Спосіб і пристрій для уповільнення руху і тимчасового накопичення продукту гарячого прокату


Формула / Реферат
1. Спосіб уповільнення руху і тимчасового накопичення продукту гарячого прокату, що переміщується вздовж осі прийому на швидкості V1, який включає:
- спрямування згаданого продукту через криволінійний направляючий пристрій, що має вхідний кінець, вирівняний з віссю прийому, та вихідний кінець, віддалений радіально від згаданої осі та орієнтований у напрямку, поперечному до осі прийому;
- обертання криволінійного направляючого пристрою навколо осі прийому в напрямку, протилежному до напрямку виходу продукту зі швидкістю, при якій вихідний кінець має швидкість V2, таким чином уповільнюючи рух продукту, який виходить з вихідного кінця на зменшеній швидкості V3, яка дорівнює V1-V2, при цьому кривизна криволінійного направляючого пристрою і орієнтація його вихідного кінця такі, що продукт, який виходить з вихідного кінця, формується у вигляді спіралі;
- нанесення і тимчасове накопичення згаданої спіралі на циліндричному барабані;
- обертання барабана в напрямку, протилежному до напрямку обертання криволінійного направляючого пристрою, таким чином розкручуючи продукт з барабана.
2. Спосіб за п. 1, в якому барабан обертають зі швидкістю, яка забезпечує розкручування гарячекатаного продукту з нього зі швидкістю V3.
3. Спосіб за п. 1, в якому додатково здійснюють за допомогою засобу захоплення прийом розмотаного з барабана гарячекатаного продукту та відповідне переміщення згаданого засобу паралельно осі прийому для підтримування його на одному рівні з гарячекатаним продуктом, що розмотується з барабана.
4. Спосіб за п. 1, в якому додатково здійснюють примусове переміщення гарячекатаного продукту вздовж осі прийому в криволінійний направляючий пристрій.
5. Пристрій для уповільнення руху і тимчасового накопичення продукту гарячого прокату, що переміщується вздовж осі прийому на швидкості V1, який включає:
- криволінійний направляючий пристрій, що має вхідний кінець, вирівняний з віссю прийому гарячекатаного продукту, та вихідний кінець, віддалений радіально від згаданої осі та орієнтований з можливістю подачі згаданого продукту у напрямку, поперечному до напрямку осі прийому;
- засіб приводу для обертання криволінійного направляючого пристрою навколо осі прийому в напрямку, протилежному напрямку виходу продукту на швидкості, при якій вихідний кінець криволінійного направляючого пристрою має швидкість V2, при якій гарячекатаний продукт, що виходить зі згаданого вихідного кінця, формується у вигляді спіралі і має швидкість V3, яка дорівнює V1-V2;
- циліндричний барабан, виконаний з можливістю обертання навколо осі прийому і розташований аксіально гарячекатаному продукту у формі спіралі;
- засіб приводу для обертання барабана в напрямку, протилежному напрямку обертання криволінійного направляючого пристрою зі швидкістю, при якій гарячекатаний продукт розмотується з барабана на швидкості V3;
- засіб захоплення для приймання розмотаного з барабана гарячекатаного продукту.
6. Пристрій за п. 5, в якому приймаючий кінець згаданого барабана частково перекривається вихідним кінцем криволінійного направляючого пристрою.
7. Пристрій за п. 5, в якому засіб захоплення встановлений на каретці, виконаній з можливістю переміщення по рейці, яка встановлена паралельно згаданій осі прийому, при цьому пристрій містить засіб приводу для переміщення засобу захоплення по рейці та підтримання його на рівні з гарячекатаним продуктом, який розмотується з барабана.
8. Пристрій за п. 5, який додатково включає засіб примусового переміщення гарячекатаного продукту вздовж осі прийому в криволінійний направляючий пристрій.
9. Пристрій за п. 5 або п. 8, який додатково включає засіб примусового затягування розмотаного з барабана гарячекатаного продукту.
Текст
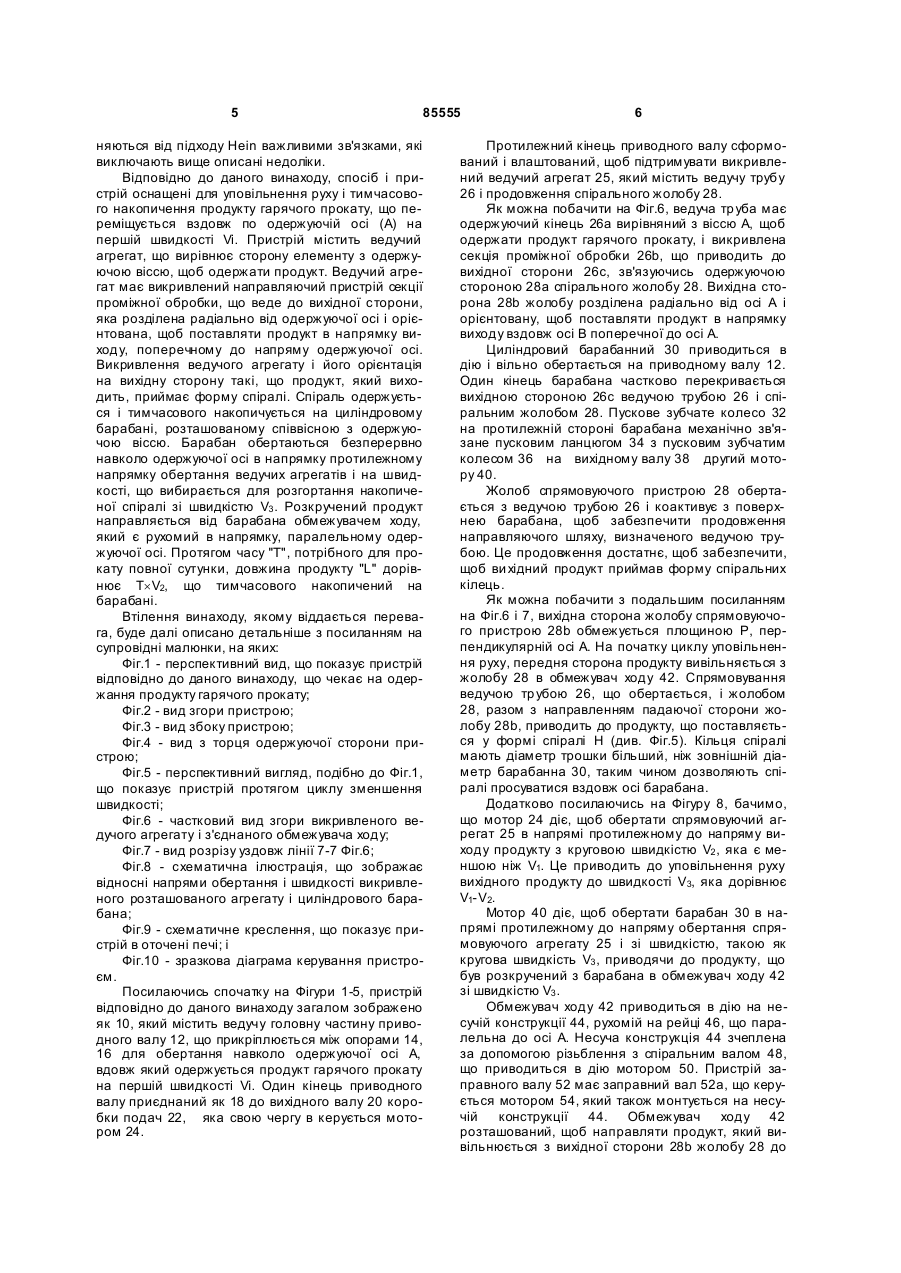
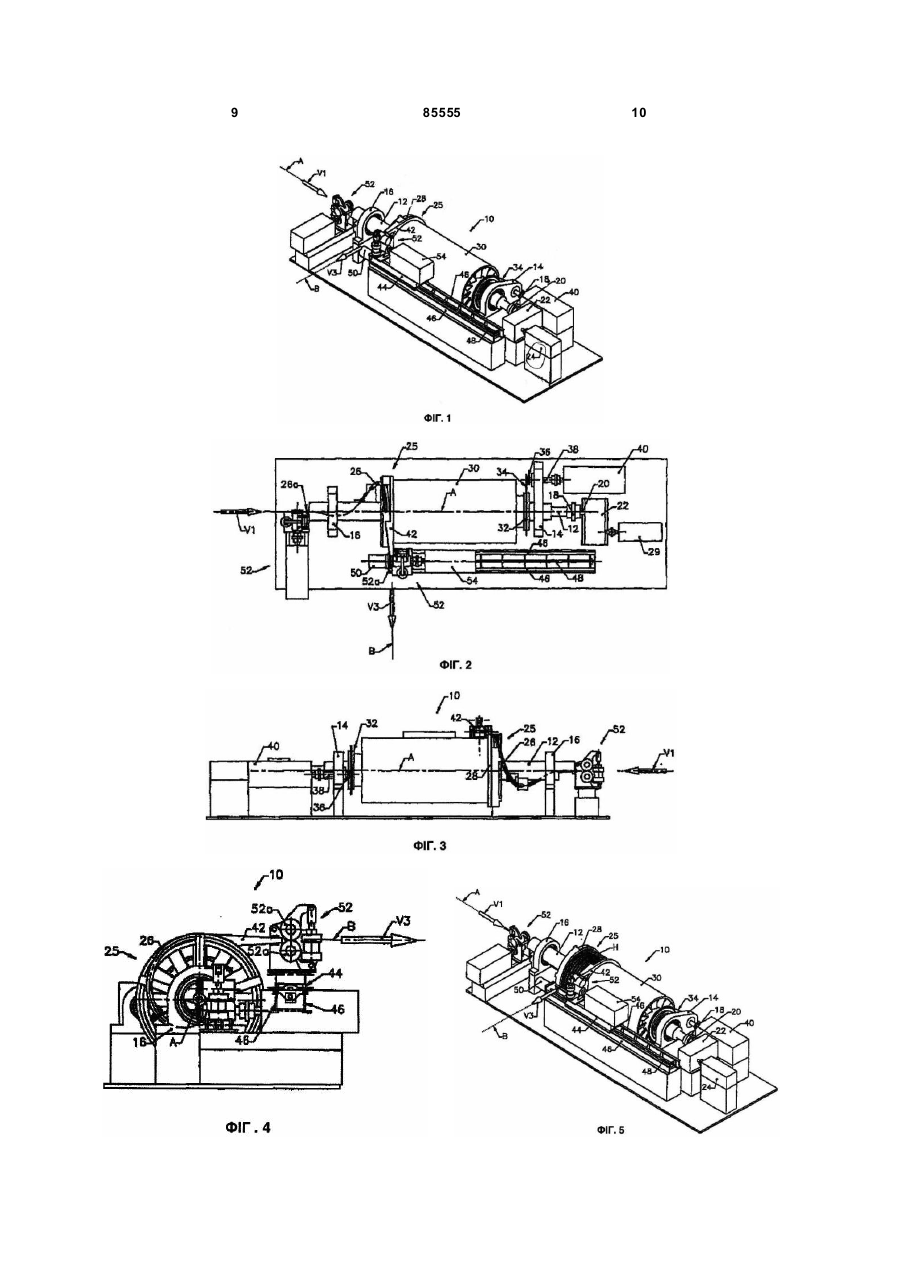
1. Спосіб уповільнення руху і тимчасового накопичення продукту гарячого прокату, що переміщується вздовж осі прийому на швидкості V1, який включає: спрямування згаданого продукту через криволінійний направляючий пристрій, що має вхідний кінець, вирівняний з віссю прийому, та вихідний кінець, віддалений радіально від згаданої осі та орієнтований у напрямку, поперечному до осі прийому; - обертання криволінійного направляючого пристрою навколо осі прийому в напрямку, протилежному до напрямку виходу продукту зі швидкістю, при якій вихідний кінець має швидкість V2, таким чином уповільнюючи рух продукту, який виходить з вихідного кінця на зменшеній швидкості V3 , яка дорівнює V1-V2, при цьому кривизна криволінійного направляючого пристрою і орієнтація його вихідного кінця такі, що продукт, який виходить з вихідного кінця, формується у вигляді спіралі; - нанесення і тимчасове накопичення згаданої спіралі на циліндричному барабані; - обертання барабана в напрямку, протилежному до напрямку обертання криволінійного направляючого пристрою, таким чином розкручуючи продукт з барабана. 2. Спосіб за п.1, в якому барабан обертають зі швидкістю, яка забезпечує розкручування гарячекатаного продукту з нього зі швидкістю V3. 2 (19) 1 3 85555 4 новлений на каретці, виконаній з можливістю переміщення по рейці, яка встановлена паралельно згаданій осі прийому, при цьому пристрій містить засіб приводу для переміщення засобу захоплення по рейці та підтримання його на рівні з гарячекатаним продуктом, який розмотується з барабана. 8. Пристрій за п.5, який додатково включає засіб примусового переміщення гарячекатаного продукту вздовж осі прийому в криволінійний направляючий пристрій. 9. Пристрій за п.5 або п.8, який додатково включає засіб примусового затягування розмотаного з барабана гарячекатаного продукту. Цей винахід має відношення до безперервних залізопрокатних станів взагалі, що виробляють подовжні продукти гарячого прокату, як наприклад бруски, вали і подібне, та стосується зокрема способу і пристрою для уповільнення руху і тимчасового накопичення таких продуктів на стадії сортування в процесі гарячого прокату. В типовому обладнанні залізопрокатного стану, сутунки нагріті до підвищеної температури прокату в печі. Тоді нагріті сутунки піддано безперервному приходу в подальших секціях печі чорнового прокату, проміжної обробки і остаточної обробки, де кожна секція печі складається з багатовалових клітей. Для більших продуктів, заповнення печі може звичайно бути використаною відповідно або близько до максимальної місткості печі. Проте, коли режим прокату потребує менших продуктів, місткість секції остаточної обробки часто значно зменшена відносно печі і секцій чорнового прокату і проміжної обробки. За цими обставинами, секції чорнового прокату і проміжної обробки можуть бути сповільненими, щоб відповідати місткості секції остаточної обробки, але є межі зменшення, за якими режим прокату стає непрактичним. Прийнятні процедури прокату диктуються тим, що гарячі сутунки потрібно вводити в першу кліть секції чорнового прокату з мінімальним значенням швидкості не нижче, ніж близько 0,09-0,1м/с. Нижча швидкість ймовірно викличе вогневі тріщини робочих валів. У інших випадках, наприклад, коли при прокаті інструментальної сталі або нікелю на високих швидкостях утворюють сплави, високої швидкості потрібно уникати, щоб запобігти додаткове охолоджування заготовки, в той же час низьких швидкостей при кінцевій обробці потрібно уникати, щоб запобігти надмірного теплоутворення, яке може спричинити розплавлення середини і зовнішній злом продукту. У зразковій сучасній безперервній операції прокату, з корисним тепловим навантаженням печі 100-150 тонн/годин або більше, вуглецева сутунка низьколегованого сплаву сталі з поперечним розрізом 150мм 2 і довжиною 11,7м згортається в 2000кг рулон. Коли при прокаті катанки діаметром 5,5мм при максимальній вихідній швидкості печі, скажімо, 105м/с, приймають мінімальну швидкість 0,111м/с, яка без ризику перевищує прийнятну мінімальну швидкість. За такими умовами, піч може виробляти 64,42 тонн/годин (з урахуванням пропусків і об'єму вироблення). Проте, якщо режим прокату потребує катанки діаметру 3,5мм, швидкість для сутунки з такими ж розмірами з тією ж максимальною швидкістю подачі довелося б знизитися до неприйнятного низького рівня мінімальної швидкості 0,045м/с, з відповідним зниженням тоннажної норми печі до 26,8 тонн/годин. Альтернативно, для того, щоб подолати неприйнятний низький рівень швидкості, може прокачуватися менша сутунка такої ж довжини, наприклад, з поперечний розрізом 106мм 2, на максимальній швидкості подачі 105м/с і без ризику приймають мінімальну швидкість 0,09м/с. Проте, це вимагало б у нового проекту проходу клітей прокатного стану, різних спрямовуючих пристроїв, пониження ваги рулону готового продукту до 1031кг, і зменшення виробничої норми до 26,31 тонн/годину, відповідно з урахуванням пропусків і об'єму вироблення. Потреба зберігати сутунки різного розміру створила б подальші проблеми. Тому для способу та пристрою існує потреба зробити можливим прокат продуктів менших розмірів, поки піч підтримує швидкості відповідно до або вище прийнятних мінімумів, без необхідності зменшити розмір сутунки, що обробляється, і переважно, продовжуючи прокат на максимальній тоннажній нормі печі. Одна попередня спроба досягнення цього завдання розкрита в [патенті США за номером US 3,486,359 (Hein)], де ведуча головна частина тимчасового накопичує продукти гарячого прокату, виходять з секції млину проміжної обробки на котушку зберігання. Накопичений продукт тоді розкручується з котушки зберігання на меншій швидкості для тривалого прокату у секції печі кінцевої обробки. З підходом Неіn пов'язано ряд недоліків. Наприклад, продукт не зменшує швидкість ходу до того, щоб бути намотаним на котушку зберігання. Це, разом з відсутністю контролю над тим, як розподілені обмотки на поверхні котушки, може спричинити перекриття обмотками одна одну, і що в свою чергу може перервати процес розмотки. Також, згідно з Неіn, ведуча головна частина не може безперервно керуватися, але замість того повинен приводитися до повної зупинки на початку кожного циклу зберігання таким чином, що фронтальний кінець продукту може бути направлений попередньою котушкою зберігання до наступного стаціонарного заправного валика. Тому, потрібен деякий час для подолання інерції системи і повернути ведучу головн у частин у аж до її робочої швидкості, існує нестійкий стан, який може сприяти обриву стр уктури обмоток на котушк у зберігання. Даний винахід забезпечує вдосконалений спосіб і пристрій для уповільнення руху і тимчасового накопичення продукту гарячого прокату, які відріз 5 85555 няються від підходу Неіn важливими зв'язками, які виключають вище описані недоліки. Відповідно до даного винаходу, спосіб і пристрій оснащені для уповільнення руху і тимчасового накопичення продукту гарячого прокату, що переміщується вздовж по одержуючій осі (А) на першій швидкості Vi. Пристрій містить ведучий агрегат, що вирівнює сторону елементу з одержуючою віссю, щоб одержати продукт. Ведучий агрегат має викривлений направляючий пристрій секції проміжної обробки, що веде до вихідної сторони, яка розділена радіально від одержуючої осі і орієнтована, щоб поставляти продукт в напрямку виходу, поперечному до напряму одержуючої осі. Викривлення ведучого агрегату і його орієнтація на вихідну сторону такі, що продукт, який виходить, приймає форму спіралі. Спіраль одержується і тимчасового накопичується на циліндровому барабані, розташованому співвісною з одержуючою віссю. Барабан обертаються безперервно навколо одержуючої осі в напрямку протилежному напрямку обертання ведучих агрегатів і на швидкості, що вибирається для розгортання накопиченої спіралі зі швидкістю V3 . Розкручений продукт направляється від барабана обмежувачем ходу, який є рухомий в напрямку, паралельному одержуючої осі. Протягом часу "Т", потрібного для прокату повної сутунки, довжина продукту "L" дорівнює Τ´V2, що тимчасового накопичений на барабані. Втілення винаходу, якому віддається перевага, буде далі описано детальніше з посиланням на супровідні малюнки, на яких: Фіг.1 - перспективний вид, що показує пристрій відповідно до даного винаходу, що чекає на одержання продукту гарячого прокату; Фіг.2 - вид згори пристрою; Фіг.3 - вид збоку пристрою; Фіг.4 - вид з торця одержуючої сторони пристрою; Фіг.5 - перспективний вигляд, подібно до Фіг.1, що показує пристрій протягом циклу зменшення швидкості; Фіг.6 - частковий вид згори викривленого ведучого агрегату і з'єднаного обмежувача ходу; Фіг.7 - вид розрізу уздовж лінії 7-7 Фіг.6; Фіг.8 - схематична ілюстрація, що зображає відносні напрями обертання і швидкості викривленого розташованого агрегату і циліндрового барабана; Фіг.9 - схематичне креслення, що показує пристрій в оточені печі; і Фіг.10 - зразкова діаграма керування пристроєм. Посилаючись спочатку на Фігури 1-5, пристрій відповідно до даного винаходу загалом зображено як 10, який містить ведучу головну частину приводного валу 12, що прикріплюється між опорами 14, 16 для обертання навколо одержуючої осі А, вдовж який одержується продукт гарячого прокату на першій швидкості Vi. Один кінець приводного валу приєднаний як 18 до вихідного валу 20 коробки подач 22, яка свою чергу в керується мотором 24. 6 Протилежний кінець приводного валу сформований і влаштований, щоб підтримувати викривлений ведучий агрегат 25, який містить ведучу трубу 26 і продовження спірального жолобу 28. Як можна побачити на Фіг.6, ведуча тр уба має одержуючий кінець 26а вирівняний з віссю А, щоб одержати продукт гарячого прокату, і викривлена секція проміжної обробки 26b, що приводить до вихідної сторони 26с, зв'язуючись одержуючою стороною 28а спірального жолобу 28. Вихідна сторона 28b жолобу розділена радіально від осі А і орієнтовану, щоб поставляти продукт в напрямку виходу вздовж осі В поперечної до осі А. Циліндровий барабанний 30 приводиться в дію і вільно обертається на приводному валу 12. Один кінець барабана частково перекривається вихідною стороною 26с ведучою трубою 26 і спіральним жолобом 28. Пускове зубчате колесо 32 на протилежній стороні барабана механічно зв'язане пусковим ланцюгом 34 з пусковим зубчатим колесом 36 на вихідному валу 38 другий мотору 40. Жолоб спрямовуючого пристрою 28 обертається з ведучою трубою 26 і коактивує з поверхнею барабана, щоб забезпечити продовження направляючого шляху, визначеного ведучою трубою. Це продовження достатнє, щоб забезпечити, щоб ви хідний продукт приймав форму спіральних кілець. Як можна побачити з подальшим посиланням на Фіг.6 і 7, вихідна сторона жолобу спрямовуючого пристрою 28b обмежується площиною Р, перпендикулярній осі А. На початку циклу уповільнення руху, передня сторона продукту вивільняється з жолобу 28 в обмежувач ходу 42. Спрямовування ведучою тр убою 26, що обертається, і жолобом 28, разом з направленням падаючої сторони жолобу 28b, приводить до продукту, що поставляється у формі спіралі Η (див. Фіг.5). Кільця спіралі мають діаметр трошки більший, ніж зовнішній діаметр барабанна 30, таким чином дозволяють спіралі просуватися вздовж осі барабана. Додатково посилаючись на Фігуру 8, бачимо, що мотор 24 діє, щоб обертати спрямовуючий агрегат 25 в напрямі протилежному до напряму виходу продукту з круговою швидкістю V2 , яка є меншою ніж V1. Це приводить до уповільнення руху вихідного продукту до швидкості V3, яка дорівнює V1-V2. Мотор 40 діє, щоб обертати барабан 30 в напрямі протилежному до напряму обертання спрямовуючого агрегату 25 і зі швидкістю, такою як кругова швидкість V3 , приводячи до продукту, що був розкручений з барабана в обмежувач ходу 42 зі швидкістю V3 . Обмежувач ходу 42 приводиться в дію на несучій конструкції 44, рухомій на рейці 46, що паралельна до осі А. Несуча конструкція 44 зчеплена за допомогою різьблення з спіральним валом 48, що приводиться в дію мотором 50. Пристрій заправного валу 52 має заправний вал 52а, що керується мотором 54, який також монтується на несучій конструкції 44. Обмежувач ходу 42 розташований, щоб направляти продукт, який вивільнюється з вихідної сторони 28b жолобу 28 до 7 85555 пристрою заправного валу 52, який запускається, щоб рухати продукт до наступного устаткування, наприклад, кліті прокатного стану секції печі кінцевої обробки. Мотор 50 регулюється, щоб обслуговувати обмежувач ходу 42 у вирівнюванні з продуктом, який був розкручений зі спіралі Н, яка тимчасового накопичена на барабані 30. Тому, протягом початкової стадії циклу розкручення, мотор 50 діятиме, щоб переміщувати несучу конструкцію від жолобу 28, і протягом кінцевої стадії циклу розкручення, мотор 50 змінить напрямок, щоб перемістити несучу конструкцію назад до жолобу. Відповідно до Фіг.9, пристрій 10, який показаний розміщеним між секцією печі проміжної обробки залізопрокатного стану 56 і кінцевим блоком 58, охоплюючи секцію печі кінцевої обробки. Тахометр 60 вимірює швидкість руху продукту, що виходить з секції печі проміжної обробки 56, і детектор рідкого металу 62 виявляє надходження передньої сторони продукту. Відстань S1 між детектором рідкого металу 62 і одержуючою стороною ведучої труби 26 відома, оскільки довжина S2 ведучої труби і відповідного жолобу 28 становить довжину спрямовуючого агрегату 25. Датчик положення 64 з'єднаний з мотором 24 забезпечується засобами визначення точного кутового положення вихідної сторони 28b жолобу 28 на будь-який заданий момент. Зразкова діаграма керування ілюстрована на Фіг.10. Контролер 66 одержує сигнали від тахометру 60 і детектору рідкого металу 62, що показує відповідну швидкість V1 продукту і наявність передньої сторони продукту. Базуючись на цих даних і відомих постійних відстанях S1 і S2, контролер обчислює і передбачає точний час досягнення Та передньої сторони продукту до ви хідної сторони 28b жолобу 28. Сигнал від датчик положення 64 надає можливість контролеру передбачити, де вихідна сторона жолобу знаходитиметься в час Та, і зробити регулювання швидкості мотору 24, щоб забезпечити розташування належним чином подаючої сторони жолобу відносно обмежувача ходу в час Та. У час Та передня сторона продукту звільнюється з вихідної сторони жолобу 28Ь в обмежувач ходу 42, і контролер подає сигнал двигуну 50, починати рух через несучу конструкцію 44 уздовж рейки 46, щоб підтримувати обмежувач ходу на одній лінії з продуктом, що був розкручений з накопичувальної спіралі Η на барабані 30. Тому, як видно відповідно до винаходу, обертання спрямовуючого агрегату проводить до уповільнення руху продукту зі швидкості V! до швидкості V3, з одночасним формуванням прокатної заготовки продукту, що походить зі швидкісним 8 перепадом від V1 і V3 в упорядковану спіральну структур у. Спрямовуючий агрегат обертаються безперервно, з незначними швидкісними регулюваннями, щоб забезпечувати належне розташування падаючої сторони жолобу 28b з відповідним обмежувачем ходу 42 в час Та, коли передня сторона продукту надходить від падаючої сторони жолобу 28b. Другий заправний вал 52 вигідно застосовувати перед пристроєм, щоб продовжити просування продукту зі швидкістю V1 після випадання кінцевої частини продукту проти потоку кліті прокатного стану печі проміжної обробки. Одержуюча сторона барабана 30 може бути вигідно забезпечений коротким спіральним треком, щоб допомогти в досягненні впорядкованого інтервалу між суміжні кільця накопичуючої спіралі, і ведуча тр уба 26 і спіральне продовження жолобу 28, можливо, є обертовими, щоб мінімізувати опір тертя. Як показано у Фіг.9, пристрій 10 може використовуватися в єдиному режимі для неперервної заготовки між секцією печі проміжної обробки 56 і секцією кінцевої обробки 58, головною перевагою цього є здатність прокату продуктів маленького діаметру зі швидкістю V3 в секції кінцевої обробки 58, дозволяючи прокат попереднім секціям обробкам печі з більшою швидкістю V1 . Так, наприклад, вищеописана сутунка з поперечним розрізом 150мм і довжиною 11,7м могла б бути прокатана через безперервну піч на вищій і безпечній прийнятій швидкості порядку 0,09м/с виробляти катанку діаметром 3,5мм в швидкості кінцевої обробки 105м/с. Це запобігає будь-якої необхідності змінити проект проходу і направляючих пристроїв, що дозволяє виробляти більш важкі рулони, і виключає проблеми матеріальновиробничих запасів сутунки. Другий пристрій уповільнення руху 10' і додаткова секція кінцевої обробки 58і може корисно використовуватися альтернативно за допомогою вимикача 68. Використовуючи численні пристрої уповільнення руху 10, 10' і секції кінцевої обробки 58, 58', щоб альтернативно обробити послідовні прокатні заготовки, піч повністю може використовуватися безперервно на вищій швидкості подачі V1 , приводячи до істотного збільшення в об'єму прокату печі. Тому, наприклад, з додатковим пристроєм уповільнення руху 10' і печі кінцевої обробки 58', як показано на Фіг.9, прокатні сутунки для печі мають поперечний розріз 150мм і довжину 11,7м та діаметр катанки 5,5мм на швидкості подачі 105м/с, можуть досягти тоннажної норми, що наближується до продуктивності печі, наприклад, 128 тонн/годину. 9 85555 10 11 Комп’ютерна в ерстка Т. Чепелев а 85555 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for decelerating and temporarily accumulating hot rolled product
Автори англійськоюSHORE, T., Michael
Назва патенту російськоюСпособ и устройство для замедления движения и временного накопления продукта горячего проката
Автори російськоюШор Т. Майкл
МПК / Мітки
МПК: B21C 47/02, B21B 1/16, B21B 41/00
Мітки: гарячого, тимчасового, накопичення, руху, спосіб, пристрій, уповільнення, прокату, продукту
Код посилання
<a href="https://ua.patents.su/6-85555-sposib-i-pristrijj-dlya-upovilnennya-rukhu-i-timchasovogo-nakopichennya-produktu-garyachogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для уповільнення руху і тимчасового накопичення продукту гарячого прокату</a>
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Савенков Володимир Яковлевич, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Воробйов Геннадій Михайлович, Куліченко Іван Іванович, Большаков Володимир Іванович
МПК: B21B 45/02
Мітки: спосіб, обробки, гарячого, термомеханічної, прокату
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Куліченко Іван Іванович, Воробйов Геннадій Михайлович, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Савенков Володимир Яковлевич
МПК: B21B 45/00
Мітки: гарячого, прокату, обробки, термомеханічної, спосіб
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38832
Опубліковано: 15.05.2001
Автори: Большаков Вадим Іванович, Савенков Володимир Яковлевич, Лаухін Дмитро Вячеславович, Куліченко Іван Іванович, Воробйов Геннадій Михайлович, Большаков Володимир Іванович
МПК: B21B 45/00
Мітки: прокату, обробки, спосіб, гарячого, термомеханічної
Формула / Реферат:
(21) 2000106063(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження для фіксації дефектів кристалічної структури, що утворюються при гарячий пластичний деформації і поліморфному γ—α перетворенні, який відрізняється тим, що прискорене охолодження прокату починають до початку гарячої пластичної...
Спосіб прискореного охолодження гарячого прокату круглого поперечного перерізу
Номер патенту: 61494
Опубліковано: 15.07.2005
Автори: Рибалов Андрій Олександрович, Білий Микола Павлович, Сокуренко Анатолій Валентинович, Губинський Володимир Йосипович, Бабенко Михайло Антонович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович
МПК: B21B 45/02, C21D 1/02
Мітки: прокату, гарячого, спосіб, поперечного, круглого, перерізу, охолодження, прискореного
Формула / Реферат:
Теплогенератор, що містить корпус, вхідний і вихідний канали, активне і реактивне колеса, розташовані в корпусі з зазором між ними і виконані у вигляді чаш з комірками, утвореними радіальними перемичками, а також засіб регулювання, який відрізняється тим, що радіальні перемички активного колеса виконані виступаючими з його чаші, а як засіб регулювання застосовані елементи керування прохідними перетинами вхідного і вихідного каналів.
Спосіб уповільнення корозії
Номер патенту: 37499
Опубліковано: 25.11.2008
Автори: Горобець Світлана Василівна, Горобець Оксана Юріївна, Било Ольга Миколаївна
МПК: C23F 11/04
Мітки: уповільнення, спосіб, корозії
Формула / Реферат:
Спосіб уповільнення корозії, переважно в кислоті, феромагнітних матеріалів, які піддаються впливу магнітного поля, що включає нагрівання матеріалу, який відрізняється тим, що матеріал нагрівають до температури відпалу та використовують напрямок прокату, що перпендикулярно направлений по відношенню до напрямку магнітного поля та перпендикулярно напрямлений вектору нормалі.
Попередній патент: Механізм з обертовим поршнем
Наступний патент: Спосіб одержання шоколаду шляхом додавання до шоколадної маси дигліцеридного ефіру лимонної кислоти та композиція шоколаду, отриманого зазначеним способом
Випадковий патент: Вітроенергетична установка