Спосіб дозування агломераційної шихти
Номер патенту: 7785
Опубліковано: 15.07.2005
Автори: Шнипко Андрій Іванович, Міщенко Петро Дмитрович, Кушнір Євген Ізяславович, Нечитайло Віктор Михайлович, Чичиянц Григорій Ашотович, Мисько Степан Миколайович, Кекух Анатолій Володимирович, Козенко Георгій Володимирович, Шеремет Володимир Олександрович, Брехунов Олександр Васильович
Формула / Реферат
Спосіб дозування компонентів агломераційної шихти, який полягає в тому, що вимірюють величину витрати кожного компонента шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величин витрати кожного компонента, який відрізняється тим, що додатково визначають похибку дозування шихти в межах партії складових компонентів, розмір якої визначають із умови забезпечення якості перемішування компонентів шихти, якість перемішування контролюють, а сигнал на коригувальну дію витрат кожного компонента формують з урахуванням динамічних характеристик приводів комплексу механізмів шихтопідготовки.
Текст
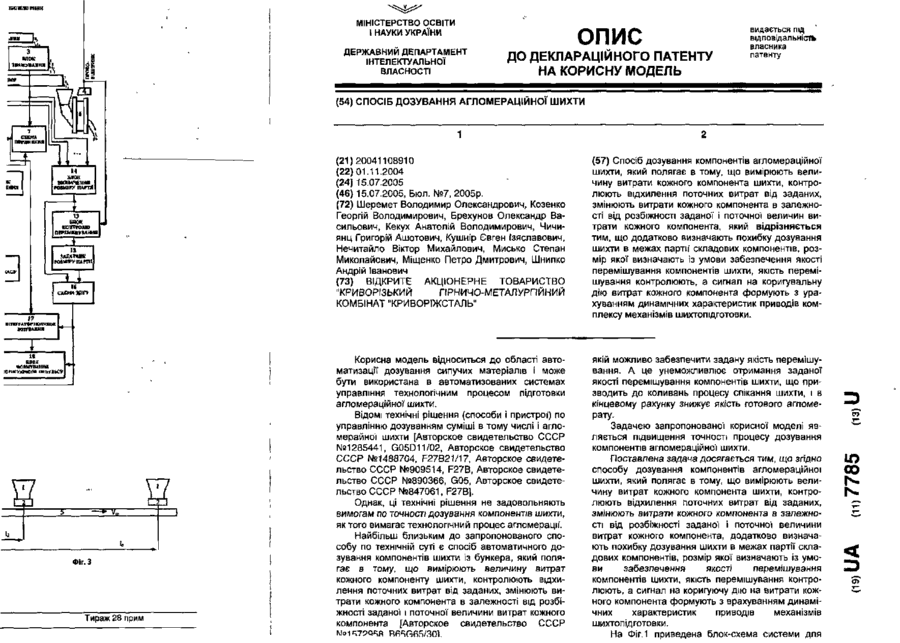
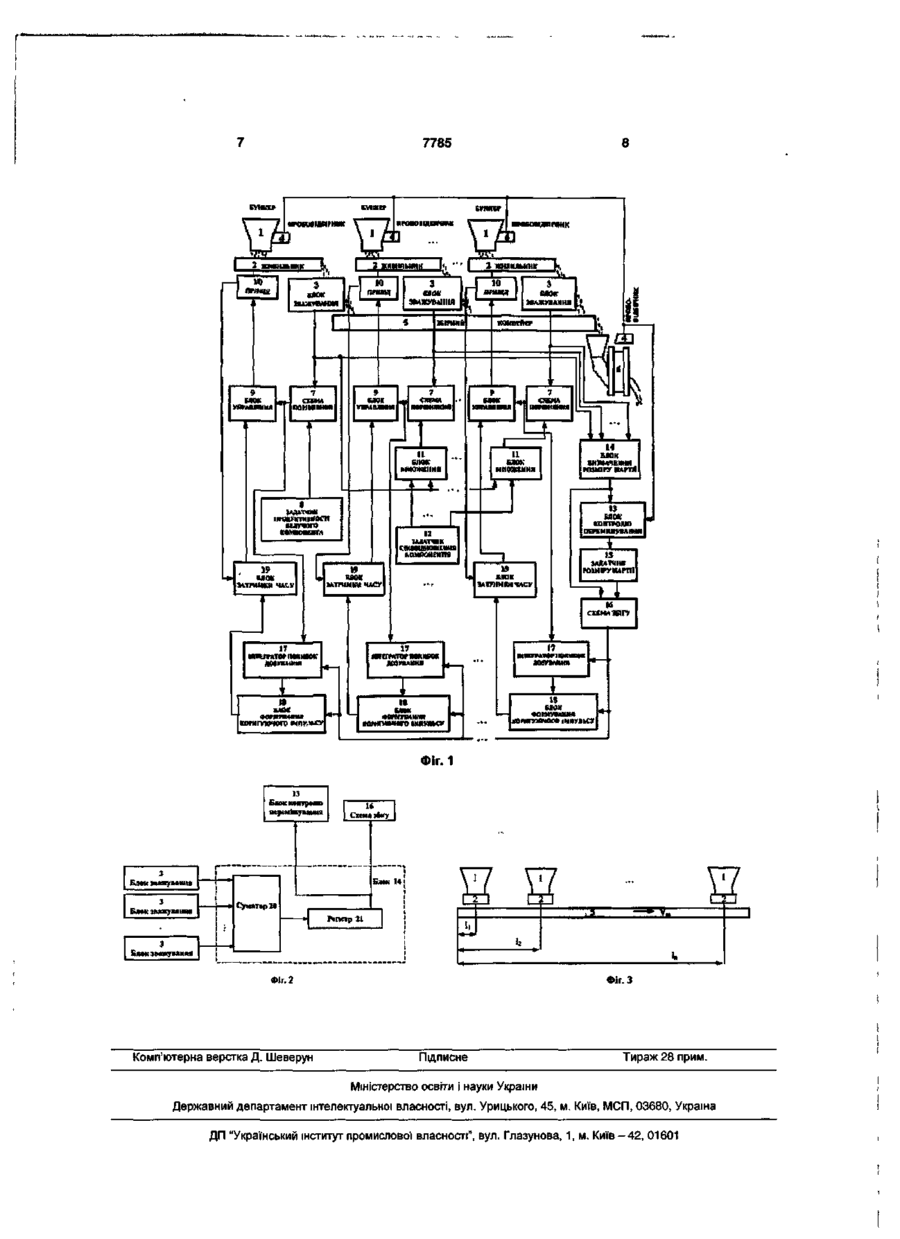
Спосіб дозування компонентів агломераційної шихти, який полягає в тому, що вимірюють величину витрати кожного компонента шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величин витрати кожного компонента, який відрізняється тим, що додатково визначають похибку дозування шихти в межах партії складових компонентів, розмір якої визначають із умови забезпечення якості перемішування компонентів шихти, якість перемішування контролюють, а сигнал на коригувальну дію витрат кожного компонента формують з урахуванням динамічних характеристик приводів комплексу механізмів шихтоп ід готовки. Корисна модель відноситься до області автоматизації дозування сипучих матеріалів і може бути використана в автоматизованих системах управління технологічним процесом підготовки агломераційної шихти. Відомі технічні рішення (способи і пристрої) по управлінню дозуванням суміші в тому числі і агломерайної шихти [Авторское свидетельство СССР №1285441, G05D11/02, Авторское свидетельство СССР №1488704, F27B21/17, Авторское свидетельство СССР №909514, F27B, Авторское свидетельство СССР №890366, G05, Авторское свидетельство СССР №847061, F27B]. Однак, ці технічні рішення не задовольняють вимогам по точності дозування компонентів шихти, як того вимагає технологічний процес агломерації. Найбільш близьким до запропонованого способу по технічній суті є спосіб автоматичного дозування компонентів шихти із бункера, який полягає в тому, що вимірюють величину витрат кожного компоненту шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величини витрат кожного компонента [Авторское свидетельство СССР №1572958, B65G65/30]. Недоліком даного відомого способу є те, що при його реалізації коригування витрат компонентів прив'язують тільки до часу і не враховують за цей період часу критичну масу компонентів, при якій можливо забезпечити задану якість перемішування. А це унеможливлює отримання заданої якості перемішування компонентів шихти, що призводить до коливань процесу спікання шихти, і в кінцевому рахунку знижує якість готового агломерату. Задачею запропонованої корисної моделі являється підвищення точності процесу дозування компонентів агломераційної шихти. Поставлена задача досягається тим, що згідно способу дозування компонентів агломераційної шихти, який полягає в тому, що вимірюють величину витрат кожного компонента шихти, контролюють відхилення поточних витрат від заданих, змінюють витрати кожного компонента в залежності від розбіжності заданої і поточної величини витрат кожного компонента, додатково визначають похибку дозування шихти в межах партії складових компонентів, розмір якої визначають із умови забезпечення якості перемішування компонентів шихти, якість перемішування контролюють, а сигнал на коригуючу дію на витрати кожного компонента формують з врахуванням динамічних характеристик приводів механізмів шихтопідготовки. На Фіг.1 приведена блок-схема системи для дозування компонентів агломераційної шихти, яка реалізує запропонований спосіб. На Фіг.2 приведена блок-схема блоку визначення розміру партії шихти. ю 00 О) 7785 На Фіг.З приведений фрагмент схеми технологічної лінії шихтопідготовки, що пояснює алгоритм визначення затримки часу на коригуючу дію на управління дозуванням кожного компонента шихти. До складу системи (Фіг. 1) входять бункери 1 сипучих компонентів шихти, живильники 2 кожного компонента шихти, блоки 3 зважування, пробовідбірники 4, збірний конвеєр 5, змішувач 6 компонентів шихти, схеми 7 порівняння, задатчик 8 продуктивності ведучого компонента шихти, блоки 9 управління приводами 10 живильників 2, блоки 11 множення, задатчик 12 співвідношення ведучого і ведених компонентів шихти, блок 13 контролю перемішування компонентів шихти, блок 14 визначення розміру партії шихти, задатчик 15 розміру партії шихти, схема 16 збігу, інтегратори 17 похибок дозування кожного компонента шихти, блоки 18 формування коригуючих імпульсів на управління приводами 10 живильників 2 кожного компонента шихти і блоки 19 затримки часу на коригуючу дію на управління дозуванням кожного компонента шихти. При цьому виходи блоків 3 зважування з'єднані відповідно по кожному компоненту шихти з першими входами схем 7 порівняння, другий вхід схеми 7 порівняння в контурі управління ведучим компонентом шихти з'єднаний з задатчиком 8 продуктивності ведучого компонента шихти, а виходи схем 7 порівняння в контурах управління кожного веденого компонента шихти з'єднані з першими входами відповідних їм блоків 9 управління, виходи яких з'єднані з входами відповідних їм приводів 10 живильників 2, вихід блоку 3 зважування ведучого компонента шихти з'єднаний також з першими входами блоків 11 множення в відповідних контурах управління ведених компонентів шихти, другі входи блоків 11 множення з'єднані з відповідними кожному веденому компоненту шихти виходами задатчика 12 співвідношення ведучого і ведених компонентів шихти, а виходи блоків 11 множення з'єднані з другими входами відповідних їм схем 7 порівняння, перший вхід блоку 13 контролю перемішування компонентів шихти з'єднаний з пробовідбірниками 4, другий вхід блоку 13 контролю перемішування компонентів шихти з'єднаний з виходом блоку 14 визначення розміру партії шихти, входи якого з'єднані з виходами блоків 3 зважування кожного компонента шихти, вихід блоку 13 контролю перемішування компонентів шихти з'єднаний з входом задатчика 15 розміру партії шихти, вихід якого з'єднаний з першим входом схеми 16 збігу, другий вхід схеми 16 збігу з'єднаний з виходом блоку 14 визначення розміру партії шихти, інформаційні входи інтеграторів 17 похибок дозування кожного компонента шихти з'єднані з виходами відповідних їм схем 7 порівняння, а виходи інтеграторів 17 з'єднані з входами відповідних їм блоків 18 формування коригуючих імпульсів на управління приводами 10 живильників 2 кожного компонента шихти, виходи блоків 18 формування коригуючих імпульсів через блоки 19 затримки часу з'єднані з другими входами відповідних їм блоків 9 управління приводами 10 живильників 2, кожен з приводів 10 живильників 2 з'єднаний з дру гим входом відповідного блоку 19 затримки часу, крім цього, вихід схеми 16 збігу з'єднаний з керуючими входами інтеграторів 17 і керуючими входами блоків 18 формування корегуючих імпульсів. Технологічний процес підготовки агломераційної шихти полягає в змішуванні її компонентів у заданому співвідношенні, що являється однією з необхідних умов забезпечення якості готового агломерату. Компоненти агломераційної шихти подаються з бункерів 1 за допомогою живильників 2, через конвеєрні зважувачі 3 на збірний конвеєр 5. При цьому в першому бункері 1 знаходиться ведучий компонент - рудний концентрат, а в решті бункерів 1 знаходяться ведені компоненти - це, як правило, марганцева руда, колошниковий пил, вапняк, коксовий дріб'язок або вугільний штиб. За допомогою збірного конвеєра 5 компоненти шихти подаються в змішувач 6, де остаточно перемішуються. Склад компонентів і якість перемішування шихти контролюються за допомогою пробовідбірників 4, які розміщені, як на кожному бункері 1 компонентів шихти, так і на виході змішувача 6. Однак, внаслідок різних причин, обумовлених чутливістю систем регулювання приводів 10 живильників 2, якістю сипучих компонентів, в першу чергу - підвищеною вологістю і злипанням, мають місце випадки зависання компонентів шихти на стінках бункерів і раптового їх обрушення, що призводить до відхилення фактичного співвідношення дозування компонентів шихти від заданого. В таких випадках необхідно проводити коригування витрат компонентів шихти, шляхом формування і відпрацювання відповідних сигналів управління приводами 10 живильників 2. Система працює наступним чином Оператор системи за допомогою задатчика 8 продуктивності ведучого компонента шихти задає необхідну продуктивність витрат ведучого компонента. Сигнал задатчика 8 і сигнал фактичного значення витрат ведучого компонента шихти, що поступає від відповідного блоку 3 зважування подаються, відповідно, на перший і другий входи схеми 7 порівняння контура регулювання витрат ведучого компонента шихти. Якщо задане і фактичне значення витрат ведучого компонента не співпадають, схемою 7 порівняння виділяється різниця даних сигналів, значення якої подається на вхід відповідного блоку 9 управління. Останній за допомогою приводу 10 живильника 2 ведучого компонента змінює продуктивність його витрат до зникнення вказаної різниці на виході схеми 7 порівняння. Разом з тим, стале значення сигналу з блоку З зважування ведучого компонента поступає на входи блоків 11 множення ведених компонентів, де перемножується з відповідними кожному веденому компоненту значеннями сигналів задатчика 12 співвідношення ведучого і ведених компонентів шихти. Таким чином, на виходах блоків 11 множення в контурах регулювання витрат кожного веденого компонента шихти формуються сигнали, які відповідають завданням на продуктивність живильників 2 кожного з ведених компонентів. Ці сиг 7785 нали поступають на перші входи відповідних кожному веденому компоненту шихти схем 7 порівняння. На другі входи схем 7 порівняння від відповідних блоків 3 зважування поступають сигнали поточної продуктивності відповідних живильників 2. При наявності різниці між заданою і фактичною продуктивностями живильників 2 ведених компонентів шихти, на виходах відповідних схем 7 порівняння формуються сигнали, пропорційні вказаній різниці. Ці сигнали подаються на входи відповідних блоків 9 управління, які змінюють роботу відповідних приводів 10 живильників 2 до досягнення ними заданої продуктивності. Поточні значення сигналів з виходів всіх схем 7 порівняння поступають також на входи відповідних інтеграторів 17 похибок дозування кожного компонента шихти. В інтеграторах 17 на протязі періоду часу, за який накопичується партія шихти заданої сумарної маси, відбувається контроль та підсумовування похибок дозування кожного компонента. Розмір цієї сумарної маси компонентів шихти визначається в блоці 13 контролю перемішування шихти, виходячи із умови забезпечення перемішування компонентів шихти на всьому тракті шихтопідготовки, включаючи збірний конвеєр 5 і змішувач 6. В період налагодження системи вибирають максимально можливе значення розміру партії шихти Мдоп, при якому суміш на виході змішувача 6 відповідає заданим умовам. Вибір значення Мдоп проводять шляхом поступового його збільшення на величину АМі. При цьому, при кожній зміні розміру партії на величину АМі контролюють якість перемішування компонентів шихти по вихідних даних пробовідбірників 4. Вибране таким чином максимально допустиме значення Мдоп фіксують у вихідному регістрі блоку 13. В подальшому блок 13 контролю перемішування шихти працює в автоматизованому режимі, змінюючи, при необхідності, значення Мдоп. З вихідного регістра блоку 13 інформаційний сигнал, пропорційний розміру сумарної маси партії шихти Мдоп, подається на вхід задатчика 15 розміру партії шихти, а з його виходу - на перший вхід схеми 16 збігу. Це значення розміру сумарної маси зберігається на виході задатчика 15 до тих пір, поки блок 13 контролю змішування, при необхідності, не визначить нове значення розміру сумарної маси компонентів Мдоп. Контроль поточного накопичення розміру партії шихти, в якій необхідно провести коригування вмісту компонентів відбувається в блоці 14 визначення розміру партії шихти (Фіг.2). Блок 14 представляє собою суматор 20 і вихідний регістр 21. На входи суматора 20 поступають сигнали від блоків 3 зважування всіх компонент/в шихти, де вони підсумовуються. Результат підсумовування записується в регістр 21, вихід якого з'єднаний з другими входами блоку 13 і схеми 16 збігу. Блок 13 у випадках, коли результати змішування компонентів шихти (по інформації від пробовідбірників 4) не відповідають заданим, на осно ві даних регістра 21, розраховує нове значення Мдоп. На виході схеми 16 збігу, як тільки загальна поточна маса партії стане рівною значенню, яке представлене вихідним сигналом задатчика 15 розміру партії, формується керуючий сигнал для проведення коригуючої дії на поточне дозування компонентів шихти, який поступає на керуючі входи інтеграторів 17 і блоків 18 формування коригуючих імпульсів на управління приводами 10 живильників 2 всіх компонентів шихти. По цьому сигналу значення сигналів інтеграторів 17 по кожному контуру регулювання компонентів переписуються у відповідні блоки 18, після чого інтегратори 17 обнуляються і в них починається підсумовування похибок дозування для нового циклу корекції. В блоках 18 формуються коригуючі імпульси на витрати компонентів шихти, пропорційні значенням сигналів відповідних інтеграторів 17. Сигнали коригуючих імпульсів на витрати кожного компоненту з виходів блоків 18 через блоки 19 затримки часу поступають на другі входи відповідних блоків 9 управління приводами 10 живильників 2. В блоках 19 розраховуються часові затримки ti, t 2 ,..., t n на початок коригуючої дії на витрати для кожного компонента шихти за формулами: v tp v tp v tp де І1(І2,...,ІП, - відстань від початку збірного конвеєра 5 до відповідного бункера 1 (див. Фіг.З); Ті,т2,...,тп • сталі часу приводів 10 відповідних живильників 2; Vtp - швидкість конвеєрної стрічки збірного конвеєра 5. Значення V t p , і Ц.І2»—>ІП - вводяться в блоки 19 до запуску системи, як сталі, пов'язані з конструкцією поточно-транспортного тракту шихтопідготовки, а значення х1,х2,...,хп поступають від відповідних приводів 10. Блоки 9 в відповідній послідовності з затримками у часі t i , t2, ..., t n управляють відповідними приводами 10 живильників 2, забезпечуючи відпрацювання коригування витрат компонентів у відповідності з коригуючими імпульсами. Недотримання даної послідовності відпрацювання коригування витрат призведе до того, що буде отримано агломераційну шихту з нерівномірним розподілом компонентів всередині елементарного об'єму, що негативно вплине на процес спікання агломерату. Таким чином, в запропонованому способі відпрацювання корегування витрат компонентів агломераційної шихти проводиться з врахуванням критичної маси компонентів, при якій можливо забезпечити задану якість перемішування і динамічних характеристик (транспортного запізнення, сталих часу) приводів механізмів шихтопідготовки, що підвищує точність дозування, а в кінцевому рахунку - якість готового агломерату. 7785 і» ЫОК «омигеліша XQntmCKQtO ІМІІЇІЬСЇ Фіг. 1 13 Блок ковтр шло перемішуваний 16 Схема э&гу 3 Блок эважувпнно 3 Блок зйіжувоння Блок 14; Суматор 20 Регістр 21 3 Блок зважування Фіг. З Фіг. 2 Комп'ютерна верстка Д. Шеверун Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for batching the components of sintering mixture
Автори англійськоюSheremet Volodymyr Oleksandrovych, Kozenko Heorhii Volodymyrovych, Brekhunov Oleksandr Vasyliovych, Kekukh Anatolii Volodymyrovych, Nechytailo Viktor Mykhailovych, Mysko Stepan Mykolaiovych
Назва патенту російськоюСпособ дозирования агломерационной шихты
Автори російськоюШеремет Владимир Александрович, Козенко Георгий Владимирович, Брехунов Александр Васильевич, Кэкух Анатолий Владимирович, Нечитайло Виктор Михайлович, Мисько Степан Николаевич
МПК / Мітки
МПК: B65G 65/30
Мітки: спосіб, шихти, агломераційної, дозування
Код посилання
<a href="https://ua.patents.su/6-7785-sposib-dozuvannya-aglomeracijjno-shikhti.html" target="_blank" rel="follow" title="База патентів України">Спосіб дозування агломераційної шихти</a>
Спосіб спікання агломераційної шихти
Номер патенту: 68718
Опубліковано: 16.08.2004
Автор: Буторина Ірина Вікторівна
МПК: C22B 1/16
Мітки: агломераційної, спосіб, шихти, спікання
Формула / Реферат:
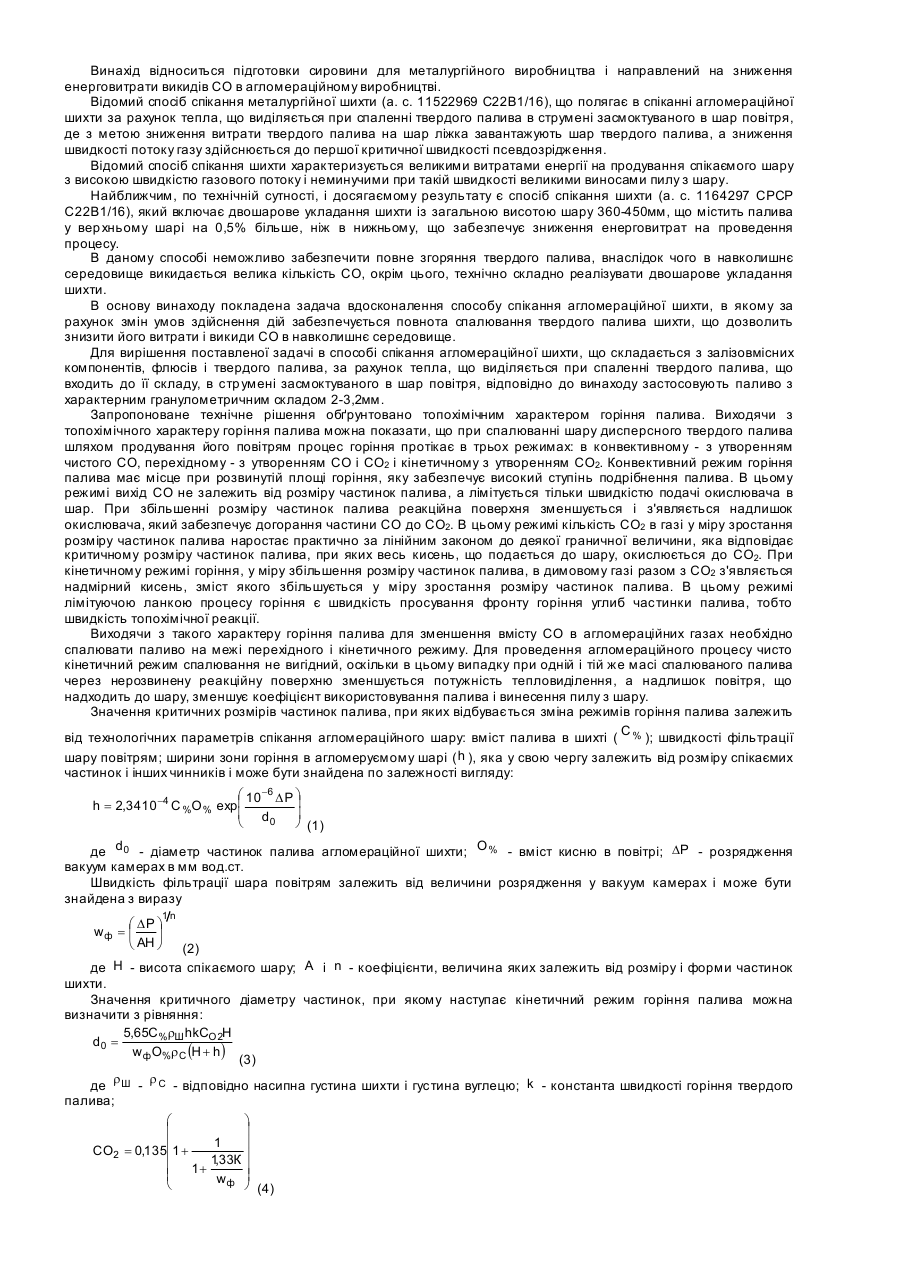
Спосіб спікання агломераційної шихти теплом, яке виділяється при горінні в потоці засмоктуваного в шар повітря твердого палива, який відрізняється тим, що використовують паливо з характерним гранулометричним складом 2- 3,2 мм.
Спосіб інтенсифікації спікання агломераційної шихти
Номер патенту: 36169
Опубліковано: 16.04.2001
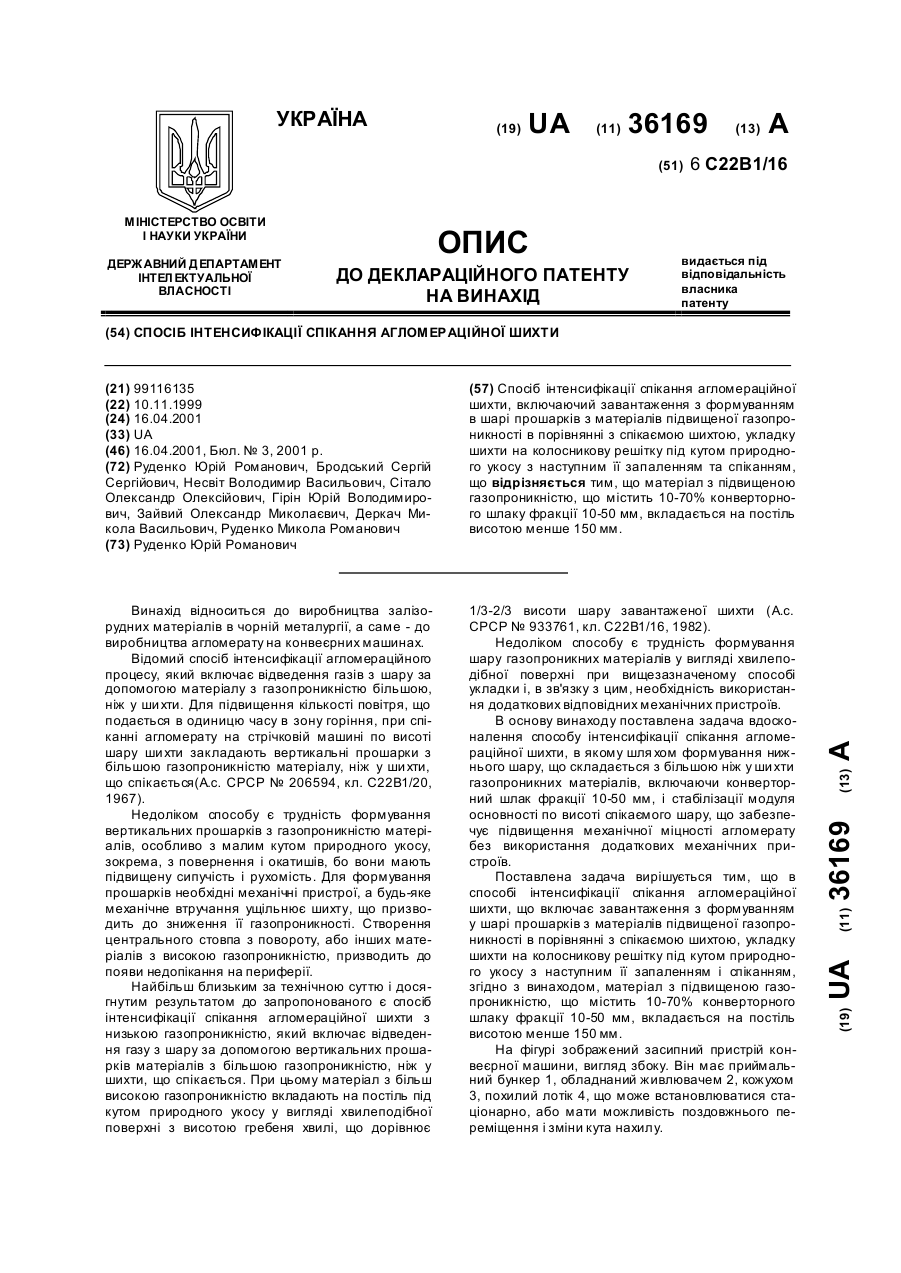
Автори: Руденко Микола Романович, Бродський Сергій Сергійович, Гирін Юрій Володимирович, Несвіт Володимир Васильович, Руденко Юрій Романович, Зайвий Олександр Миколаєвич, Деркач Микола Васильович, Сітало Олександр Олексійович
МПК: C22B 1/16
Мітки: спосіб, агломераційної, інтенсифікації, спікання, шихти
Текст:
...5% конверторного шлаку фракції більше 8 мм, продуктивність агломераційної машини змінювалася в вузькому діапазоні від 1,4 до 1,6 т/м 2 на годину. При цьому, через нерівномірність розподілу конверторного шлаку, особливо фракції, більше 8 мм, при укладці по висоті шару, розсів агломерату погіршувався від 16,8 до 17,6%. При збільшенні процентного складу конверторного шлаку від 10 до 70% (фракція менше 10 мм), по мірі збільшення частки...
Спосіб запалювання агломераційної шихти
Номер патенту: 72354
Опубліковано: 15.02.2005
Автори: Антонов Веніамін Васильович, Туник Олег Анатолійович
МПК: C22B 1/16
Мітки: шихти, спосіб, запалювання, агломераційної
Формула / Реферат:
Спосіб запалювання агломераційної шихти, що включає подавання газоподібних палива й окислювача у вигляді струменів у робочий простір горна під кутом до поверхні шихти, спалювання газоподібного палива, нагрівання поверхневого шару та запалювання шихти, який відрізняється тим, що спалювання палива та нагрівання поверхневого шару шихти здійснюють на початку робочого простору горна в зоні довжиною (0,5
Спосіб спікання агломераційної шихти
Номер патенту: 3959
Опубліковано: 15.12.2004
Автори: Бабашкін Юрій Миколайович, Шейко Микола Іванович, Срібняк Станіслав Васильович, Лисенко Іван Сидорович, Сігал Ісаак Якович, Нікітіна Ірина Валеріївна, Головченко Володимир Леонідович, Вовк Вячеслав Михайлович, Вишневський Богдан Миколайович, Кравченко Віталій Антонович
МПК: C22B 1/16
Мітки: спосіб, агломераційної, спікання, шихти
Формула / Реферат:
Спосіб спікання агломераційної шихти, що включає подачу, змішування, зволоження, обгрудкування, завантаження аглошихти з наступним її запалюванням і просмоктуванням окислювача крізь шар запаленої аглошихти, який відрізняється тим, що як окиснювач крізь шар шихти, що спікають, просмоктують відхідні агломераційні гази з додаванням атмосферного повітря.
Спосіб зовнішнього нагрівання агломераційної шихти та пристрій для його здійснення
Номер патенту: 32077
Опубліковано: 15.12.2000
Автори: Маханько Анатолій Васильович, Гармаш Микола Іларіонович, Серебряник Григорій Ісаакович, Танай Віктор Петрович, Мартиненко Антон Володимирович, Вілкул Юрій Григорович, Базарний Валентин Данилович, Мартиненко Володимир Антонович, Комірний Віталій Анатолійович, Дейкун Олександр Анатолійович
МПК: C22B 1/16
Мітки: нагрівання, шихти, спосіб, зовнішнього, здійснення, агломераційної, пристрій
Текст:
...арки дотримуватись співвідношення кута її нахилу та швидкості фільтрації в межах cosa/V=2,40-2,47. Зі збільшенням цього співвідношення понад зазначених меж склепіння горну наближається до прямокутного, внаслідок чого випромінюване тепло концентрується у заключній стадії зовнішнього нагрівання. Це призводить до перегріву верхнього пласта, у зв'язку з чим залишаючий зону зовнішнього нагрівання шар продовжує випромінювати тепло, яке...
Попередній патент: Процес купірування синдрому абдомінальної компресії
Наступний патент: Привідний пристрій
Випадковий патент: Спосіб моніторингу об'єктів теплопостачання та спосіб контролю системи опалення будівель