Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей
Номер патенту: 85361
Опубліковано: 11.11.2013
Автори: Подгребельний Микола Семенович, Лупкін Борис Володимирович, Титов Вячеслав Андрійович
Формула / Реферат
Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей, яка характеризується тим, що містить каркас, в якому розташована довгомірна панель, призначена для обробки, перед панеллю встановлено дробоструминну головку (ДГ), усередині якої розміщені гнучкі елементи (дріб), ДГ забезпечена приводом, виконаним з можливістю її переміщення в трикоординатному просторі, до ДГ через блок його управління (БУ) підведене стиснене повітря, з протилежного боку від ДГ встановлено технічний засіб вимірювання (ТЗВ) місцевої кривизни оброблюваної панелі безконтактним методом, ТЗВ має привід, виконаний з можливістю його переміщення в трикоординатному просторі, система має також системний блок управління (СБУ), виконаний на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій, до СБУ у свою чергу підключені також: привід ДГ, БУ, ТЗВ, привід ТЗВ.
Текст
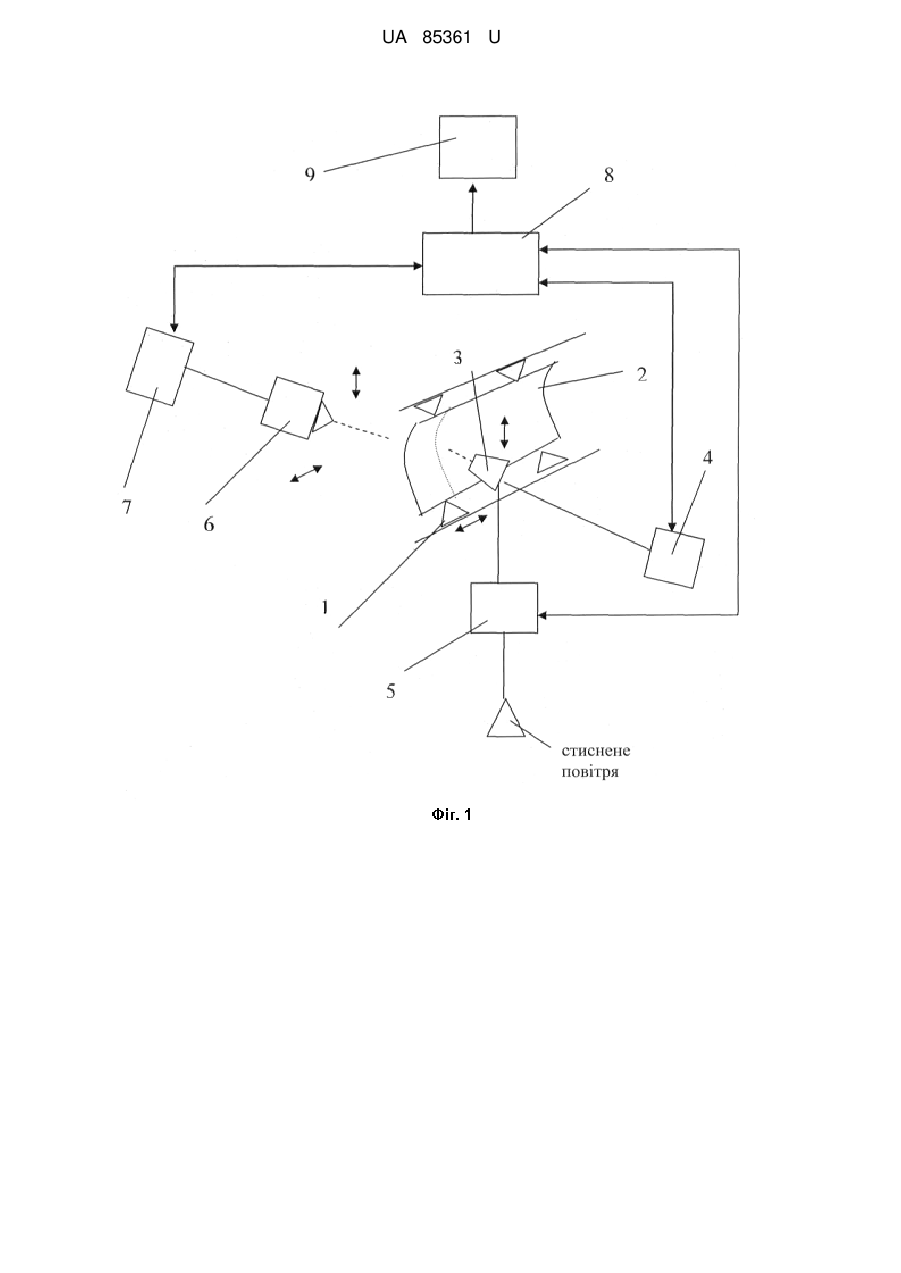
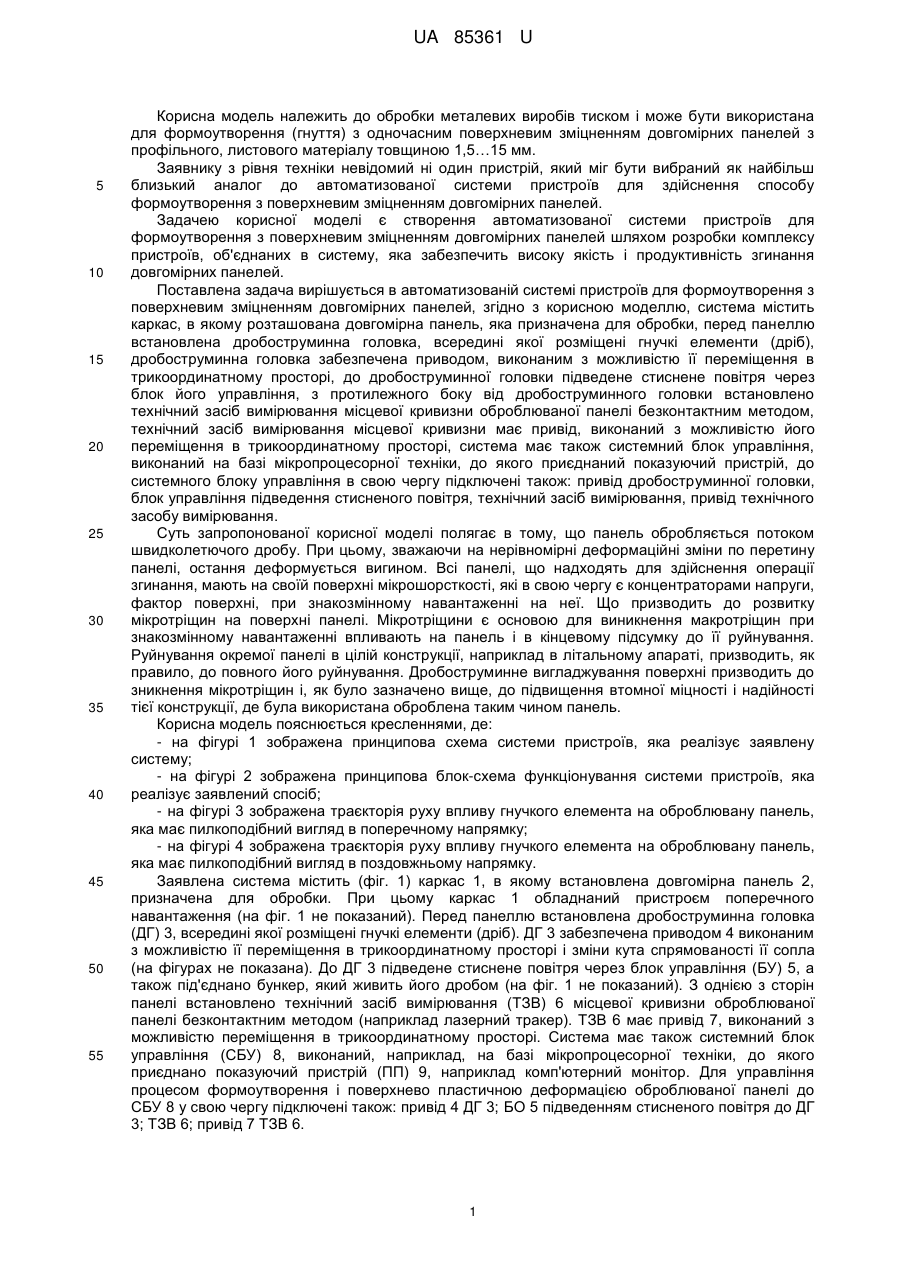
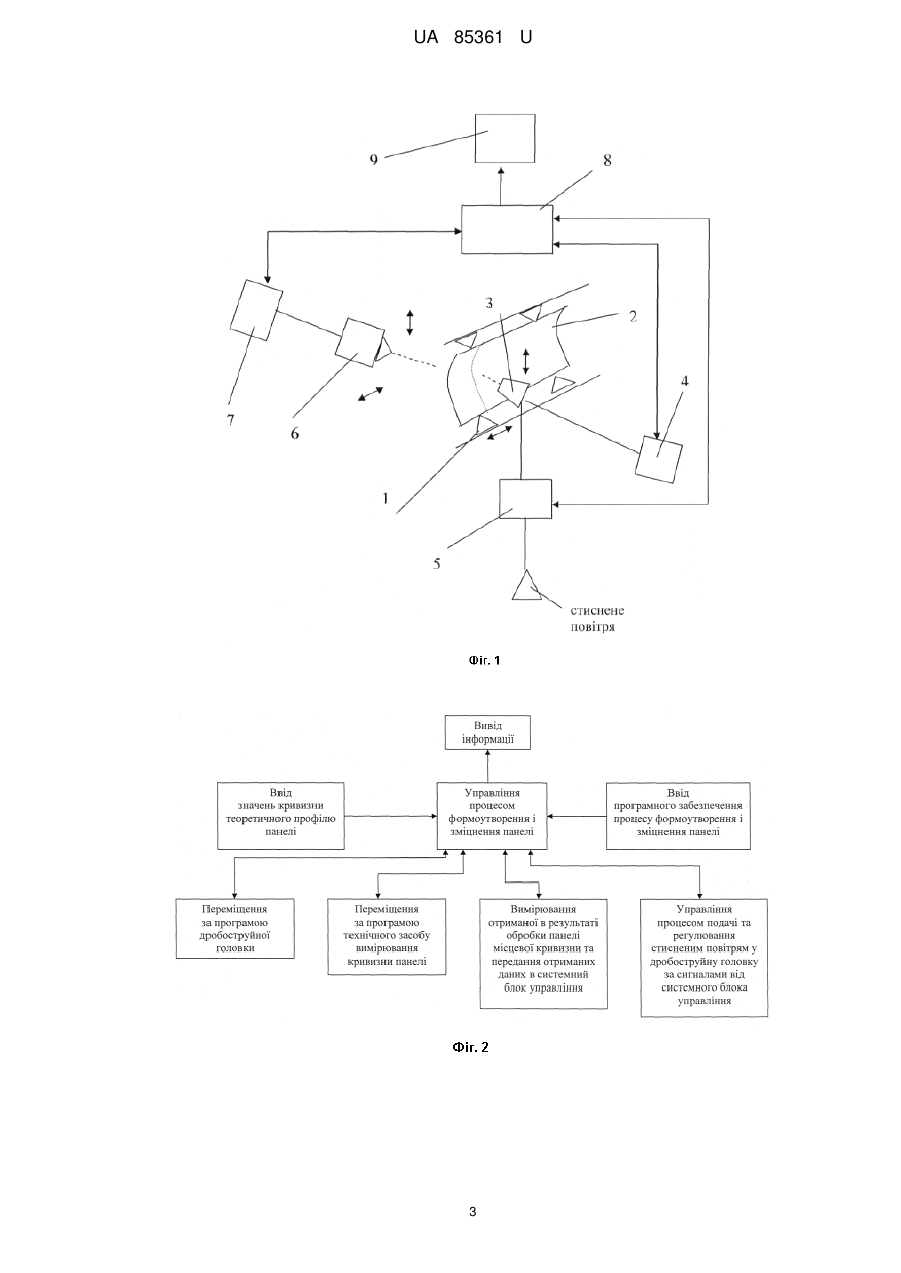
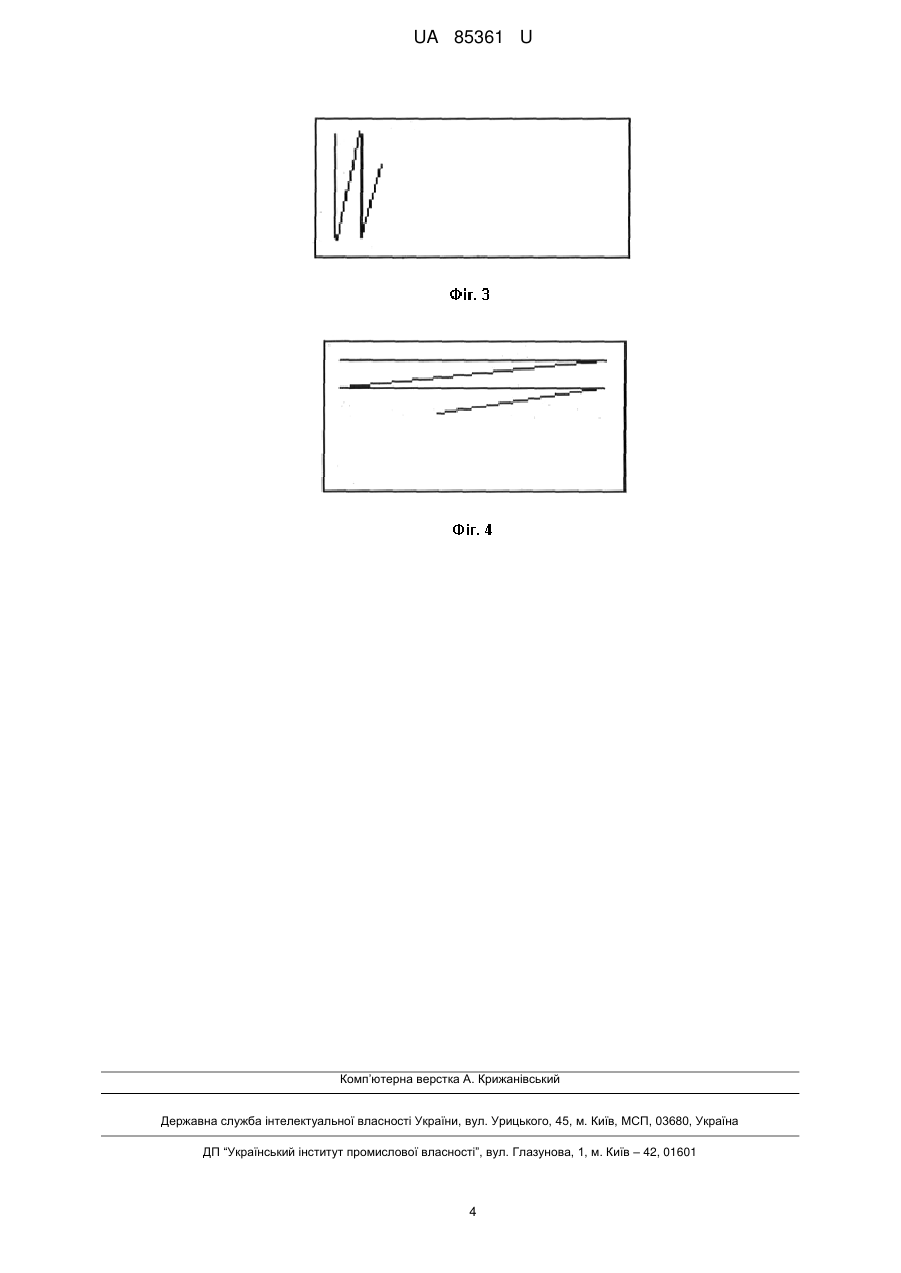
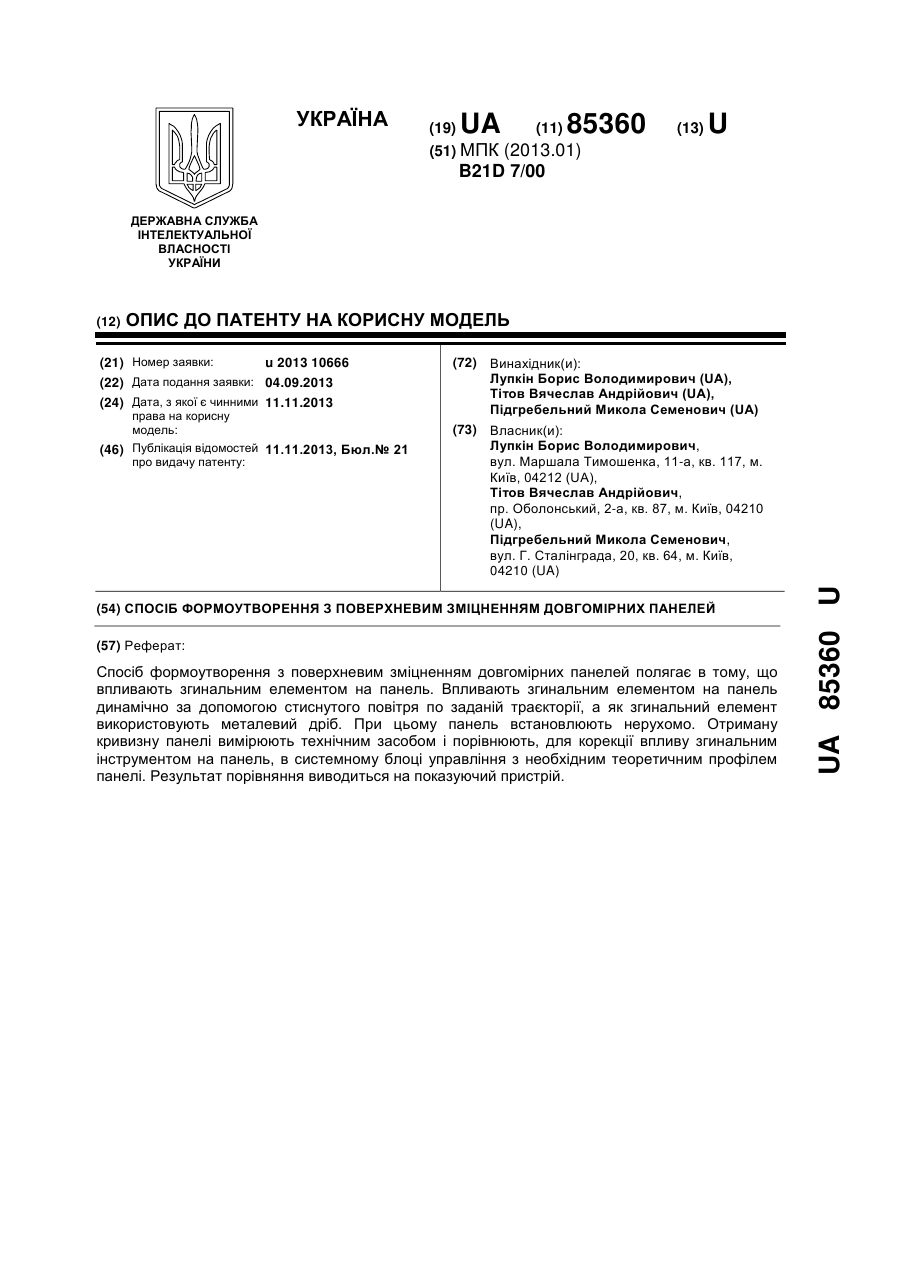
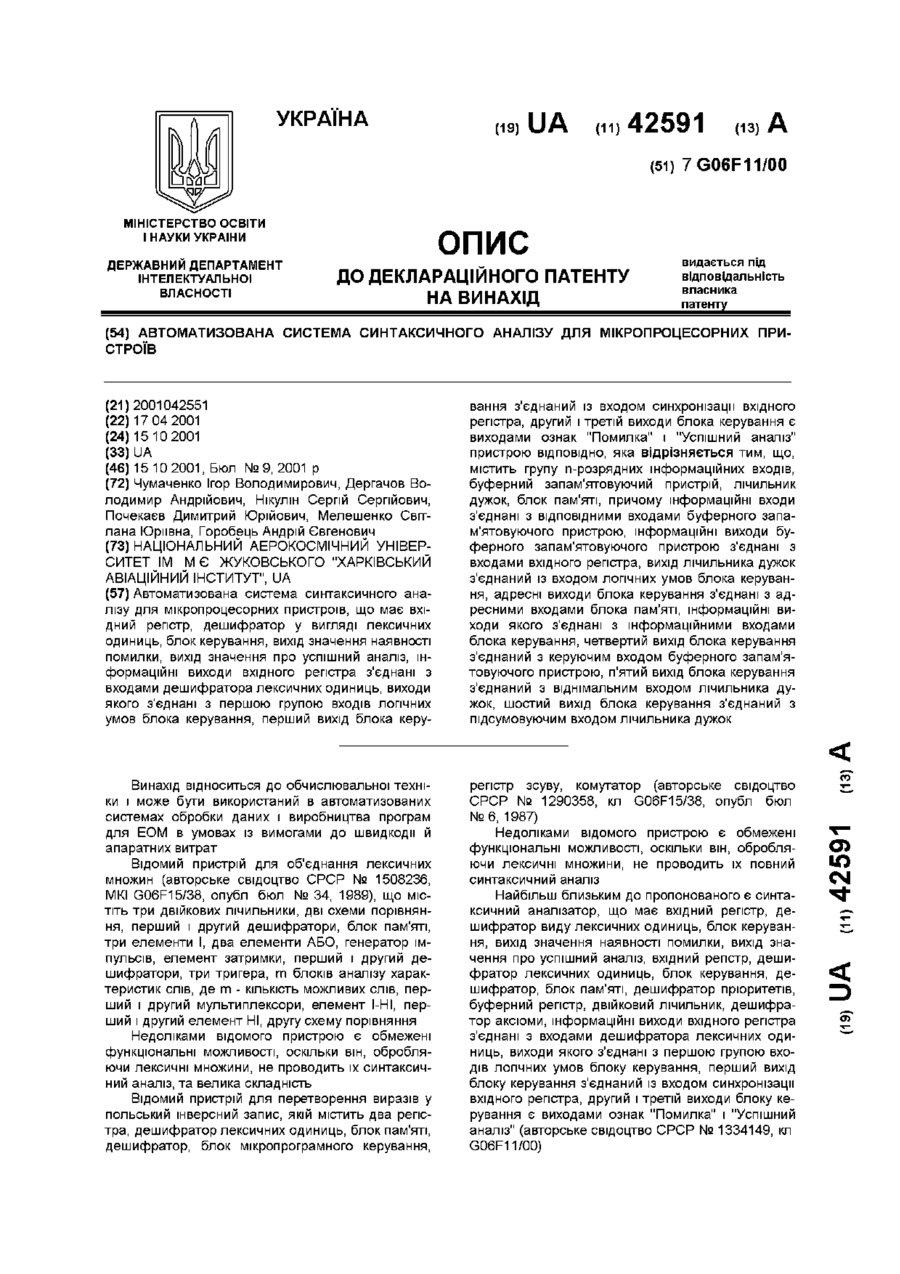
Реферат: Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей містить каркас, в якому розташована довгомірна панель, перед якою встановлено дробоструминну головку (ДГ), усередині якої розміщені гнучкі елементи (дріб). ДГ оснащена приводом, виконаним з можливістю її переміщення в трикоординатному просторі. До ДГ через блок його управління (БУ) підведене стиснене повітря. З протилежного боку від ДГ встановлено технічний засіб вимірювання (ТЗВ) місцевої кривизни оброблюваної панелі безконтактним методом. ТЗВ має привід, виконаний з можливістю його переміщення в трикоординатному просторі. Система має також системний блок управління (СБУ), виконаний на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій. До СБУ підключені також: привід ДГ, БУ, ТЗВ, привід ТЗВ. UA 85361 U (12) UA 85361 U UA 85361 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металевих виробів тиском і може бути використана для формоутворення (гнуття) з одночасним поверхневим зміцненням довгомірних панелей з профільного, листового матеріалу товщиною 1,5…15 мм. Заявнику з рівня техніки невідомий ні один пристрій, який міг бути вибраний як найбільш близький аналог до автоматизованої системи пристроїв для здійснення способу формоутворення з поверхневим зміцненням довгомірних панелей. Задачею корисної моделі є створення автоматизованої системи пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей шляхом розробки комплексу пристроїв, об'єднаних в систему, яка забезпечить високу якість і продуктивність згинання довгомірних панелей. Поставлена задача вирішується в автоматизованій системі пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей, згідно з корисною моделлю, система містить каркас, в якому розташована довгомірна панель, яка призначена для обробки, перед панеллю встановлена дробоструминна головка, всередині якої розміщені гнучкі елементи (дріб), дробоструминна головка забезпечена приводом, виконаним з можливістю її переміщення в трикоординатному просторі, до дробоструминної головки підведене стиснене повітря через блок його управління, з протилежного боку від дробоструминного головки встановлено технічний засіб вимірювання місцевої кривизни оброблюваної панелі безконтактним методом, технічний засіб вимірювання місцевої кривизни має привід, виконаний з можливістю його переміщення в трикоординатному просторі, система має також системний блок управління, виконаний на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій, до системного блоку управління в свою чергу підключені також: привід дробоструминної головки, блок управління підведення стисненого повітря, технічний засіб вимірювання, привід технічного засобу вимірювання. Суть запропонованої корисної моделі полягає в тому, що панель обробляється потоком швидколетючого дробу. При цьому, зважаючи на нерівномірні деформаційні зміни по перетину панелі, остання деформується вигином. Всі панелі, що надходять для здійснення операції згинання, мають на своїй поверхні мікрошорсткості, які в свою чергу є концентраторами напруги, фактор поверхні, при знакозмінному навантаженні на неї. Що призводить до розвитку мікротріщин на поверхні панелі. Мікротріщини є основою для виникнення макротріщин при знакозмінному навантаженні впливають на панель і в кінцевому підсумку до її руйнування. Руйнування окремої панелі в цілій конструкції, наприклад в літальному апараті, призводить, як правило, до повного його руйнування. Дробоструминне вигладжування поверхні призводить до зникнення мікротріщин і, як було зазначено вище, до підвищення втомної міцності і надійності тієї конструкції, де була використана оброблена таким чином панель. Корисна модель пояснюється кресленнями, де: - на фігурі 1 зображена принципова схема системи пристроїв, яка реалізує заявлену систему; - на фігурі 2 зображена принципова блок-схема функціонування системи пристроїв, яка реалізує заявлений спосіб; - на фігурі 3 зображена траєкторія руху впливу гнучкого елемента на оброблювану панель, яка має пилкоподібний вигляд в поперечному напрямку; - на фігурі 4 зображена траєкторія руху впливу гнучкого елемента на оброблювану панель, яка має пилкоподібний вигляд в поздовжньому напрямку. Заявлена система містить (фіг. 1) каркас 1, в якому встановлена довгомірна панель 2, призначена для обробки. При цьому каркас 1 обладнаний пристроєм поперечного навантаження (на фіг. 1 не показаний). Перед панеллю встановлена дробоструминна головка (ДГ) 3, всередині якої розміщені гнучкі елементи (дріб). ДГ 3 забезпечена приводом 4 виконаним з можливістю її переміщення в трикоординатному просторі і зміни кута спрямованості її сопла (на фігурах не показана). До ДГ 3 підведене стиснене повітря через блок управління (БУ) 5, а також під'єднано бункер, який живить його дробом (на фіг. 1 не показаний). З однією з сторін панелі встановлено технічний засіб вимірювання (ТЗВ) 6 місцевої кривизни оброблюваної панелі безконтактним методом (наприклад лазерний тракер). ТЗВ 6 має привід 7, виконаний з можливістю переміщення в трикоординатному просторі. Система має також системний блок управління (СБУ) 8, виконаний, наприклад, на базі мікропроцесорної техніки, до якого приєднано показуючий пристрій (ПП) 9, наприклад комп'ютерний монітор. Для управління процесом формоутворення і поверхнево пластичною деформацією оброблюваної панелі до СБУ 8 у свою чергу підключені також: привід 4 ДГ 3; БО 5 підведенням стисненого повітря до ДГ 3; ТЗВ 6; привід 7 ТЗВ 6. 1 UA 85361 U 5 10 15 20 25 30 35 Автоматизованої система пристроїв для здійснення способу формоутворення з поверхневим зміцненням довгомірних панелей працює наступним чином (фіг. 1, фіг. 2). У каркасі 1 розміщують панель 2 призначену для обробки. В СБУ 8 вводять відповідне програмне забезпечення обводу ДГ 3 та ТЗВ 6 панелі і вводять значення кривизни теоретичного профілю панелі, а також момент включення і виключення подачі стисненого повітря в ДГ 3 і його параметри. Отримане значення місцевої кривизни оброблюваної панелі 2 надходить в СБУ 8 і порівнюється в ньому з необхідним теоретичним профілем панелі, а результат порівняння виводиться на ПП 9 в табличному і/або в графічному вигляді для корекції процесу формоутворення в автоматичному режимі або самим оператором. До БУ 5 ДГ 3 підключають джерело стисненого повітря. На початку роботи системи СБУ 8 подає сигнал для установки ДГ 3 (за допомогою приводу 4) і ТЗВ 6 (за допомогою приводу 7) у вихідну точку. Після подачі сигналу від СБУ 8 на включення приводів ДГ 3, ТЗВ 6 і подачі стисненого повітря в ДГ 3 починається процес обробки панелі. При цьому з дробоструминної головки 3 за допомогою стиснутого повітря вилітає дріб. Параметри стисненого повітря і геометрії металевого дробу вибирають, виходячи із забезпечення згинаючим елементам (дробу) кінетичної енергії в межах від 1,0 до 6,0 Дж. Наприклад, тиск стисненого повітря, що підводиться до ДГ 3, лежить в межах від 400 кПа до 600 кПа, діаметр дробу (сталевих кульок) лежить в межах від 0,8 мм до 2,0 мм. Задана траєкторія руху впливу гнучкого елемента на оброблювану панель має, наприклад, пилкоподібний вигляд в поперечному і/або поздовжньому напрямку (фіг. 3 і фіг. 4) і задається програмою через системний блок управління 8. Програмою обробки допускається зупинка (витримка) ДГ 3 в певних місцях траєкторії її руху (час витримки 15-120 сек). Швидкість переміщення по оброблюваної панелі і параметри траєкторії руху ДГ 3 перед оброблюваної панелі лежать в наступних межах: швидкість переміщення - 100…600 (мм/хв); крок (можливий змінний) у поперечному напрямку - 10…50 (мм); крок (можливий змінний) поздовжньому напрямку - 10…50 (мм). Отриману кривизну панелі 1 вимірюють безконтактним ТЗВ 6, наприклад лазерним або ультразвуковим, або радіочастотним, або будь-якими іншими, і порівнюють отримані дані в СБУ 8 з теоретичними значенням, для корекції впливу згинаючим інструментом на панель 2, і висновок процесу порівнювання на ПП 9 з введеним в нього табличними значеннями і/або потрібним теоретичним профілем. Процес формоутворення здійснюють таким чином за 1-3 проходу. Таким чином заявлена автоматизована система дозволяє значно підвищити продуктивність і якість обробки панелі і одночасно поєднати процес її згинання з процесом поверхневого зміцнення, що в свою чергу дозволить підвищити втомну міцність панелі і надійність конструкції, де вона використовується. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей, яка характеризується тим, що містить каркас, в якому розташована довгомірна панель, призначена для обробки, перед панеллю встановлено дробоструминну головку (ДГ), усередині якої розміщені гнучкі елементи (дріб), ДГ забезпечена приводом, виконаним з можливістю її переміщення в трикоординатному просторі, до ДГ через блок його управління (БУ) підведене стиснене повітря, з протилежного боку від ДГ встановлено технічний засіб вимірювання (ТЗВ) місцевої кривизни оброблюваної панелі безконтактним методом, ТЗВ має привід, виконаний з можливістю його переміщення в трикоординатному просторі, система має також системний блок управління (СБУ), виконаний на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій, до СБУ у свою чергу підключені також: привід ДГ, БУ, ТЗВ, привід ТЗВ. 2 UA 85361 U 3 UA 85361 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 7/00
Мітки: пристроїв, зміцненням, панелей, формоутворення, автоматизована, поверхневим, система, довгомірних
Код посилання
<a href="https://ua.patents.su/6-85361-avtomatizovana-sistema-pristrov-dlya-formoutvorennya-z-poverkhnevim-zmicnennyam-dovgomirnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей</a>
Спосіб формоутворення з поверхневим зміцненням довгомірних панелей
Номер патенту: 85360
Опубліковано: 11.11.2013
Автори: Лупкін Борис Володимирович, Титов Вячеслав Андрійович, Підгребельний Микола Семенович
МПК: B21D 7/00
Мітки: спосіб, панелей, формоутворення, поверхневим, зміцненням, довгомірних
Формула / Реферат:
1. Спосіб формоутворення з поверхневим зміцненням довгомірних панелей, що полягає в тому, що впливають згинаючим елементом на панель, який відрізняється тим, що впливають згинаючим елементом на панель динамічно за допомогою стиснутого повітря по заданій траєкторії, а як згинальний елемент використовують металевий дріб, при цьому панель встановлюють нерухомо, при цьому отриману кривизну панелі вимірюють технічним засобом і порівнюють, для...
Автоматизована система синтаксичного аналізу для мікропроцесорних пристроїв
Номер патенту: 42591
Опубліковано: 15.10.2003
Автори: Чумаченко Ігор Володимирович, Дергачов Володимир Андрійович, Нікулін Сергій Сергійович, Мелешенко Світлана Юріївна, Горобець Андрій Євгенович, Почекаєв Димитрий Юрійович
МПК: G06F 11/00, G10L 15/00
Мітки: автоматизована, система, мікропроцесорних, аналізу, пристроїв, синтаксичного
Формула / Реферат:
Автоматизована система синтаксичного аналізу для мікропроцесорних пристроїв, що має вхідний регістр, дешифратор лексичних одиниць, блок керування, вихід значення наявності помилки, вихід значення про успішний аналіз, інформаційні виходи вхідного регістра з'єднані з входами дешифратора лексичних одиниць, виходи якого з'єднані з першою групою входів логічних умов блока керування, перший вихід блока керування з'єднаний із входом синхронізації...
Автоматизована теплогідромеліоративна система
Номер патенту: 49688
Опубліковано: 11.05.2010
Автори: Пінчук Олег Леонідович, Мельник Володимир Сергійович, Востріков Володимир Петрович
МПК: A01G 23/06
Мітки: теплогідромеліоративна, система, автоматизована
Формула / Реферат:
Автоматизована теплогідромеліоративна система, що включає насосну станцію, магістральний, розподільний, збірний та скидний трубопроводи, яка відрізняється тим, що теплогідромеліоративна система обладнана секціями гнучких тонкостінних оболонок-теплообмінників, які лежать на поверхні ґрунту, крапельною зволожувальною системою та трирівневою системою автоматизованого керування із безпровідним зв'язком між окремими рівнями, яка включає автономно...
Автоматизована система керування пожежовибухобезпекою
Номер патенту: 10307
Опубліковано: 15.11.2005
Автори: Воржев Валерій Валерійович, Котяхов Володимир Васильович, Виноградов Віктор Євгенович, Троїцький Віктор Ісакович
МПК: G05B 15/00
Мітки: система, автоматизована, керування, пожежовибухобезпекою
Формула / Реферат:
1. Автоматизована система керування пожежовибухобезпекою, що містить датчики пожежі та газу, обчислювальний пристрій, а також датчики параметрів роботи обладнання, датчики параметрів навколишнього середовища і датчики параметрів технологічних процесів, що підключені до відповідних входів обчислювального пристрою, а також органи управління, електрично зв'язані з обчислювальним пристроєм, яка відрізняється тим, що вона додатково оснащена...
Енергозберігаюча автоматизована система управління котельним агрегатом теплових електростанцій
Номер патенту: 82810
Опубліковано: 12.08.2013
Автори: Канюк Геннадій Іванович, Мезеря Андрій Юрійович, Лаптінова Катерина Володимирівна
МПК: F22B 35/00
Мітки: котельним, агрегатом, система, автоматизована, управління, теплових, енергозберігаюча, електростанцій
Формула / Реферат:
Енергозберігаюча автоматизована система управління котельним агрегатом теплових електростанцій, що складається з датчиків витрати пари, датчиків тиску пари, датчиків температури пари, датчиків витрати живильної води, датчиків витрати палива, датчиків витрати повітря, регуляторів, яка відрізняється тим, що додатково містить блок еталонної моделі котельного агрегату, блок формування функції втрат енергії в котельному агрегаті, блок формування...
Попередній патент: Спосіб формоутворення з поверхневим зміцненням довгомірних панелей
Наступний патент: Препарат ветеринарний дезінфікуючий “бі-дез”
Випадковий патент: Електромеханічний замок