Спосіб зварювання конструктивних елементів із трубопроводом
Номер патенту: 60530
Опубліковано: 15.10.2003
Автори: Педько Борис Іванович, Максимов Сергій Юрійович, Коломєєв Валентин Миколайович, Дрогомирецький Михайло Миколайович, Ковалів Євстахій Осипович, Беккер Михайло Вікторович, Бут Віктор Степанович
Формула / Реферат
1. Спосіб зварювання конструктивних елементів із трубопроводом, що знаходиться під тиском, при якому конструктивний елемент виготовляють із двох частин, встановлюють на зачищену ділянку трубопроводу і зварюють між собою, не торкаючись дугою стінки трубопроводу, а потім по обидва боки конструктивного елемента на заданій відстані встановлюють розрізні технологічні кільця, які зварюють між собою поздовжніми швами і кільцевими швами в розробку напустково-стикових з'єднань, що утворилися, який відрізняється тим, що на внутрішній поверхні біля торців конструктивного елемента, що зварюється, і технологічних кілець виконують скіс крайок.
2. Спосіб за п. 1, який відрізняється тим, що зворотний скіс крайок виконують під кутом 30-45° на висоту 1,0-1,5 мм.
3. Спосіб за п. 1, який відрізняється тим, що кільцевий зазор між накладними елементами, які стикуються, вибирають у залежності від товщини стінки трубопроводу, який повинен бути не меншим від її половини.
Текст
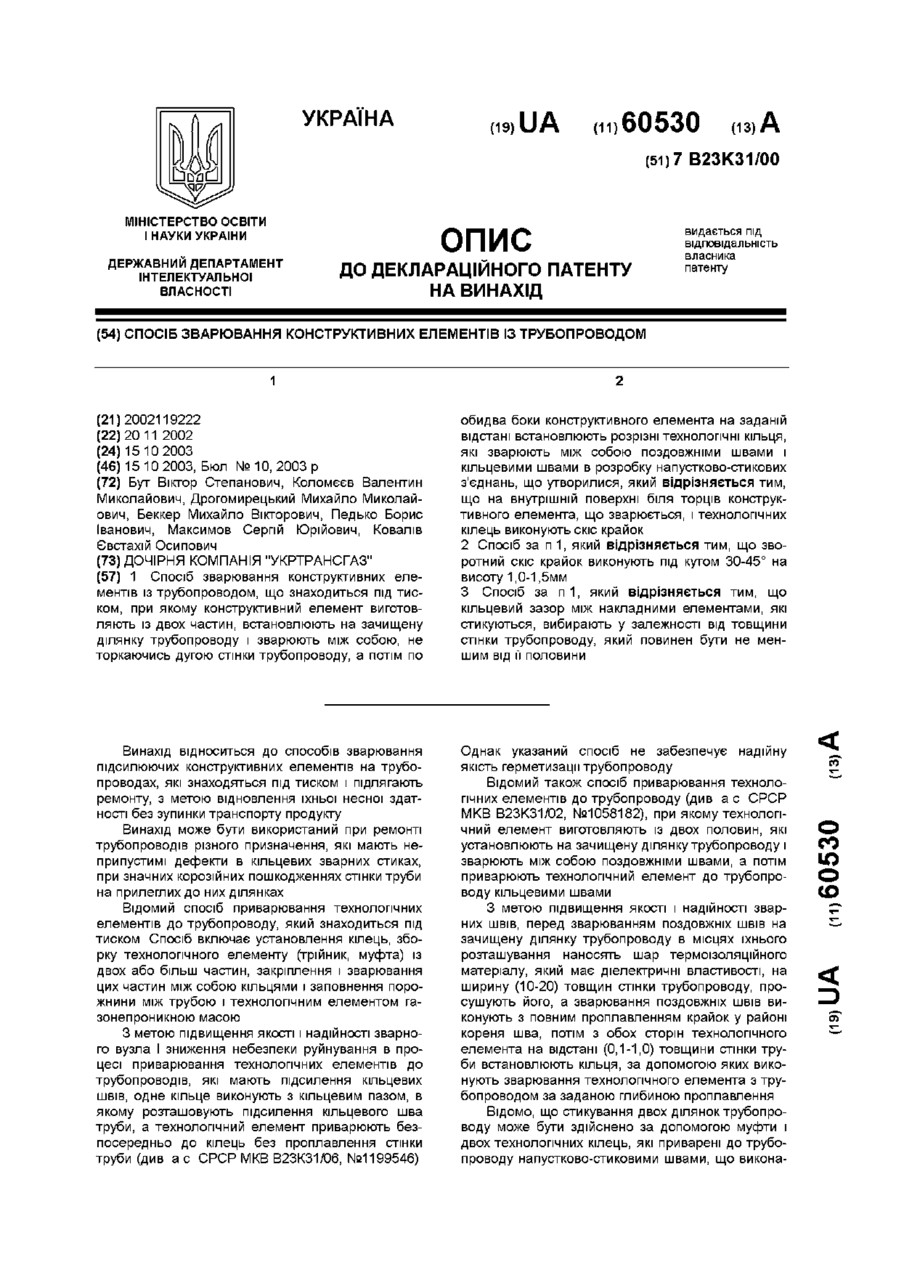
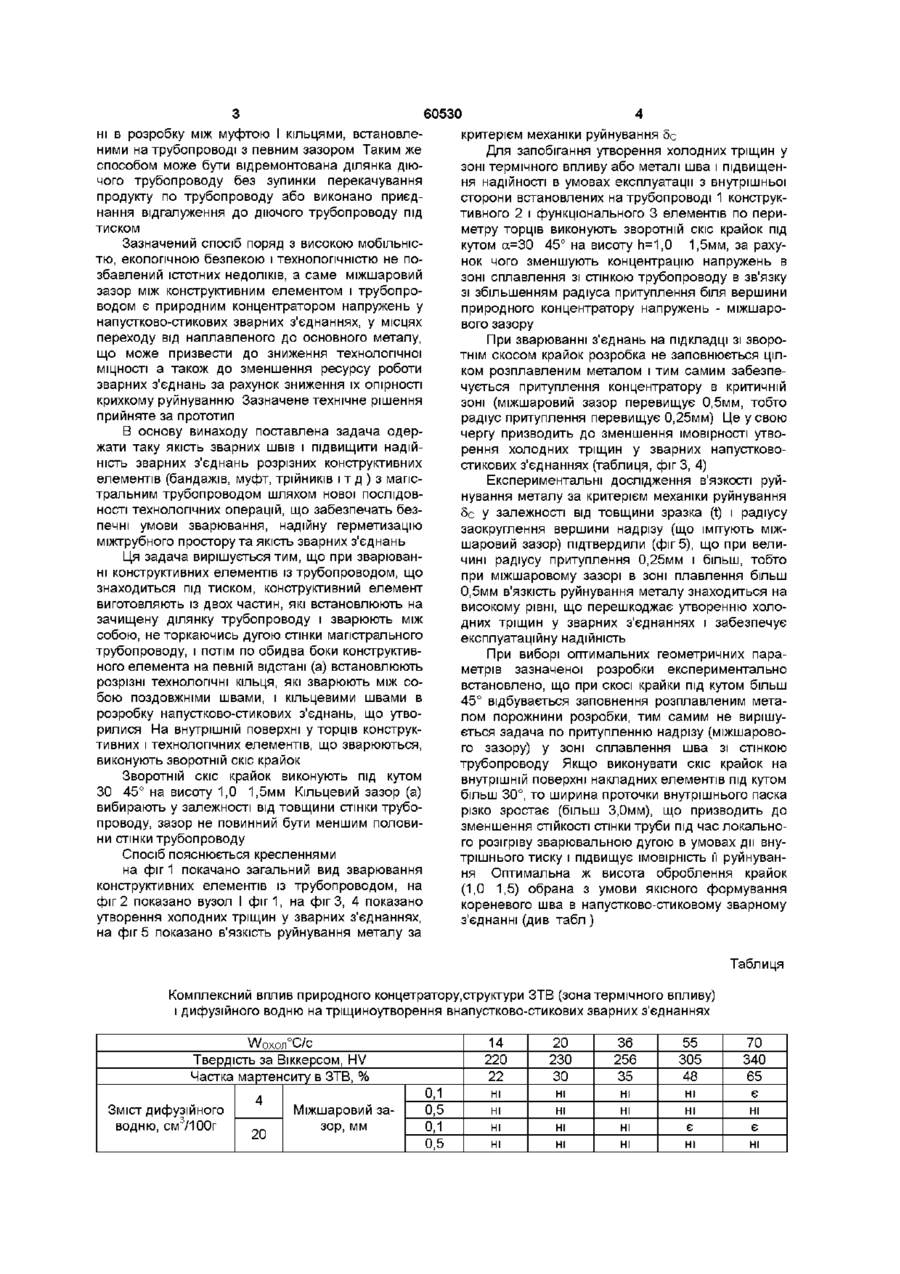
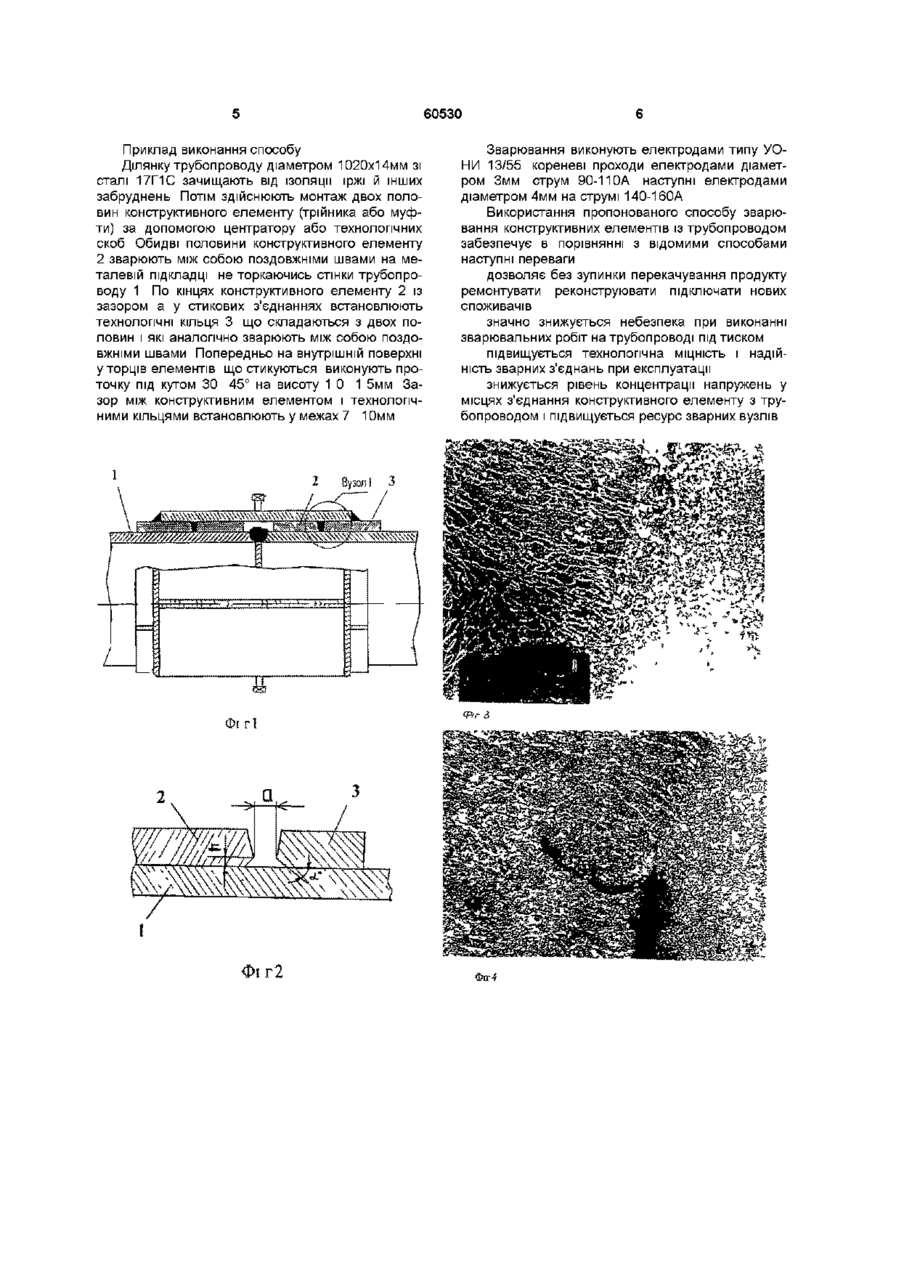
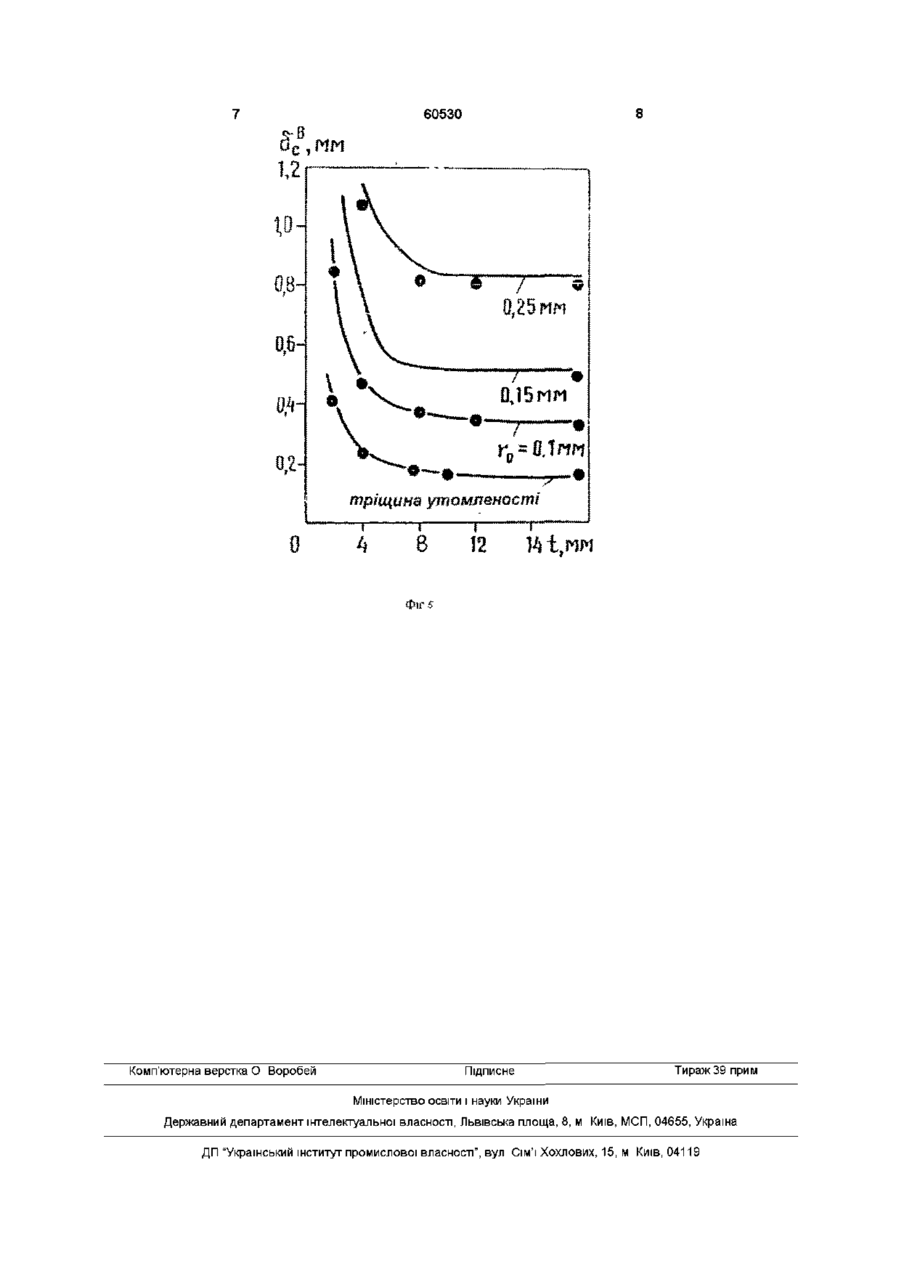
1 Спосіб зварювання конструктивних елементів із трубопроводом, що знаходиться під тиском, при якому конструктивний елемент виготовляють із двох частин, встановлюють на зачищену ділянку трубопроводу і зварюють між собою, не торкаючись дугою стінки трубопроводу, а потім по обидва боки конструктивного елемента на заданій відстані встановлюють розрізні технологічні кільця, які зварюють між собою поздовжніми швами і кільцевими швами в розробку напустково-стикових з'єднань, що утворилися, який відрізняється тим, що на внутрішній поверхні біля торців конструктивного елемента, що зварюється, і технологічних кілець виконують скіс крайок 2 Спосіб за п 1, який відрізняється тим, що зворотний скіс крайок виконують під кутом 30-45° на висоту 1,0-1,5мм 3 Спосіб за п 1 , який відрізняється тим, що кільцевий зазор між накладними елементами, які стикуються, вибирають у залежності від товщини стінки трубопроводу, який повинен бути не меншим ВІД її ПОЛОВИНИ Винахід відноситься до способів зварювання підсилюючих конструктивних елементів на трубопроводах, які знаходяться під тиском і підлягають ремонту, з метою відновлення їхньої несної здатності без зупинки транспорту продукту Винахід може бути використаний при ремонті трубопроводів різного призначення, які мають неприпустимі дефекти в кільцевих зварних стиках, при значних корозійних пошкодженнях стінки труби на прилеглих до них ділянках Відомий спосіб приварювання технологічних елементів до трубопроводу, який знаходиться під тиском Спосіб включає установлення кілець, зборку технологічного елементу (трійник, муфта) із двох або більш частин, закріплення і зварювання цих частин між собою кільцями і заповнення порожнини між трубою і технологічним елементом газонепроникною масою З метою підвищення якості і надійності зварного вузла І зниження небезпеки руйнування в процесі приварювання технологічних елементів до трубопроводів, які мають підсилення кільцевих швів, одне кільце виконують з кільцевим пазом, в якому розташовують підсилення кільцевого шва труби, а технологічний елемент приварюють безпосередньо до кілець без проплавлення стінки труби (див а с СРСРМКВВ23К31/06, №1199546) Однак указаний спосіб не забезпечує надійну якість герметизації трубопроводу Відомий також спосіб приварювання технологічних елементів до трубопроводу (див а с СРСР МКВ В23К31/02, №1058182), при якому технологічний елемент виготовляють із двох половин, які установлюють на зачищену ділянку трубопроводу і зварюють між собою поздовжніми швами, а потім приварюють технологічний елемент до трубопроводу кільцевими швами З метою підвищення якості і надійності зварних швів, перед зварюванням поздовжніх швів на зачищену ділянку трубопроводу в місцях їхнього розташування наносять шар термоізоляційного матеріалу, який має діелектричні властивості, на ширину (10-20) товщин стінки трубопроводу, просушують його, а зварювання поздовжніх швів виконують з повним проплавленням крайок у районі кореня шва, потім з обох сторін технологічного елемента на відстані (0,1-1,0) товщини стінки труби встановлюють кільця, за допомогою яких виконують зварювання технологічного елемента з трубопроводом за заданою глибиною проплавлення Відомо, ЩО стикування двох ділянок трубопроводу може бути здійснено за допомогою муфти і двох технологічних кілець, які приварені до трубопроводу напустково-стиковими швами, що викона О со Ю О (О ні в розробку між муфтою І кільцями, встановленими на трубопроводі з певним зазором Таким же способом може бути відремонтована ділянка діючого трубопроводу без зупинки перекачування продукту по трубопроводу або виконано приєднання відгалуження до діючого трубопроводу під тиском Зазначений спосіб поряд з високою мобільністю, екологічною безпекою і технологічністю не позбавлений істотних недоліків, а саме міжшаровий зазор між конструктивним елементом і трубопроводом є природним концентратором напружень у напустково-стикових зварних з'єднаннях, у місцях переходу від наплавленого до основного металу, що може призвести до зниження технологічної МІЦНОСТІ а також до зменшення ресурсу роботи зварних з'єднань за рахунок зниження їх опірності крихкому руйнуванню Зазначене технічне рішення прийняте за прототип В основу винаходу поставлена задача одержати таку якість зварних швів і підвищити надійність зварних з'єднань розрізних конструктивних елементів (бандажів, муфт, трійників і т д ) з магістральним трубопроводом шляхом нової ПОСЛІДОВНОСТІ технологічних операцій, що забезпечать безпечні умови зварювання, надійну герметизацію міжтрубного простору та якість зварних з'єднань Ця задача вирішується тим, що при зварюванні конструктивних елементів із трубопроводом, що знаходиться під тиском, конструктивний елемент виготовляють із двох частин, які встановлюють на зачищену ділянку трубопроводу і зварюють між собою, не торкаючись дугою стінки магістрального трубопроводу, і потім по обидва боки конструктивного елемента на певній відстані (а) встановлюють розрізні технологічні кільця, які зварюють між собою поздовжніми швами, і кільцевими швами в розробку напустково-стикових з'єднань, що утворилися На внутрішній поверхні у торців конструктивних і технологічних елементів, що зварюються, виконують зворотній скіс крайок 60530 критерієм механіки руйнування 5с Для запобігання утворення холодних тріщин у зоні термічного впливу або металі шва і підвищення надійності в умовах експлуатації з внутрішньої сторони встановлених на трубопроводі 1 конструктивного 2 і функціонального 3 елементів по периметру торців виконують зворотній скіс крайок під кутом а=30 45° на висоту п=1,0 1,5мм, за рахунок чого зменшують концентрацію напружень в зоні сплавлення зі стінкою трубопроводу в зв'язку зі збільшенням радіуса притуплення біля вершини природного концентратору напружень - міжшарового зазору При зварюванні з'єднань на підкладці зі зворотнім скосом крайок розробка не заповнюється цілком розплавленим металом і тим самим забезпечується притуплення концентратору в критичній зоні (міжшаровий зазор перевищує 0,5мм, тобто радіус притуплення перевищує 0,25мм) Це у свою чергу призводить до зменшення імовірності утворення холодних тріщин у зварних напустковостикових з'єднаннях (таблиця, фіг 3, 4) Експериментальні дослідження в'язкості руйнування металу за критерієм механіки руйнування 5с у залежності від товщини зразка (t) і радіусу заокруглення вершини надрізу (що імітують міжшаровий зазор) підтвердили (фіг 5), що при величині радіусу притуплення 0,25мм і більш, тобто при міжшаровому зазорі в зоні плавлення більш 0,5мм в'язкість руйнування металу знаходиться на високому рівні, що перешкоджає утворенню холодних тріщин у зварних з'єднаннях і забезпечує експлуатаційну надійність При виборі оптимальних геометричних параметрів зазначеної розробки експериментально встановлено, що при скосі крайки під кутом більш 45° відбувається заповнення розплавленим металом порожнини розробки, тим самим не вирішується задача по притупленню надрізу (міжшарового зазору) у зоні сплавлення шва зі стінкою трубопроводу Якщо виконувати скіс крайок на внутрішній поверхні накладних елементів під кутом більш 30°, то ширина проточки внутрішнього паска різко зростає (більш 3,0мм), що призводить до зменшення СТІЙКОСТІ стінки труби під час локального розігріву зварювальною дугою в умовах дії внутрішнього тиску і підвищує імовірність її руйнування Оптимальна ж висота оброблення крайок (1,0 1,5) обрана з умови якісного формування кореневого шва в напустково-стиковому зварному з'єднанні (див табл) Зворотній скіс крайок виконують під кутом ЗО 45° на висоту 1,0 1,5мм Кільцевий зазор (а) вибирають у залежності від товщини стінки трубопроводу, зазор не повинний бути меншим половини стінки трубопроводу Спосіб пояснюється кресленнями на фіг 1 покачано загальний вид зварювання конструктивних елементів із трубопроводом, на фіг 2 показано вузол І фіг1, на фіг 3, 4 показано утворення холодних тріщин у зварних з'єднаннях, на фіг 5 показано в'язкість руйнування металу за Таблиця Комплексний вплив природного концетратору.структури ЗТВ (зона термічного впливу) і дифузійного водню на тріщиноутворення внапустково-стикових зварних з'єднаннях \Л/охол°С/с Твердість за Віккерсом, HV Частка мартенситу в ЗТВ, % Зміст дифузійного водню, см3/100г 4 20 Міжшаровий зазор, мм 14 220 22 0,1 0,5 0,1 0,5 20 36 55 70 230 256 305 340 ЗО 35 48 65 НІ НІ НІ НІ є НІ НІ НІ НІ НІ НІ НІ НІ є є НІ НІ НІ НІ НІ 60530 Приклад виконання способу Ділянку трубопроводу діаметром 1020x14мм зі сталі 17Г1С зачищають від ізоляції іржі й інших забруднень Потім ЗДІЙСНЮЮТЬ монтаж двох половин конструктивного елементу (трійника або муфти) за допомогою центратору або технологічних скоб Обидві половини конструктивного елементу 2 зварюють між собою поздовжніми швами на металевій підкладці не торкаючись стінки трубопроводу 1 По кінцях конструктивного елементу 2 із зазором а у стикових з'єднаннях встановлюють технологічні кільця 3 що складаються з двох половин і які аналогічно зварюють між собою поздовжнімишвами Попередньо на внутрішній поверхні у торців елементів що стикуються виконують проточку під кутом ЗО 45° на висоту 1 0 1 5мм Зазор між конструктивним елементом і технологічними кільцями встановлюють у межах 7 10мм ФЇГ2 Зварювання виконують електродами типу УОНИ 13/55 кореневі проходи електродами діаметром Змм струм 90-110А наступні електродами діаметром 4мм на струмі 140-160А Використання пропонованого способу зварювання конструктивних елементів із трубопроводом забезпечує в порівнянні з відомими способами наступні переваги дозволяє без зупинки перекачування продукту ремонтувати реконструювати підключати нових споживачів значно знижується небезпека при виконанні зварювальних робіт на трубопроводі під тиском підвищується технологічна МІЦНІСТЬ І надійність зварних з'єднань при експлуатації знижується рівень концентрації напружень у місцях з'єднання конструктивного елементу з трубопроводом і підвищується ресурс зварних вузлів Фіг 4 60530 тріщина утомленості 0 , 8 1 12 Фіг-? Комп'ютерна верстка О Воробей Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for welding structural elements with a pipe
Автори англійськоюBut Viktor Stepanovych, Kolomeev Valentyn Mykolaiovych, Drohomyretskyi Mykhailo Mykolaiovych, Bekker Mykhailo Viktorovych, Ped'ko Borys Ivanovych, Maksymov Serhii Yuriiovych, Kovaliv Yevstakhii Osypovych
Назва патенту російськоюСпособ сварки конструктивных элементов с трубопроводом
Автори російськоюБут Виктор Степанович, Коломеев Валентин Николаевич, Дрогомирецкий Михаил Николаевич, Беккер Михаил Викторович, Педько Борис Иванович, Максимов Сергей Юрьевич, Ковалив Евстахий Иосифович
МПК / Мітки
МПК: B23K 31/00
Мітки: елементів, трубопроводом, спосіб, зварювання, конструктивних
Код посилання
<a href="https://ua.patents.su/4-60530-sposib-zvaryuvannya-konstruktivnikh-elementiv-iz-truboprovodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання конструктивних елементів із трубопроводом</a>
Спосіб запобігання обледенінню конструктивних елементів літального апарата
Номер патенту: 56355
Опубліковано: 15.05.2003
Автори: Кулалаєв Віктор Валентинович, Крахмальова Тетяна Ігорівна, Науменко Павло Олегович
МПК: B64D 15/00
Мітки: обледенінню, літального, конструктивних, апарата, спосіб, елементів, запобігання
Формула / Реферат:
1. Спосіб запобігання обледенінню конструктивних елементів літального апарата, за яким конструктивні елементи літального апарата у схильних до обледеніння зонах поверхні нагрівають до температури танення криги t > 0°С, який відрізняється тим, що теплову енергію для нагрівання одержують перетворенням кінетичної енергії повітря, що набігає зі швидкістю, відповідною до , і...
Акустичний резонатор як пристрій для запобігання обледенінню конструктивних елементів літальних апаратів
Номер патенту: 50881
Опубліковано: 15.11.2002
Автори: Кулалаєв Віктор Валентинович, Крахмальова Тетяна Ігорівна, Науменко Павло Олегович
МПК: B64D 15/00
Мітки: акустичний, обледенінню, елементів, резонатор, запобігання, конструктивних, пристрій, літальних, апаратів
Формула / Реферат:
Застосування акустичного резонатора як пристрою для запобігання обледенінню конструктивних елементів літальних апаратів.
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович, Письменний Олександр Семенович, Письменний Олексій Олександрович, Макаревич Володимир Вікторович
МПК: B23K 1/00
Мітки: труб, вигляді, допомогою, довжини, зварювання-паяння, утворення, з'єднання, спосіб, паяння, трубчатих, трійників, обмежено, елементів, подібного, нерознімного
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Спосіб електромагнітного зварювання
Номер патенту: 54853
Опубліковано: 17.03.2003
Автор: Щетинін Сергій Вікторович
МПК: B23K 31/02
Мітки: спосіб, зварювання, електромагнітного
Формула / Реферат:
Спосіб електромагнітного зварювання, при якому з'єднання крайок здійснюється за рахунок виникнення електромагнітних сил тяжіння внаслідок пропущення по крайках постійного струму однакового напрямку, який відрізняється тим, що крайки, які стикують, розташовують на початку стику в щільному контакті під гострим кутом, величину якого вибирають у залежності від величини зварювального струму відповідно до виразу:
Спосіб електродугового зварювання стикових швів

Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Кривоклуб Віктор Степанович, Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Білосточний Василь Володимирович
МПК: B23K 9/18
Мітки: швів, зварювання, спосіб, стикових, електродугового
Формула / Реферат:
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:R=(0,7-0,8)ВШ, мм,де ВШ - ширина зварного шва, мм.