Спосіб виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу (варіанти)


Формула / Реферат
1. Спосіб виготовлення матеріалу (25) основи для трафаретного друку, який містить: трафаретну сітку (5), шар (13) резисту, що містить світлочутливий матеріал і захисну плівку (10), згідно з яким: наносять перший шар (15) резисту на одну сторону захисної плівки (10); висушують перший (15) шар резисту; наносять додатковий шар (17) резисту на перший шар (15) резисту; і потім наносять трафаретну сітку (5) на додатковий шар (17) резисту; при цьому сторона додаткового шару (17) резисту, на яку наносять трафаретну сітку (5), є вологою, і трафаретну сітку (5) втискують у додатковий шар (17) резисту під тиском притискного елемента, який безпосередньо контактує з трафаретною сіткою (5), зокрема - валика (1); і згідно з цим способом шар резисту (13) містить додатковий шар (17) резисту і перший шар (15) резисту.
2. Спосіб за п. 1, який відрізняється тим, що трафаретну сітку (5) наносять без попереднього висушування додаткового шару (17) резисту.
3. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що трафаретна сітка (5), що наноситься, є електролітично формованою трафаретною сіткою.
4. Спосіб за п. 1, який відрізняється тим, що притискна поверхня валика (1) має матеріал покриття зі структурою відкритих комірок.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що валик (1) безпосередньо контактує з трафаретною сіткою (5) в дотичному напрямі по довжині, яка менше діаметра отворів трафаретної сітки (5) на контактній поверхні трафаретної сітки.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що валик (1) є стисливим.
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що перший шар (15) резисту, що наносять, має товщину, яка щонайменше дорівнює товщині додаткового шару (17) резисту, що наносять.
8. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що додатковий шар (17) резисту, що наносять, має товщину від 2 до 10 мкм.
9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що додатковий шар (17) резисту, що наносять, містить резист того ж типу, що й перший шар (15) резисту, щo наносять.
10. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що між етапами б) і в) виконують два проміжних етапи: покривають перший шар (15) резисту відокремлювальним листом і згортають допоміжну структуру, яка містить захисну плівку (10), перший шар (15) резисту і відокремлювальний лист, і потім розгортають згорнуту допоміжну структуру і видаляють відокремлювальний лист.
11. Матеріал (25) основи для трафаретного друку, який містить трафаретну сітку (5), шар (13) резисту, що містить світлочутливий матеріал, і захисну плівку (10), причому трафаретна сітка (5) містить сітку перемичок, які обмежують отвори, який відрізняється тим, що поверхня шару (13) резисту на стороні, на якій присутня захисна плівка (10), досить гладка: значення Rz згаданої поверхні нижче 15 мкм, де Rz - шорсткість поверхні.
12. Матеріал (25) основи згідно з п. 11, який відрізняється тим, що відстань (d) від перемичок (6) трафаретної сітки (5) до поверхні шару (13) резисту на стороні захисної плівки (10) однакова.
13. Матеріал (25) основи за пп. 11 або 12, який відрізняється тим, що висота (h) шару (13) резисту однакова між перемичками (6) трафаретної сітки (5).
14. Матеріал (25) основи для трафаретного друку, який містить електролітично формовану трафаретну сітку (5), шар (13) резисту з світлочутливого матеріалу і захисну плівку (10), зокрема за пп. 11, 12 або 13.
Текст
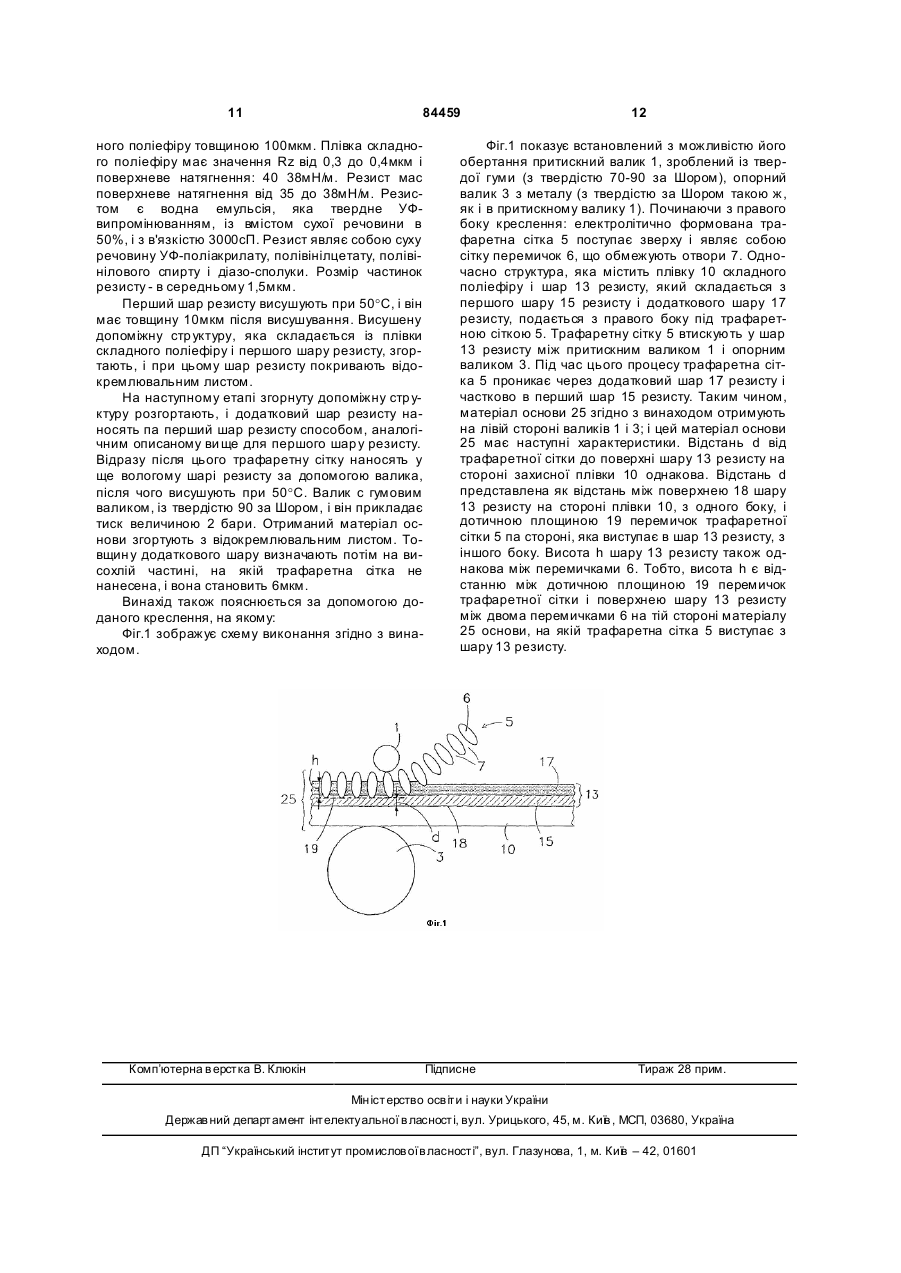
1. Спосіб виготовлення матеріалу (25) основи для трафаретного друку, який містить: трафаретну сітку (5), шар (13) резисту, що містить світлочутливий матеріал і захисну плівку (10), згідно з яким: наносять перший шар (15) резисту на одну сторону захисної плівки (10); висушують перший (15) шар резисту; наносять додатковий шар (17) резисту на перший шар (15) резисту; і потім наносять трафаретну сітку (5) на додатковий шар (17) резисту; при цьому сторона додаткового шару (17) резисту, на яку наносять трафаретну сітку (5), є вологою, і трафаретну сі тку (5) втискують у додатковий шар (17) резисту під тиском притискного елемента, який безпосередньо контактує з трафаретною сіткою (5), зокрема - валика (1); і згідно з цим способом шар резисту (13) містить додатковий шар (17) резисту і перший шар (15) резисту. 2. Спосіб за п. 1, який відрізняється тим, що трафаретну сітку (5) наносять без попереднього висушування додаткового шару (17) резисту. 3. Спосіб за будь-яким із попередніх пунктів, який відрізняє ться тим, що трафаретна сітка (5), що наноситься, є електролітично формованою трафаретною сіткою. 4. Спосіб за п. 1, який відрізняється тим, що притискна поверхня валика (1) має матеріал покриття зі структурою відкритих комірок. 5. Спосіб за будь-яким із попередніх пунктів, який відрізняє ться тим, що валик (1) безпосередньо 2 (19) 1 3 84459 4 14. Матеріал (25) основи для трафаретного друку, який містить електролітично формовану трафаретну сітк у (5), шар (13) резисту з світлочутливого матеріалу і захисну плівку (10), зокрема за пп. 11, 12 або 13. Перший аспект винаходу стосується способу виготовлення матеріалу основи для трафаретного друку, який містить трафаретну сітку; шар резисту, що містить світлочутливий матеріал і захисну плівку. Матеріал основи для трафаретного друку, який містить трафаретну сітку, шар резисту, що містить світлочутливий матеріал і захисну плівку, відомий і виготовляється компанією Gallus Ferd. Riisch AG з торговим найменуванням Screeny Siebdruckplatten. У даній галузі техніки трафаретною сіткою називають сітку перемичок, які обмежують отвори. Відома трафаретна сітка являє собою плетену металеву сітку з нікелевим покриттям. Якщо матеріал основи використовується для трафаретного друку, то спочатку з матеріалу основи знімають захисну плівку. Шар резисту експонують згідно з заданим малюнком, проявляють; і шар резисту твердне відповідно до цього малюнка. Після видалення пеексионованого, незатверділого шару резисту матеріал основи може використовува тися як трафарет у трафаретному друці. Також відомі шари резисту, які реагують на їх експонування у протилежний спосіб: тобто вони тверднуть без експонування, і не тверднуть при їх експонуванні. Тому негативне зображення експонованого малюнка твердне. Захисна плівка виконує функцію захисту шар у резисту під час зберігання, транспортування, і коли матеріал основи згортають і розгортають. Крім цього, плівка забезпечує матеріалу основи хороший зовнішній вигляд. Матеріал основи можна виготовити, наприклад, у циліндричній формі і використовувати його в цій формі для трафаретного друку; і в цьому випадку після зняття захисної плівки і після експонування і прояву шару резисту - фарбу направляють через трафаретну сітку ракелем. Видрукуваний малюнок при цьому визначається шаром резисту, наявним на трафаретній сітці і в ній. [Патент США №4,705,608] розкриває спосіб виготовлення матеріалу основи цього типу. Згідно з одним із виконань цього типу шар світлочутливої емульсії або розчину наносять па пластмасову плівку. Потім металеву сітку, яка має покривний шар, нанесений гальванічним покриттям для з'єднання вузлів металевої сітки один з одним, втискують у згаданий шар. Потім другий шар світлочутливої емульсії наносять з непокритої задньої сторони сітки і протискують через металеву сітку, щоб з'єднати металеву сітку з першим шаром світлочутли вого матеріалу; і потім цей виріб висушують. Ці стани виконують у такий спосіб, що плівка контактує з циліндричною нагрітою поверхнею. Згідно з цим способом плівка діє, по-перше, як відокремлювальна плівка, щоб перший шар світлочутли вого матеріалу не прилипав до нагрітої поверхні наприкінці етапів виготовлення. Після цього, якщо плівка не видалена, її також можна залишити на місці як захисну плівка, щоб захи щати світлочутливий матеріал. Згідно з іншим варіантом здійснення другий шар світлочутливого матеріалу розташовують у просторі між плівкою з першим шаром па ній і металевою сіткою; причому матеріал, нанесений останнім, обов'язково протискують через отвори металевої сітки до задньої сторони. Зайвий матеріал на цій стороні потім видаляють шабером. Замість нанесення першого шару резисту на пластмасову плівку можна також використовува ти готову плівку з шаром світлочутливого матеріалу, що випускається промисловістю; і в цьому випадку цей шар зволожують, щоб можна було нанести металеву сітку. Продукцією цього відомої о способу є матеріал основи, в якому світлочутливий матеріал розташований на обох основних поверхнях (друкована сторона і ракельна сторона). Документ [GB-A-2176630] розкриває шаблон для трафаретного друку, схожий зі згаданим вище матеріалом основи; причому в документі вказується, що поверхня світлочутли вого матеріалу плоска. Цей матеріал можна виготовити способом згідно з указаним вище патентом США; і в цьому випадку дріт металевої сітки не повинен порушувати плоску поверхню світлочутливого матеріалу. Виявилося, що міра, в якій шар резисту на стороні захисної плівки є плоским, не цілком достатня у зв'язку з постійною необхідністю дотримання накладених вимог: незважаючи на згадані вимоги, які повинні виконуватися при здійсненні цього способу, в матеріалі основи відомого рівня техніки поверхня шару резисту ви глядає більш або менш хвилястою, і її також називають рельєфом. При використанні цього матеріалу для трафаретного друку цей рельєф негативно позначається на результатах друк у, тобто друковане зображення менш чітке в місцях з виступним рельєфом. При цьому якщо матеріал основи використовується як шаблон трафаретного друку, забезпечення шаром резисту і ракельної сторони, і друкованої сторони може виявитися недоцільним. Завдання даного винаходу полягає в повному або щонайменше частковому розв'язанні викладених вище проблем за допомогою нового способу виготовлення матеріалу основи, згідно з яким можна буде виготовляти матеріал основи з меншим рельєфом. Ще одне завдання даного винаходу полягає в забезпеченні способу виготовлення матеріалу основи, в якому отвори в матеріалі трафаретної сітки, зокрема у разі сформованої електричним способом трафаретної сітки, по суті однаково заповнені світлочутли вим матеріалом. 5 84459 Ще одне завдання винаходу полягає в забезпеченні способу, при здійсненні якого по суті немає витрат світлочутливого матеріалу. Згідно з першим аспектом даного винаходу забезпечено спосіб виготовлення матеріалу основи для трафаретного друку, який містить трафаретну сі тку, шар резисту з сві тлочутливого матеріалу, і захисну плівку; і згідно з цим способом: а) наносять перший шар резисту на одну сторону захисної плівки; б) висушують перший шар резисту; в) наносять додатковий шар резисту на перший шар резисту; і г) потім наносять трафаретну сітку на додатковий шар резисту; при цьому сторона додаткового шару, на яку наносять трафаретну сітку, волога; і трафаретну сітку втискують у додатковий шар резисту під тиском притискного елемента, який безпосередньо контактує з трафаретною сіткою, зокрема - валика; і згідно з цим способом шар резисту включає в себе додатковий шар резисту і перший шар резисту. Згідно з способом відповідно до даного винаходу: перший шар резисту у вигляді емульсії або розчину світлочутливого матеріалу наносять на одну сторону захисної плівки, і цей шар резисту потім висушують. Після цього другий шар резисту, який може бути шаром того ж світлочутливо го матеріалу, наносять на перший шар резисту. Після цього трафаретну сітку наносять на все ще вологий додатковий шар резисту, і втискують її в нього притискним елементом, зокрема -валиком. Висушування першого шару резисту захищає трафаретну сі тку від проникнення її углиб нього і від подальшого негативного впливу на рівність або площинність поверхні першого шару резисту, який примикає до захисної плівки, навіть якщо перший шар резисту знову змочений нанесенням додаткового шару резисту. Після нанесення додаткового шару резисту тра фаретну сітку втискують у нього регульованим способом за допомогою притискного елемента, внаслідок чого рівень заповнення або глибина проникнення матеріалу резисту в отвори трафаретної сітки є по суті однаковим. Неоднакові рівні заповнення небажані, так як внаслідок їх наявності з'являються т.зв. «темні плями». Тиск також сприяє створенню зв'язку між трафаретною сіткою і шаром резисту, і/або прискорює темп створення достатнього зчеплення. Використання валика мас ту перевагу, що можна безперервно виготовляти довгі і широкі листи матеріалу основи. Крім цього тиск, з яким валик втискує трафаретну сітку в шар резисту, можна точно контролювати і регулювати по всьому листу матеріалу основи. Продукцією способу згідно з цим винаходом с матеріал основи, при цьому трафаретну сітку забезпечують тільки шаром резисту, який покритий захисною плівкою на одній стороні. Навпроти валика і на іншій стороні структури, яка складається з трафаретної сітки, шару резисту і захисної плівки, доцільно використовувати опорний валик. Спосіб згідно з винаходом має ту перевагу, що, по-перше, він дозволяє виготовляти матеріал основи, поверхня шару резисту якого має поліп 6 шену гладкість, тобто має менший рельєф, на стороні знаходження плівки. Цей рельєф поверхні шарів - також називається шорсткістю - виражається у значенні Rz і вимірюється згідно зі стандартом DIN 4768. Спосіб згідно з винаходом забезпечує можливість зменшення рельєфу поверхні шару резисту на плівковій стороні до такої міри, що значення Rz не перевищує 15мкм, переважно менше 5мкм, і найбільш переважно - 1-2мкм. Згідно з цим способом даного винаходу таке зменшення досягається за рахунок того, що шар резисту створюють щонайменше в два етапи: трафаретну сітк у наносять на вологу сторону додаткового шару резисту, нанесеного раніше. Контрольоване застосування тиску ефективно регулює висоту, на яку трафаретна сітка заповнюється резистом, без включення повітря. Переважно, щоб заповнення було максимальним, тобто щоб отвори трафаретної сітки були заповнені до іншої сторони. При цьому отримують матеріал трафаретної сітки, який мас матеріал резисту на одній стороні і регульовану висоту резисту всередині отворів трафаретної сітки. При цьому втрати емульсії фоторезисту менші, ніж у способах відомого рівня техніки. Нанесення шару резисту на захисну плівку можна виконати різними, відомими фахівцям, способами; наприклад за допомогою фігурного валика, гумового ракеля, шаблона або трафаретної сітки; і також способами, відомими як прорізне покриття, ковзне покриття, покриття ножовим пристроєм і валиком [див. «Liquid film coating», by S.F. Kistler and P.M. Schweizer, Chapmann & Hall, London, 1997]. Перший шар і/або додаткові шари резисту можна наносити у різні етапи, тобто перший і додатковий шари резисту можуть складатися з різних підшарів резисту. Переважно, щоб перший шар резисту наносився на одному етапі, і потім додатковий шар резисту наносився на іншому етапі. Перший шар резисту переважно висушують при температурі нижчій, ніж температура тверднення шару резисту. Це означає, що етап висушування б) на подальшому етапі використання матеріалу основи, не впливає на експонування шару резисту з малюнком, що відповідає друкованому зображенню. Доцільну температуру висушування вибирають залежно від використовуваного резисту, наприклад нижче 100°C, і переважно біля 50°C для резисту на водній основі, із вмістом води в 55%. Як варіант, висушування першого шару резисту можна здійснювати при температурі, що дорівнює або перевищує температуру тверднення шару резисту; за умови, що висушування викопується протягом дуже короткого терміну, щоб перший шар резисгу ще не затверднув. «Вогкість» сторони додаткового шару резисту, на яку наноситься трафаретна сітка, передбачає, що резист в'язкий, внаслідок чого під час нанесення трафаретної сітки на додатковий шар резисту він може деформуватися і/або може потекти в отвори між перемичками трафаретної сітки. Також треба зазначити, що на етапі в) додатковий шар резисту впливає на сухість першого шару резисту, внаслідок чого перший шар резисту також стає вологим до деякої 7 84459 міри в тому місці, де він примикає до додаткового шару резисту. Трафаретна сітка доходить до певної глибини в загальному шарі резисту залежно від в'язкості шару резисту і тиску, під яким трафаретну сітку наносять на додатковий шар резисту. У цьому випадку трафаретна сітка може проникнути не тільки в додатковий шар резисту, але також і в перший шар резисту. Як правило, для даного прикладеного тиску глибина, на яку проникає трафаретна сітка в першому шарі, обмежується положенням, у якому шар резисту сухий, або в якому в'язкість у шарі резисту дуже підвищилася. У цьому випадку товщина висушеного першого шару резисту може відіграти певну роль у визначенні глибини, яка досягається трафаретною сіткою в шарі резисту загалом. Для повноти потрібно додати, що нанесення трафаретної сітки на шар резисту згідно з винаходом передбачає зчеплення між трафаретною сіткою і шаром резисту. Існують різні доцільні типи трафаретної сітки для матеріалу основи, наприклад: пластмасова тканина, можливо оцинкована, ткана металева сітка, оцинкована трикотажна тканина або тканина зпластмасових ниток або металевого дроту; і електролітично формовані трафаретні сітки. Переважно, щоб номер комірки трафаретної сітки був 70500. Отвори в трафаретній сітці виконані, наприклад, круглими, прямокутними або шестикутними. Також треба зазначити, що шар резисту загалом висушують перед тим, як матеріал основи буде відправлений на зберігання або експонований для його подальшого використання. Етап г) способу згідно з даним винаходом переважно виконують в одній площині, горизонтальній або вертикальній, щоб виріб на цьому етапі після розміщення трафаретної сітки в резист не зазнавав механічних напружень до висихання резисту, наприклад під час деформації при згортанні. У способі згідно з винаходом переважно, щоб трафаретну сітку наносили без попереднього висушування додаткового шару резисту. Так забезпечується швидкий і простий спосіб виконання способу згідно з винаходом. Як варіант, додатковий шар резисту висушують заздалегідь, наприклад, для зберігання, і змочують у будь-який подальший час. Також у способі згідно з винаходом переважно, щоб наносилася трафаретна сітка, виготовлена електролітичним формуванням. Електролітично формовану трафаретну сітку отримують шляхом вирощування металевого каркасу будь-яким гальванопластичним способом на сітці електропровідних доріжок барвника. Електропровідні доріжки, які обмежують ізолювальні ділянки, відповідають перемичкам каркасу; і перемички обмежують отвори, які відповідають ізолювальним ділянкам. Як правило, після видалення барвника каркас продовжують нарощува ти на одному або декількох вторинних етапах шляхом нанесення металевого шару в гальванічній ванні. Сама електролітично формована сітка має поверхню (в описі доданих креслень вона називається контактною поверхнею) з високою мірою площинності, так як в електролітичному формуванні трафаретну сітку вирощують 8 одноманітно на плоскій перемичці, при цьому перемички мають однакову, тобто одноманітну товщину. Навпаки, тканому матеріалу властива змінна товщина через наявність ниток основи і утокових ниток, тобто там, де нитки накладаються одна на одну, її товщина подвоюється порівняно з товщиною ниток, і в інших місцях її товщина дорівнює товщині нитки), і тому він мас не таку рівну поверхню. Електролітично формовані ткані матеріали згідно з [документом US-A-4,705,608] також мають таку ж нерівну поверхню, хоч і в меншій мірі. При покритті тканого матеріалу цього типу шаром резисту наявність нерівності тканого матеріалу може ще відчуватися на поверхні шару резисту, внаслідок чого в шарі резисту підвищується рельєфність. Крім цього, висока міра площинності електролітично формованої трафаретної сітки дає однакову відстань між перемичками трафаретної сітки і поверхнею шару резисту на стороні захисної плівки. Відповідні переваги викладаються нижче у зв'язку з другим аспектом даного винаходу. У способі згідно з даним винаходом особливо бажано використовувати валик, притискна поверхня якого має матеріал покриття зі структурою відкритої комірки. Спосіб цього типу запобігає утворенню т.зв. темних плям у матеріалі основи. Темні плями формуються, наприклад, коли трафаретну сітку втискують у шар резисту під тиском валика, який блокує отвори в трафаретній сітці під час цього втиснення. При цьому повітря, що попало в блокований отвір, стискується. Внаслідок цього різниця тиску створюється між блокованим валиком отвором та іншими неблокованими отворами, внаслідок чого кількість резисту, що входить в отвори в отримуваному матеріалі основи не буде однаковою, і це буде видно на самому матеріалі основи. Така трафаретна сітка буде виглядати темніше там, де в отворах буде дуже багато резисту, звідси назва - «темні плями». Відкрита структура матеріалу покриття запобігає небажаному підвищенню тиску, який може обумовити появу темних плям. Прикладами доцільних матеріалів покриття з відкритою структурою є: ткана металева сітка, гума з відкритими порами, пінопласт або тканина з відкритою структурою. Ще одне переважне здійснення способу згідно з винаходом використовує валик, який контактує з трафаретною сіткою в дотичному напрямі по довжині, яка менша за діаметр отворів трафаретної сітки в місцеположенні контактної поверхні трафарепюї сітки. Спосіб цього типу також запобігає утворенню темних плям у матеріалі основи, так як розміри валика не дають можливість блокувати отвори, коли трафаретну сітку втискують у шар резисту. У способі згідно з винаходом бажано використовувати стисливий валик. бажано використовувати валик, який тільки ненабагато стискується, тобто ненабагато деформується, і тому може коректувати незначні нерівності на контактній поверхні трафаретної сітки. Валик переважно являє собою валик із твердої гуми, з твердістю 70-90 за Шором, переважно в поєднанні з опорним валиком зі ще більшою твердістю, наприклад, із металу. 9 84459 У ще одному переважному здійсненні цього способу перший шар резисту наносять з товщиною, яка щонайменше дорівнює товщині додаткового шару резисту, що наноситься. Для пояснення треба зазначити, що товщина обох шарів резисту означає товщину в сухому стані. Було виявлено, що матеріал основи, який отримують відповідно до цього способу, має високу міру гладкості. У способі згідно з винаходом бажано наносити додатковий шар резисту товщиною від 2 до 10мкм. Цей тип товщини виявився на практиці достатнім для нанесення ірафаретної сітки на шар резисту. З практичних причин товщина першого шару резисіу переважно складає від 5 до 20мкм. У способі згідно з винаходом також переважно, щоб додатковий шар резисту, що наноситься, був резистом того ж типу, що й перший шар нанесеного резисту. Перевага цієї обставини полягає в тому, що один тип резисту буде достатній для здійснення способу, і що перший і додатковий шари резисту будуть мати однакові властивості швидкості висихання, в'язкості, швидкості тверднення тощо. У переважному здійсненні способу згідно з винаходом між етапами б) і в) виконують два проміжних етапи: і) покривають перший шар резисту відокремлювальним листом і згортають допоміжну стр уктуру, що містить захисну плівку, перший шар резисту і відокремлювальний лист, і іі) потім розгортають згорнуту допоміжну стр уктуру і видаляють відокремлювальний лист. Необхідно пояснити, що відокремлювальпий лист покриває ту сторону шар у резисту, яка не має захисної плівки. Відокрсмлювальний лист запобігає прилипанню шару резисту, коли згортають захисну плівку, на яку нанесено висушений перший шар резисту. Якби відокремлювального листа не було, то розгортання було б утруднене. Покриття, що забезпечується відокремлювальним листом, забезпечує доцільний варіант отримання згорнутої допоміжної структури, яку неважко розгорнути. Тим самим забезпечується можливість нанесення першого шару резисту в певному місцеположенні, і при цьому другий шар резисту можна нанести в іншому місцеположенні, переважно безпосередньо після нанесення трафаретної сітки. Зразками доцільних відокремлювальних листів є етикетковий папір, силіконовий папір, білений папір або обгортковий папір. Другий аспект винаходу стосується матеріалу основи для трафаретного друку, який містить захисну плівку, шар резисту, що містить світлочутливий матеріал; і трафаретну сітк у; при цьому поверхня шару резисту на стороні, на якій присутня захисна плівка, досить гладка: значення Rz цієї поверхні нижче 15мкм. Матеріали основи цього типу забезпечують поліпшені результати трафаретного друку, як пояснюється вище. У матеріалі основи згідно з винаходом переважно, щоб відстань від перемичок трафаретної сітки до поверхні шару резисту на стороні захисної плівки була однаковою. Ця відстань означає найкоротшу відстань між перемичками і згаданою поверхнею шару резисту, тобто виміряну від точки 10 перемички найбільш глибокого проникнення в шар резисту. Згадана однакова відстань означає, що зміна відстані незначна, переважно менше ±2мкм. Матеріали основи цього типу дають поліпшення результатів трафаретного друку. Також переважно, щоб у матеріалі основи згідно з винаходом висота шару резисту була однаковою між перемичками трафаретної сітки. У цьому відношенні висота означає відстань від точки перемички, яка мас найбільш глибоке проникнення в шар резисту, і поверхнею шару резисту між двома перемичками на вільній стороні трафаретної сітки, тобто на стороні, віддаленій від захисної плівки. У цьому відношенні термін «одноманітний» означає, що зміна глибини незначна, переважно менше ±5мкм. Матеріали основи цього типу дають поліпшені результати трафаретного друку. Третій аспект винаходу стосується матеріалу основи для трафаретного друку, який містить: захисну плівку; шар резисту, що містить світлочутливий матеріал; і електролітично формовану трафаретну сітку. У цьому випадку матеріал основи переважно відповідає умовам, яких повинен дотримуватися другий аспект винаходу. Як відмічалося вище, поверхня електролітично формованої трафаретної сітки мас високу міру площинності порівняно з іншими матеріалами трафаретної сітки, і це сприятливо позначається на гладкості шару резисту на стороні захисної плівки. Захисну плівку можна виконати з різних полімерних матеріалів, наприклад: із поліетилену, поліпропілену, складного поліефіру, полівінілхлориду, поліакрилату, поліетилентерефталату, ноліетилеиіміну, полібензтіазолу, хлорованого полівінілхлориду тощо. Товщина плівки становить, наприклад, 25 500мкм. Резист, UtO використовується для шару резисту, переважно є резистом на основі органічних розчинників або води. Вміст сухої речовини резисту переважно становить 30-60%. Розмір частинок резисту: переважно менше 25мкм, більш переважно менше 10мкм. В'язкість резисту переважно складає від 1000-4000сП. Резист містить складові, вибрані з групи, що складається з: УФполіакрилату, полівінілацетату, полівінілового спирту, алкідної, епоксидної, меламіиової, біхроматової сполуки, діазо-сполуки, водного стиролубутадієнового фотополімеру SBQ. Як відмічено вище, переважно використовува ти той же резист. що і для першого шару резисту, і для додаткового шару резисту. Також переважно, щоб поверхневе натягнення резисту, що наноситься безпосередньо на плівку, було меншим, або дорівнювало йому, поверхневому натягненню плівки, щоб забезпечити сприятливу текучість резисту на плівці при нанесенні першого шару резисту. Для цього, як варіант, також можна збільшити поверхневе натягнення плівки за рахунок попередньої обробки в коротроні. Винахід далі пояснюється приведеним нижче прикладом. Приклад 1 При температурі навколишнього середовища перший шар резисту наносять ножовим пристроєм, або валковим нанесенням, на плівку зі склад 11 84459 ного поліефіру товщиною 100мкм. Плівка складного поліефіру має значення Rz від 0,3 до 0,4мкм і поверхневе натягнення: 40 38мН/м. Резист мас поверхневе натягнення від 35 до 38мН/м. Резистом є водна емульсія, яка твердне УФвипромінюванням, із вмістом сухої речовини в 50%, і з в'язкістю 3000сП. Резист являє собою суху речовину УФ-поліакрилату, полівінілцетату, полівінілового спирту і діазо-сполуки. Розмір частинок резисту - в середньому 1,5мкм. Перший шар резисту висушують при 50°C, і він має товщину 10мкм після висушування. Висушену допоміжну стр уктуру, яка складається із плівки складного поліефіру і першого шару резисту, згортають, і при цьому шар резисту покривають відокремлювальним листом. На наступному етапі згорнуту допоміжну стр уктуру розгортають, і додатковий шар резисту наносять па перший шар резисту способом, аналогічним описаному ви ще для першого шар у резисту. Відразу після цього трафаретну сітку наносять у ще вологому шарі резисту за допомогою валика, після чого висушують при 50°C. Валик с гумовим валиком, із твердістю 90 за Шором, і він прикладає тиск величиною 2 бари. Отриманий матеріал основи згортують з відокремлювальним листом. Товщин у додаткового шару визначають потім на висохлій частині, на якій трафаретна сітка не нанесена, і вона становить 6мкм. Винахід також пояснюється за допомогою доданого креслення, на якому: Фіг.1 зображує схему виконання згідно з винаходом. Комп’ютерна в ерстка В. Клюкін 12 Фіг.1 показує встановлений з можливістю його обертання притискний валик 1, зроблений із твердої гуми (з твердістю 70-90 за Шором), опорний валик 3 з металу (з твердістю за Шором такою ж, як і в притискному валику 1). Починаючи з правого боку креслення: електролітично формована трафаретна сітка 5 поступає зверху і являє собою сітку перемичок 6, що обмежують отвори 7. Одночасно структура, яка містить плівку 10 складного поліефіру і шар 13 резисту, який складається з першого шару 15 резисту і додаткового шару 17 резисту, подається з правого боку під трафаретною сіткою 5. Трафаретну сітку 5 втискують у шар 13 резисту між притискним валиком 1 і опорним валиком 3. Під час цього процесу трафаретна сітка 5 проникає через додатковий шар 17 резисту і частково в перший шар 15 резисту. Таким чином, матеріал основи 25 згідно з винаходом отримують на лівій стороні валиків 1 і 3; і цей матеріал основи 25 має наступні характеристики. Відстань d від трафаретної сітки до поверхні шару 13 резисту на стороні захисної плівки 10 однакова. Відстань d представлена як відстань між поверхнею 18 шару 13 резисту на стороні плівки 10, з одного боку, і дотичною площиною 19 перемичок трафаретної сітки 5 па стороні, яка виступає в шар 13 резисту, з іншого боку. Висота h шару 13 резисту також однакова між перемичками 6. Тобто, висота h є відстанню між дотичною площиною 19 перемичок трафаретної сітки і поверхнею шару 13 резисту між двома перемичками 6 на тій стороні матеріалу 25 основи, на якій трафаретна сітка 5 виступає з шару 13 резисту. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a base material for screen printing and base material of that type (variants)
Автори англійськоюBlankenborg Stephanus Gerardus Johannes
Назва патенту російськоюСпособ изготовления материала основы для трафаретной печати и материал основы такого типа (варианты)
Автори російськоюБланкенборг Стефанус Герардус Йоханнес
МПК / Мітки
МПК: G03F 7/00, B41F 15/34
Мітки: матеріал, спосіб, друку, типу, трафаретного, основі, цього, варіанти, матеріалу, виготовлення
Код посилання
<a href="https://ua.patents.su/6-84459-sposib-vigotovlennya-materialu-osnovi-dlya-trafaretnogo-druku-i-material-osnovi-cogo-tipu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу (варіанти)</a>
Структурний металокерамічний композиційний матеріал (варіанти) та спосіб виготовлення цього матеріалу (варіанти)
Номер патенту: 42735
Опубліковано: 15.11.2001
Автори: ТРОТШУЕ Алєксандр Владіміровіч, ЛЄВАШОВ Євгеній Алєксандровіч, ХОСОМІ Сатору, БОРОВІНСКАЯ Інна Пєтровна, Коізумі Мітсуе, ОХІЯНАГІ Мансші
МПК: C22C 29/00, C22C 1/05, B22F 3/23, B22F 3/10, B22F 3/16
Мітки: варіанти, металокерамічний, структурний, цього, композиційний, матеріалу, матеріал, виготовлення, спосіб
Формула / Реферат:
1. Структурный металлокерамический композиционный материал, содержащий одну или более каркасных структур, отличающийся тем, что каждая каркасная структура состоит из трех пространственно соединенных частей, по крайней мере, одного тугоплавкого материала, выбранного из карбида, борида, нитрида и силицида титана, циркония, тантала, ниобия, кремния, хрома, вольфрама или молибдена, и металлического материала, являющегося сплавом и/или...
Невпорядкований багатокомпонентний електрохімічний воднепоглинальний матеріал на основі мgni ( варіанти), метало водневий акумулятор з цього матеріалу, спосіб одержання матеріалу на основі мgni ( варіанти) та с
Номер патенту: 37275
Опубліковано: 15.05.2001
Автори: Рейхман Бенджамін, Фетченко Майкл А., Овшинські Стенфорд Р., Ім Джун, Чао Бенджамін, Янг Кво
МПК: H01M 4/46
Мітки: багатокомпонентний, невпорядкований, матеріалу, основі, матеріал, одержання, цього, водневий, воднепоглинальний, варіанти, спосіб, акумулятор, електрохімічний, мgni, метало
Формула / Реферат:
1. Невпорядкований багатокомпонентний електрохімічний воднепоглинальний матеріал на основі MgNi складу:(головний сплав) аМb,де: головний сплав - сплав Mg і Ni у співвідношенні від 1:2 до 2:1, М являє собою , принаймні, один модифікуючий елемент, вибраний із групи, що складається із Co, Mn, А1,Fe, Cu, Mo, W, Сг, V, Ті, Zr, Sn, Th, Si, Zn, Li, Cd, Na, Pb, La, Mm (миш-метал), і Са;b - більше 0,5 % ат. і менше 30%...
Фотополімеризаційноздатна композиція для виготовлення друкарських форм трафаретного та плоского офсетного способів друку
Номер патенту: 3624
Опубліковано: 15.12.2004
Автори: Кукура Юрій Андрійович, Нізельський Юрій Миколайович, Шибанов Володимир Вікторович, Мельников Олександр Валерійович
МПК: G03F 7/085
Мітки: плоского, способів, виготовлення, офсетного, форм, фотополімеризаційноздатна, композиція, друку, друкарських, трафаретного
Формула / Реферат:
Фотополімеризаційноздатна композиція для виготовлення друкарських форм трафаретного та плоского офсетного способів друку, що містить модифікований полівініловий спирт (МПВС) та фотоініціатор, яка відрізняється тим, що як фотоініціатор містить 2,2-біс-(8-окси-3,6-діоксаоктилокси)фенілетанон (ФАТ) у такому співвідношенні компонентів, мас %: МПВС 97,0-98,8 ФАТ 1,2-3,0.
Ламінований пакувальний матеріал, спосіб його виготовлення та пакувальна тара, виготовлена з цього пакувального матеріалу
Номер патенту: 81397
Опубліковано: 10.01.2008
Автори: Ліндквіст Ульф, Бентмар Матс, Берлін Мікаель, Флеммер Катаріна
МПК: C08K 3/36, B32B 29/00, C08L 3/00, D21H 19/00, B32B 27/18, D21H 27/10, C08K 7/00, B65D 65/40, C08L 29/00
Мітки: спосіб, ламінований, матеріалу, виготовлення, пакувальний, цього, матеріал, виготовлена, пакувальна, тара, пакувального
Формула / Реферат:
1. Ламінований пакувальний матеріал (10), що включає каркасний шар (11) і захисний шар (14), сформований з рідкої композиції, яка містить дисперсію або розчин полімеру, крохмалю або похідної крохмалю, на одному з боків каркасного шару, при цьому захисний шар містить також частинки аморфного SiO2, який відрізняється тим, що частинки аморфного SiO2 присутні в захисному шарі у вигляді частинок колоїдних розмірів в кількості більше 40 мас. %, але...
Спосіб (варіанти) виготовлення багатошарового матеріалу, багатошарове скло, отримане цим способом, а також пристрій (варіанти) для здійснення цього способу
Номер патенту: 77480
Опубліковано: 15.12.2006
Автори: Бурсьє Девід Пол, Коран Франсуа Андре, Кроммен Хан Ерберт Ліліане
МПК: C03C 27/12, B32B 17/06
Мітки: цим, способу, скло, варіанти, цього, спосіб, отримане, здійснення, пристрій, способом, матеріалу, багатошарове, багатошарового, також, виготовлення
Формула / Реферат:
1. Спосіб виготовлення багатошарового матеріалу, що містить наступні етапи:позиціонування синтетичного матеріалу, що має вміст вологи менше 0,35 вагових відсотків по відношенню до його ваги, навпроти щонайменше однієї жорсткої підкладки,попереднє нагрівання щонайменше однієї жорсткої підкладки або синтетичного матеріалу, або будь-якої їх комбінації до температури склеювання, склеювання синтетичного матеріалу і підкладки за...
Попередній патент: Спосіб введення тексту і команд в портативний цифровий пристрій та наручний комп`ютер для його реалізації
Наступний патент: Застосування сульфонілкарбамідів для боротьби з небажаним ростом рослин в культурах бобових
Випадковий патент: Спосіб артродезу дегенеративно-дистрофічних уражень півмісяцевої кістки зап'ястка