Пристрій для виливання злитків
Номер патенту: 78073
Опубліковано: 11.03.2013
Автори: Олешко Віктор Михайлович, Волошин Олексій Іванович, Цівковський Олександр Григорович
Формула / Реферат
1. Пристрій для виливання злитків, що містить виливницю із прибутковою надставкою, яка виконана у вигляді металевого корпуса, футерованого вогнетривким матеріалом і має у верхній частині газовивідний отвір, у якому розміщена мембрана, яка виконана з матеріалу, що перетворюється до пористої структури від теплового впливу, який відрізняється тим, що він оснащений додатковою виливницею і додатковою прибутковою надставкою, які виконані подібними до описаної вище, при цьому додаткова виливниця установлена ярусно на прибуткову надставку основної виливниці, зазначений газовивідний отвір у додатковій прибутковій надставці виконаний наскрізним, а в основній прибутковій надставці - глухим, пов'язаним з атмосферою за допомогою горизонтальних каналів, передбачених у верхній частині її корпуса.
2. Пристрій за п. 1, який відрізняється тим, що згадана мембрана виконана з вермикуліту.
Текст
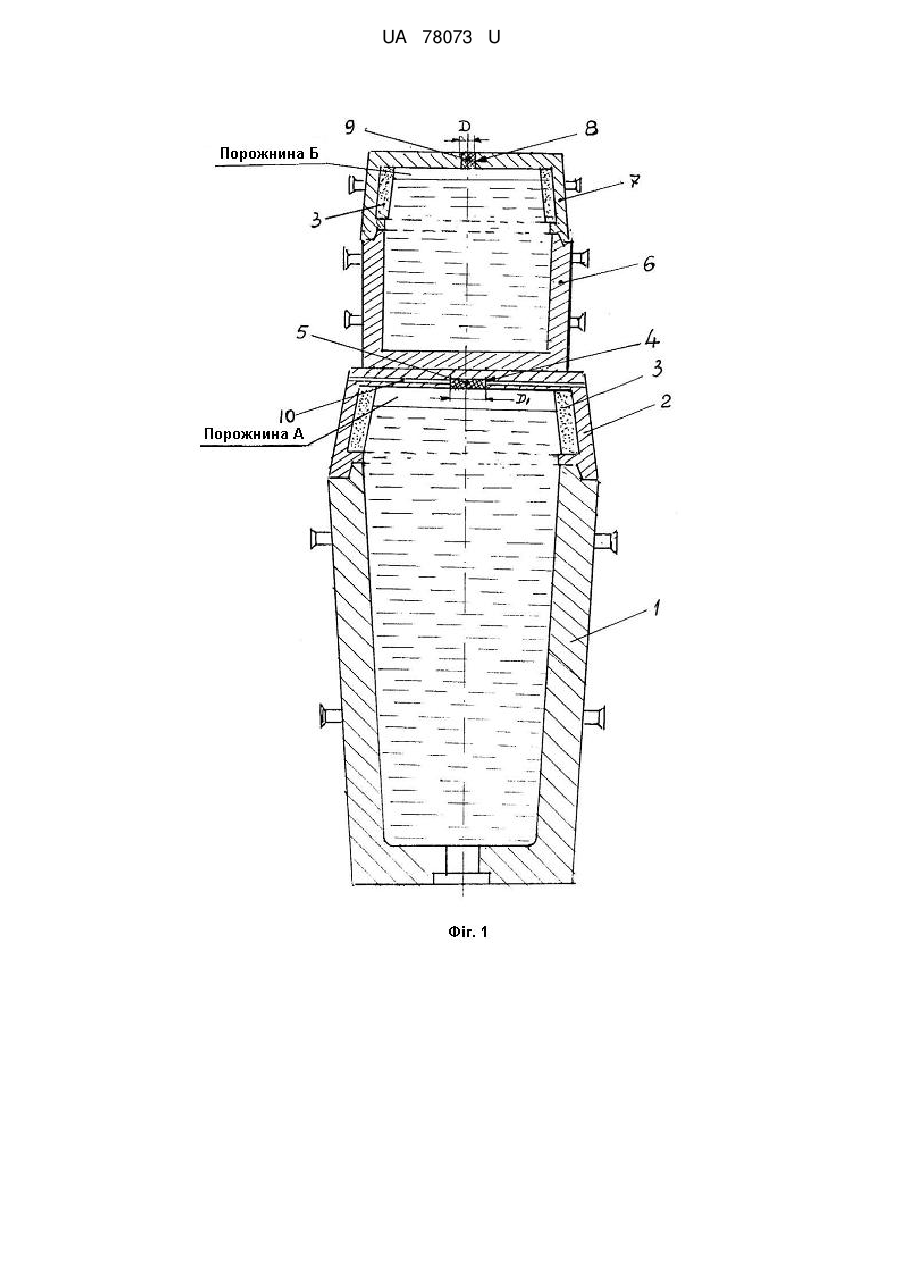
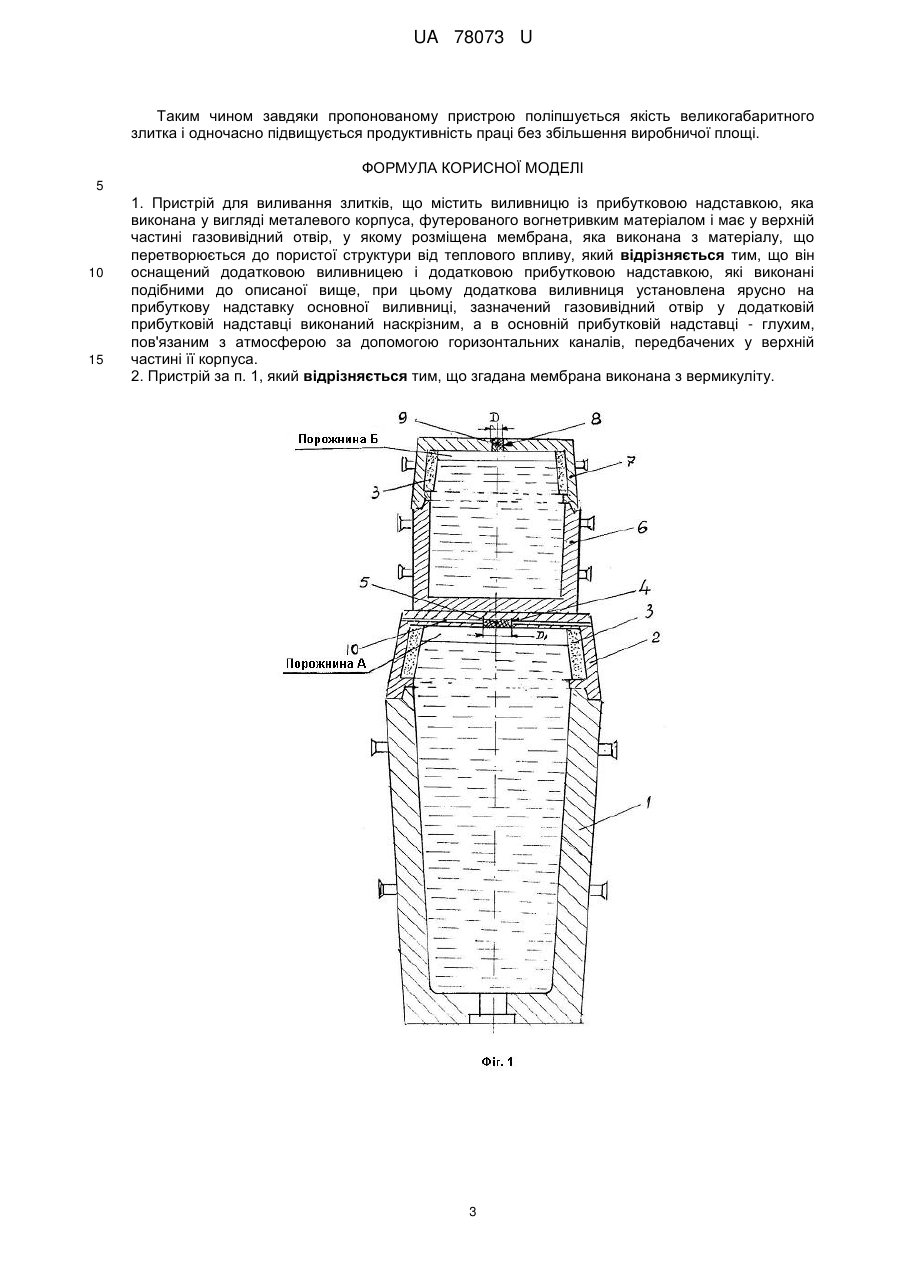
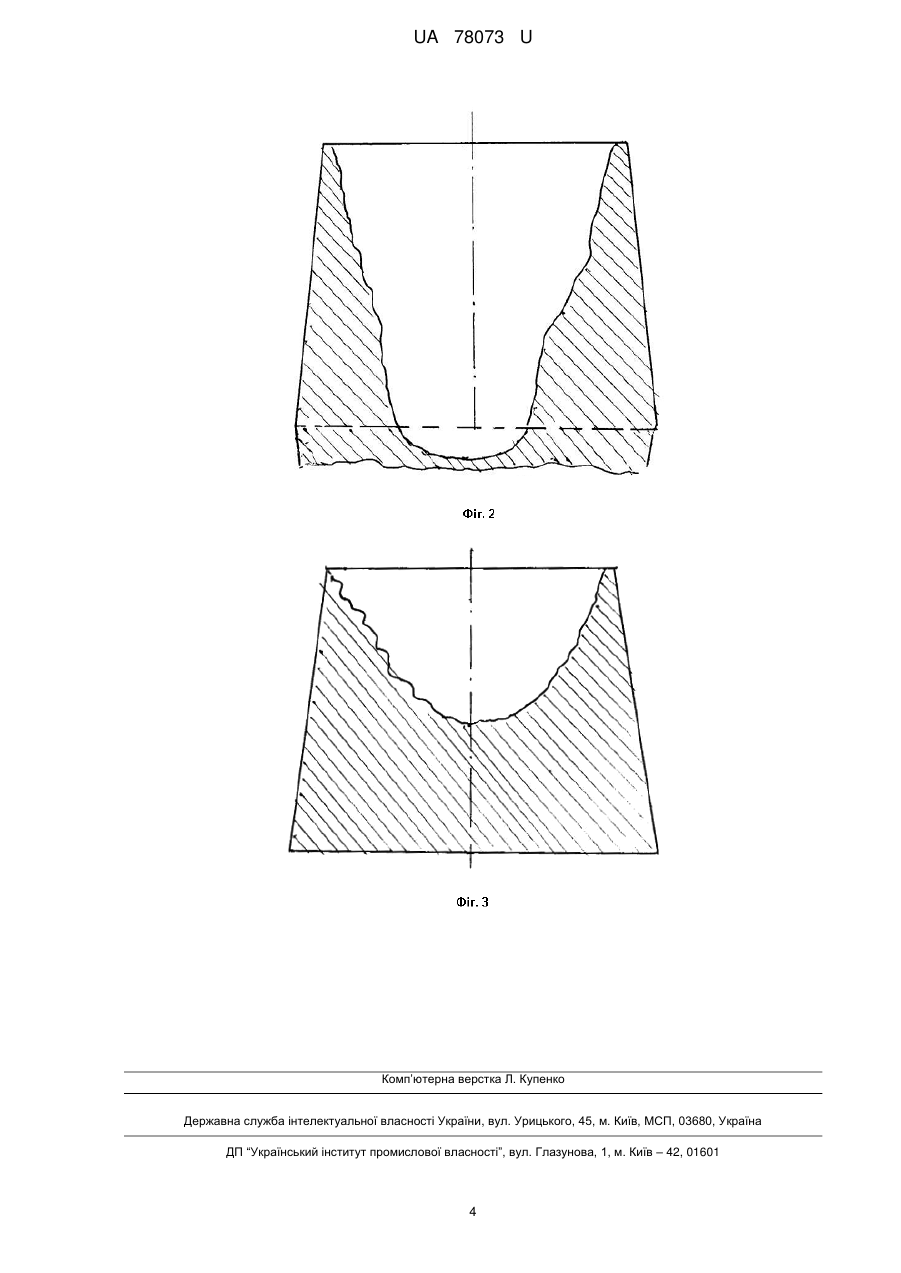
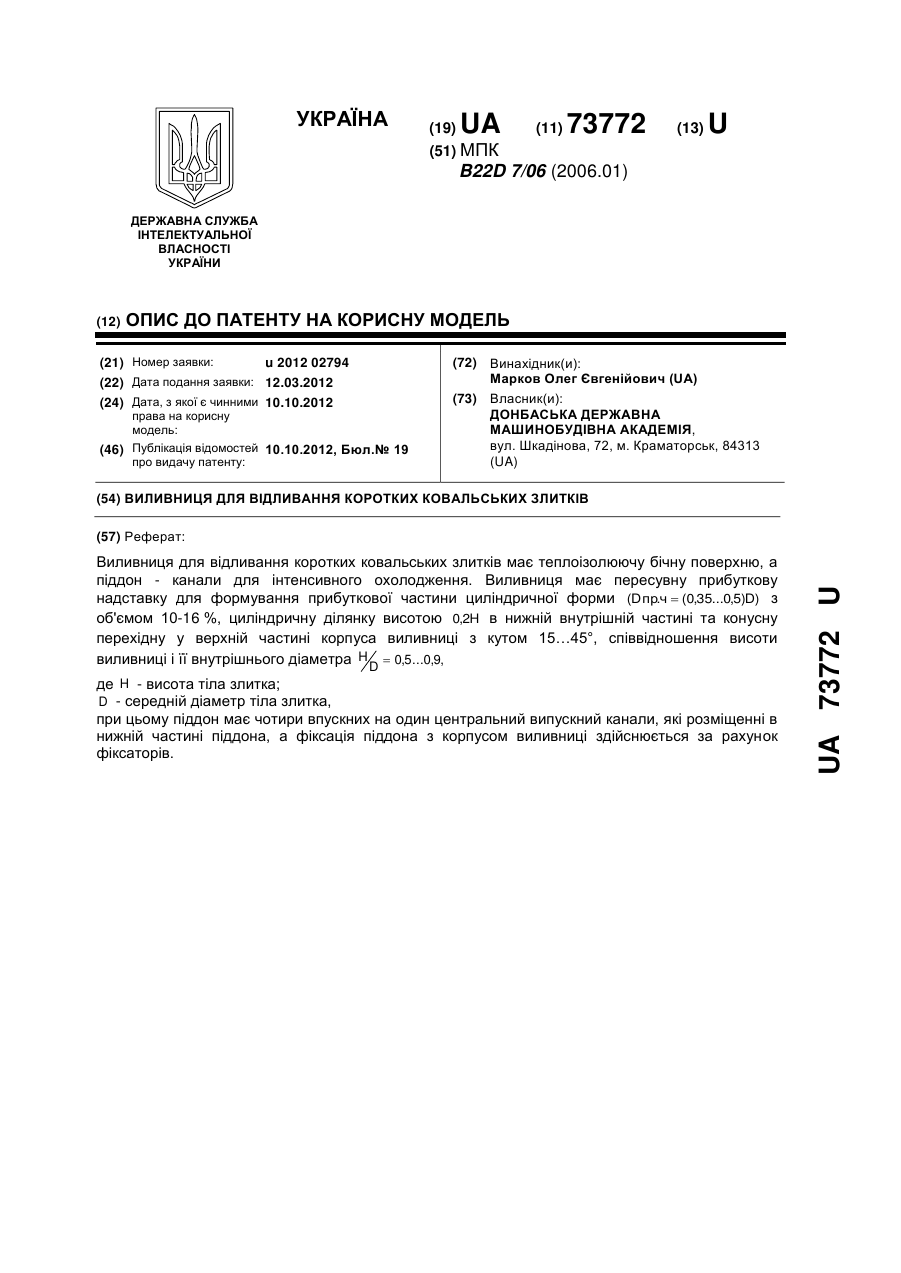
Реферат: Пристрій для виливання злитків містить виливницю із прибутковою надставкою, яка виконана у вигляді металевого корпуса, футерованого вогнетривким матеріалом і має у верхній частині газовивідний отвір, мембрана, яка виконана з матеріалу, що перетворюється до пористої структури від теплового впливу, додаткову виливницю і додаткову прибуткову надставку. Додаткова виливниця установлена ярусно на прибуткову надставку основної виливниці. UA 78073 U (54) ПРИСТРІЙ ДЛЯ ВИЛИВАННЯ ЗЛИТКІВ UA 78073 U UA 78073 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до лиття металів, а точніше, до лиття злитків у виливницях. Відомий пристрій для виливання злитків, що містить виливницю із прибутковою надставкою, яка виконана у вигляді металевого корпуса, футерованого вогнетривким шаром з утворенням між футеровкою і корпусом порожнини, сполученої за допомогою каналів з порожниною надставки (див., наприклад, опис авторського свідоцтва СРСР № 1592098, B22D7/10). Теплова робота цієї прибуткової надставки поліпшується за рахунок нагрівання футеровки і корпуса газами, які виділяються, при наповненні виливниці рідким металом. До недоліків пристрою відносяться: - відсутність механізму керування процесом газовідділення при кристалізації злитка; - низька надійність у роботі через заливання порожнини і каналів шлаками і металом при переливах виливниць. Ці недоліки усунуті в іншому відомому пристрою для виливання злитків, що містить виливницю і прибуткову надставку, корпус якої має газовивідний отвір певної пропускної здатності для забезпечення постійного тиску газів, які накопичуються між верхньою частиною прибуткової надставки і дзеркалом металу (див., наприклад, опис до патента РФ № 2104117, B22D7/10). Даний пристрій є найближчим аналогом. У відомому пристрою і у тому, що заявляється, є такі істотні і подібні ознаки: пристрій для виливання злитків, що включає виливницю із прибутковою надставкою, яка виконана у вигляді металевого корпуса, футерованого вогнетривким матеріалом і має у верхній частині газовивідний отвір, у якому розміщена мембрана, яка виконана з матеріалу, що перетворюється до пористої структури від теплового впливу. За рахунок використання у найближчому аналогу протитиску газів, створюваних над дзеркалом рідкого металу у внутрішній порожнині надставки, придушується зародження і виділення газових пухирців у верхній третині злитка з одночасним стравлюванням газів при надлишковому тиску в атмосферу через газовивідний отвір, закритий мембраною, яка виконана з матеріалу, що під тепловим впливом змінює щільну структуру на пористу, а, отже, забезпечує постійний газовий напір на дзеркало рідкого металу. Однак поліпшена теплова робота прибуткової надставки, яка оснащена описаним засобом керування процесом газовідділення, проявляється тільки при одержанні злитків, що мають невелику масу i габарити. При виливанні великогабаритних злитків, переважно поковочних або кувальних, ефект протитиску газів знижується, у результаті чого не забезпечується виведення усадочної раковини за межі тіла злитка. Це відбувається ще і тому, що через зниження температури рідкого металу, який перебуває в порожнині прибуткової надставки, втрачається його здатність заповнювати порожнечі розташованих нижче шарів. Із цих причин не забезпечується якість великогабаритних злитків. В основу корисної моделі покладена задача - підвищити якість великогабаритних злитків шляхом підведення тепла до утвореного газового зазору між дзеркалом металу і верхньою частиною прибуткової надставки і за рахунок технічного результату, що полягає в забезпеченні ефективної конвекції - інтенсивного перемішування теплих і холодних струменів металу для вирівнювання температурного поля рідкої фази металу. Для досягнення цього технічного результату пристрій для виливання злитків, що включає виливницю із прибутковою надставкою, яка виконана з металевого корпуса, футерованого вогнетривким матеріалом і має у верхній частині газовивідний отвір, у якому розміщена мембрана, що виконана з матеріалу, який від теплового впливу перетворюється до пористої структури, відповідно до корисної моделі, оснащений додатковою виливницею і додатковою прибутковою надставкою, яка виконана подібною до описаної вище, при цьому додаткова виливниця установлена ярусно на прибуткову надставку основної виливниці, а зазначений газовивідний отвір у додатковій прибутковій надставці виконаний наскрізним, а в основній прибутковій надставці - глухим, пов'язаним з атмосферою за допомогою горизонтальних каналів, передбачених у верхній частині її корпуса. Крім того, згадана мембрана виконана з вермикуліту - мінерального шаруватого силікату, що здимається при температурі 900-1000 °C. Між відмітними ознаками корисної моделі й технічним результатом є причинно-наслiдковий зв'язок. Завдяки оснащенню пристрою додатковою виливницею з прибутковою надставкою, яка установлена ярусно на прибутковій надставці основної виливниці, до дзеркала розміщеного в ній рідкого металу надходить додаткова теплова енергія від нагрітої додаткової виливниці, у результаті чого здійснюється як спрямоване затвердіння рідкого металу від днища основної 1 UA 78073 U 5 10 15 20 25 30 35 40 45 виливниці в напрямку її прибуткової надставки, так і безперервне живлення рідким металом із прибуткової надставки ділянок, що кристалізуються, яке обумовлене вирівнюванням температурного поля рідкої фази металу. У такий спосіб за рахунок примусового підведення тепла до дзеркала металу, розміщеного у основній виливниці, підвищується якість великогабаритних злитків. Пристрій для виливання злитків більш докладно представлений на кресленнях. На фіг. 1 зображений пропонований пристрій (поздовжній розріз), на фіг. 2 - топографія усадочної раковини за найближчим аналогом; на фіг. 3 - топографія усадочної раковини за пропонованим рішенням. Пристрій містить виливницю 1 із прибутковою надставкою 2, яка виконана з металевого корпуса, футерованого вогнетривкими накладками 3 і має у верхній частині газовивідний отвір 4, у якому розміщена мембрана 5, яка виконана з газопроникного матеріалу, що від теплового впливу перетворюється до пористої структури. До відмітних ознак пристрою відноситься: - оснащення пристрою додатковою виливницею 6, яка встановлена ярусно на прибуткову надставку 2 і несе додаткову прибуткову надставку 7, що виконана подібно прибутковій надставці 2; - виконання газовивідного отвору 8 під мембрану 9 у додатковій прибутковій надставці 7 наскрізним із заданим діаметром D, а в прибутковій надставці 2 - глухим із заданим діаметром D1 отвору 8 і зв'язком його кільцевої порожнини з атмосферою за допомогою горизонтальних каналів 10, передбачених у верхній частині цієї надставки. Пристрій для виливання злитків працює наступним чином. Перед початком розливання додаткову виливницю 6 із прибутковою надставкою 7 встановлюють ярусно на прибуткову надставку 2 основної виливниці 1. Заливання рідкого металу ведуть одночасно у виливницю 1 сифонним способом, а в виливницю 6 - зверху. Рідкий метал у виливницю 1 надходить рівномірно і жужільні включення легко спливають на поверхню. У найближчому аналогу рідкий метал, стикаючись зі стінками виливниці, віддає їм своє тепло, у результаті чого порушується спрямованість кристалізації. У пропонованому рішенні завдяки напрямку теплової енергії від додаткової виливниці 7 до газового середовища, утвореного у порожнині А і далі на дзеркало металу, забезпечується вирівнювання температурного поля рідкої фази металу й формується необхідна спрямованість його кристалізації: найбільш віддалені від прибуткової надставки 2 ділянки кристалізуються у першу чергу, а розташовані в безпосередній близькості від прибутку й у самому прибутку - в останню чергу. Крім того, додаткове підживлення рідкого металу тепловою енергією в основній виливниці створює оптимальні умови для завершальної стадії кристалізації металу, коли в рідкому металі прибуткової надставки 2 формується не затверділий канал, за допомогою якого забезпечується безпосереднє живлення рідким металом ділянок злитка, що кристалізуються. Завдяки цьому виключається поява в злитку усадочних раковин. Одночасно зменшується пористість злитків, відлитих як у виливниці 1, так і у виливниці 6 за рахунок того, що в порожнинах А и Б на дзеркало рідкого металу створений тиск газів, який підтримується постійним завдяки вибору діаметрів отворів D і D1 з умови періодичного стравлення надлишкового газу. Завдяки протитиску газів зародження газових пухирців на поверхні виливка зменшується. Пропоноване рішення випробуване в умовах мартенівського цеху Новокраматорського машинобудівного заводу при одержанні сталевого злитка масою 60 т. Результати випробувань внесені в таблицю: Об'єкт дослідження найближчий аналог Рішення, що заявляється 50 Підкірковий газовий міхур Волосовини Неметалічні включення Тріщини 1,2 1,5 2,5 0,5 Топографія усадочної раковини злитка, яка отримана за найближчим аналогом, зображена на фіг. 2, а за пропонованим рішенням - на фіг. 3. Усадочна раковина у злитку, відлитому за найближчим аналогом, по своїх розмірах виходить за межі прибуткової частини (фіг. 2), а усадочна раковина злитку, відлитому по пропонованому рішенню (фіг. 3), має більш концентровану форму і усадочні дефекти не поширені на головну заготівку. 2 UA 78073 U Таким чином завдяки пропонованому пристрою поліпшується якість великогабаритного злитка і одночасно підвищується продуктивність праці без збільшення виробничої площі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Пристрій для виливання злитків, що містить виливницю із прибутковою надставкою, яка виконана у вигляді металевого корпуса, футерованого вогнетривким матеріалом і має у верхній частині газовивідний отвір, у якому розміщена мембрана, яка виконана з матеріалу, що перетворюється до пористої структури від теплового впливу, який відрізняється тим, що він оснащений додатковою виливницею і додатковою прибутковою надставкою, які виконані подібними до описаної вище, при цьому додаткова виливниця установлена ярусно на прибуткову надставку основної виливниці, зазначений газовивідний отвір у додатковій прибутковій надставці виконаний наскрізним, а в основній прибутковій надставці - глухим, пов'язаним з атмосферою за допомогою горизонтальних каналів, передбачених у верхній частині її корпуса. 2. Пристрій за п. 1, який відрізняється тим, що згадана мембрана виконана з вермикуліту. 3 UA 78073 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting ingots
Автори англійськоюVoloshyn Oleksii Ivanovych, Oleshko Viktor Mykhailovych, Tsivkovskyi Oleksandr Hryhorovych
Назва патенту російськоюУстройство для отливки слитков
Автори російськоюВолошин Алексей Иванович, Олешко Виктор Михайлович, Цивковский Александр Григорьевич
МПК / Мітки
Мітки: виливання, пристрій, злитків
Код посилання
<a href="https://ua.patents.su/6-78073-pristrijj-dlya-vilivannya-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виливання злитків</a>
Виливниця для відливання коротких ковальських злитків
Номер патенту: 73772
Опубліковано: 10.10.2012
Автор: Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: виливниця, ковальських, злитків, коротких, відливання
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон - канали для інтенсивного охолодження, яка відрізняється тим, що виливниця має пересувну прибуткову надставку для формування прибуткової частини циліндричної форми з об'ємом 10-16 %, циліндричну ділянку висотою
Оснастка для відливання злитків
Номер патенту: 75142
Опубліковано: 26.11.2012
Автор: Шелаєв Іван Пахомович
МПК: B22D 7/00
Мітки: оснастка, відливання, злитків
Формула / Реферат:
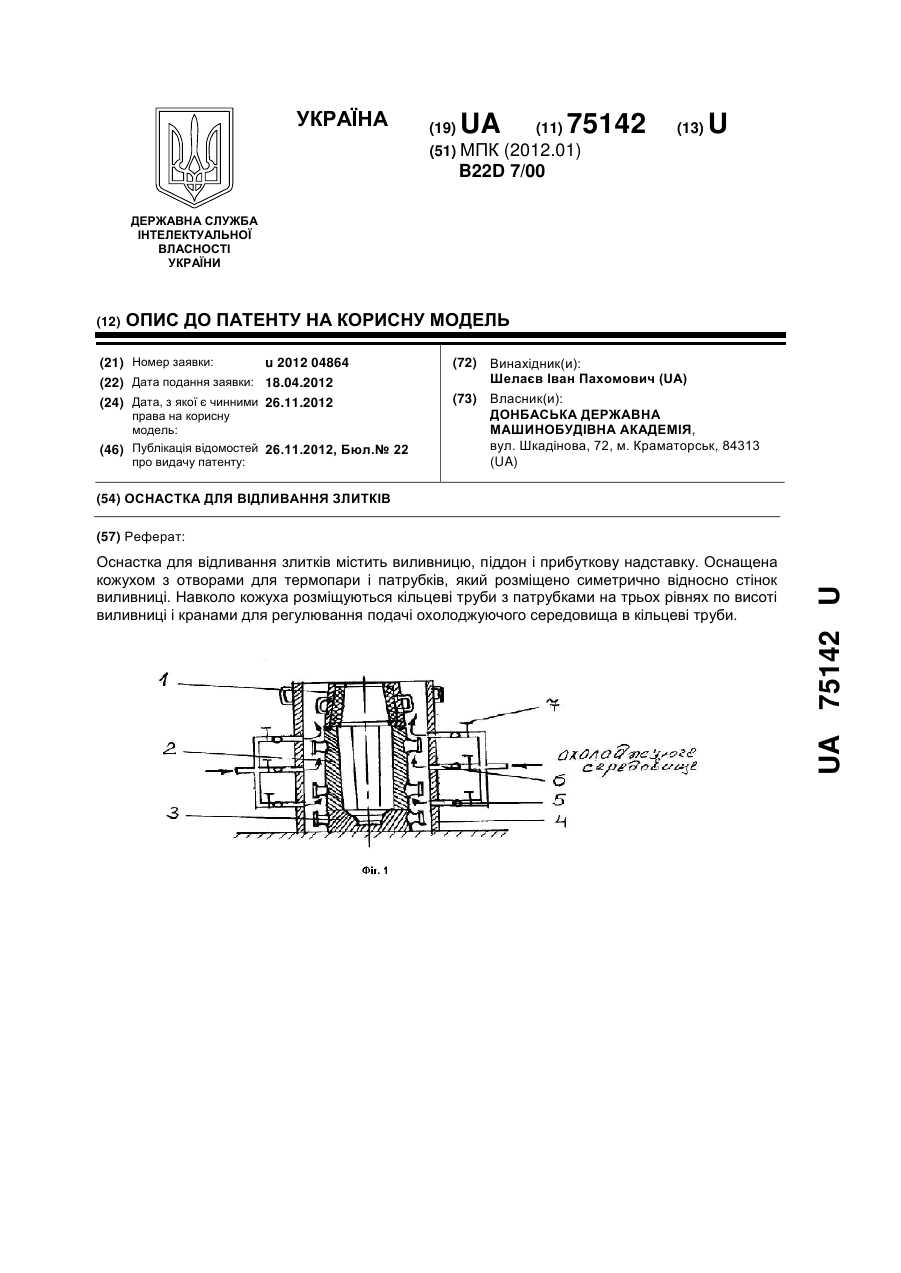
Оснастка для відливання злитків, яка містить виливницю, піддон і прибуткову надставку, яка відрізняється тим, що оснащена кожухом з отворами для термопари і патрубків, який розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби.
Виливниця для відливання коротких ковальських злитків
Номер патенту: 61771
Опубліковано: 25.07.2011
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Олешко Михайло Викторович
МПК: B22D 7/06
Мітки: відливання, ковальських, коротких, злитків, виливниця
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон інтенсивно охолоджується, яка відрізняється тим, що корпус виливниці має зворотну конусність, внутрішня поверхня її футерована вогнетривким матеріалом, піддон має форму лійки з порожниною під цапфу, а співвідношення висоти виливниці до її внутрішнього діаметра де
Виливниця для відливання злитків
Номер патенту: 52254
Опубліковано: 25.08.2010
Автори: Алієв Іграмотдін Серажутдінович, Карнаух Олег Олегович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: відливання, злитків, виливниця
Формула / Реферат:
Виливниця для відливання злитків з увігнутою теплоізолюючою бічною поверхнею зі стрілою прогину а=0,08-0,12, піддон якої має канали для інтенсивного його охолодження та відведення тепла, яка відрізняється тим, що містить прибуткову надставку, що має циліндричну порожнину для одержання злитка з циліндричною цапфою під захват маніпулятора.
Пристрій для лиття виливків із спокійної сталі
Номер патенту: 77368
Опубліковано: 15.11.2006
Автори: Теряєв Олександр Митрофанович, Онищенко Сергій Олександрович, Шенфельд Гліб Глібович, Северенчук Андрій Станіславович
МПК: B22D 7/06
Мітки: виливків, спокійної, сталі, лиття, пристрій
Формула / Реферат:
Пристрій для лиття виливків із спокійної сталі, що включає виливницю, додаткову надставку і теплоізолюючий шар, розташований у простінковому просторі, який відрізняється тим, що теплоізолюючий шар розташовано у простінковому просторі додаткової надставки, співвідношення товщини робочої стінки додаткової надставки і товщини стінки виливниці становить 0,1-0,4 товщини стінки виливниці, а товщина теплоізолюючого шару становить 0,3-0,7 товщини...
Попередній патент: Спосіб оцінки ендотоксикозу у хворих на хронічні запальні захворювання кишечнику з анемічним синдромом
Наступний патент: Універсальний прилад для нефракційного осіменіння свиней
Випадковий патент: Реактор електроерозійного диспергування матеріалів