Спосіб одержання залізофлюсу
Номер патенту: 85653
Опубліковано: 10.02.2009
Автори: Губко Дмитро Ігорович, Сєбко Леонід Володимирович, Чернова Світлана Геннадіївна, Ожогін Володимир Володимирович, Томаш Олександр Анатолійович, Челядін Олександр Михайлович, Манахов Михайло Олександрович, Нікош Ілля Анатолійович, Лобас Олександр Михайлович

Формула / Реферат
Спосіб одержання залізофлюсу, що включає змішування флюсуючого компоненту, обзалізнювача та сполучного в заданих співвідношеннях, брикетування і сушіння, який відрізняється тим, що як флюсуючий компонент використовують крейдову крихту фракції менше 3 мм у кількості 70-90 мас. %, як обзалізнювач – дроблену залізовмісну стружку або окалину в кількості 10-30 мас. %, а як сполучне, що додатково утворює рідкі фази у матеріалі, що брикетують, вводять 3-7 мас. % рідкого скла, та додатково проводять випал при 1100-1300 °С.
Текст
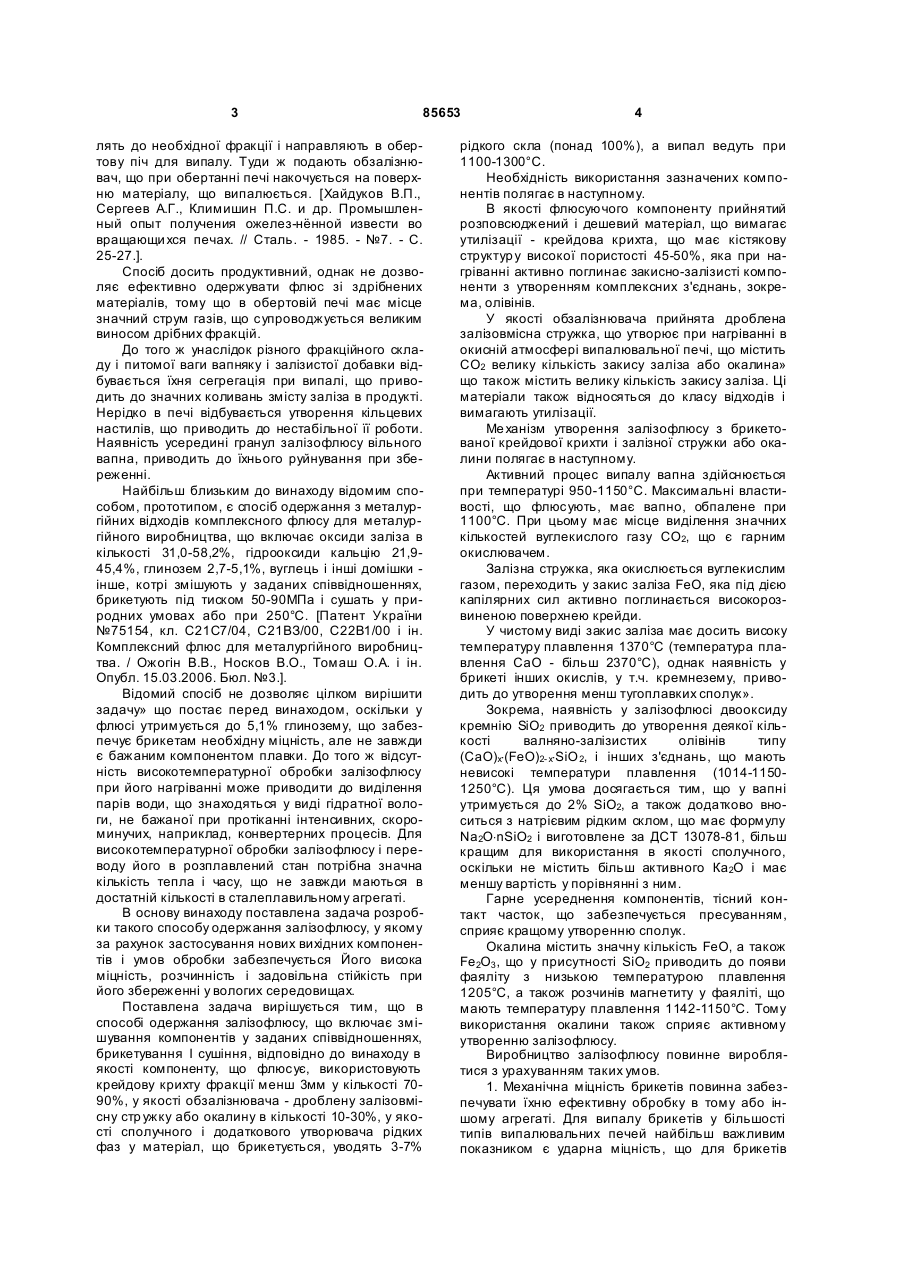
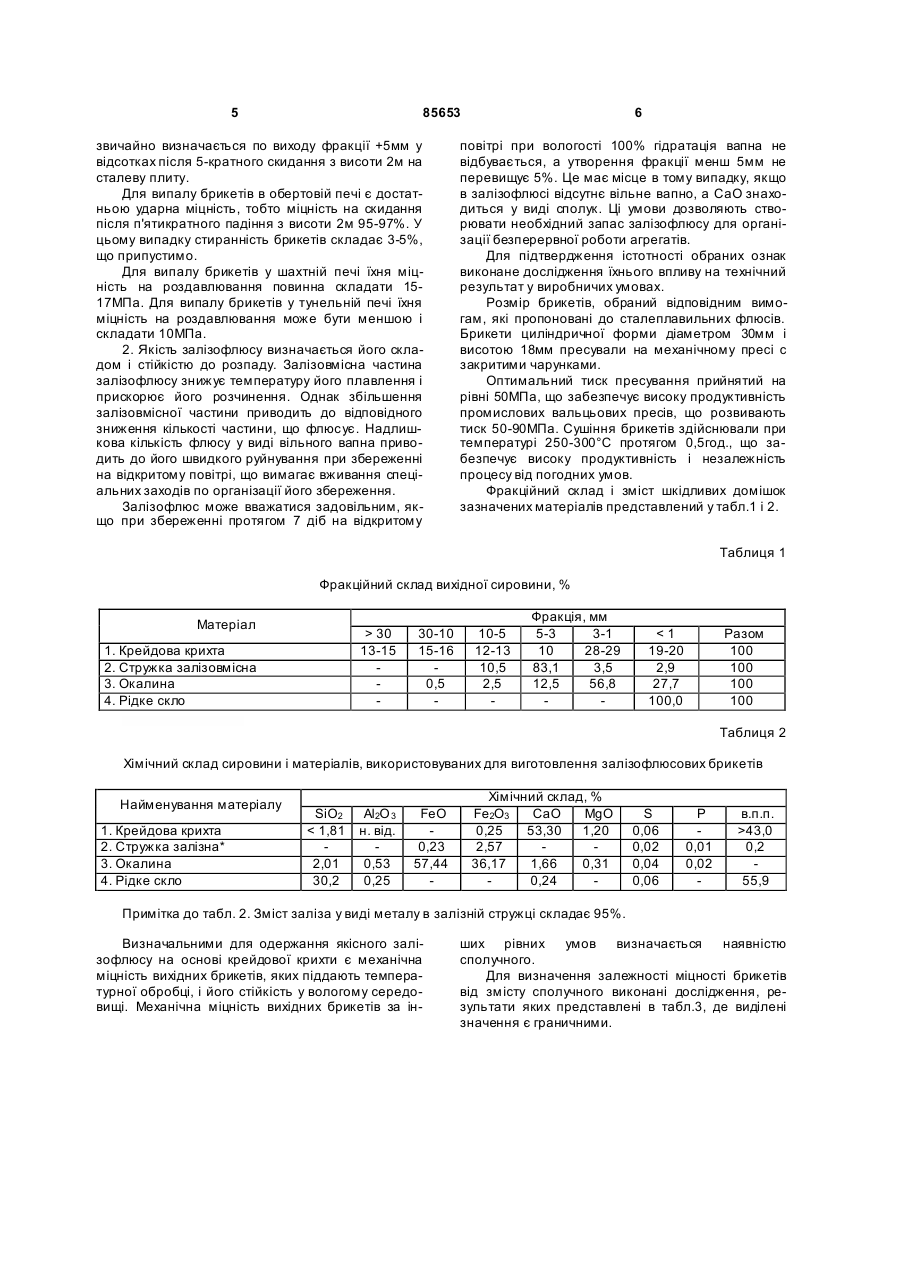
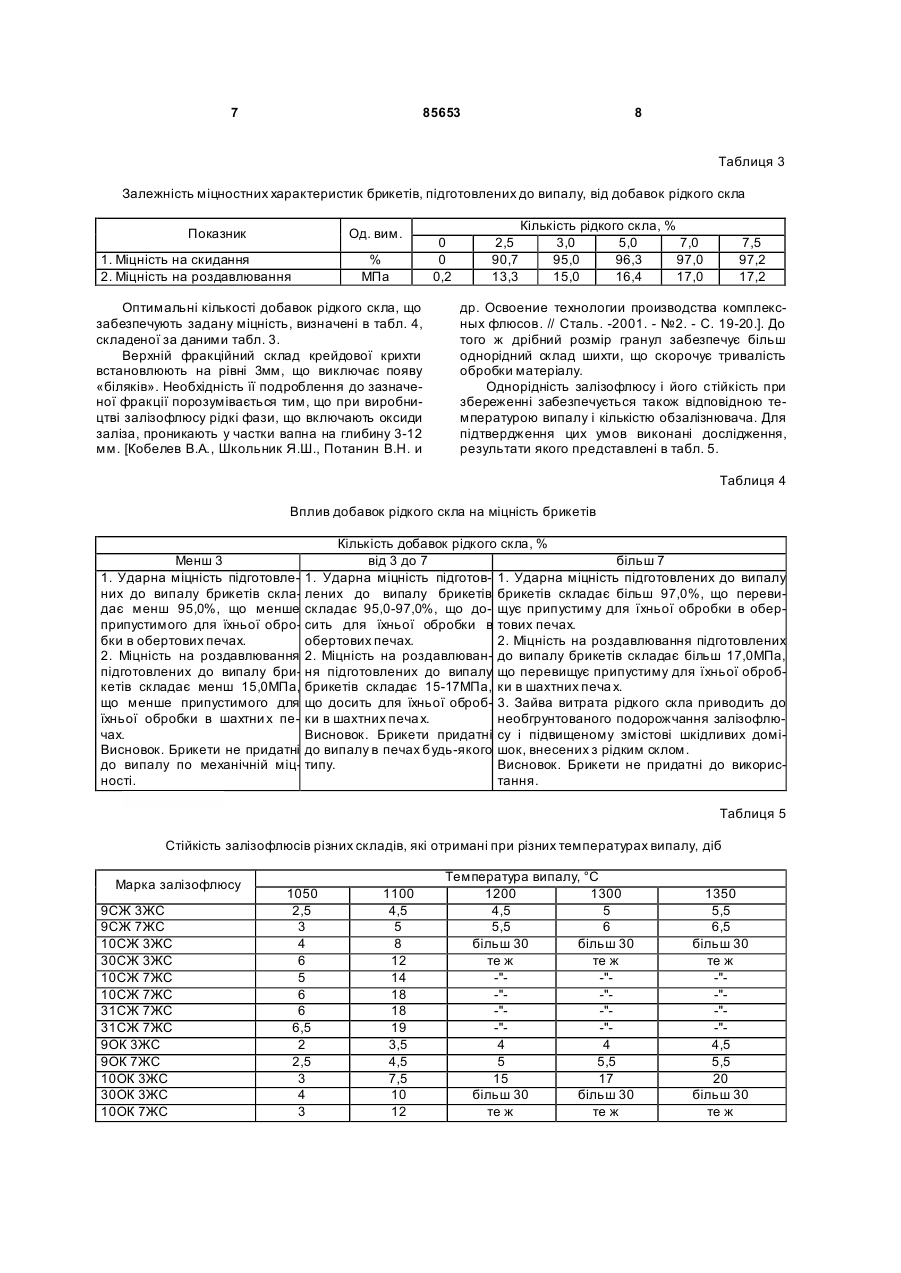
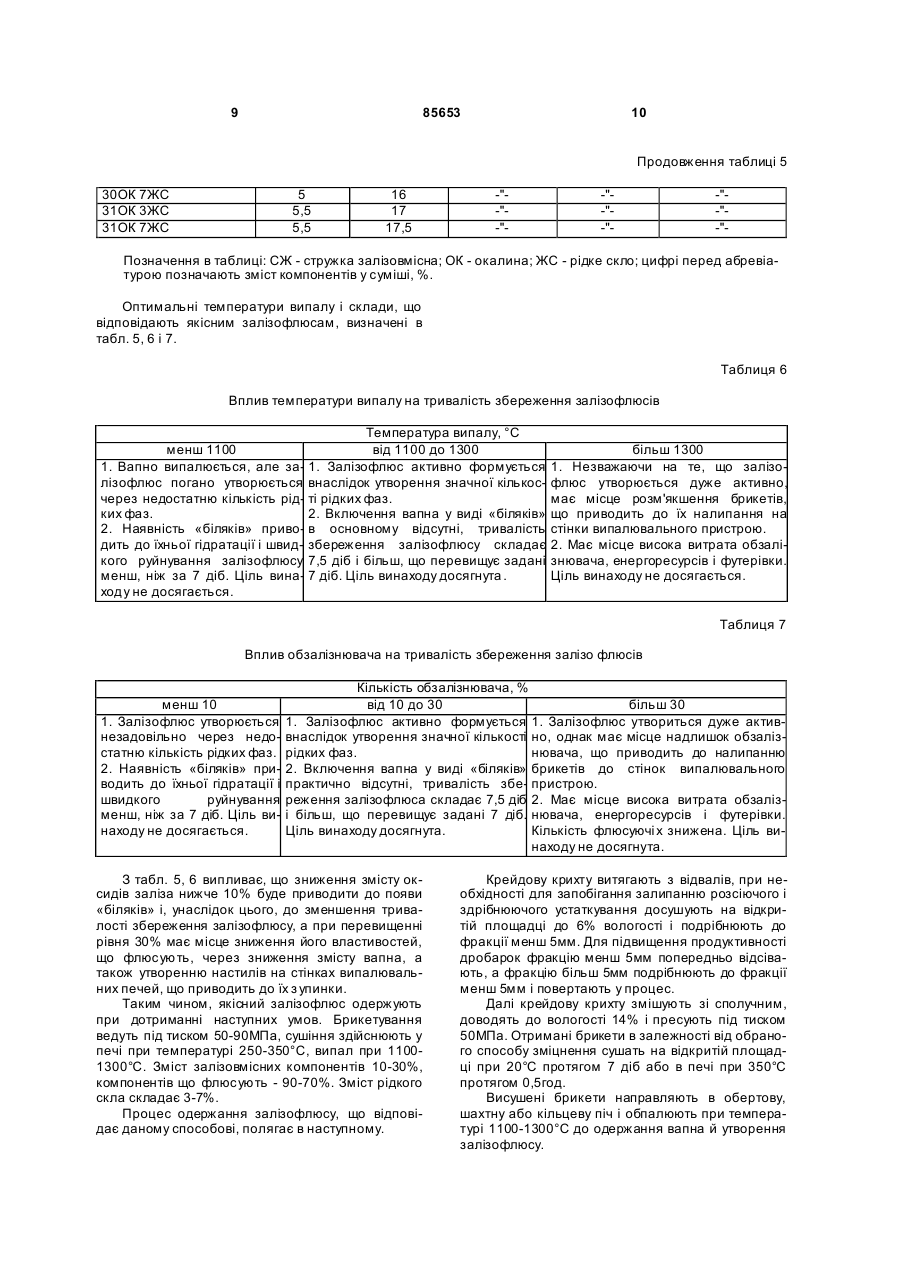
Спосіб одержання залізофлюсу, що включає 25-27 змішування флюсуючого компоненту, обзалізнювача та сполучного в заданих співвідношеннях, брикетування і сушіння, який відрізняється тим, що як флюсуючий компонент використовують крейдову крихту фракції менше 3 мм у кількості 7090 мас. %, як обзалізнювач – дроблену залізовмісну стр ужку або окалину в кількості 10-30 мас. %, а як сполучне, що додатково утворює рідкі фази у матеріалі, що брикетують, вводять 3-7 мас. % рідкого скла, та додатково проводять випал при 11001300°С. UA (21) a200804269 (22) 04.04.2008 (24) 10.02.2009 (46) 10.02.2009, Бюл.№ 3, 2009 р. (72) ОЖОГІН ВОЛОДИМИР ВОЛОДИМИРОВИЧ, UA, ТОМАШ ОЛЕКСАНДР АН АТОЛІЙОВИЧ, U A, СЄБКО ЛЕОНІД ВОЛОДИ МИРОВИЧ, UA, НІКОШ ІЛЛЯ АН АТОЛІЙОВИЧ, UA, МАНАХОВ МИХАЙЛО ОЛЕКСАНДРОВИЧ, UA, ЛОБАС ОЛЕКСАНДР МИХАЙЛОВИЧ, UA, ЧЕЛЯДИН ОЛЕКСАНДР МИ ХАЙЛОВИЧ, UA, ЧЕРНОВА СВІТЛАНА ГЕННАДІЇВН А, UA, ГУБКО ДМИТРО ІГОРОВИЧ, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA, ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "АЗОВ-ІНЖЕНІРІНГ", UA (56) UA, 75154, C2, 15.03.2006 UA, 76684, C2, 15.08.2006 SU, 1701666, A1, 30.12.1991 RU, 2031153, C1, 20.03.1995 JP, 62174334, A, 31.07.1987 JP, 01162729, A, 27.06.1989 C2 2 (19) 1 3 85653 лять до необхідної фракції і направляють в обертову піч для випалу. Туди ж подають обзалізнювач, що при обертанні печі накочується на поверхню матеріалу, що випалюється. [Хайдуков В.П., Сергеев А.Г., Климишин П.С. и др. Промышленный опыт получения ожелез-нённой извести во вращающи хся печах. // Сталь. - 1985. - №7. - С. 25-27.]. Спосіб досить продуктивний, однак не дозволяє ефективно одержувати флюс зі здрібнених матеріалів, тому що в обертовій печі має місце значний струм газів, що супроводжується великим виносом дрібних фракцій. До того ж унаслідок різного фракційного складу і питомої ваги вапняку і залізистої добавки відбувається їхня сегрегація при випалі, що приводить до значних коливань змісту заліза в продукті. Нерідко в печі відбувається утворення кільцевих настилів, що приводить до нестабільної її роботи. Наявність усередині гранул залізофлюсу вільного вапна, приводить до їхнього руйнування при збереженні. Найбільш близьким до винаходу відомим способом, прототипом, є спосіб одержання з металургійних відходів комплексного флюсу для металургійного виробництва, що включає оксиди заліза в кількості 31,0-58,2%, гідрооксиди кальцію 21,945,4%, глинозем 2,7-5,1%, вуглець і інші домішки інше, котрі змішують у заданих співвідношеннях, брикетують під тиском 50-90МПа і сушать у природних умовах або при 250°С. [Патент України №75154, кл. С21С7/04, С21ВЗ/00, С22В1/00 і ін. Комплексний флюс для металургійного виробництва. / Ожогін В.В., Носков В.О., Томаш О.А. і ін. Опубл. 15.03.2006. Бюл. №3.]. Відомий спосіб не дозволяє цілком вирішити задачу» що постає перед винаходом, оскільки у флюсі утримується до 5,1% глинозему, що забезпечує брикетам необхідну міцність, але не завжди є бажаним компонентом плавки. До того ж відсутність високотемпературної обробки залізофлюсу при його нагріванні може приводити до виділення парів води, що знаходяться у виді гідратної вологи, не бажаної при протіканні інтенсивних, скороминучих, наприклад, конвертерних процесів. Для високотемпературної обробки залізофлюсу і переводу його в розплавлений стан потрібна значна кількість тепла і часу, що не завжди маються в достатній кількості в сталеплавильному агрегаті. В основу винаходу поставлена задача розробки такого способу одержання залізофлюсу, у якому за рахунок застосування нових вихідних компонентів і умов обробки забезпечується Його висока міцність, розчинність і задовільна стійкість при його збереженні у вологих середовищах. Поставлена задача вирішується тим, що в способі одержання залізофлюсу, що включає змішування компонентів у заданих співвідношеннях, брикетування І сушіння, відповідно до винаходу в якості компоненту, що флюсує, використовують крейдову крихту фракції менш 3мм у кількості 7090%, у якості обзалізнювача - дроблену залізовмісну стр ужку або окалину в кількості 10-30%, у якості сполучного і додаткового утворювача рідких фаз у матеріал, що брикетується, уводять 3-7% 4 рідкого скла (понад 100%), а випал ведуть при 1100-1300°С. Необхідність використання зазначених компонентів полягає в наступному. В якості флюсуючого компоненту прийнятий розповсюджений і дешевий матеріал, що вимагає утилізації - крейдова крихта, що має кістякову структур у високої пористості 45-50%, яка при нагріванні активно поглинає закисно-залізисті компоненти з утворенням комплексних з'єднань, зокрема, олівінів. У якості обзалізнювача прийнята дроблена залізовмісна стружка, що утворює при нагріванні в окисній атмосфері випалювальної печі, що містить СО2 велику кількість закису заліза або окалина» що також містить велику кількість закису заліза. Ці матеріали також відносяться до класу відходів і вимагають утилізації. Ме ханізм утворення залізофлюсу з брикетованої крейдової крихти і залізної стружки або окалини полягає в наступному. Активний процес випалу вапна здійснюється при температурі 950-1150°С. Максимальні властивості, що флюсують, має вапно, обпалене при 1100°С. При цьому має місце виділення значних кількостей вуглекислого газу СО2, що є гарним окислювачем. Залізна стружка, яка окислюється вуглекислим газом, переходить у закис заліза FeO, яка під дією капілярних сил активно поглинається високорозвиненою поверхнею крейди. У чистому виді закис заліза має досить високу температуру плавлення 1370°С (температура плавлення СаО - більш 2370°С), однак наявність у брикеті інших окислів, у т.ч. кремнезему, приводить до утворення менш тугоплавких сполук». Зокрема, наявність у залізофлюсі двооксиду кремнію SiО2 приводить до утворення деякої кількості валняно-залізистих олівінів типу (CaO)x×(FeO)2- x×SiO 2, і інших з'єднань, що мають невисокі температури плавлення (1014-11501250°С). Ця умова досягається тим, що у вапні утримується до 2% SiO2, а також додатково вноситься з натрієвим рідким склом, що має формулу Na2O×nSiO2 і виготовлене за ДСТ 13078-81, більш кращим для використання в якості сполучного, оскільки не містить більш активного Ка 2О і має меншу вартість у порівнянні з ним. Гарне усереднення компонентів, тісний контакт часток, що забезпечується пресуванням, сприяє кращому утворенню сполук. Окалина містить значну кількість FeO, а також Fе2О3 , що у присутності SiO2 приводить до появи фаяліту з низькою температурою плавлення 1205°С, а також розчинів магнетиту у фаяліті, що мають температуру плавлення 1142-1150°С. Тому використання окалини також сприяє активному утворенню залізофлюсу. Виробництво залізофлюсу повинне вироблятися з урахуванням таких умов. 1. Механічна міцність брикетів повинна забезпечувати їхню ефективну обробку в тому або іншому агрегаті. Для випалу брикетів у більшості типів випалювальних печей найбільш важливим показником є ударна міцність, що для брикетів 5 85653 звичайно визначається по виходу фракції +5мм у відсотках після 5-кратного скидання з висоти 2м на сталеву плиту. Для випалу брикетів в обертовій печі є достатньою ударна міцність, тобто міцність на скидання після п'ятикратного падіння з висоти 2м 95-97%. У цьому випадку стиранність брикетів складає 3-5%, що припустимо. Для випалу брикетів у шахтній печі їхня міцність на роздавлювання повинна складати 1517МПа. Для випалу брикетів у тунельній печі їхня міцність на роздавлювання може бути меншою і складати 10МПа. 2. Якість залізофлюсу визначається його складом і стійкістю до розпаду. Залізовмісна частина залізофлюсу знижує температуру його плавлення і прискорює його розчинення. Однак збільшення залізовмісної частини приводить до відповідного зниження кількості частини, що флюсує. Надлишкова кількість флюсу у виді вільного вапна приводить до його швидкого руйнування при збереженні на відкритому повітрі, що вимагає вживання спеціальних заходів по організації його збереження. Залізофлюс може вважатися задовільним, якщо при збереженні протягом 7 діб на відкритому 6 повітрі при вологості 100% гідратація вапна не відбувається, а утворення фракції менш 5мм не перевищує 5%. Це має місце в тому випадку, якщо в залізофлюсі відсутнє вільне вапно, а СаО знаходиться у виді сполук. Ці умови дозволяють створювати необхідний запас залізофлюсу для організації безперервної роботи агрегатів. Для підтвердження істотності обраних ознак виконане дослідження їхнього впливу на технічний результат у виробничих умовах. Розмір брикетів, обраний відповідним вимогам, які пропоновані до сталеплавильних флюсів. Брикети циліндричної форми діаметром 30мм і висотою 18мм пресували на механічному пресі с закритими чарунками. Оптимальний тиск пресування прийнятий на рівні 50МПа, що забезпечує високу продуктивність промислових вальцьових пресів, що розвивають тиск 50-90МПа. Сушіння брикетів здійснювали при температурі 250-300°С протягом 0,5год., що забезпечує високу продуктивність і незалежність процесу від погодних умов. Фракційний склад і зміст шкідливих домішок зазначених матеріалів представлений у табл.1 і 2. Таблиця 1 Фракційний склад вихідної сировини, % Матеріал > 30 13-15 1. Крейдова крихта 2. Стружка залізовмісна 3. Окалина 4. Рідке скло 30-10 15-16 0,5 10-5 12-13 10,5 2,5 Фракція, мм 5-3 3-1 10 28-29 83,1 3,5 12,5 56,8 43,0 0,2 55,9 Примітка до табл. 2. Зміст заліза увиді металу в залізній стружці складає 95%. Визначальними для одержання якісного залізофлюсу на основі крейдової крихти є механічна міцність вихідних брикетів, яких піддають температурної обробці, і його стійкість у вологому середовищі. Механічна міцність вихідних брикетів за ін ших рівних умов визначається наявністю сполучного. Для визначення залежності міцності брикетів від змісту сполучного виконані дослідження, результати яких представлені в табл.3, де виділені значення є граничними. 7 85653 8 Таблиця 3 Залежність міцностних характеристик брикетів, підготовлених до випалу, від добавок рідкого скла Показник Од. вим. 1. Міцність на скидання 2. Міцність на роздавлювання % МПа Оптимальні кількості добавок рідкого скла, що забезпечують задану міцність, визначені в табл. 4, складеної за даними табл. 3. Верхній фракційний склад крейдової крихти встановлюють на рівні 3мм, що виключає появу «біляків». Необхідність її подроблення до зазначеної фракції порозумівається тим, що при виробництві залізофлюсу рідкі фази, що включають оксиди заліза, проникають у частки вапна на глибину 3-12 мм. [Кобелев В.А., Школьник Я.Ш., Потанин В.Н. и 0 0 0,2 2,5 90,7 13,3 Кількість рідкого скла, % 3,0 5,0 7,0 95,0 96,3 97,0 15,0 16,4 17,0 7,5 97,2 17,2 др. Освоение технологии производства комплексных флюсов. // Сталь. -2001. - №2. - С. 19-20.]. До того ж дрібний розмір гранул забезпечує більш однорідний склад шихти, що скорочує тривалість обробки матеріалу. Однорідність залізофлюсу і його стійкість при збереженні забезпечується також відповідною температурою випалу і кількістю обзалізнювача. Для підтвердження цих умов виконані дослідження, результати якого представлені в табл. 5. Таблиця 4 Вплив добавок рідкого скла на міцність брикетів Кількість добавок рідкого скла, % Менш 3 від 3 до 7 більш 7 1. Ударна міцність підготовле- 1. Ударна міцність підготов- 1. Ударна міцність підготовлених до випалу них до випалу брикетів скла- лених до випалу брикетів брикетів складає більш 97,0%, що перевидає менш 95,0%, що менше складає 95,0-97,0%, що до- щує припустиму для їхньої обробки в оберприпустимого для їхньої обро- сить для їхньої обробки в тових печах. бки в обертових печах. обертових печах. 2. Міцність на роздавлювання підготовлених 2. Міцність на роздавлювання 2. Міцність на роздавлюван- до випалу брикетів складає більш 17,0МПа, підготовлених до випалу бри- ня підготовлених до випалу що перевищує припустиму для їхньої обробкетів складає менш 15,0МПа, брикетів складає 15-17МПа, ки в шахтних печа х. що менше припустимого для що досить для їхньої оброб- 3. Зайва витрата рідкого скла приводить до їхньої обробки в шахтни х пе- ки в шахтних печа х. необгрунтованого подорожчання залізофлючах. Висновок. Брикети придатні су і підвищеному змістові шкідливих доміВисновок. Брикети не придатні до випалу в печах будь-якого шок, внесених з рідким склом. до випалу по механічній міц- типу. Висновок. Брикети не придатні до викорисності. тання. Таблиця 5 Стійкість залізофлюсів різних складів, які отримані при різних температурах випалу, діб Марка залізофлюсу 9СЖ 3ЖС 9СЖ 7ЖС 10СЖ 3ЖС 30СЖ 3ЖС 10СЖ 7ЖС 10СЖ 7ЖС 31СЖ 7ЖС 31СЖ 7ЖС 9ОК 3ЖС 9ОК 7ЖС 10ОК 3ЖС 30ОК 3ЖС 10ОК 7ЖС 1050 2,5 3 4 6 5 6 6 6,5 2 2,5 3 4 3 1100 4,5 5 8 12 14 18 18 19 3,5 4,5 7,5 10 12 Температура випалу, °С 1200 1300 4,5 5 5,5 6 більш 30 більш 30 те ж те ж -"-"-"-"-"-"-"-"4 4 5 5,5 15 17 більш 30 більш 30 те ж те ж 1350 5,5 6,5 більш 30 те ж -"-"-"-"4,5 5,5 20 більш 30 те ж 9 85653 10 Продовження таблиці 5 30ОК 7ЖС 31ОК 3ЖС 31ОК 7ЖС 5 5,5 5,5 16 17 17,5 -"-"-" -"-"-" -"-"-" Позначення в таблиці: СЖ - стружка залізовмісна; ОК - окалина; ЖС - рідке скло; цифрі перед абревіатурою позначають зміст компонентів у суміші, %. Оптимальні температури випалу і склади, що відповідають якісним залізофлюсам, визначені в табл. 5, 6 і 7. Таблиця 6 Вплив температури випалу на тривалість збереження залізофлюсів Температура випалу, °С менш 1100 від 1100 до 1300 1. Вапно випалюється, але за- 1. Залізофлюс активно формується лізофлюс погано утворюється внаслідок утворення значної кількосчерез недостатню кількість рід- ті рідких фаз. ких фаз. 2. Включення вапна у виді «біляків» 2. Наявність «біляків» приво- в основному відсутні, тривалість дить до їхньої гідратації і швид- збереження залізофлюсу складає кого руйнування залізофлюсу 7,5 діб і більш, що перевищує задані менш, ніж за 7 діб. Ціль вина- 7 діб. Ціль винаходу досягнута . ходу не досягається. більш 1300 1. Незважаючи на те, що залізофлюс утворюється дуже активно, має місце розм'якшення брикетів, що приводить до їх налипання на стінки випалювального пристрою. 2. Має місце висока витрата обзалізнювача, енергоресурсів і футерівки. Ціль винаходу не досягається. Таблиця 7 Вплив обзалізнювача на тривалість збереження залізо флюсів менш 10 1. Залізофлюс утворюється незадовільно через недостатню кількість рідких фаз. 2. Наявність «біляків» приводить до їхньої гідратації і швидкого руйнування менш, ніж за 7 діб. Ціль винаходу не досягається. Кількість обзалізнювача, % від 10 до 30 більш 30 1. Залізофлюс активно формується 1. Залізофлюс утвориться дуже активвнаслідок утворення значної кількості но, однак має місце надлишок обзалізрідких фаз. нювача, що приводить до налипанню 2. Включення вапна у виді «біляків» брикетів до стінок випалювального практично відсутні, тривалість збе- пристрою. реження залізофлюса складає 7,5 діб 2. Має місце висока витрата обзалізі більш, що перевищує задані 7 діб. нювача, енергоресурсів і футерівки. Ціль винаходу досягнута. Кількість флюсуючі х знижена. Ціль винаходу не досягнута. З табл. 5, 6 випливає, що зниження змісту оксидів заліза нижче 10% буде приводити до появи «біляків» і, унаслідок цього, до зменшення тривалості збереження залізофлюсу, а при перевищенні рівня 30% має місце зниження його властивостей, що флюсують, через зниження змісту вапна, а також утворенню настилів на стінках випалювальних печей, що приводить до їх з упинки. Таким чином, якісний залізофлюс одержують при дотриманні наступних умов. Брикетування ведуть під тиском 50-90МПа, сушіння здійснюють у печі при температурі 250-350°С, випал при 11001300°С. Зміст залізовмісних компонентів 10-30%, компонентів що флюсують - 90-70%. Зміст рідкого скла складає 3-7%. Процес одержання залізофлюсу, що відповідає даному способові, полягає в наступному. Крейдову крихту витягають з відвалів, при необхідності для запобігання залипанню розсіючого і здрібнюючого устаткування досушують на відкритій площадці до 6% вологості і подрібнюють до фракції менш 5мм. Для підвищення продуктивності дробарок фракцію менш 5мм попередньо відсівають, а фракцію більш 5мм подрібнюють до фракції менш 5мм і повертають у процес. Далі крейдову крихту змішують зі сполучним, доводять до вологості 14% і пресують під тиском 50МПа. Отримані брикети в залежності від обраного способу зміцнення сушать на відкритій площадці при 20°С протягом 7 діб або в печі при 350°С протягом 0,5год. Висушені брикети направляють в обертову, шахтну або кільцеву піч і обпалюють при температурі 1100-1300°С до одержання вапна й утворення залізофлюсу. 11 85653 Економія Э у споживача від застосування залізофлюсу, який одержують по пропонованому способі, складає: Э = [310 × 0,038 - 380 × 0,032 + 80 × 0,017 + 1170 × 0,017 × 0,10] : 0,032 = 92,8грн/т залізофлюсу, де 310 - розрахункова вартість залізофлюсу в базовому варіанті, грн/т; 380 - розрахункова вартість залізофлюсу в пропонованому варіанті, грн/т; Комп’ютерна в ерстка В. Клюкін 12 0,038 - коефіцієнт витрати залізофлюсу на виробництво стали у базовому варіанті, т/т; 0,032 - коефіцієнт витрати залізофлюсу на виробництво стали у пропонованому варіанті, т/т; 80 - умовно-постійні витрати в собівартості стали, грн/т; 0,017 - скорочення тривалості циклу плавки в конвертері, або 1,7%, д. од.; 1170 - собівартість 1т стали, грн/т; 0,10 - розрахункова рентабельність у виробництві стали, або 10%, д. од. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for staflux production
Автори англійськоюOzhohin Volodymyr Volodymyrovych, Tomash Oleksandr Anatoliiovych, Siebko Leonid Volodymyrovych, Nikosh Illia Anatoliiovych, Manakhov Mykhailo Oleksandrovych, Lobas Oleksandr Mykhailovych, Cheliadyn Oleksandr Mykhailovych, Chernova Svitlana Hennadiivna, Hubko Dmytro Ihorovych
Назва патенту російськоюСпособ получения железофлюса
Автори російськоюОжогин Владимир Владимирович, Томаш Александр Анатольевич, Себко Леонид Владимирович, Никош Илья Анатольевич, Манахов Михаил Александрович, Лобас Олександр Михайлович, Челядин Олександр Михайлович, Чернова Светлана Геннадьевна, Губко Дмитро Ігорович
МПК / Мітки
МПК: C22B 1/24, C22B 1/00, C22B 1/14, C22B 1/242
Мітки: спосіб, залізофлюсу, одержання
Код посилання
<a href="https://ua.patents.su/6-85653-sposib-oderzhannya-zalizoflyusu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання залізофлюсу</a>
Спосіб одержання безвипального залізофлюсу з відходів металургійного виробництва
Номер патенту: 24479
Опубліковано: 10.07.2007
Автори: Ванюкова Наталія Дмитрівна, Ковальов Олександр Дмитрович, Ковальов Дмитро Арсентійович, Ковальов Максим Дмитрович
МПК: C22B 1/242
Мітки: виробництва, безвипального, одержання, металургійного, спосіб, залізофлюсу, відходів
Формула / Реферат:
1. Спосіб одержання безвипального залізофлюсу з відходів металургійного виробництва, що включає дозування, виходячи із заданого хімічного складу, прокатної окалини, колошникового пилу, шламів доменного й сталеплавильного виробництва, їхнє змішування і оґрудкування, який відрізняється тим, що компоненти дозують таким чином, щоб у суміші вміст фракцій нижче 70 мкм був 80-90 % від маси шихти, а змішують із додаванням сполучного,...
Спосіб отримання залізофлюсу з відходів металургійного виробництва
Номер патенту: 8033
Опубліковано: 15.07.2005
Автори: Бичков Сергій Васильович, Гітлін Лев Давидович, Макарова Надія Іванівна, Васильєв Петро Георгійович, Іващенко Валерій Петрович, Чергінець Людмила Миколаївна, Васильєва Тетяна Петрівна
МПК: C22B 1/24
Мітки: металургійного, спосіб, виробництва, залізофлюсу, відходів, отримання
Формула / Реферат:
1. Спосіб отримання залізофлюсу з відходів металургійного виробництва, що включає введення залізовмісних добавок до рідкого сталеплавильного шлаку під час його зливу до приймальної ємності та змішування їх з шлаком, який відрізняється тим, що перед введенням до шлаку залізовмісні добавки з'єднують з дрібнозернистим паливом, а змішування з шлаком здійснюють шляхом подання одержаної суміші під кутом до струменя рідкого шлаку в зону входу...
Шихта для отримання залізофлюсу з відходів металургійного виробництва
Номер патенту: 8032
Опубліковано: 15.07.2005
Автори: Макарова Надія Іванівна, Іващенко Валерій Петрович, Чергінець Людмила Миколаївна, Васильєва Тетяна Петрівна, Бичков Сергій Васильович, Гітлін Лев Давидович, Васильєв Петро Георгійович
МПК: C21B 15/00, C22B 1/24, C22B 1/00
Мітки: залізофлюсу, отримання, металургійного, шихта, виробництва, відходів
Формула / Реферат:
Шихта для отримання залізофлюсу з відходів металургійного виробництва, яка містить рідкий сталеплавильний шлак та залізовмісні добавки, яка відрізняється тим, що додатково містить дрібнозернисте паливо, а як залізовмісну добавку вона містить колошниковий пил доменних печей при наступному співвідношенні компонентів, ваг. %: колошниковий пил 10 - 50 дрібнозернисте паливо 1 - 10 ...
Спосіб одержання комплексного вуглецевого залізофлюсу
Номер патенту: 18585
Опубліковано: 25.12.1997
Автори: Козловський Альфред Іванович, Добромиров Юрій Леонідович, Тіхоміров Вячеслав Євгеньєвіч, Шифрін Євген Ісайович, Кірсанов Володимир Михайлович, Добромиров Віктор Леонідович, Гроденський Михайло Олексійович, Чорнявський Віктор Борисович
МПК: C22B 1/00
Мітки: залізофлюсу, вуглецевого, спосіб, одержання, комплексного
Формула / Реферат:
Способ получения комплексного углеродистого железофлюса из железосодержащих отходов, например, окалины, извести и твердого топлива, включающий измельчение, дозирование, смешивание, увлажнение, окускование и сушку, отличающийся тем, что 0,24 части извести от общего ее количества и твердое топливо совместно измельчают и смешивают с железосодержащими отходами, после чего полученную смесь увлажняют до соотношения масс смеси и воды 1,00 : (0,28 -...
Спосіб виробництва безопаленного залізофлюсу з відходів металургійного виробництва
Номер патенту: 23224
Опубліковано: 19.05.1998
Автори: Сидорський Олександр Володимирович, Добромиров Юрій Леонідович, Мазур Валерій Леонідович, Добромиров Віктор Леонідович
Мітки: виробництва, спосіб, металургійного, безопаленного, відходів, залізофлюсу
Формула / Реферат:
Способ получения безобжигового железофлюса из отходов металлургического производства, включающий складирование, предварительное смешивание и усреднение прокатной окалины, колошниковой пыли, шламов доменного, сталеплавильного и прокатного производства, отсева агломерата, окатышей и др. путем формирования штабеля, отличающийся тем, что отходы металлургического производства предварительно дозируют исходя из их химического состава для достижения...
Попередній патент: Система для обробки довгомірних виробів переважно з деревини, комплект фрез та фреза для її реалізації, ніж фрези та спосіб його виготовлення
Наступний патент: Спосіб одержання кускового вапна
Випадковий патент: Гальванічний елемент