Виливниця для відливання коротких ковальських злитків
Номер патенту: 61771
Опубліковано: 25.07.2011
Автори: Марков Олег Євгенійович, Олешко Михайло Викторович, Алієв Іграмотдін Серажутдінович
Формула / Реферат
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон інтенсивно охолоджується, яка відрізняється тим, що корпус виливниці має зворотну конусність, внутрішня поверхня її футерована вогнетривким матеріалом, піддон має форму лійки з порожниною під цапфу, а співвідношення висоти виливниці до її внутрішнього діаметра ![]()
де ![]() - висота корпуса виливниці;
- висота корпуса виливниці;
![]() - середній діаметр корпуса виливниці.
- середній діаметр корпуса виливниці.
Текст
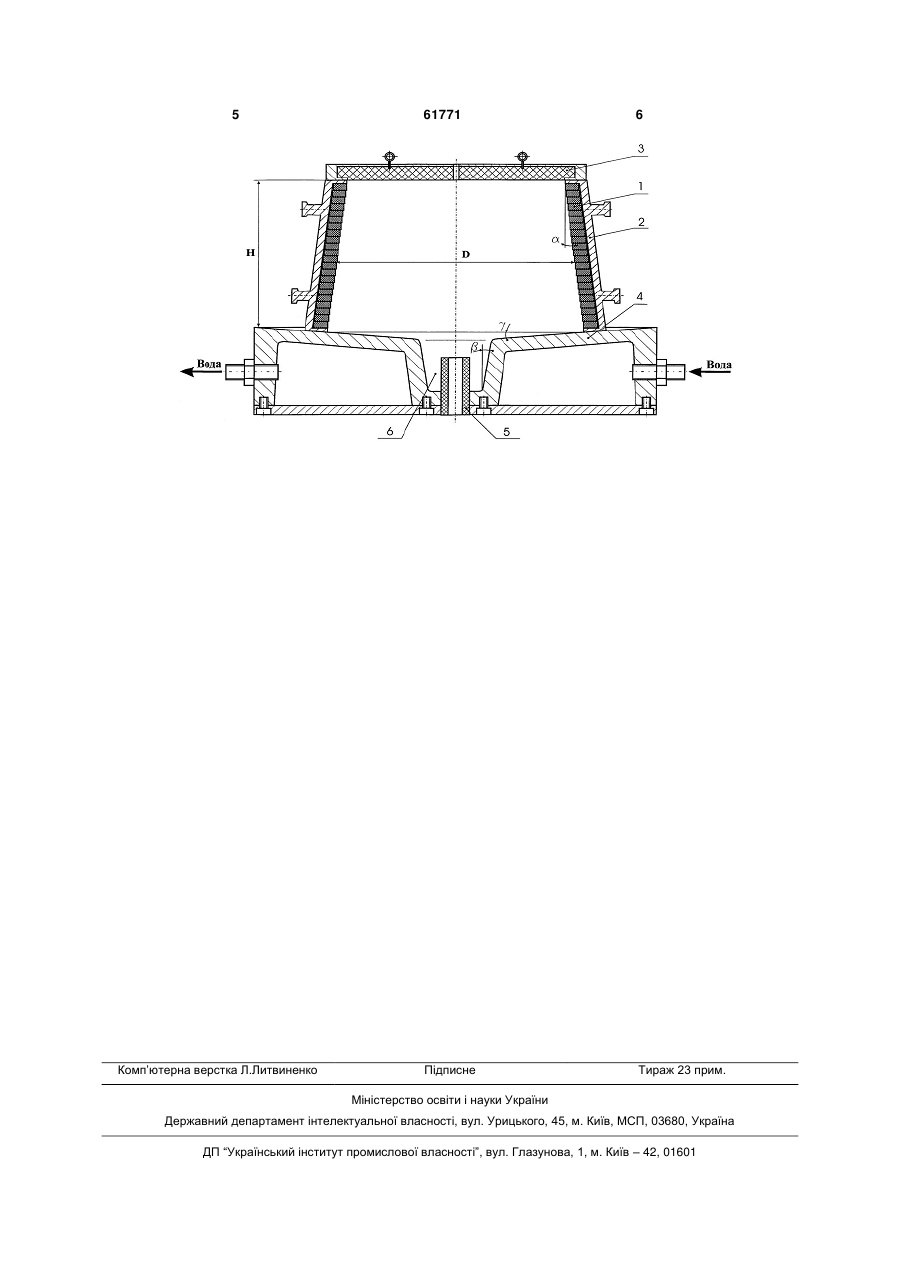
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон інтенсивно охолоджується, яка відрі 3 вання різних за висотою злитків в одній виливниці. Для кування коротких злитків (з малою висотою та великим діаметром H D 0,5 1,2 ) не потрібно проводити небажану енергоємну операцію осадження та пов'язане з нею додаткове нагрівання злитка, що значно знизить витрати енергоносіїв та збільшить продуктивність процесу кування. Можливість заливання металу зверху та сифонним способом розширює технологічні можливості запропонованої виливниці. Направлена кристалізація знизу вгору виключить утворення осьових дефектів (пористість, пухкість) і зменшить глибину усадочної раковини за рахунок того, що знов утворені кристали знизу будуть витісняти домішки, металеві включення і гази у верхню частину злитка, де і закінчиться процес кристалізації розплавленого металу. Наростання шару кристалів знизу буде зменшувати тепловідвід у бік піддона, тому для компенсування цього ефекту тіло злитка робиться зі зворотним конусом (розширений до низу) 10 20 на бік. Така форма також полегшить витягування злитка з виливниці. Вогнетривкий матеріал буде захищати виливницю від перегрівання та безпосереднього контакту з розплавленим металом, що збільшить строк служби виливниці, а також виключає необхідність застосування захисного протипригарного покриття. Запропонована конструкція виливниці забезпечить підвищення коефіцієнта виходу придатного до 90 % за рахунок відсутності прибуткової надставки та можливості точного дозування об'єму тіла злитка. Точне дозування здійснюється за рахунок можливості заливати виливницю на різну висоту (в межах 0,512 від H ). Це, в свою , чергу, зменшить загальну кількість виливниць для виготовлення різних за вагою злитків. Приблизно 85 % усіх технологій кування крупних поковок передбачають використання операції осадження, яка призначається для зменшення висоти заготовки та збільшення її діаметра. При осаджуванні в осьовій зоні злитка виникають розтягуючі напруження, які призводять до появи внутрішніх розривів та збільшення розмірів осьових дефектів. Більш того, операція осадження - сама енергоємна операція, яка потребує додаткового нагрівання заготовки та зміни інструмента. Використання коротких ковальських злитків дозволить не проводити операцію осадження, що забезпечить зниження витрат в середньому в 2 рази. Співвідношення висоти виливниці до її внутрішнього діаметра H D 0,5 1,2 без прибуткової частини ускладнить утримання заготовки під час кування, тому в піддоні передбачається порожнина, яка буде формувати цапфу для утримання злитка маніпулятором. Об'єм цієї цапфи становить 5-8 % від маси тіла злитка. Для легкого витягування злитка з піддона передбачається ухил з кутом 8 15 . Для виключення утворення затисків при подальшому куванні короткого злитка, та зменшення розбризкування рідкого метала при розливанні зверху піддон має форму лійки з конусом 15 35 . Піддон виливниці є 61771 4 універсальним і може використовуватися для виливниць різних діаметрів. Більш того піддон має центральний отвір для можливості розливання сифонним способом. Технологія розливання не виключає використання екзотермічних сумішей для підігрівання верхньої частини виливниці, а також її вакуумування. Суть корисної моделі пояснюється кресленням, на якому зображена виливниця для відливання коротких ковальських злитків. Виливниця складається з внутрішнього вогнетривкого шару 1, який розташовано у кожусі 2 виливниці. Зверху виливниця накрита теплоізолюючою кришкою 3. Піддон виливниці 4 має порожнину або канали і повинен забезпечувати інтенсивне охолодження розплаву. В отвір піддона може вставлятися вогнетривкий стакан 5 для розливання сифонним способом або зменшення об'єму цапфи злитка. При заливанні виливниці зверху отвір закривається металевим вкладишем для запобігання руйнування піддона. Конусна поверхня піддона та кожуха виливниці забезпечує легке центрування виливниці відносно порожнини під цапфу 6. Процес кристалізації злитка відбувається таким чином. Після заповнення виливниці на заданий об'єм розплавленим металом та утеплення її екзотермічними сумішами, вона накривається кришкою 3, що має отвір для виходу газів, які виділяються з розплаву при кристалізації. Кришка та суміші теплоізолюють горловину виливниці від охолодження з боку навколишнього середовища і виключає можливості початку кристалізації зверху. У початковий період кристалізація буде йти з усіх боків, поки не прогріється вогнетривкий матеріал виливниці. Після їх прогрівання тепловідведення у їхньому напрямку зупиняється, а в бік піддону 4 ні, тому що він інтенсивно охолоджується. Кристалізація відбувається в напрямку відведення тепла, тобто вона буде поширюватися знизу вгору, витісняючи в верхню частину виливниці неметалеві включення і гази. Такі злитки можуть бути використані при виготовленні поковок типу валів, плит, дисків, порожніх поковок. Технічний результат: завдяки використанню запропонованої виливниці для виготовлення коротких ковальських злитків підвищиться їх якість, збільшиться стійкість виливниці, відбудеться зниження витрат металу, парка виливниць, збільшиться продуктивність процесів кристалізації та кування, зменшиться собівартість поковок, які виготовляються з цих злитків, а також розширяться технологічні можливості розливання метала у виливниці. Джерела інформації: 1. Теория и технология ковки / Л. Н. Соколов, Н. К. Голубятников, В. Н. Ефимов, И. П. Шелаев / Под ред. Л. Н. Соколова. - К.: Выща школа. Головное изд-во, 1989.-317с., ил. 5 2. Д.П. 13809 Україна, МКИ В22D7/06. Виливниця для відливання злитків. /Марков О. Є., Алієв І. С. № U200510248; Заяв. 31.10.05. Опубл. 17.04.2006. Бюл. № 4. 5 Комп’ютерна верстка Л.Литвиненко 61771 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMolds for casting short forging ingots
Автори англійськоюMarkov Oleh Yevheniiovych, Aliiev Ihramotdin Serazhutdinovych, Oleshko Mykhailo Viktorovych
Назва патенту російськоюИзложница для отливки коротких кузнечных слитков
Автори російськоюМарков Олег Евгеньевич, Алиев Играмотдин Серажутдинович, Олешко Михаил Викторович
МПК / Мітки
МПК: B22D 7/06
Мітки: відливання, виливниця, коротких, ковальських, злитків
Код посилання
<a href="https://ua.patents.su/3-61771-vilivnicya-dlya-vidlivannya-korotkikh-kovalskikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Виливниця для відливання коротких ковальських злитків</a>
Виливниця для відливання злитків
Номер патенту: 52254
Опубліковано: 25.08.2010
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Карнаух Олег Олегович
МПК: B22D 7/06
Мітки: злитків, виливниця, відливання
Формула / Реферат:
Виливниця для відливання злитків з увігнутою теплоізолюючою бічною поверхнею зі стрілою прогину а=0,08-0,12, піддон якої має канали для інтенсивного його охолодження та відведення тепла, яка відрізняється тим, що містить прибуткову надставку, що має циліндричну порожнину для одержання злитка з циліндричною цапфою під захват маніпулятора.
Виливниця для відливання злитків
Номер патенту: 13809
Опубліковано: 17.04.2006
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович
МПК: B22D 7/06
Мітки: злитків, виливниця, відливання
Формула / Реферат:
Виливниця для відливання зливків, яка має у верхній частині кільцеподібну порожнину, що складається з двох частин корпусу і кожуха, яка теплоізолює бічну поверхню, а піддон і нижня частина виливниці інтенсивно охолоджуються, яка відрізняється тим, що співвідношення висоти H до його діаметра D складає H/D=0,3…0,5, а бічна поверхня виливниці теплоізолюється на всю висоту.
Виливниця для відливання злитків
Номер патенту: 26514
Опубліковано: 25.09.2007
Автори: Лоза Аркадій Васильович, Шишкін Володимир Вікторович
МПК: B22D 7/00
Мітки: виливниця, злитків, відливання
Формула / Реферат:
1. Виливниця для відливання злитків, що має вертикальні пази на зовнішній поверхні, яка відрізняється тим, що у верхній частині виливниці виконані суміщені з пазами вертикальні крізні прорізи, які починаються від верхнього торця і мають довжину (0,01...0,07) висоти виливницi.2. Виливниця за п. 1, яка відрізняється тим, що вертикальні пази на зовнішній поверхні виконані тільки у верхній частині виливниці, при цьому глибина пазів...
Виливниця для відливання зливків
Номер патенту: 13747
Опубліковано: 17.04.2006
Автори: Марков Олег Євгенійович, Шульженко Олександра Вікторівна, Алієв Іграмотдін Серажутдінович
МПК: B22D 7/06
Мітки: відливання, виливниця, зливків
Формула / Реферат:
Виливниця для виготовлення порожнистих зливків, що містить холодильник і центральний стрижень, яка відрізняється тим, що виливниця виконана з можливістю заливати зливок знизу, причому холодильник розташований з боку піддона, а бічна поверхня та верхня частина виливниці теплоізольовані від навколишнього середовища.
Виливниця для відливання зливків

Номер патенту: 10134
Опубліковано: 15.11.2005
Автори: Маркова Марина Олександрівна, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Шульженко Олександра Вікторівна
МПК: B22D 7/06
Мітки: відливання, зливків, виливниця
Формула / Реферат:
Виливниця для відливання зливків, що містить увігнуту теплоізолюючу бічну поверхню (по типу однопорожнинного гіперболоїда обертання) зі стрілою прогину а=0,08...0,12, яка відрізняється тим, що піддон виливниці має канали для інтенсивного його охолодження і відводу тепла.
Попередній патент: Спосіб малоінвазивного лікування солітарних простих однокамерних кістозних новоутворень надниркових залоз
Наступний патент: Пристрій для виготовлення багатошарових пористих виробів з порошкових матеріалів
Випадковий патент: Лікер десертний "арабіка"