Чорнова черв’ячна фреза

Текст
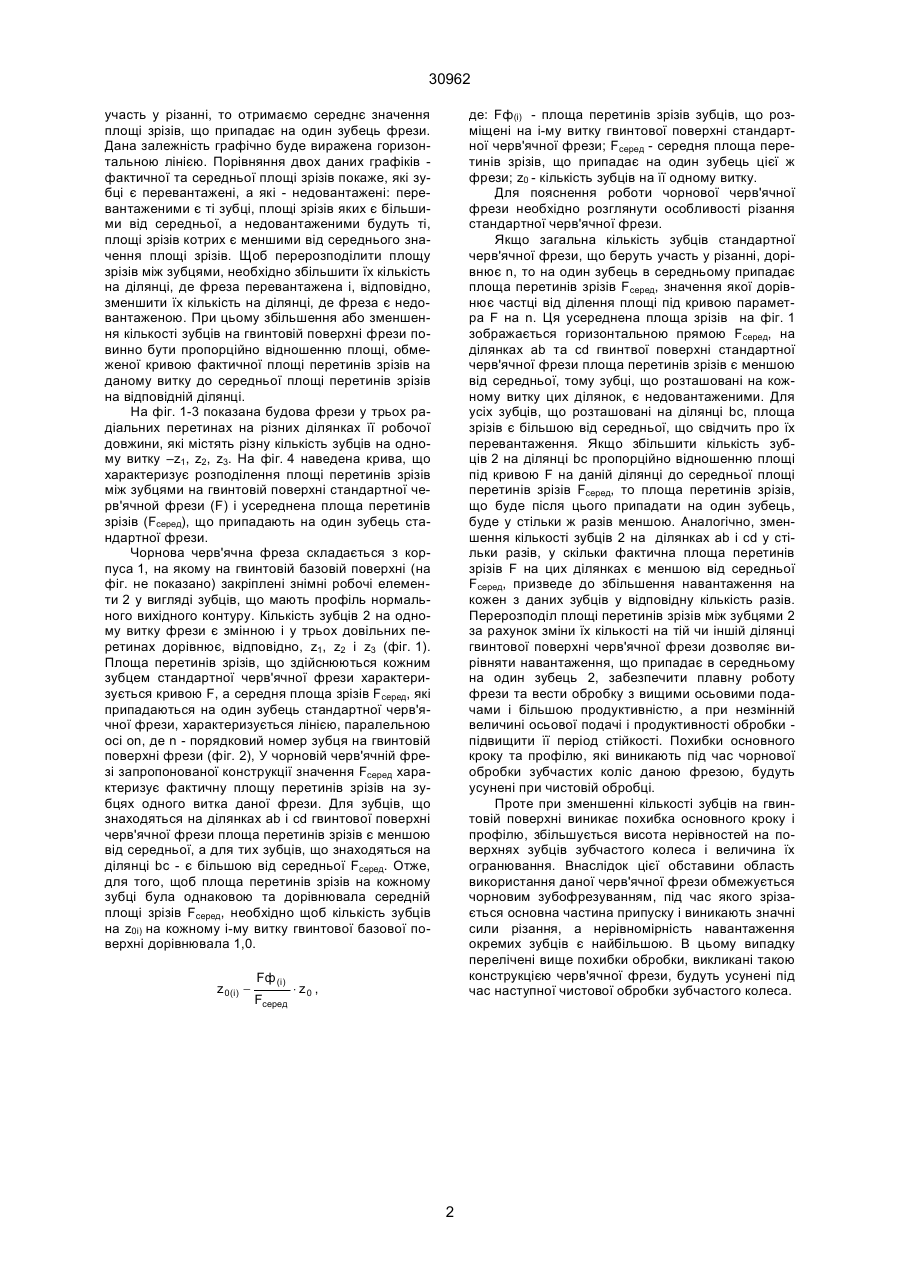
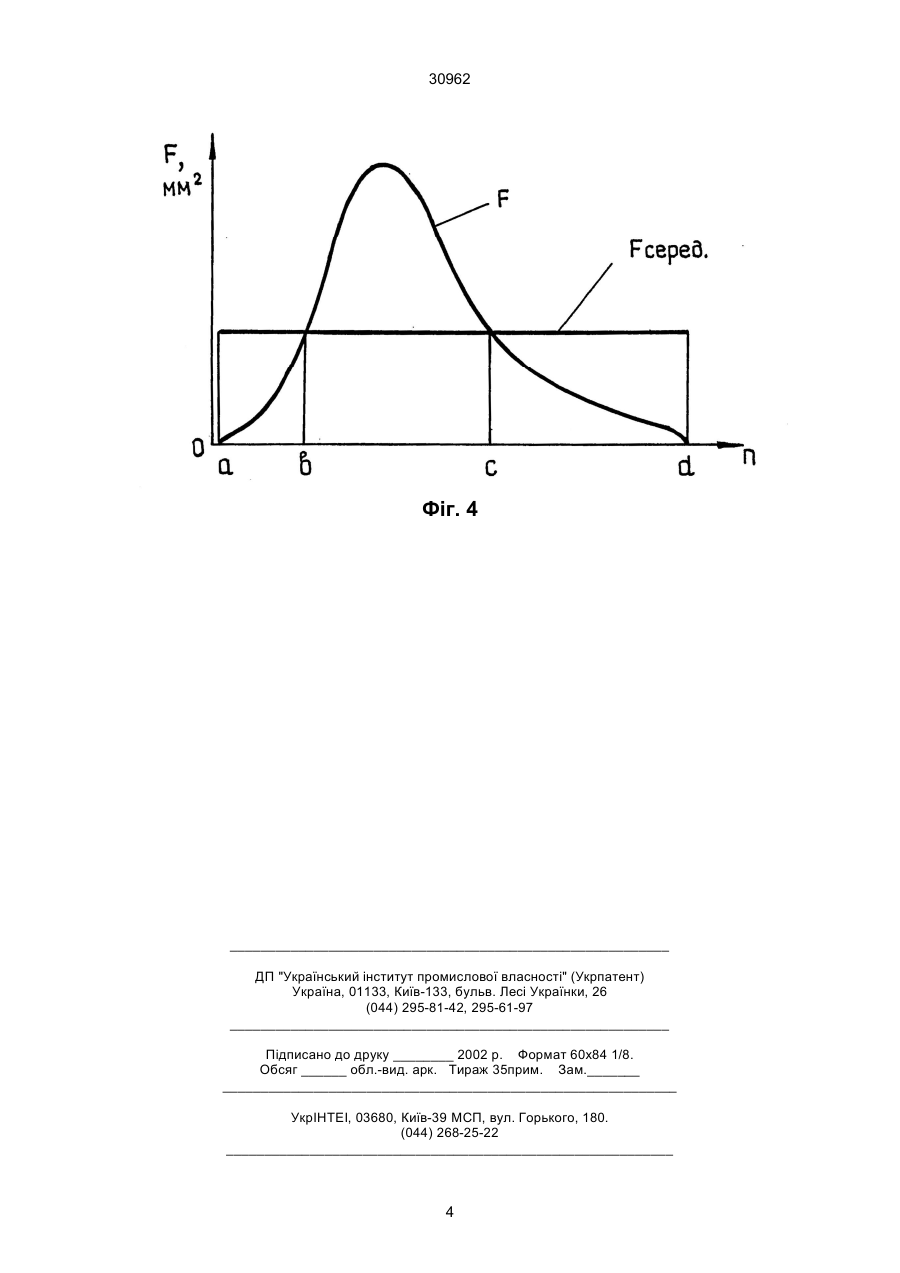
Чорнова червячна фреза, на корпусі якої виконана гвинтова базова поверхня, на якій закріплені незалежно один від одного з'ємні робочі елементи, яка відрізняється тим, що кожен робочий елемент виконаний у вигляді зубця, що має профіль, який відповідає профілю нормального вихід ного контура, а кількість зубців z0(i) на кожному і-му витку гвинтової базової поверхні вибрано із залежності: Винахід відноситься до технології механічного оброблення деталей, а саме: для чорнового нарізання зубчастих коліс черв'ячними фрезами. Відома чорнова черв'ячна фреза, на корпусі якої виконана гвинтова базова поверхня, на якій закріплені незалежно один від одного знімні робочі елементи. При цьому робочі елементи виконані у вигляді зубчастих сегментів гвинтової форми, на яких закріплені ріжучі пластини з твердого сплаву. Сегменти кріпляться до корпуса фрези за допомогою гвинтів, осі котрих розташовані радіально, а базування сегментів здійснюється по гвинтовій базовій поверхні, що виконана у вигляді гвинтового пазу, або зовнішньої гвинтової поверхні на корпусі фрези (Заявка ФРН № 3039076, В23F21/16, 1982). При різанні відомою черв'ячною фрезою різні зубці і завантажені нерівномірно. Зрізи з найбільшою площею перетинів зрізів припадають на декілька зубців вхідної ділянки фрези, в той час як інші зубці виконують значно меншу роботу різання. Ця особливість при нарізанні зубчастих коліс черв'ячними фрезами є причиною періодичної зміни сил і моментів та нерівномірності процесу різання, що призводить до вібрацій зубофрезерного верстата та ударних навантажень на зубці фрези, внаслідок чого зменшується стійкість черв'ячної фрези та з'являються сколювання матеріалу на робочих поверхнях зубців. В основу винаходу поставлено задачу створення такої чорнової черв'ячної фрези, у якій за рахунок перерозподілу площі перетинів зрізів між окремими зубцями забезпечується рівномірне їх завантаження та більш плавна робота фрези, що дає можливість здійснювати обробку зубчастих коліс з більшими осьовими подачами та підвищити продуктивність обробки, а при роботі з незмінною подачею - підвищити стійкість черв'ячної фрези. Поставлена задача вирішується тим, що у чорновій черв'ячній фрезі, на корпусі якої виконана гвинтова базова поверхня, на якій закріплені незалежно один від одного знімні робочі елементи, яка відрізняється тим, що кожен робочий елемент виконаний у вигляді зубця, що має профіль, який відповідає профілю нормального вихідного контура, а кількість зубців z0(i) на кожному і-му витку гвинтової базової поверхні обрано із залежності: z 0( i ) Fф (і ) Fсеред × z0 , де: Fф(і) - площа перетинів зрізів зубців, що розміщені на і-му витку гвинтової поверхні стандартної черв'ячної фрези; Fcеред - середня площа перетинів зрізів, що припадає на один зубець цієї ж фрези; z0 - кількість зубців на її одному витку. У відомій черв'ячній фрезі, як і всякій стандартній черв'ячній фрезі, залежність площі перетинів зрізів, що здійснюються кожним зубцем, вигляд його порядкового номеру на гвинтовій поверхні графічно виражається кривою, що змінюється від нуля до найбільшого значення, після чого знову зменшується до нуля. Якщо розділити площу під даною кривою на кількість зубців, що приймають (13) 30962 (11) × z0 , UA Fф (і ) Fсеред (19) z 0 (i ) A де: Fф(і) - площа перетинів зрізів зубців, що розміщені на і-му витку гвинтової поверхні стандартної червячної фрези; Fcеред - середня площа перетинів зрізів, що припадає на один зубець цієї ж фрези; z0 - кількість зубців на її одному витку. 30962 участь у різанні, то отримаємо середнє значення площі зрізів, що припадає на один зубець фрези. Дана залежність графічно буде виражена горизонтальною лінією. Порівняння двох даних графіків фактичної та середньої площі зрізів покаже, які зубці є перевантажені, а які - недовантажені: перевантаженими є ті зубці, площі зрізів яких є більшими від середньої, а недовантаженими будуть ті, площі зрізів котрих є меншими від середнього значення площі зрізів. Щоб перерозподілити площу зрізів між зубцями, необхідно збільшити їх кількість на ділянці, де фреза перевантажена і, відповідно, зменшити їх кількість на ділянці, де фреза є недовантаженою. При цьому збільшення або зменшення кількості зубців на гвинтовій поверхні фрези повинно бути пропорційно відношенню площі, обмеженої кривою фактичної площі перетинів зрізів на даному витку до середньої площі перетинів зрізів на відповідній ділянці. На фіг. 1-3 показана будова фрези у трьох радіальних перетинах на різних ділянках її робочої довжини, які містять різну кількість зубців на одному витку –z1, z2, z3. На фіг. 4 наведена крива, що характеризує розподілення площі перетинів зрізів між зубцями на гвинтовій поверхні стандартної черв'ячной фрези (F) і усереднена площа перетинів зрізів (Fсеред), що припадають на один зубець стандартної фрези. Чорнова черв'ячна фреза складається з корпуса 1, на якому на гвинтовій базовій поверхні (на фіг. не показано) закріплені знімні робочі елементи 2 у вигляді зубців, що мають профіль нормального вихідного контуру. Кількість зубців 2 на одному витку фрези є змінною і у трьох довільних перетинах дорівнює, відповідно, z1, z2 і z3 (фіг. 1). Площа перетинів зрізів, що здійснюються кожним зубцем стандартної черв'ячної фрези характеризується кривою F, а середня площа зрізів Fсеред, які припадаються на один зубець стандартної черв'ячної фрези, характеризується лінією, паралельною осі оn, де n - порядковий номер зубця на гвинтовій поверхні фрези (фіг. 2), У чорновій черв'ячній фрезі запропонованої конструкції значення Fсеред характеризує фактичну площу перетинів зрізів на зубцях одного витка даної фрези. Для зубців, що знаходяться на ділянках ab і cd гвинтової поверхні черв'ячної фрези площа перетинів зрізів є меншою від середньої, а для тих зубців, що знаходяться на ділянці bc - є більшою від середньої Fсeред. Отже, для того, щоб площа перетинів зрізів на кожному зубці була однаковою та дорівнювала середній площі зрізів Fсеред, необхідно щоб кількість зубців на z0i) на кожному і-му витку гвинтової базової поверхні дорівнювала 1,0. z 0 (i ) Fф (і ) Fсеред де: Fф(і) - площа перетинів зрізів зубців, що розміщені на і-му витку гвинтової поверхні стандартної черв'ячної фрези; Fcеред - середня площа перетинів зрізів, що припадає на один зубець цієї ж фрези; z0 - кількість зубців на її одному витку. Для пояснення роботи чорнової черв'ячної фрези необхідно розглянути особливості різання стандартної черв'ячної фрези. Якщо загальна кількість зубців стандартної черв'ячної фрези, що беруть участь у різанні, дорівнює n, то на один зубець в середньому припадає площа перетинів зрізів Fсеред, значення якої дорівнює частці від ділення площі під кривою параметра F на n. Ця усереднена площа зрізів на фіг. 1 зображається горизонтальною прямою Fсеред, на ділянках ab та cd гвинтвої поверхні стандартної черв'ячної фрези площа перетинів зрізів є меншою від середньої, тому зубці, що розташовані на кожному витку цих ділянок, є недовантаженими. Для усіх зубців, що розташовані на ділянці bс, площа зрізів є більшою від середньої, що свідчить про їх перевантаження. Якщо збільшити кількість зубців 2 на ділянці bс пропорційно відношенню площі під кривою F на даній ділянці до середньої площі перетинів зрізів Fсеред, то площа перетинів зрізів, що буде після цього припадати на один зубець, буде у стільки ж разів меншою. Аналогічно, зменшення кількості зубців 2 на ділянках ab і cd у стільки разів, у скільки фактична площа перетинів зрізів F на цих ділянках є меншою від середньої Fсеред, призведе до збільшення навантаження на кожен з даних зубців у відповідну кількість разів. Перерозподіл площі перетинів зрізів між зубцями 2 за рахунок зміни їх кількості на тій чи іншій ділянці гвинтової поверхні черв'ячної фрези дозволяє вирівняти навантаження, що припадає в середньому на один зубець 2, забезпечити плавну роботу фрези та вести обробку з вищими осьовими подачами і більшою продуктивністю, а при незмінній величині осьової подачі і продуктивності обробки підвищити її період стійкості. Похибки основного кроку та профілю, які виникають під час чорнової обробки зубчастих коліс даною фрезою, будуть усунені при чистовій обробці. Проте при зменшенні кількості зубців на гвинтовій поверхні виникає похибка основного кроку і профілю, збільшується висота нерівностей на поверхнях зубців зубчастого колеса і величина їх огранювання. Внаслідок цієї обставини область використання даної черв'ячної фрези обмежується чорновим зубофрезуванням, під час якого зрізається основна частина припуску і виникають значні сили різання, а нерівномірність навантаження окремих зубців є найбільшою. В цьому випадку перелічені вище похибки обробки, викликані такою конструкцією черв'ячної фрези, будуть усунені під час наступної чистової обробки зубчастого колеса. × z0 , 2 30962 Фіг. 1 Фіг. 2 Фіг. 3 3 30962 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______обл.-вид. арк. Тираж 35прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюRough hobbing cutter
Автори англійськоюHrytsai Ihor Yevhenovych
Назва патенту російськоюЧерновая червячная фреза
Автори російськоюГрицай Игорь Евгеньевич
МПК / Мітки
МПК: B23F 21/00
Мітки: черв'ячна, фреза, чорнова
Код посилання
<a href="https://ua.patents.su/4-30962-chornova-chervyachna-freza.html" target="_blank" rel="follow" title="База патентів України">Чорнова черв’ячна фреза</a>
Збірна червячна фреза

Номер патенту: 7842
Опубліковано: 26.12.1995
Автори: Поденко Анатолій Андрійович, Климов Валер'ян Іванович, Машанов Віктор Михайлович, Бараболя Степан Якович
МПК: B23F 21/00
Мітки: фреза, збірна, черв'ячна
Формула / Реферат:
1. Сборная червячная фреза, содержащая корпус с винтовыми режущими зубчатыми рейками и зубья, выполненные ввиде резцов, размещенных с возможностью регулировки в осевом и радиальном направлениях, отличающаяся тем, что, с целью повышения жесткости фрезы и расширения ее технологических возможностей, резцы выполнены в виде пластин-клиньев, закрепленных с двух сторон введенными коническими гайками, которыми снабжена фреза, причем на гайках...
Черв’ячна фреза
Номер патенту: 25515
Опубліковано: 30.10.1998
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв'ячна фреза з додатковою стружковою канавкою на кожному зубці, яка відрізняється тим, що на передній ділянці кожного зубця виконана поздовжня стружкороздільна канавка, напрямок якої збігається з напрямком гвинтової лінії зубців.
Черв’ячна фреза

Номер патенту: 25574
Опубліковано: 30.10.1998
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв'ячна фреза зі стружкорозподільними елементами у вигляді фасок на кожному зубці, яка відрізняється тим, що на кожному зубці паралельно до основної стружкової канавки виконана додаткова стружкова канавка, яка ділить зубець на передню і тилову ділянки і утворює на тиловій ділянці вершинне лезо, а дві фаски виконані на передній ділянці кожного зубця послідовно протилежно спрямованими від різнойменних вершин до протилежних ніжок зубця.
Дискова фреза
Номер патенту: 13127
Опубліковано: 28.02.1997
Автор: Квіта Віктор Володимирович
МПК: B23C 5/02, B23D 61/00
Формула / Реферат:
(57) Дисковая фреза, содержащая корпус с режущими зубьями, передняя и задняя поверхности которых наклонены относительно оси фрезы в противоположных направлениях, отличающаяся тем, что передний угол в плоскости, перпендикулярной оси фрезы, выполнен отрицательным в диапазоне (-5,5°)...(-6,5°), при этом угол наклона задней поверхности в осевой плоскости выполнен в диапазоне 20°...45°, а в плоскости, перпендикулярной оси фрезы, в диапазоне...
Збірна торцева фреза

Номер патенту: 18023
Опубліковано: 17.06.1997
Автори: Нагорняк Степан Григорович, Козак Василь Іванович, Зеленський Костянтин Васильович
МПК: B23C 5/02
Формула / Реферат:
Збірна торцева фреза складається з корпусу, секторів-державок з різцями і пружно-демпфуючими елементами, а також циліндричних пальців, яка відрізняється тим, що в корпусі фрези виконана кругова виточка, в якій з можливістю колових переміщень розташовані підпружинені і обмежені упорами сектори, які оснащені пальцями, що вільно входять в осьові отвори сателітів, які постійно перебувають в зачепленні Із привідною шестернею, жорстко з'єднаною з...
Попередній патент: Спосіб роздільного збирання зернових культур
Наступний патент: Спосіб визначення сили різання та параметрів зрізів при зубофрезуванні в умовах обкочування
Випадковий патент: Установка для комплексної обробки поверхні виробів у вакуумі