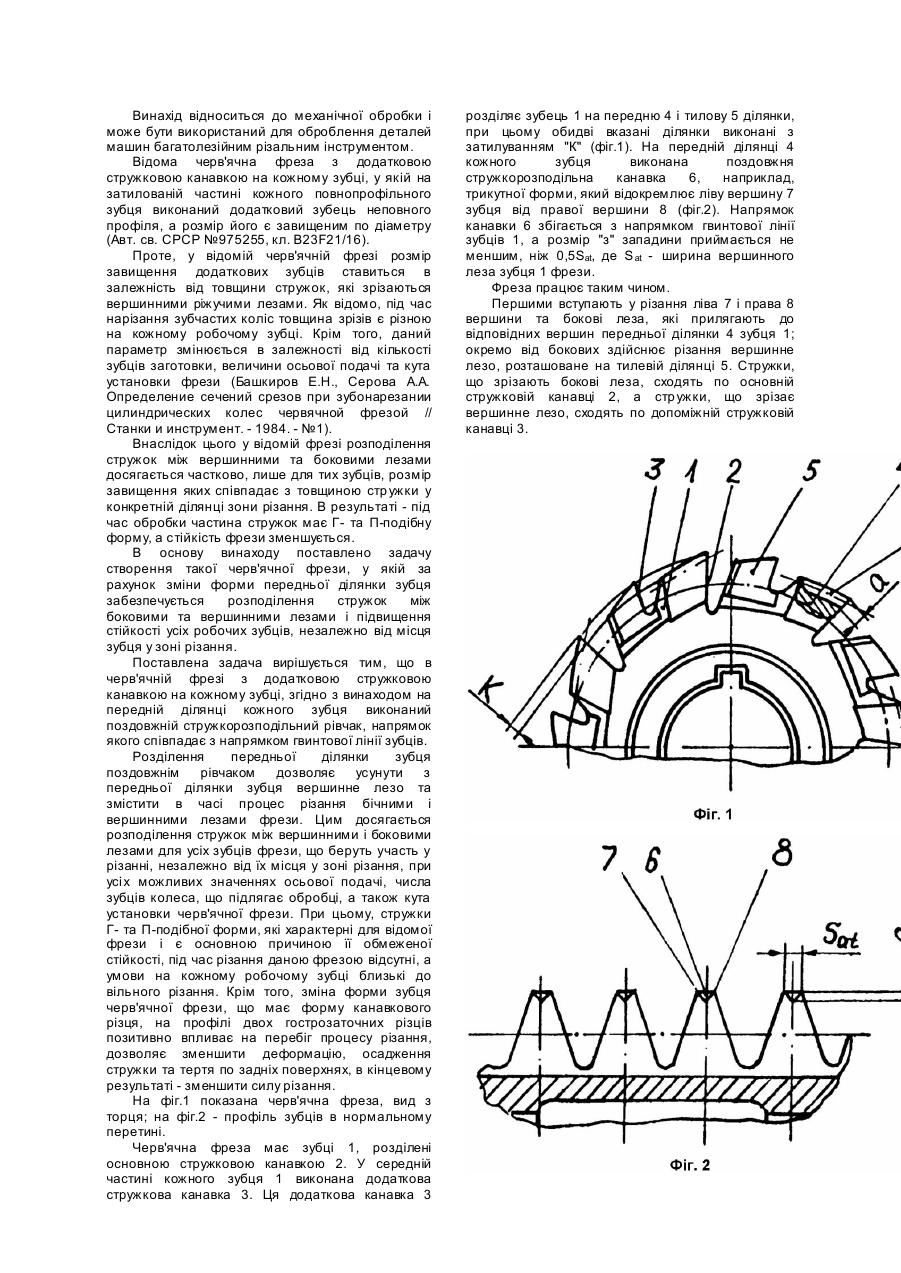
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Біляковський Валерій Павлович, Манойлов Олег Володимирович, Клюєва Олена Валеріївна
МПК: B23F 21/00
Мітки: обробки, фреза, зубчастих, коліс, черв'ячна
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Черв’ячна фреза
Номер патенту: 25515
Опубліковано: 30.10.1998
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв'ячна фреза з додатковою стружковою канавкою на кожному зубці, яка відрізняється тим, що на передній ділянці кожного зубця виконана поздовжня стружкороздільна канавка, напрямок якої збігається з напрямком гвинтової лінії зубців.
Черв’ячна фреза

Номер патенту: 32795
Опубліковано: 15.02.2001
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв’ячна фреза, у якій кожен зубець розділений додатковою стружковою канавкою на передню та тилову ділянки, при цьому передня ділянка кожного зубця виконана з профілем, який збігається з профілем нормального вихідного контуру, а профіль зубців на тиловій ділянці є завищеним, яка відрізняється тим, що у профілів тилової ділянки бокові леза збігаються з профілем нормального вихідного контуру, а вершинне лезо є завищеним біля вихідної вершини...
Попередній патент: Спосіб лікування онкологічних хворих з літичним або змішаним ураженням скелета
Наступний патент: Струминний протитечійний млин
Випадковий патент: Спосіб виготовлення мініатюрного світлодіодного світильника