Спосіб формоутворення з поверхневим зміцненням довгомірних панелей
Номер патенту: 85360
Опубліковано: 11.11.2013
Автори: Підгребельний Микола Семенович, Титов Вячеслав Андрійович, Лупкін Борис Володимирович

Формула / Реферат
1. Спосіб формоутворення з поверхневим зміцненням довгомірних панелей, що полягає в тому, що впливають згинаючим елементом на панель, який відрізняється тим, що впливають згинаючим елементом на панель динамічно за допомогою стиснутого повітря по заданій траєкторії, а як згинальний елемент використовують металевий дріб, при цьому панель встановлюють нерухомо, при цьому отриману кривизну панелі вимірюють технічним засобом і порівнюють, для корекції впливу згинаючим інструментом на панель, в системному блоці управління з необхідним теоретичним профілем панелі, а результат порівняння виводиться на показуючий пристрій.
2. Спосіб формоутворення за п. 1, який відрізняється тим, що параметри стиснутого повітря і геометрія металевого дробу вибирають виходячи із забезпечення згинаючим елементам (дробу) кінетичної енергії в межах від 1,0 до 6,0 Дж.
3. Спосіб формоутворення за п. 1, який відрізняється тим, що задана траєкторія руху впливу згинального елемента на оброблювану панель має пікоподібну форму в поперечному і/або поздовжньому напрямку.
4. Спосіб формоутворення за п. 3, який відрізняється тим, що швидкість переміщення по оброблюваній панелі, параметри траєкторії руху впливу згинального елемента по оброблюваній панелі лежать в наступних межах:
швидкість переміщення - 100…600 (мм/хв);
крок у поперечному напрямку - 10…50 (мм);
крок у поздовжньому напрямку - 10…50 (мм).
Текст
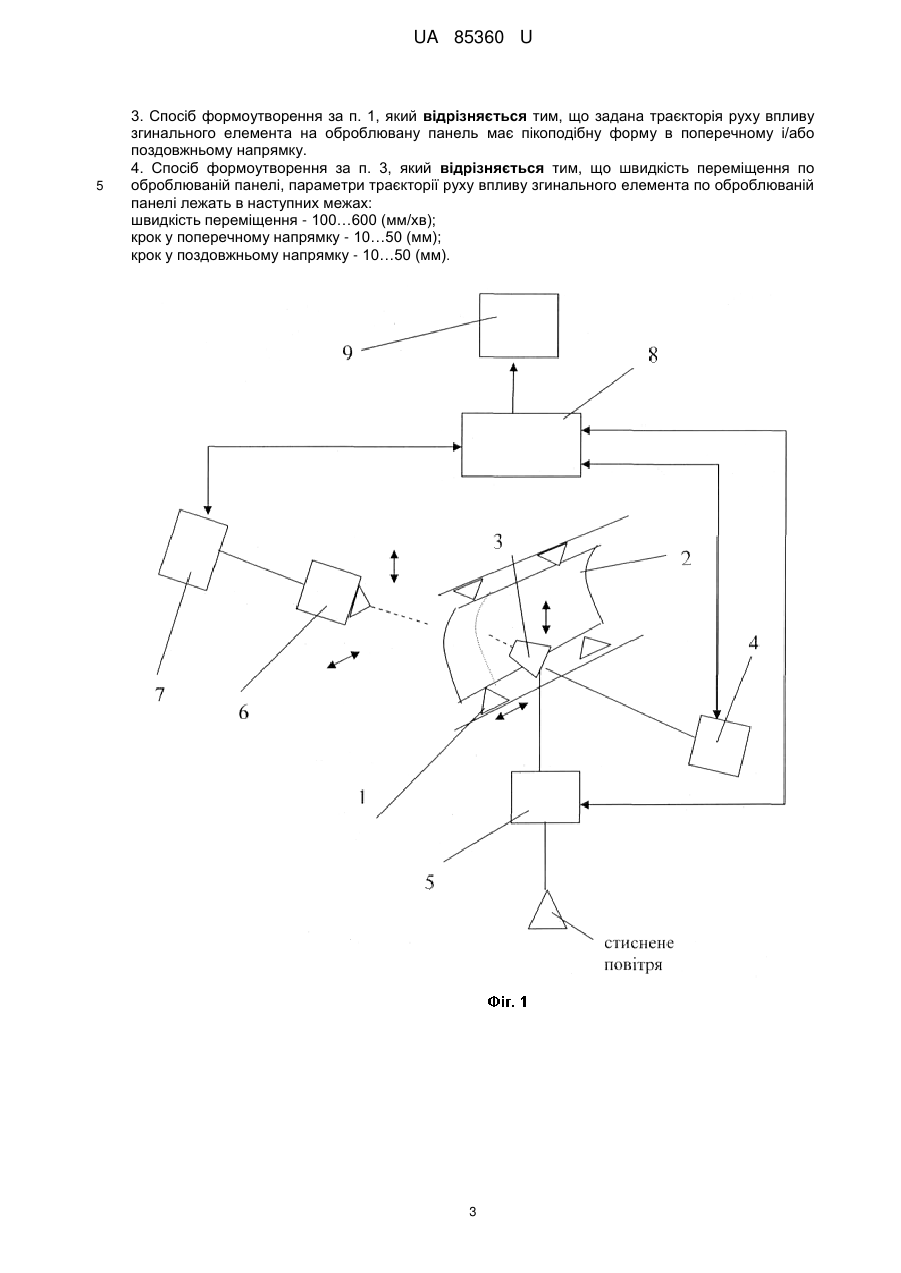
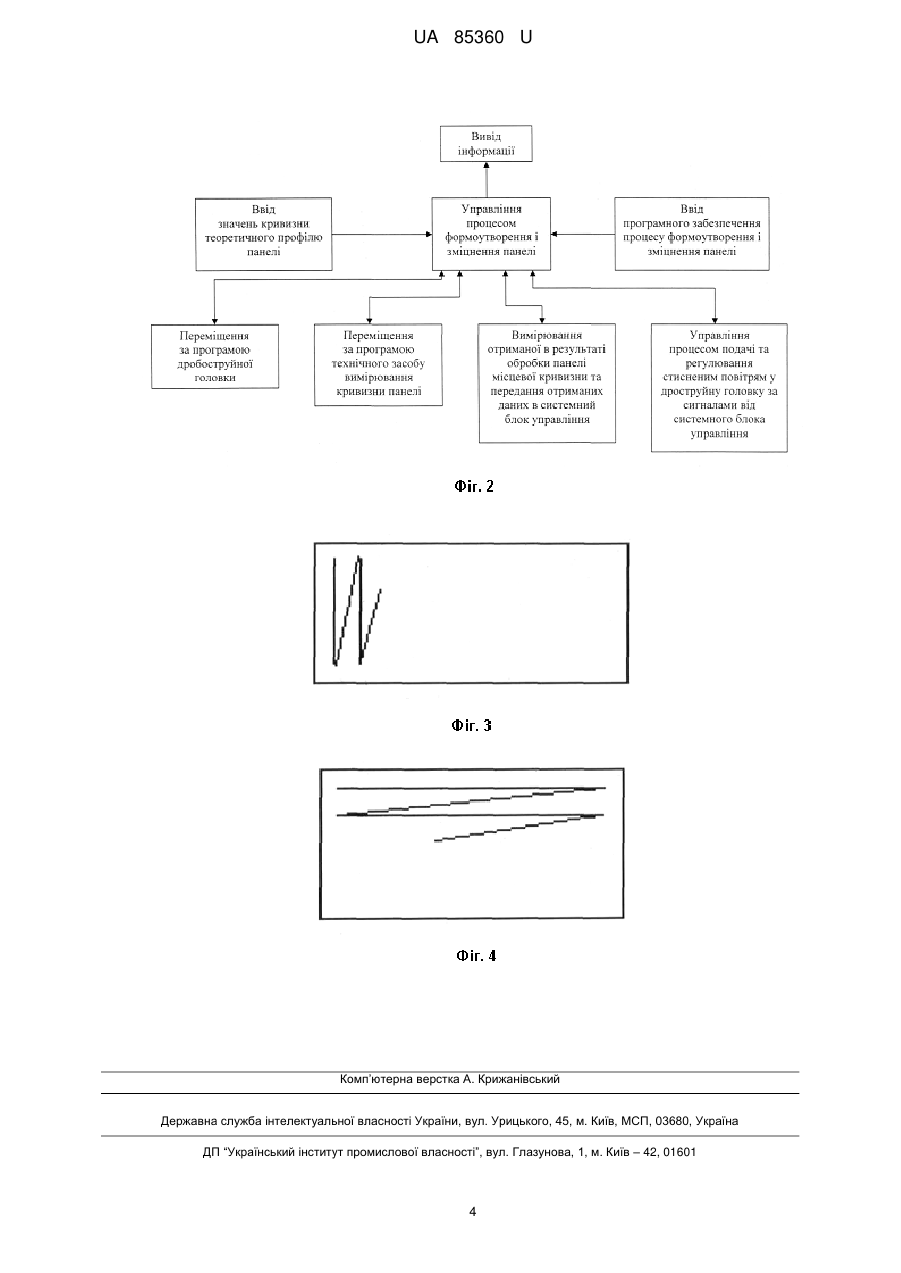
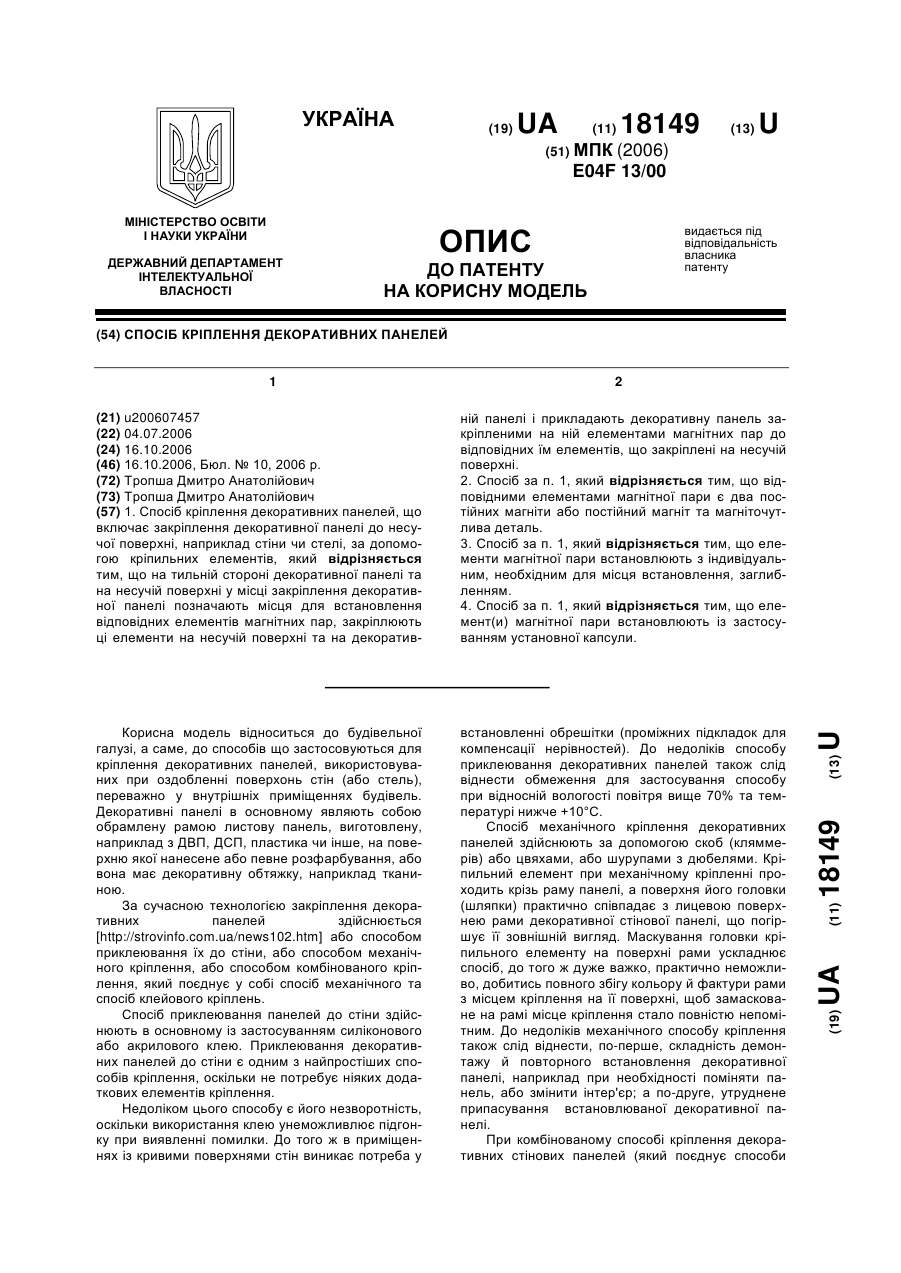
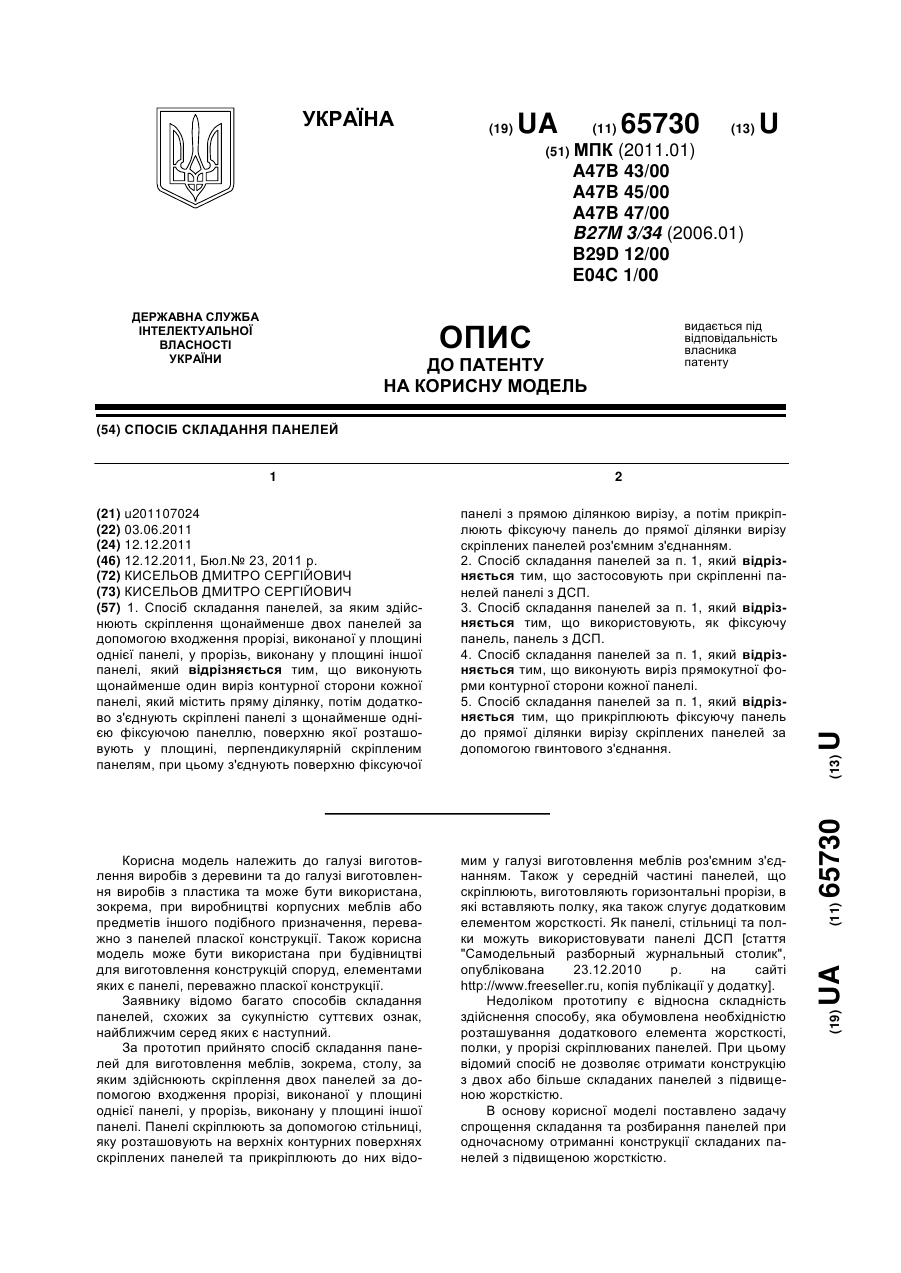
Реферат: Спосіб формоутворення з поверхневим зміцненням довгомірних панелей полягає в тому, що впливають згинальним елементом на панель. Впливають згинальним елементом на панель динамічно за допомогою стиснутого повітря по заданій траєкторії, а як згинальний елемент використовують металевий дріб. При цьому панель встановлюють нерухомо. Отриману кривизну панелі вимірюють технічним засобом і порівнюють, для корекції впливу згинальним інструментом на панель, в системному блоці управління з необхідним теоретичним профілем панелі. Результат порівняння виводиться на показуючий пристрій. UA 85360 U (12) UA 85360 U UA 85360 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металевих виробів тиском і може бути використано для формоутворення (гнуття) з одночасним поверхневим зміцненням довгомірних панелей з профільного, листового матеріалу товщиною 1,5…15 мм. Відомий спосіб гнуття довгомірного виробу, що включає циклічно послідовні подачу і згинання його елементарних ділянок початкової частини і подальше згинання. Початкову частину формують з одночасним циклічно послідовним обертанням виробу навколо його осі, а потім процес гнуття здійснюють при постійно заданій поздовжній подачі виробну та узгоджених навколо його поздовжньої осі (RU 2207210). Недоліками способу є неможливість отримання вигнутого вироби з довгомірних панелей, низька продуктивність процесу, неможливість отримання виробу з підвищеною втомною міцністю. Задачею корисної моделі є створення способу формоутворення з поверхневим зміцненням довгомірних панелей шляхом автоматизованого місцевого силового динамічного впливу інструменту на ділянку панелі з одночасним зміцненням поверхневого шару панелі і автоматизоване безконтактне вимірювання кривизни обробленої ділянки панелі, який забезпечить: високу якість процесу згинання; високу продуктивність; повну автоматизацію всього процесу формоутворення панелі; отримання виробу з підвищеною втомною міцністю. Поставлена задача вирішується в способі формоутворення з поверхневим зміцненням довгомірних панелей, при якому впливають згинаючим елементом на панель, відповідно до винаходу, цей вплив справляють динамічно за допомогою стиснутого повітря по заданій траєкторії, а як згинальний елемент використовують металевий дріб. При цьому панель встановлюють нерухомо. Отриману кривизну панелі вимірюють технічним засобом і порівнюють, для корекції впливу згинаючим інструментом на панель, в системному блоці управління з необхідним теоретичним профілем панелі, а результат порівняння виводиться на показуючий пристрій. Параметри стисненого повітря і геометрії металевого дробу вибирають виходячи із забезпечення згинаючим елементам кінетичної енергії в межах від 1,0 до 6,0 Дж. Задана траєкторія руху впливу згинального елемента на оброблювану панель має пилкоподібну форму в поперечному і/або поздовжньому напрямку. Швидкість переміщення по оброблюваній панелі, параметри траєкторії руху впливу згинального елемента по оброблюваній панелі лежать в наступних межах: швидкість переміщення - 100…600 (мм/хв); крок у поперечному напрямку - 10…50 (мм); крок у поздовжньому напрямку - 10…50 (мм). Суть заявленого процесу формоутворення полягає в тому, що панель обробляється потоком швидколетючого дробу. При цьому, зважаючи на нерівномірні деформаційні зміни по перерізу панелі, остання деформується вигином. Всі панелі, що надходять для здійснення операції згинання, мають на своїй поверхні мікрошорсткості, які в свою чергу є концентраторами напруги, фактор поверхні, при знакозмінної навантаження на неї. Що призводить до розвитку мікротріщин на поверхні панелі. Мікротріщини є основою для виникнення макротріщин при знакозмінному навантаженні впливають на панель і в кінцевому підсумку до її руйнування. Руйнування окремої панелі в цілій конструкції, наприклад в літальному апараті, призводить, як правило, до повного його руйнування. Дробеструминне вигладжування поверхні призводить до зникнення мікротріщин і як було зазначено вище до підвищення втомної міцності і надійності тієї конструкції, де була використана оброблена таким чином панель. Корисна модель пояснюється ілюстративними матеріалами де: - На фігурі 1 зображена принципова схема системи пристроїв, яка реалізує заявлений спосіб; - На фігурі 2 зображена принципова блок-схема функціонування системи пристроїв, яка реалізує заявлений спосіб; - На фігурі 3 зображена траєкторія руху впливу згинального елемента на оброблювану панель, яка має пилкоподібний вигляд в поперечному напрямку; - На фігурі 4 зображена траєкторія руху впливу згинального елемента на оброблювану панель, яка має пилкоподібний вигляд в поздовжньому напрямку. Заявлений спосіб реалізується у системі, яка містить (фіг. 1) каркас 1, в якому встановлена довгомірна панель 2, призначена для обробки. При цьому каркас 1 обладнаний пристроєм поперечного навантаження (на фіг. 1 не показане). Перед панеллю встановлена дробеструминна головка (ДГ) 3, всередині якої розміщені гнучкі елементи (дріб). ДГ 3 забезпечена приводом 4, виконаним з можливістю її переміщення в трикоординатному просторі і зміни кута спрямованості її сопла (на кресленнях непоказаний). До ДГ 3 підведений стиснене повітря через блок її управління (БУ) 5, а також під'єднаний живить його дробом бункер (на 1 UA 85360 U 5 10 15 20 25 30 35 40 фіг. 1 не показаний). З однією з сторін панелі встановлено технічний засіб вимірювання (ТЗВ) 6 місцевої кривизни оброблюваної панелі безконтактним методом (наприклад лазерний тракер). ТЗВ 6 має привід 7, виконаний з можливістю переміщення в трикоординатному просторі. Система має також системний блок керування (СБУ) 8, виконаного наприклад на базі мікропроцесорної техніки, до якого приєднаний показуючий пристрій (ПП) 9, наприклад комп'ютерний монітор. Для управління процесом формоутворення і поверхнево пластичної деформацією оброблюваної панелі до СБУ 8 у свою чергу підключені також: привід 4 ДГ 3; БУ 5 підведенням стисненого повітря до ДГ 3; ТЗВ 6; привід 7 ТЗВ 6. Автоматизована система пристроїв для здійснення способу формоутворення з поверхневим зміцненням довгомірних панелей працює таким чином (фіг. 1, фіг. 2). У каркасі 1 розміщують панель 2, призначену для обробки. В СБУ 8 вводиться відповідне програмне забезпечення обводу ДГ 3 та ТЗВ 6 панелі і вводиться значення кривизни теоретичного профілю панелі, а також момент включення і виключення подачі стисненого повітря в ДГ 3 і його параметри. Отримане значення місцевої кривизни оброблюваної панелі 2 надходить в СБУ 8 і порівнюється в ньому з необхідним теоретичним профілем панелі, а результат порівняння виводиться на ПП 9 в табличному і/або в графічному вигляді для корекції процесу формоутворення в автоматичному режимі або самим оператором. До БУ 5 ДГ 3 підключають джерело стисненого повітря. На початку роботи системи СБУ 8 подає сигнал для установки ДГ 3 (за допомогою приводу 4) і ТЗВ 6 (за допомогою приводу 7) у вихідну точку. Після подачі сигналу від СБУ 8 на включення приводів ДГ 3, ТЗВ 6 і подачі стисненого повітря в ДГ 3 починається процес обробки панелі. При цьому з дробоструменевої головки 3 за допомогою стиснутого повітря вилітає дріб. Параметри стисненого повітря і геометрії металевого дробу вибирають, виходячи із забезпечення згинаючим елементам (дробу) кінетичної енергії в межах від 1,0 до 6,0 Дж. Наприклад тиск стисненого повітря підводиться до ДГ 3 лежить в межах від 400 кПа до 600 кПа, діаметр дробу (сталевих кульок) лежить в межах від 0,8 мм до 2,0 мм. Задана траєкторія руху впливу згинального елемента на оброблювану панель має, наприклад, пилкоподібний вигляд в поперечному і/або поздовжньому напрямку (фіг. 3 і фіг. 4) і задається програмою через системний блок керування 8. Програмою обробки допускається зупинка (витримка) ДГ 3 в певних місцях траєкторії її руху (час витримки 15-120 сек). Швидкість переміщення по оброблюваній панелі і параметри траєкторії руху ДГ 3 перед оброблюваною панеллю лежать в наступних межах: швидкість переміщення - 100…600 (мм/хв); крок (можливий змінний) у поперечному напрямку - 10…50 (мм); крок (можливий змінний) поздовжньому напрямку - 10…50 (мм). Отриману кривизну панелі 1 вимірюють безконтактним ТЗВ 6, наприклад лазерним або ультразвуковим, або радіочастотним, або якими-або іншими, і порівнюють отримані дані в СБУ 8 з теоретичними значенням, для корекції впливу згинаючим інструментом на панель 2, і висновок процесу порівнювання на ПП 9 з введеним в нього табличними значеннями і/або потрібним теоретичним профілем. Процес формоутворення здійснюють таким чином за 1-3 проходу. Таким чином заявлена корисна модель дозволяє значно підвищити продуктивність і якість обробки панелі і одночасно поєднати процес її згинання з процесом поверхневого зміцнення, що в свою чергу дозволить підвищити втомну міцність панелі і надійність конструкції де вона використовується. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Спосіб формоутворення з поверхневим зміцненням довгомірних панелей, що полягає в тому, що впливають згинаючим елементом на панель, який відрізняється тим,що впливають згинаючим елементом на панель динамічно за допомогою стиснутого повітря по заданій траєкторії, а як згинальний елемент використовують металевий дріб, при цьому панель встановлюють нерухомо, при цьому отриману кривизну панелі вимірюють технічним засобом і порівнюють, для корекції впливу згинаючим інструментом на панель, в системному блоці управління з необхідним теоретичним профілем панелі, а результат порівняння виводиться на показуючий пристрій. 2. Спосіб формоутворення за п. 1, який відрізняється тим, що параметри стиснутого повітря і геометрія металевого дробу вибирають виходячи із забезпечення згинаючим елементам (дробу) кінетичної енергії в межах від 1,0 до 6,0 Дж. 2 UA 85360 U 5 3. Спосіб формоутворення за п. 1, який відрізняється тим, що задана траєкторія руху впливу згинального елемента на оброблювану панель має пікоподібну форму в поперечному і/або поздовжньому напрямку. 4. Спосіб формоутворення за п. 3, який відрізняється тим, що швидкість переміщення по оброблюваній панелі, параметри траєкторії руху впливу згинального елемента по оброблюваній панелі лежать в наступних межах: швидкість переміщення - 100…600 (мм/хв); крок у поперечному напрямку - 10…50 (мм); крок у поздовжньому напрямку - 10…50 (мм). 3 UA 85360 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 7/00
Мітки: спосіб, зміцненням, панелей, формоутворення, довгомірних, поверхневим
Код посилання
<a href="https://ua.patents.su/6-85360-sposib-formoutvorennya-z-poverkhnevim-zmicnennyam-dovgomirnikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб формоутворення з поверхневим зміцненням довгомірних панелей</a>
Спосіб кріплення декоративних панелей
Номер патенту: 18149
Опубліковано: 16.10.2006
Автор: Тропша Дмитро Анатолійович
МПК: E04F 13/00
Мітки: панелей, декоративних, кріплення, спосіб
Формула / Реферат:
1. Спосіб кріплення декоративних панелей, що включає закріплення декоративної панелі до несучої поверхні, наприклад стіни чи стелі, за допомогою кріпильних елементів, який відрізняється тим, що на тильній стороні декоративної панелі та на несучій поверхні у місці закріплення декоративної панелі позначають місця для встановлення відповідних елементів магнітних пар, закріплюють ці елементи на несучій поверхні та на декоративній панелі і...
Спосіб складання панелей
Номер патенту: 65730
Опубліковано: 12.12.2011
Автор: Кисельов Дмитро Сергійович
МПК: A47B 45/00, B29D 12/00, A47B 47/00, A47B 43/00, B27M 3/34, E04C 1/00
Мітки: панелей, складання, спосіб
Формула / Реферат:
1. Спосіб складання панелей, за яким здійснюють скріплення щонайменше двох панелей за допомогою входження прорізі, виконаної у площині однієї панелі, у прорізь, виконану у площині іншої панелі, який відрізняється тим, що виконують щонайменше один виріз контурної сторони кожної панелі, який містить пряму ділянку, потім додатково з'єднують скріплені панелі з щонайменше однією фіксуючою панеллю, поверхню якої розташовують у площині,...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Гупка Богдан Васильович, Гевко Ігор Богданович, Васильків Василь Васильович, Лясота Оксана Михайлівна
МПК: B21D 11/06
Мітки: заготовок, верстат, спосіб, формоутворення, реалізації, гвинтових, профільних
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Спосіб формоутворення чашкоподібних та тарілчастих об’єктів з листового матеріалу
Номер патенту: 36994
Опубліковано: 10.11.2008
Автори: Кагляк Олексій Дмитрович, Головко Леонід Федорович, Коваленко Володимир Сергійович, Гончарук Олексій Олександрович
МПК: B21D 11/20
Мітки: тарілчастих, спосіб, чашкоподібних, формоутворення, об'єктів, матеріалу, листового
Формула / Реферат:
Спосіб формоутворення чашкоподібних та тарілчастих об'єктів з листового матеріалу, який включає нагрівання концентрованим джерелом енергії поверхневого шару матеріалу вздовж вибраної траєкторії до температур пластичності, який відрізняється тим, що опромінювання проводиться за криволінійними траєкторіями з формуванням чашкоподібних та тарілчастих об'єктів.
Настил підлоги, що складається з твердих панелей (варіанти), панель для підлоги та спосіб виробництва панелей для підлоги
Номер патенту: 57709
Опубліковано: 15.07.2003
Автори: Тірс Бернард Паул Йозеф, Моріо Стефан Сімон Густаф, Каппелле Марк Гастон Моріц
МПК: F16B 5/00, E04F 15/04
Мітки: складається, підлоги, панель, виробництва, твердих, варіанти, спосіб, панелей, настил
Формула / Реферат:
1. Настил підлоги, що складається з твердих панелей (1) для підлоги, які є прямокутними, тобто довгастими або квадратними, і які на гранях обох пар протилежних боків (2-3, 26-27) мають з'єднувальні частини (4-5, 28-29), які, по суті, мають вигляд шипа (9-31) та паза (10-32), через що ці з'єднувальні частини (4-5, 28-29) мають суцільні механічні замикальні пристрої (6), які виготовлено всуціль з осердям (8) панелей (1), через що у стані...
Попередній патент: Снаряд
Наступний патент: Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей
Випадковий патент: Монтажно-випробувальний корпус ракети