Спосіб одержання клеєних дерев’яних деталей або дерев’яних конструктивних елементів
Формула / Реферат
1. Спосіб одержання клеєних дерев'яних деталей або дерев'яних конструктивних елементів (10) з використанням клейових систем, причому нанесення клею на нагріті дерев'яні деталі або дерев'яні конструктивні елементи (10) здійснюють шляхом роздільного нанесення склеювальної смоли і отверджувального агента, або клейової системи, що є сумішшю склеювальної смоли і отверджувального агента, який відрізняється тим, що перед нанесенням клею на дерев'яні деталі або дерев'яні конструктивні елементи (10) здійснюють рівномірне нагрівання по всьому поперечному перерізу (8) дерев'яних деталей або дерев'яних конструктивних елементів (10) за допомогою мікрохвильового випромінювання.
2. Спосіб за п. 1, який відрізняється тим, що весь поперечний переріз (8) дерев'яних деталей або дерев'яних конструктивних елементів (10) рівномірно нагрівають до температури від 30 до 95°С.
3. Спосіб за п. 2, який відрізняється тим, що весь поперечний переріз (8) дерев'яних деталей або дерев'яних конструктивних елементів (10) рівномірно нагрівають до температури, переважно від 40 до 70°С.
4. Спосіб за п. 2, який відрізняється тим, що весь поперечний переріз (8) дерев'яних деталей або дерев'яних конструктивних елементів (10) рівномірно нагрівають до температури, особливо переважно від 45 до 60°С.
5. Спосіб за п. 1, який відрізняється тим, що нанесення клею на прогріті дерев'яні деталі або дерев'яні конструктивні елементи (10) здійснюють за допомогою його у вигляді клейового розчину, що містить склеювальну смолу і отверджувальний агент.
6. Спосіб за п. 1, який відрізняється тим, що нанесення окремих або змішаних компонентів багатокомпонентної клейової системи здійснюють способом нанесення джгута (42) або способом литої плівки (43).
7. Спосіб за п. 1, який відрізняється тим, що роздільне нанесення склеювальної смоли і отверджувального агента здійснюють способом нанесення джгута (42), способом литої плівки (43) або будь-якою бажаною комбінацією способу нанесення джгута (42) із способом литої плівки (43).
8. Спосіб за п. 1, який відрізняється тим, що для нанесення клею на рівномірно нагріті по всьому поперечному перерізу (8) дерев'яні деталі або дерев'яні конструктивні елементи (10), використовують термореактивні конденсаційні клеї, наприклад, карбамід-формальдегідну смолу (КФ), меламіно-карбамід-формальдегідну смолу (МКФ), меламіно-карбамід-фенол-формальдегідну смолу (МКФФ), фенол-резорцино-формальдегідну смолу (ФРФ) або інші однокомпонентні або багатокомпонентні клеї, або термопластичні клеї, такі як полівінілацетатні клеї (ПВА) і епіхлоргідринові (ЕРІ) клеї, а також їх суміші.
9. Застосування способу за будь-яким з пп. 1-8 для виготовлення профілів масивної деревини, плиток, дощок, дерев'яних виробів брусків, масивної клеєної деревини, дуолам-плиток, триолам-плиток, масивної конструктивної деревини, одношарових або багатошарових плиток масивної деревини, деревноволокнистих плиток, шаруватих будівельних елементів, що містять ізоляційні шари з полістиролу або пінополіуретанів, розміщені на одній або обох сторонах.
10. Застосування способу за будь-яким з пп. 1-8 для склеювання профілів масивної деревини, плиток, дощок, дерев'яних виробів брусків, масивної клеєної деревини, дуолам-плиток, триолам-плиток, масивної конструктивної деревини, одношарових або багатошарових плиток масивної деревини, деревноволокнистих плиток, шаруватих будівельних елементів, що містять ізоляційні шари з полістиролу або пінополіуретанів, розміщені на одній або обох сторонах, один з одним в будь-якій бажаній комбінації.
Текст
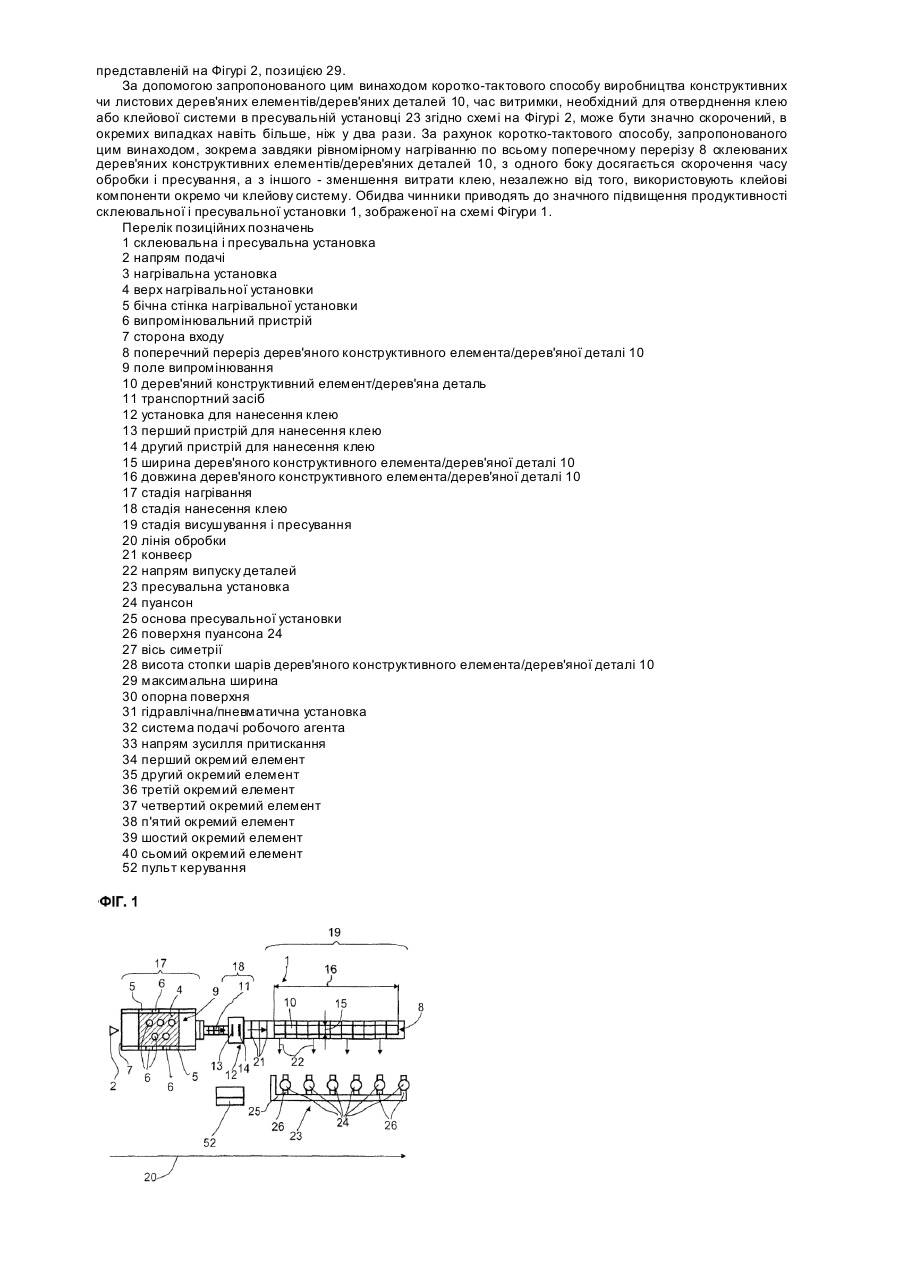
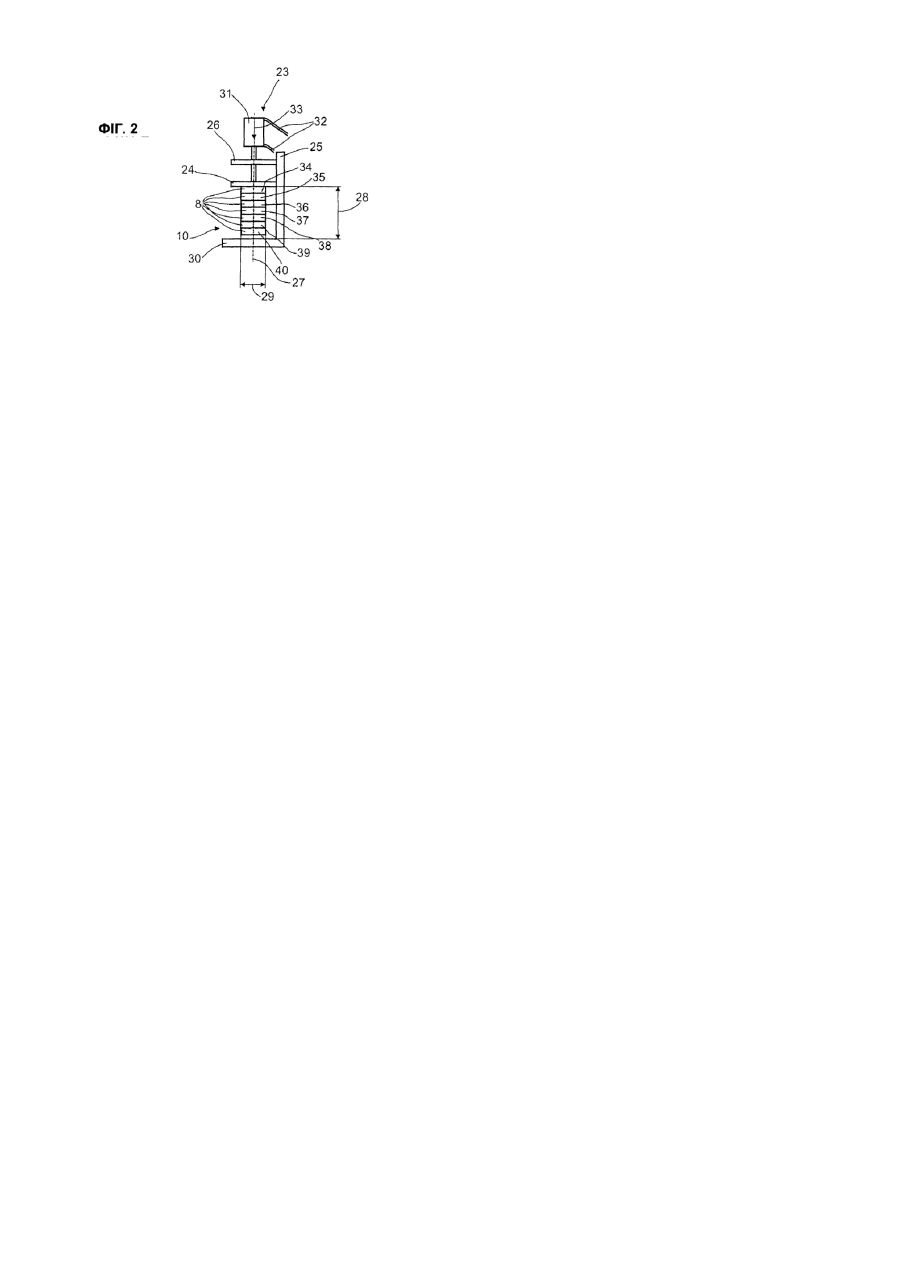
Винахід відноситься до способу виготовлення клеєних дерев'яних деталей і дерев'яних конструктивних елементів, наприклад, дерев'яних конструктивних елементів порівняно невеликих розмірів (стандартного поперечного перерізу). Нанесення клею грає головну роль в отриманні доброго результату при склеюванні. Клей зазвичай наносять на одну з дво х поверхонь, які мають бути з'єднані одна з одною. Клей наносять шляхом формування джгутів. При цьому клей і стверджувальний агент змішують один з одним перед нанесенням. Цей спосіб має недолік, який полягає в тому, що, залежно від необхідного робочого часу перед процесом пресування суміш смоли і стверджувального агента повинна мати відносно тривалий час тверднення, оскільки реакція починається при змішуванні перед нанесенням на дерев'яну поверхню. З другого боку, це спричиняє собою відносно тривалий час пресування і, отже, відносно тривалий загальний час обробки, так що засоби виробництва використовуються відносно нераціонально. Більш того, після певного часу роботи все уста ткування, забруднене отриманою сумішшю клею/отверджувального агента, повинне бути ретельно очищене для запобігання ствердженню залишків клею в пристрої для нанесення. В [DE 2416032 С3] описаний спосіб склеювання дерев'яних деталей. Рідку смолу і рідкий стверджувальний агент наносять в кожному випадку окремо за допомогою розподільника у формі смуг. Недолік цього способу полягає в тому, що окрім утворення дефектів, отверджувальний агент і смола можуть місцями недостатньо змішуватися з можливим утворенням покритих клеєм ділянок, які отверджуються недостатньо, або взагалі не отверджуються. Таким чином, клейове з'єднання в області таких дефектів або в області склеювання, де отверджувальний агент і рідка смола недостатньо змішаний, ослаблене. [DE 3834026 Α1] стосується способу роздільного нанесення рідкої двокомпонентної клейової системи на поверхні дерев'яних деталей. Згідно з цим рішенням один з двох компонентів двокомпонентної клейової системи наносять у вигляді литої плівки, а другий компонент двокомпонентної клейової системи наносять формуванням джгутів. Принаймні, один з двох компонентів двокомпонентної клейової системи підтримують в режимі циркуляції. З цією метою один з компонентів може перебувати в режимі безперервної циркуляції через контейнер, в якому він зберігається, литну головку, оснащену напрямним елементом, під якою можуть бути розміщені засоби для подачі дерев'яних деталей, і збірний лоток. [DE 3834027 А1] стосується способу нанесення готового до використання клею на поверхні дерев'яних деталей. З цією метою готовий до використання клей безперервно циркулюють по контур у, що включає литну головку з напрямним елементом, розташовану над засобами подачі, і збірний лоток, завдяки чому готовий до використання клей може бути нанесений на поверхню дерев'яних деталей у вигляді плівки. Крім того, клей перед нанесенням нагрівають до температури від 5 до 30°С. Як готовий до використання клей на поверхні дерев'яних деталей наносять, наприклад, карбамід-формальдегідний, меламіно-карбамідформальдегідний, меламіно-карбамід-фенол-формальдегідний, фенол-резорцино-формальдегідний, резорцино-формальдегідний, фенол-формальдегідний і полівінілацетатний клеї та їх суміші, а також інші клеї, використовувані зазвичай в технології обробки дерева. [DE 3834027 А1] описує нагрівання клею до температури від 5 до 30°С перед нанесенням на поверхні дерев'яних деталей. Згідно з цим способом може досягатися тільки короткочасне нагрівання поверхні дерев'яних деталей. Нанесення клею при температурі від 5 до 30°С не позначається на часі твердіння нанесених клеїв. [DE 4126712 А1] описує ізоляційну плиту, що включає матеріал на основі дерева, і спосіб її виготовлення. Згідно зі способом виготовлення, зокрема безперервного виготовлення ізоляційних плит, що включають матеріал на основі дерева, матеріал на основі дерева змочують стверджуваним при нагріванні зв'язуючим засобом і поміщають в листову форму на час проходження реакції зв'язуючого засобу під дією нагрівання і/або тиску, або поміщають на конвеєрну стрічку, що проходить через зони нагрівання. Матеріал на основі дерева заздалегідь висушують із застосуванням енергії і після змочування зв'язуючим засобом поміщають в листову форму або формують в профіль, зокрема, нескінченний профіль, на конвеєрній стрічці. Потім структур у такого профілю стабілізують за допомогою принаймні одного пресу, зокрема, пресу конвеєрного типу, під дією тиску і/або тепловоїенергії, і отриману панель або профіль нагрівають за допомогою мікрохвильового випромінювання (НВЧ-випромінювання). Енергію мікрохвильового випромінювання (НВЧ-випромінювання) застосовують у формі мікрохвиль, що мають довжину хвилі від 1 до 1000мм і частоту близько 2500МГц. Беручи до уваги технічні рішення, відомі з рівня техніки, задачею винаходу є скорочення часу пресування дерев'яних деталей і дерев'яних, конструктивних елементів і, отже, підвищення продуктивності виробництва клеєних дерев'яних деталей і дерев'яних конструктивних елементів. Поставлена задача розв'язується згідно з винаходом тим, що дерев'яні профілі, що підлатають нанесенню клею, піддають рівномірному прогріванню по всьому поперечному перерізу дерев'яних деталей або дерев'яних конструктивних елементів в полі електромагнітного випромінювання, а нанесення клею на нагріті дерев'яні деталі/дерев'яні конструктивні елементи здійснюють шляхом роздільного нанесення склеювальної смоли і стверджувального агента (зв'язуючого засобу) або клейової системи, змішаної з склеювальної смоли ι стверджувального агента. Завдяки повному прогріванню по всьому поперечному перерізу дерев'яних конструктивних елементів або дерев'яних деталей перед нанесенням клею досягається використання питомої теплоємності СР, властивої дерев'яним деталям або дерев'яним елементам, після закінчення процесу як теплоакумулятора, що приводить до значного скорочення часу тверднення використовуваного клею або використовуваних клейових компонентів і, отже, до значного скорочення необхідного мінімального часу пресування дерев'яних конструктивних елементів або дерев'яних деталей. За допомогою нового способу реакційна здатність використовуваного клею або використовуваних клеїв значно зростає, внаслідок чого час тверднення може бути значно скорочений. Вільне від напружень клейове з'єднання одержують за допомогою рішень, запропонованих даним винаходом; крім того, шляхом рівномірного попереднього нагрівання по всьому поперечному перерізу досягається зменшення витрати клею від приблизно 400г/м 2 до 300г/м 2 завдяки вищій реакційній здатності використовуваного клею або клейової системи. Підвищення температури по всьому поперечному перерізу дерев'яних деталей або дерев'яних конструктивних елементів, крім того, зменшує в'язкість використовуваного клею або клейової системи з одночасним більш рівномірним розподілом клею або клейової системи. Наслідком цього є позитивний вплив на адгезію і поліпшену якість з'єднання одержуваних клейових швів. Завдяки зменшенню залишків клею, які виступають за межі клейових швів і залишаються на зовнішній стороні дерев'яних конструктивних елементів або дерев'яних деталей, знос інструментів, наприклад, рубанків, значно зменшується на подальших стадіях обробки. Знос лез рубанка значно менший, оскільки при використанні способу, запропонованого відповідно до винаходу, леза рубанка тепер обробляють елемент, завдяки меншому надлишку клею в області шва, і не зносяться передчасно через засохлі виступаючі залишки клею. Крім того, завдяки зменшеному виступанню клею в області шва в меншій мірі можуть забруднюватися деталі устатк ування. За допомогою запропонованого способу загалом можна досягти сприятливого впливу на зміни властивостей в процесі зберігання одержуваних дерев'яних деталей або дерев'яних конструктивних елементів. Нагрівання поперечного перерізу дерев'яних деталей або дерев'яних конструктивних елементів, які підлягають нанесенню клею, перед нанесенням клею може здійснюватися за допомогою електромагнітного випромінювання або короткохвильового випромінювання. Особливо добрі результати з точки зору скорочення часу пресування на заводах з виробництва клеєних пластинчастих або профільних дерев'яних деталей можуть досягатися, коли дерев'яні конструктивні елементи або дерев'яні деталі, які повинні склеюватися одна з одною, піддають перед нанесенням клею дії мікрохвильового випромінювання. З цією метою дерев'яні деталі або дерев'яні конструктивні елементи, підготовлені для нанесення клею, пропускають через нагрівальну установку. Дерев'яні деталі або дерев'яні конструктивні елементи, які мають бути склеєні один з одним, можуть подаватися безперервно або дискретно в нагрівальну установку заводу з виробництва пластинчастих або профільних дерев'яних деталей, наприклад, масивної клеєної деревини, суцільної деревини, дуоламу (двошарового виробу) або триоламу (тришарового виробу). Добрі результати одержують, зокрема, при нагріванні всього поперечного перерізу дерев'яних конструктивних елементів або дерев'яних деталей до температури від 30 до 95°С, переважно, від 40 до 70°С, особливо переважно, від 45 до 60°С. Після прогрівання поперечних перерізів дерев'яних виробів, підготовлених для нанесення клею, використовують звичайні типи клею для склеювання деревини; наприклад, для масивної клеєної деревини переважно використовують конденсаційний клей або конденсаційні смоли на основі карбаміду, меламіну, фенол-резорцину і формальдегіду, наприклад, карбамід-формальдегідний, меламіно-карбамідформальдегідний, меламіно-карбамід-фенол-формальдегідний, фенол-резорцино-формальдегідний, резорцино-формальдегідний і фенол-формальдегідний клеї або фенол-формальдегідні смоли і полівінілацетатні клеї, епіхлоргідринові (ЕРІ) клеї, їх суміші та інші клеї, використовувані зазвичай в обробці дерева, так[ як однокомпонентні або багатокомпонентні поліадукти, за допомогою яких-як несучі, так і не несучі дерев'яні конструктивні елементи або дерев'яні деталі склеюють одну з одною. За рахунок поєднання всіх рішень згідно із запропонованим способом час пресування дерев'яних деталей або дерев'яних конструктивних елементів, які підлягають склеюванню один з одним, може бути значно скорочений. У разі деревини хвойних порід, наприклад, ялини, ялиці, модрини і сосни, час пресування може бути скорочений від звичайних 8-12 годин при 20°С до приблизно однієї години. У разі деревини листяних порід, яку звичайно важко склеювати, таких як бук, дуб, ясен, береза, клен, а також багатьох тропічних дерев, може досягатися поліпшення якості склеювання додатково до значного скорочення часу пресування. За допомогою запропонованого прискореного способу час пресування разюче скорочується завдяки технологічній операції нагрівання по всьому поперечному перерізу дерев'яних конструктивних елементів або дерев'яних деталей перед нанесенням клею. Технологічна стадія, яка слідує за нагріванням по всьому поперечному перерізу дерев'яних конструктивних елементів або дерев'яних деталей усередині нагрівальної установки і яка полягає в нанесенні клею на дерев'яні поверхні, що підлягають склеюванню одна з одною, може бути здійснена з використанням способів, в яких застосовують системи конденсаційних смол, що містять склеювальну смолу і відповідні отверджувальні агенти, особливо у разі профільних дерев'яних конструктивних елементів. Клей може бути нанесений або у вигляді клейового розчину, що містить клей і отверджувач або у вигляді окремих компонентів клейової системи, які наносять окремо один від одного. Як спосіб нанесення може бути вибране як нанесення джгутами, так і нанесення у вигляді плівки. У разі роздільного нанесення клейових компонентів можуть бути вибраний будь-які бажані комбінації нанесення джгутами і плівкою. Завдяки підвищеній температурі підкладки внаслідок рівномірного попереднього нагрівання дерев'яних деталей або дерев'яних конструктивних елементів, що підлягають склеюванню один з одним, в'язкість клеїв для дерева або клейових компонентів, які повинні застосовуватися, може бути зменшена, що виявляється в поліпшенні адгезії. Нагрівання по всьому поперечному перерізу до температури від 30 до 95°С, переважно від 40 до 70°С, особливо переважно від 45 до 60°С, дозволяє зменшити кількість клею, що наноситься, оскільки шляхом нагрівання по всьому поперечному перерізу дерева може досягатися кращий розподіл клею або компонентів, що використовуються в клейовій системі, по склеюваних поверхнях. За допомогою способу, запропонованого відповідно до винаходу, можна збільшити продуктивність заводів з виробництва клеєних пластинчастих, одношарових або багатошарових панелей з масивного дерева або профільних дерев'яних конструктивних елементів, таких як масивна клеєна деревина, суцільна деревина або деталі з дуоламу або триоламу, планки або брусові дерев'яні вироби. Крім того, можуть бути склеєні одна з одною деревностружкові плити, деревноволокнисті плити (ДСП/ДВП), OSB-листи і клеєна фанера. У разі шаруватих елементів, наприклад, компонентів, оснащених ізолюючими шарами полістиролів, або компонентів, покритих пінополіуретанами, може бути досягнуте значне прискорення процесу склеювання. Спосіб, запропонований відповідно до винаходу, особливо придатний для використання у виробництві профільних дерев'яних конструктивних елементів порівняно невеликих розмірів, тобто для виробництва звичайних профілів. Спосіб, запропонований у даному винаході, описується більш детально нижче з посиланнями на креслення. Фіг.1 вид зверху установки для обробки дерев'яних конструктивних елементів і дерев'яних деталей і Фіг.2 схематичне зображення установки для пресування. Після підготовки поверхонь дерев'яних деталей або дерев'яних конструктивних елементів 10, які повинні бути склеєні, тобто після шліфування поверхні і після будь-якого її очищення, дерев'яні деталі або дерев'яні конструктивні елементи 10 подають в нагрівальну установку 3. Дерев'яні деталі/дерев'яні конструктивні елементи 10, що піддаються нанесенню клею, подають в нагрівальну установку 3 або безперервно, або дискретно. Дерев'яні деталі/дерев'яні конструктивні елементи 10, підготовлені для нанесення клею, подають в нагрівальну установку 3 перед нанесенням клею. В нагрівальній установці 3 створюють електромагнітне випромінювання, короткохвильове випромінювання або мікрохвильове випромінювання, за допомогою якого забезпечують рівномірне прогрівання по всьому поперечному перерізу 8 окремих дерев'яних деталей/дерев'яних конструктивних елементів 10, які подають в нагрівальну установку 3 безперервно або дискретно. В нагрівальній установці 3 нагрівальну зону обмежено верхньою стороною 4 і нижньою стороною, а також бічними стінками 5. Випромінювальні пристрої 6 можуть бути встановлені як на верхній стороні 4, так і на нижній стороні і на бічних стінках 5 нагрівальної зони, за рахунок чого випромінювальні пристрої забезпечують рівномірну дію на матеріал, що нагрівається усередині нагрівальної установки 3. Випромінювальні пристрої 6 містять окремі випромінювачі, які можуть забезпечувати випромінювання різної потужності. Дерев'яні конструктивні елементи або дерев'яні деталі 10, що подаються в нагрівальну зону, подають у напрямі 2. Як видно зі схеми на Фігурі 1, весь поперечний переріз дерев'яних деталей/дерев'яних конструктивних елементів 10 нагрівають випромінювальними пристроями 6, встановленими на бічних стінках 5 нагрівальної зони. Оскільки забезпечується рівномірне опромінення з усіх боків дерев'яних деталей/дерев'яних конструктивних елементів 10 усередині нагрівальної установки, досягається рівномірне прогрівання всередині по всьому поперечному перерізу 8 кожної дерев'яної деталі/дерев'яного конструктивного елемента 10, що проходить крізь нагрівальну установку 3. Залежно від часу витримки та інтенсивності випромінювання, незалежно від того, використовують електромагнітне випромінювання, короткохвильове чи мікрохвильове випромінювання, по всьому поперечному перерізу 8 дерев'яних деталей/дерев'яних конструктивних елементів 10 встановлюється температура від 30 до 95°С. Коли весь поперечний переріз 8 дерев'яних деталей/дерев'яних конструктивних елементів 10 нагрівають до температури від 40 до 70°С, можливе скорочення часу пресування після склеювання дерев'яних конструктивних елементів або дерев'яних деталей 10, рівномірно нагрітих по всьому поперечному перерізу 8, в установці 12 нанесення клею, розташованій після нагрівальної установки 3. Нагрівання по всьому поперечному перерізу 8 дерев'яних конструктивних елементів або дерев'яних деталей 10 здійснюють до температури особливо переважно від 45 до 60°С. При проходженні крізь нагрівальну установку 3 теплоакумулююча здатність, властива дерев'яним деталям/дерев'яним конструктивним елементам 10, виражена в питомій теплоємності С Р, використовується для накопичення тепла, що дозволяє значно зменшити час тверднення використовуваних клеїв або клейових систем і, отже, значно скоротити мінімальний час пресування. Нанесення клею на дерев'яні деталі або дерев'яні конструктивні елементи 10, нагріті по всьому поперечному перерізу, здійснюють шляхом роздільного нанесення склеювальної смоли і отверджувального агента або зв'язуючого засобу клейової системи. Нанесення компонентів клейової системи може здійснюватися або у вигляді джгутів, або у вигляді плівок; крім того, також можлива будь-яка бажана комбінація способів нанесення. Також можна застосовувати суміш, отриману із склеювальної смоли і отверджувального агента, яка наноситься у вигляді джгутів або плівок. Може бути досягнуте зменшення часу пресування і, отже, збільшення продуктивності заводів з виробництва клеєних плит, наприклад, одношарових чи багатошарових плит з масивного дерева, або конструктивних дерев'яних деталей, наприклад, масивної клеєної деревини, деталей з конструктивної суцільної деревини і/або деталей з дуоламу або триоламу. Із застосуванням запропонованого даним винаходом коротко-тактового способу, згідно з яким здійснюють нагрівання по всьому поперечному перерізу 8 дерев'яних деталей/дерев'яних конструктивних елементів 10, що підлягають склеюванню, у принципі можуть бути оброблені всі види традиційно використовуваної деревини. У разі деревини хвойних порід, наприклад, ялини, ялиці, модрини і сосни, час обробки в нагрівальній установці 3, в наступній за нею установці для нанесення клею, в наступній за нею пресувальній установці, може разюче зменшитися від звичайних 8-12 годин при 20°С до приблизно 1 години. У разі деревини листяних порід, які звичайно є складнішими для склеювання, наприклад, таких як бук, дуб, ясен, береза, клен, а також екзотичні тропічні дерева, також може бути досягнуте поліпшення якості склеювання додатково до скорочення часу пресування, оскільки, завдяки нагріванню по всьому поперечному перерізу 8 дерев'яних деталей/дерев'яних конструктивних елементів 10, в'язкість вживаного клею або компоненту багатокомпонентної клейової системи може зменшуватися, так що може бути досягнутий кращий розподіл клею в місці з'єднання і, відповідно, краща адгезія з одночасною оптимізацією кількості використовуваного клею. Ще одна перевага сукупності всіх стадій запропонованого цим винаходом способу полягає в тому, що може бути отримане вільне від напружень клейове з'єднання, а кількість клейової системи, що наноситься на елементи, що підлягають склеюванню один з одним, може бути зменшена. Досягнута краща якість з'єднання в області клейового шва, що позитивно позначається на тривалості роботи інструментів, за допомогою яких обробляються згодом дерев'яні деталі або дерев'яні конструктивні елементи, одержувані способом, запропонованим згідно з винаходом. Застосування способу, запропонованого даним винаходом, зменшує час пресування як при обробці деревини хвойних порід, так і при обробці деревини листяних порід. Коротко-тактовий спосіб, запропонований даним винаходом, придатний, зокрема для отримання профілів масивної деревини, чи то дошки, чи брусові дерев'яні вироби, наприклад, для масивної клеєної деревини, дуоламу чи триоламу, конструктивної масивної деревини, одношарових і багатошарових плит з масивної деревини. Такі матеріали, тобто плити, дошки, брускові дерев'яні вироби, масивна клеєна деревина, дуолам, триолам, конструктивна масивна деревина, одношарові і багатошарові плити з масивної деревини також можуть бути склеєні один з одним з використанням способу, запропонованого відповідно до винаходу. Крім того, коротко-тактовий спосіб може позитивно впливати на час обробки при виробництві шарува тих елементів, причому такі шаруваті елементи можуть містити між собою ізоляційні матеріали, такі як полістирол або пінополіуретани, або шари, що позитивно впливають на ізоляційні властивості шар увати х елементів. З боку виходу з нагрівальної установки 3, показаної на Фігурі 1, рівномірно прогріті дерев'яні деталі/дерев'яні конструктивні елементи 10 виходять з нагрівальної зони. На виході нагрівальної зони нагрівальної установки 3 встановлено транспортний засіб 11, за допомогою якого рівномірно прогріті дерев'яні деталі або дерев'яні конструктивні елементи 10 транспортуються в установку 12 для нанесення клею. В установці 12 для нанесення клею здійснюють нанесення клею на дерев'яні деталі/дерев'яні конструктивні елементи 10. У разі конструктивних дерев'яних конструктивних елементів або дерев'яних деталей 10 переважно використовують системи конденсаційних смол, що містять склеювальну смолу і стверджувальний агент. Клей може бути нанесений на дерев'яні деталі/дерев'яні конструктивні елементи, підготовлені до нанесення клею і прогріті по всьому поперечному перерізу 8, або у вигляді клейового розчину, що включає клей і отверджувач, або у вигляді окремих компонентів, що наносяться окремо. Розрізняють способи нанесення клею у вигляді джгутів і у вигляді плівки. Для нанесення клею на дерев'яні конструктивні елементи або дерев'яні деталі 10, рівномірно і ретельно прогріті по всьому поперечному перерізу 8, використовують карбамід-формальдегідну смолу (КФ), меламінокарбамід-формальдегідну смолу (МКФ), меламіно-карбамід-фенол-формальдегідну смолу (МКФФ), фенолрезорцино-формальдегідну смолу (ФРФ), резорцино-формальдегідну смолу і фенол-формальдегідну смолу, а також полівінілацетатні клеї, епіхлоргідринові клеї, їх суміші та інші клеї, традиційно використовувані при обробці дерева, наприклад, однокомпонентні і багатокомпонентні поліадукти, як для склеювання несучих дерев'яних деталей 10, так і для ненесучих дерев'яних деталей 10. Склеювальна і пресувальна установка 1, показана на фігурі 1, містить нагрівальну установку 3, через яку у напрямку 2 подають дерев'яні конструктивні елементи або дерев'яні деталі 10. Роботою склеювальної і пресувальної установки 1 може керувати оператор з пульта 52 управління. Установка 12 для нанесення клею містить перший пристрій 13 для нанесення клею і другий пристрій 14 для нанесення клею, якими можна керувати як окремо, так і паралельно один з одним. Таким чином, одним з пристроїв 13 або 14 може бути нанесена плівка клею або склеювального компоненту, тоді як за допомогою іншого пристрою 13 або 14 установки 12 для нанесення клею на дерев'яний компонент або дерев'яну деталь 10 може бути нанесений клей або склеювальний компонент у вигляді джгута. Після проходження через установку 12 для нанесення клею дерев'яні деталі/дерев'яні конструктивні елементи 10, покриті клейовим розчином, що містить клей і отверджувач, або клеєм, транспортуються за допомогою конвеєра 21, виконаного, наприклад, у вигляді роликів, в пресувальну установку. Тоді як стадія нагрівання лінії 20 обробки дерев'яних конструктивних елементів/дерев'яних деталей 10 позначена позицією 17, стадія нанесення клею або склеювальних компонентів у разі використання клейових систем, яку здійснюють в установці для нанесення клею 12, позначена позицією 18. За стадією нанесення клею або склеювальних компонентів клейової системи розміщена стадія 19 пресування, яка є частиною лінії 20 обробки. Довжина дерев'яного конструктивного елемента/дерев'яної деталі 10 позначена позицією 16, тоді як позицією 15 позначена ширина дерев'яних конструктивних елементів/дерев'яних деталей 10. В ході процесу пресування, позначеного позицією 19, відбувається реакція клею, або склеювальних компонентів клейової системи, нанесених в установці 12 для нанесення клею. Відповідним чином підготовлені дерев'яні конструктивні елементи/дерев'яні деталі 10 подають в поперечному напрямі 22 в пресувальну установку 23. В цій установці окремі дерев'яні конструктивні елементи/дерев'яні деталі 10, що мають довжину 16 і ширину 15, укладають шарами поверх один одного. По досягненні висоти 28 стопки на отриманий таким чином конструктивний дерев'яний компонент 10 встановлюють один або більше пуансонів 24. Пуансони 24, утримувані на основі 25 пресувальної установки 23, можуть бути навантажені певним заданим зусиллям, створюваним за допомогою гідравлічних або пневматичних засобів, що приводяться в дію спільно або окремо. Зусилля, діюче на клеєні дерев'яні конструктивні елементи або дерев'яні деталі 10, може бути прикладеним або по вертикалі, або по горизонталі, при цьому зусилля може бути прикладене також одночасно в обох площинах. Зазвичай пуансони 24 пресувальної установки 23 встановлені на відстані від 30 до 50см один від одного. На Фігурі 2 показаний вид спереду пресувальної установки, яка представлена на Фігурі 1 у виді зверху, і в якій підготовлені до пресування дерев'яні конструктивні елементи/дерев'яні деталі послідовно укладені шарами. Як видно на схемі на Фігурі 2, підготовлений до пресування окремий конструктивний елемент, на який був нанесений шар клею, укладають на інший конструктивний елемент, розташований на опорній поверхні 30, яка є нижньою частиною основи 25 пресувальної установки. Як видно зі схеми на Фігурі 2, дерев'яний конструктивний елемент/дерев'яна деталь 10, розміщена в пресувальній установці 23 і підготовлена до пресування і висушування, містить перший окремий елемент 34, другий окремий елемент 35, третій окремий елемент 36, четвертий окремий елемент 37, п'ятий окремий елемент 38, шостий окремий елемент 39 і розміщений на основі знизу сьомий окремий елемент 40. Використовуючи цю послідовність шарів, одержують, наприклад, масивну клеєну деревину, яку використовують як несучі балки, що використовуються в будівництві багатофункціональних залів і для подібних цілей. Після того, як елементи 34-40 були укладені в стопку з висотою 28, застосовують гідравлічну або пневматичну установку 31, яка діє на пуансони 24. Замість гідравлічної або пневматичної установки 31, яка схематично представлена на Фігурі 2 і сполучена з системою 32 подачі гідравлічного або пневматичного робочого агента, що передає тиск; для створення тиску можуть бути використані гвинтові преси з механічними приводами для приведення пуансонів 24 в контакт з поверхнею клеєного дерев'яного конструктивного елемента/дерев'яної деталі 10, яка підлягає пресуванню. Притискне зусилля 33, прикладене поверхнею 26 пуансона 24 до поверхні дерев'яного конструктивного елемента/дерев'яної деталі 10, орієнтовано на вісь 27 симетрії укладених в стопку шарів дерев'яного конструктивного елемента/дерев'яної деталі 10. Крім того, з метою уникнення нахилу або зісковзування шарів стопки, яка підлягає пресуванню, під час пресування по вертикалі може бути прикладене також зусилля в горизонтальному напрямі відносно укладених стопкою шарів дерев'яного конструктивного елемента або дерев'яної деталі 10. Максимальна ширина дерев'яного конструктивного елемента/дерев'яної деталі 10, що підлягає пресуванню, позначена на схемі, представленій на Фігурі 2, позицією 29. За допомогою запропонованого цим винаходом коротко-тактового способу виробництва конструктивних чи листових дерев'яних елементів/дерев'яних деталей 10, час витримки, необхідний для отверднення клею або клейової системи в пресувальній установці 23 згідно схемі на Фігурі 2, може бути значно скорочений, в окремих випадках навіть більше, ніж у два рази. За рахунок коротко-тактового способу, запропонованого цим винаходом, зокрема завдяки рівномірному нагріванню по всьому поперечному перерізу 8 склеюваних дерев'яних конструктивних елементів/дерев'яних деталей 10, з одного боку досягається скорочення часу обробки і пресування, а з іншого - зменшення витрати клею, незалежно від того, використовують клейові компоненти окремо чи клейову систему. Обидва чинники приводять до значного підвищення продуктивності склеювальної і пресувальної установки 1, зображеної на схемі Фігури 1. Перелік позиційних позначень 1 склеювальна і пресувальна установка 2 напрям подачі 3 нагрівальна установка 4 верх нагрівальної установки 5 бічна стінка нагрівальної установки 6 випромінювальний пристрій 7 сторона входу 8 поперечний переріз дерев'яного конструктивного елемента/дерев'яної деталі 10 9 поле випромінювання 10 дерев'яний конструктивний елемент/дерев'яна деталь 11 транспортний засіб 12 установка для нанесення клею 13 перший пристрій для нанесення клею 14 другий пристрій для нанесення клею 15 ширина дерев'яного конструктивного елемента/дерев'яної деталі 10 16 довжина дерев'яного конструктивного елемента/дерев'яної деталі 10 17 стадія нагрівання 18 стадія нанесення клею 19 стадія висушування і пресування 20 лінія обробки 21 конвеєр 22 напрям випуску деталей 23 пресувальна установка 24 пуансон 25 основа пресувальної установки 26 поверхня пуансона 24 27 вісь симетрії 28 висота стопки шарів дерев'яного конструктивного елемента/дерев'яної деталі 10 29 максимальна ширина 30 опорна поверхня 31 гідравлічна/пневматична установка 32 система подачі робочого агента 33 напрям зусилля притискання 34 перший окремий елемент 35 другий окремий елемент 36 третій окремий елемент 37 четвертий окремий елемент 38 п'ятий окремий елемент 39 шостий окремий елемент 40 сьомий окремий елемент 52 пульт керування
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing glued wood parts or wood constructive elements
Назва патенту російськоюСпособ получения клеенных деревянных деталей или деревянных конструктивных элементов
МПК / Мітки
Мітки: одержання, елементів, конструктивних, деталей, спосіб, клеєних, дерев'яних
Код посилання
<a href="https://ua.patents.su/6-79159-sposib-oderzhannya-kleehnikh-derevyanikh-detalejj-abo-derevyanikh-konstruktivnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання клеєних дерев’яних деталей або дерев’яних конструктивних елементів</a>
Контрольний пристрій для заміру конструктивних параметрів деталей типу “тіл обертання”
Номер патенту: 14464
Опубліковано: 15.05.2006
Автори: Левенець Володимир Богданович, Ляшук Олег Леонтійович, Геник Ігор Степанович, Дзюра Володимир Олексійович, Колісник Олег Анатолійович
МПК: G01B 3/20
Мітки: параметрів, деталей, обертання, тіл, контрольний, пристрій, конструктивних, типу, заміру
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів деталей типу «тіл обертання», який виконано у вигляді основи з вертикальною стійкою, установного елемента у вигляді вала і затискних елементів, індикаторної головки з вимірювальним щупом, напрямними і кріпильними елементами, який відрізняється тим, що вал консольно встановлений у вертикальну стійку типу "ластівчина хвоста" в підшипниках кочення з можливістю обертання, на валу...
Спосіб запобігання обледенінню конструктивних елементів літального апарата
Номер патенту: 56355
Опубліковано: 15.05.2003
Автори: Крахмальова Тетяна Ігорівна, Науменко Павло Олегович, Кулалаєв Віктор Валентинович
МПК: B64D 15/00
Мітки: літального, обледенінню, конструктивних, апарата, елементів, спосіб, запобігання
Формула / Реферат:
1. Спосіб запобігання обледенінню конструктивних елементів літального апарата, за яким конструктивні елементи літального апарата у схильних до обледеніння зонах поверхні нагрівають до температури танення криги t > 0°С, який відрізняється тим, що теплову енергію для нагрівання одержують перетворенням кінетичної енергії повітря, що набігає зі швидкістю, відповідною до , і...
Спосіб зварювання конструктивних елементів із трубопроводом
Номер патенту: 60530
Опубліковано: 15.10.2003
Автори: Максимов Сергій Юрійович, Ковалів Євстахій Осипович, Педько Борис Іванович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Коломєєв Валентин Миколайович, Бут Віктор Степанович
МПК: B23K 31/00
Мітки: елементів, зварювання, трубопроводом, конструктивних, спосіб
Формула / Реферат:
1. Спосіб зварювання конструктивних елементів із трубопроводом, що знаходиться під тиском, при якому конструктивний елемент виготовляють із двох частин, встановлюють на зачищену ділянку трубопроводу і зварюють між собою, не торкаючись дугою стінки трубопроводу, а потім по обидва боки конструктивного елемента на заданій відстані встановлюють розрізні технологічні кільця, які зварюють між собою поздовжніми швами і кільцевими швами в розробку...
Комбінований спосіб очищення конструктивних елементів від забруднень
Номер патенту: 10592
Опубліковано: 15.11.2005
Автори: Чоха Юрій Миколайович, Ластовка Євген Олександрович, Ігнатов Володимир Олексійович
Мітки: комбінований, спосіб, забруднень, конструктивних, елементів, очищення
Формула / Реферат:
Спосіб очищення конструктивних елементів авіаційних двигунів, який полягає в тому, що тверді відкладення на їх поверхнях, що мають велику силу зчеплення, руйнують та змивають з поверхні елемента конструкції, який відрізняється тим, що здійснюють пружні деформації матеріалу поверхні елемента конструкції дією короткочасних (10-3-10-5 с) потужних електроімпульсів, які створюють індуктори-перетворювачі електроімпульсної системи, що розташовують...
Акустичний резонатор як пристрій для запобігання обледенінню конструктивних елементів літальних апаратів
Номер патенту: 50881
Опубліковано: 15.11.2002
Автори: Крахмальова Тетяна Ігорівна, Кулалаєв Віктор Валентинович, Науменко Павло Олегович
МПК: B64D 15/00
Мітки: запобігання, пристрій, обледенінню, апаратів, конструктивних, елементів, літальних, резонатор, акустичний
Формула / Реферат:
Застосування акустичного резонатора як пристрою для запобігання обледенінню конструктивних елементів літальних апаратів.
Попередній патент: Глушник шуму вихлопу для двигуна внутрішнього згорання
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Триступеневий дефекатор