Спосіб виготовлення легких панелей та легка панель

Формула / Реферат
1. Спосіб безперервного виробництва легких панелей з безкінечної панелі, яка має вкладку, приклеєну до шару покриття щонайменше на одній стороні, та планки, приклеєні до шару покриття, який включає наступні етапи:
приклеювання шару покриття до вкладки та планок під лінійним тиском, причому лінійний тиск прикладається вздовж легкої панелі,
розділення безкінечної панелі на декілька легких панелей, який відрізняється тим, що
безкінечна панель розділяється на ділянці планок таким чином, що одна планка формує кромку двох прилягаючих легких панелей після розділення.
2. Спосіб за попереднім пунктом, який відрізняється тим, що використовуються тільки поздовжні планки, а розділення відбувається у поперечному відносно поздовжніх планок напрямку.
3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що безкінечна панель виготовляється зі щонайменше трьома, бажано чотирма поздовжніми планками, безкінечна панель розділяється на декілька полотен на ділянці внутрішніх поздовжніх планок.
4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що два шари покриття виконані з різних матеріалів, з матеріалів з різними властивостями та/чи товщинами.
5. Спосіб за одним з попередніх пунктів, який відрізняється тим, що два шари покриття мають різну здатність протистояти механічним навантаженням.
6. Спосіб за одним з попередніх пунктів, який відрізняється тим, що лінійний тиск прикладається вздовж легкої панелі декілька послідовних разів.
7. Спосіб за одним з попередніх пунктів, який відрізняється тим, що лінійний тиск прикладається доки адгезив, який використовується при склеюванні, затвердіє і в якому, зокрема, використовується один з наступних адгезивів: NR (натуральні каучуки), клеї (наприклад глютинові клеї), UF смоли, MF смоли, PF смоли, RF смоли, PVAL, PVP та PU адгезиви.
8. Спосіб за одним з попередніх пунктів, який відрізняється тим, що роликовий пристрій, пара роликів, які пресують один проти одного, чи декілька послідовно розташованих роликів чи пар роликів використовуються для утворення лінії пресування.
9. Спосіб за одним з попередніх пунктів, який відрізняється тим, що використовуються планки, які слугують як поздовжні планки і які з'єднані з безкінечною панеллю в її поздовжньому напрямку.
10. Спосіб за одним з попередніх пунктів, який відрізняється тим, що поздовжні планки мають довжину, яка перевищує довжину легкої панелі, яка буде виготовлятися згідно з даним способом.
11. Спосіб за одним з попередніх пунктів, який відрізняється тим, що поздовжні планки розташовуються під кутом відповідно до довжини окремих легких панелей.
12. Спосіб за одним з попередніх пунктів, який відрізняється тим, що кромкам та кутам легких панелей надається певна визначена форма після чи під час етапу розділення.
13. Спосіб за одним з попередніх пунктів, який відрізняється тим, що кромки, на яких вкладка є незахищеною, підсилюються після чи під час етапу розділення.
14. Спосіб за одним з попередніх пунктів, який відрізняється тим, що адгезив, який використовується для склеювання, накладається безпосередньо на планки чи накладається на шар покриття тільки там, де розміщуються планки.
15. Спосіб за одним з попередніх пунктів, який відрізняється тим, що адгезив, який використовується для склеювання, накладається на вкладку, зокрема на стільникову панель, вкладку з гофрованого матеріалу таким чином, що адгезив наноситься в основному тільки там, де дійсно встановлюється зв'язування із шаром покриття.
16. Спосіб за одним з попередніх пунктів, який відрізняється тим, що використовується вкладка, здатна до розширення, тобто вкладка, стиснута щонайменше у напрямку обробки, яка розширюється безперервно, ріжеться до потрібної довжини за необхідності та з'єднується з шаром покриття.
17. Спосіб за одним з попередніх пунктів, який відрізняється тим, що на здатну до розширення вкладку наноситься адгезив до її розширення.
18. Спосіб за одним з попередніх пунктів, який відрізняється тим, що одночасно або послідовно два шари покриття над та під вкладкою, та при бажанні планкою, з'єднані з вкладкою чи з планкою.
19. Легка панель (1), яка може бути виготовлена відповідно за одним з попередніх пунктів, та яка містить вкладку, приклеєну до шару покриття щонайменше на одній стороні, та планки, приклеєні до шару покриття, та має кромки, які утворені шляхом розділення безкінечної панелі на ділянці планок таким чином, що одна планка формує кромку двох прилягаючих легких панелей після розділення.
Текст
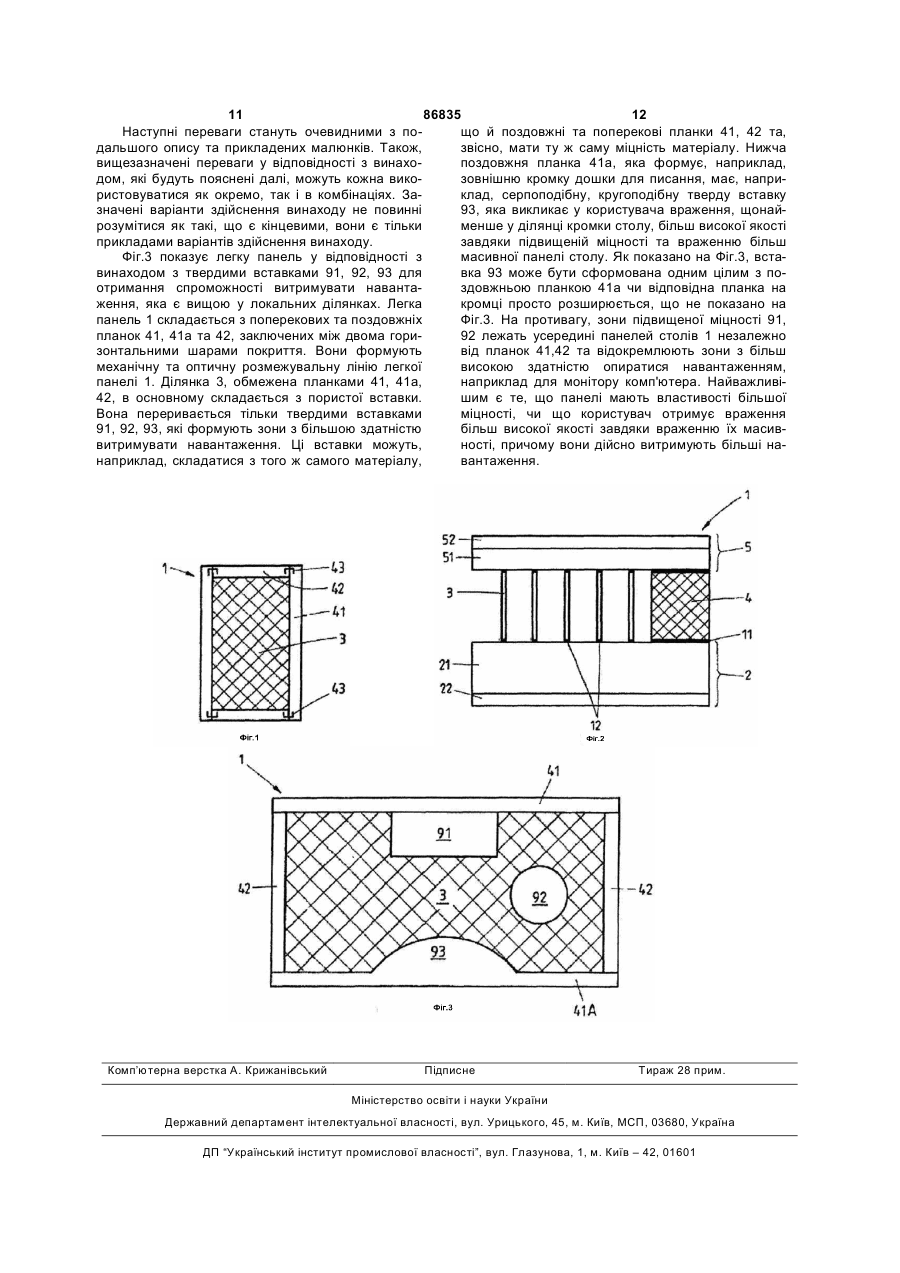
1. Спосіб безперервного виробництва легких панелей з безкінечної панелі, яка має вкладку, приклеєну до шару покриття щонайменше на одній стороні, та планки, приклеєні до шару покриття, який включає наступні етапи: приклеювання шару покриття до вкладки та планок під лінійним тиском, причому лінійний тиск прикладається вздовж легкої панелі, розділення безкінечної панелі на декілька легких панелей, який відрізняється тим, що безкінечна панель розділяється на ділянці планок таким чином, що одна планка формує кромку двох прилягаючих легких панелей після розділення. 2. Спосіб за попереднім пунктом, який відрізняється тим, що використовуються тільки поздовжні планки, а розділення відбувається у поперечному відносно поздовжніх планок напрямку. 3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що безкінечна панель виготовляється зі щонайменше трьома, бажано чотирма поздовжніми планками, безкінечна панель розділяється на декілька полотен на ділянці внутрішніх поздовжніх планок. 4. Спосіб за одним з попередніх пунктів, який відрізняється тим, що два шари покриття виконані з різних матеріалів, з матеріалів з різними властивостями та/чи товщинами. 5. Спосіб за одним з попередніх пунктів, який відрізняється тим, що два шари покриття мають різну здатність протистояти механічним навантаженням. 2 (19) 1 3 86835 4 16. Спосіб за одним з попередніх пунктів, який бажанні планкою, з'єднані з вкладкою чи з планвідрізняється тим, що використовується вкладка, кою. здатна до розширення, тобто вкладка, стиснута 19. Легка панель (1), яка може бути виготовлена щонайменше у напрямку обробки, яка розширювідповідно за одним з попередніх пунктів, та яка ється безперервно, ріжеться до потрібної довжини містить вкладку, приклеєну до шару покриття щоза необхідності та з'єднується з шаром покриття. найменше на одній стороні, та планки, приклеєні 17. Спосіб за одним з попередніх пунктів, який до шару покриття, та має кромки, які утворені відрізняється тим, що на здатну до розширення шляхом розділення безкінечної панелі на ділянці вкладку наноситься адгезив до її розширення. планок таким чином, що одна планка формує кро18. Спосіб за одним з попередніх пунктів, який мку двох прилягаючих легких панелей після роздівідрізняється тим, що одночасно або послідовно лення. два шари покриття над та під вкладкою, та при Даний винахід відноситься до легких панелей, до їх використання, а також до способу їхнього виготовлення. Легкі панелі використовують для меблів, дверей, стін тощо, тому що вони викликають враження сучасного дизайну та високої якості при малій вазі. Таким чином може досягатися враження масивних блоків завширшки до 5см. Починаючи з панелей, товщиною приблизно у 3см., легкі панелі, які виготовляються згідно з рівнем техніки, описаним нижче, мають перевагу з точки зору збереження коштів, над масивними панелями, такими як, наприклад, деревинно-стружкові плити, панелі HDF та MDF. Специфічна невелика вага легких панелей зменшує кошти на їх транспортування та виготовлення, полегшує процес монтування, дозволяє проектувати меблі з більш низькими показниками при розрахунку на міцність через меншу вагу панелей, дозволяє використовувати конструктивні елементи з більш низькими показниками міцності, так як двері, наприклад, важать менше, вони дешевші та потребуються більш легких, менш жорстких і тому дешевших елементів компонування і, насамкінець, такі панелі спонукають їх купувати в разі придбання меблів, які збираються власноруч, тому що більш легкий виріб може транспортуватися та монтуватися ліпше за будь-які інші. Відомі легкі панелі складаються з легкої вкладки, верхня та нижня сторони якої з'єднані з шаром покриття. Типовими вкладками є, наприклад, вкладки з пористого паперу чи гофрованого матеріалу, а також пінополістиролу чи жорсткого пінополіуретану. Особливо важливим для вкладок є те, що їх пориста структура захищає два шари покриття від зжимання, витягування чи зсуву. Паперові структури, які розширюються в напрямку товщини, наприклад, трубки, пори, трикутники або інші структури, які мають стійкість саме у напрямку товщини, є особливо широко розповсюдженими. Шари покриття являють собою тонкі панелі, в основному похідні продуктів деревинних пиломатеріалів, з товщиною від 3 до 6мм, чия зовнішня видима поверхня або вкрита плівкою, або ламінована, з трафаретним надрукуванням чи лакована для того, щоб забезпечити зовнішній вигляд, або запобігти зношуванню чи попаданню бруду, вологи та подібного. Кромки легкої панеліможуть бути оснащені так званими планками, які в більшості є масивними. Вони утворюють третій основний елемент легкої панелі і в основному слу гують у якості поздовжніх та поперечних планок. У ділянці кромки вони закріплені між шарами покриття замість вкладки чи приклеєні до кромок, вони формують кромки легкої панелі, запобігають попаданню іншорідних субстанцій усередину панелі, надають стійкості кромці, сприяють жорсткості при згинанні та стійкості до викривлення панелі та слугують у якості кріплення для елементів, що з'єднуються, наприклад для того, щоб сформувати основний елемент з декількох легких панелей. В цьому випадку планки повинні бути інтегровані у панелі таким чином, щоб, наприклад, сили, які виникають у кутовому з'єднанні, могли бути поглинуті, чи щоб з'єднуючі елементи, такі як болт та контргайка, могли бути достатньою мірою закріплені. Придатними матеріалами для планок звичайно є масивна деревина, деревинно-волокнисті плити, HDF, деревинно-стружкові плити. Легкі панелі 1, як вони показані, наприклад, на Фіг.1 та 2, виготовляються у відповідності з рівнем техніки в даній галузі наступним чином: базова панель 21, яка утворює нижній шар покриття 2, має поверхню 22, яку буде видно пізніше і яка обернена донизу, та верхню поверхню, цілком намащену клеєм. Поздовжні та поперекові планки 41, 42 які попередньо розрізаються згідно з потрібними розмірами, накладаються вздовж бічних поверхонь нижнього шару покриття 2 на його поверхню з попередньо нанесеним клеєм 11. Проміжне з'єднання поздовжніх та поперечних планок 41, 42, яке встановлюється до чи після цього, наприклад скобами 43, в цьому разі забезпечує покращену стабільність розмірів та прискорення виробничого процесу під час подальших завантажувально-вивантажувальних операцій. Потім паперова стільникова панель 3, яка має ту ж саму висоту, що і планки 4, поміщається у проміжок між планками. Нижня кромка стільників 3 таким чином контактує з поверхнею нижнього шару покриття, на яку нанесено клей 12. Потім друга панель покриття, на чию поверхню, яка в подальшому буде невидимою, також попередньо нанесено клей, накладається на ще відкриту легку панель таким чином, що вона може входити в клеєвий зв'язок з верхньою стороною планок та стільників. Тепер два шари покриття легкої панелі напресовуються один навпроти одного поки клей 11, 12 затвердіє. Для того, щоб зекономити час та зусилля пресування, багато легких панелей звичайно розташовуються одна на верхівці іншої та пресуються разом, а потім вони затвердівають поки 5 86835 6 зважуються. Виробництво, яке потребує часу і виня панелей з перервами окремо, або в штабелях магає наявності великого персоналу, може бути під тиском. спрощене шляхом використання більш широких Легка панель у сенсі даного винаходу є доступланок у внутрішній частині, тобто не на ділянці пною, якщо вкладка складається з матеріалу, який кромок, причому планки лежатимуть на базовій має меншу питому щільність ніж порівняна з нею панелі, наприклад у прив'язаному вигляді. Після масивна панель, тобто панель з масивної деревизатвердівання численні менші легкі панелі отрини, деревинностружкова плита чи деревинноволкмуються шляхом розпилювання утвореної таким ниста плита, в яких матеріал щонайменше робить чином великої легкої панелі у ділянках, розташошар покриття жорстким. Легка панель також вже є ваних посередині внутрішніх поздовжніх та попедоступною, якщо шар покриття приєднаний тільки рекових планок. до однієї сторони вкладки, тому що ця можливість Описаний вище спосіб, який нагадує реміснивже забезпечує достатню стійкість, а саме закріпчий спосіб виробництва, має численні недоліки, які лення шару покриття. Виробництво легких панедотепер перешкоджають його використанню у малей, розкрите в даному винаході, з вкладкою, совому виробництві. Вставляння та розрізання склеєною разом з шаром покриття тільки на одній планок до потрібного розміру є точною роботою. стороні, також має сенс, якщо виробляється тільки Через стільникову структуру велика частина клею напівфабрикат продукту. В такому разі можливо, не використовується для склеювання, а затвердінаприклад, що шар покриття з іншого матеріалу, ває невикористаною у внутрішніх частинах шарів чи щонайменше з матеріалу з іншими властивоспокриття. Повільний процес затвердівання клею тями та/чи товщиною матеріалу може бути викоробить неможливим виготовлення у безперервнористаний для іншої сторони вкладки на іншому му процесі через те, що час сушіння складає декіетапі, на якому другий шар покриття не може бути лька годин. Подальші проблеми є результатом зроблений за способом у відповідності до даного вказаних. Наприклад, комерційно доступні клеї на винаходу. основі води такі, як, наприклад, сечовинний клей Якщо лінійний тиск прикладається вздовж легта ПВА висихають через випаровування вологи. кої панелі декілька послідовних разів, то можливо, Під час цього процесу паперова вкладка та шар щоб легка панель формувалася шляхом пресупокриття можуть бути ослаблені. В результаті вання протягом тривалого часу впродовж виготовз'являється видима нерівність через деформацію лення, коли кожен апарат, який прикладає лінійний як вкладки, так і самого шару покриття. Через це тиск, має прикладати лише невелику контактну часто буває потрібний подальший етап так званого силу у порівнянні із загальною поверхнею легкої калібрування закінченої затверділої панелі для панелі. Таким чином можна відмовитися від застоотримання бажаної рівної поверхні. сування дорогого пресу з великими зусиллями Таким чином, предметом даного винаходу є пресування. Прикладання лінійного тиску, наприпокращена легка панель, нові варіанти її застосуклад, роликами, має таку додаткову перевагу, що вання, а також покращений спосіб її виробництва. можна відмовитися від подальшого каландрування Це завдання вирішено у способі виробництва поверхні легкої панелі. легких панелей та легкій панелі у відповідності до Це застосовується особливо якщо лінійний(ні) відповідних пунктів формули винаходу. Розширені тиск(и) діють доки не відбувається остаточне заваріанти здійснення винаходу є предметами залетвердівання клею, який застосовується. В цьому жних пунктів формули винаходу. випадку наступні клеї є особливо придатними: По-перше, у способі згідно з даним винаходом а) клеї таких видів, які затвердівають за рахупропонується, щоб нанесення клею проводилося нок фізичних процесів, наприклад, термоплавкі під час прикладання лінійного тиску між шаром клеї, тому що тільки одне прикладання поверхонь покриття та вкладкою та, за необхідності, планказ нанесеним на них клеєм одна до одної вже доми. Лінійний тиск за змістом винаходу є тільки лозволяє встановити зв'язок, а більш того тому, що кальним прикладанням зусилля тиску в русі віднонанесення клею на одну сторону є достатнім. сно компоненту. Лінійний тиск може, наприклад, б) клеї холодноотверджуваних видів, наприприкладатися шляхом прокатування роликів по клад, цементи як водна дисперсія, тому що в їхкомпоненту. Переваги локалізованих прикладань ньому випадку також достатньо нанесення клею тиску полягають в тому, що потрібно прикладати на одну сторону. невеликі зусилля пресування у порівнянні з пресуТаким чином, придатними клеями є, наприванням усього компоненту, так як не всю панель клад, НК (натуральні каучуки), клеї (так звані глюпотрібно пресувати одночасно. Лінійний тиск у тинові клеї), сечовинно-формальдегідні (UF) смосенсі даного винаходу також може прикладатися ли, меламінформальдегідні смоли, RF смоли, ременем, який протягується вздовж разом з комкрохмаль, декстрин, казеїн, PVAL, PVP, ефір цепонентом і який підтримується чи приводиться у люлози, а також PU адгезив. рух на іншій стороні, наприклад, поворотними коЗатвердівання в сенсі винаходу досягається лесами. Таким чином, у протилежність до слова тоді, коли контактний тиск може бути підвищений «лінійний», лінійний тиск також може бути приклабез жодних заслуговуючих на увагу втрат у якості дений до певної ділянки. Перевагою лінійного тиста якщо подальша обробка панелей забезпечена ку, прикладеного у відповідності до даного винапри їхньому виготовленні без нанесення ним жодходу вздовж легкої панелі для її формування, є те, ної втрати якості через те, що клей не весь затвещо виробництво може здійснюватися безперервно рдів. Зокрема, необхідна впевненість в тому, що на відміну від виробництва з інтервалами. Тому зв'язок між шаром покриття та вкладкою чи планщо у попередньому рівні техніки відомо пресуван 7 86835 8 кою не може зруйнуватися чи що поверхня шару жніх чи поперечних планок. Відповідний проміжок покриття не зробиться нерівномірною. може бути створений, наприклад, компресуванБезкінечна панель в сенсі даного винаходу ням, вирізуванням чи витягуванням вставки, яка означає, що панель, яка є кінцевим продуктом, розміщуються в напрямку, поперечному до плану тобто завершеною легкою панеллю, і є, наприпанелі, чи шляхом залишення відповідного проміклад, готовою для транспортування та продажу, жку вільним з самого початку. Потім проміжки момає більшу довжину і окремі панелі в ній з'єднані жуть заповнюватися планками чи піною. Насамкіне переривчасто, а скоріше безперервно. нець, також можливо придати жорсткість кромкам Планки, які слугують у якості поздовжніх плашляхом наклеювання смуг, зокрема смуг, які манок, які в основному мають ту ж саму товщину, що ють здатність видаватися у напрямку внутрішньої й вкладки, виконують функцію підвищення міцності частини панелі і встановлювати зв'язок з вкладзакінчених легких панелей на ділянках кромок, так кою, наприклад, зазубринами. як і поперечні планки. Якщо безкінечні панелі Якщо безкінечна панель має щонайменше три оснащено поздовжніми планками, результатом поздовжні планки, тоді можливе отримання кількох цього є більш ефективне виробництво у порівнянні паралельних смуг з перемичками разом зі здійсзі звичайним методом виробництва через те, що ненням розділення у ділянці внутрішніх поздовжніх поздовжні планки не повинні різатися по довжині планок. Також дешевше з точки зору обладнання панелі чи через це помножуватися. Скоріше, це здійснювати спосіб з використанням одного широздійснюється на подальшому етапі, коли вже закого пристрою замість декількох вузьких пристроїв. кінчена та затверділа легка панель реалізується. Таким чином, кількість продукції може подвоюваПри цьому потрібно менше роботи та від планок тися при наявності трьох поздовжніх планок, позалишається менше відходів. троюватися при наявності чотирьох поздовжніх Якщо тільки виключно поздовжні планки викопланок і так далі. ристовуються у виробництві легких панелей і якщо Значно менша витрата клею, ніж у відомому у подальшому безкінечна панель розділяється у рівні техніки є результатом того, що клей нанопоперековому до поздовжніх планок напрямку, то ситься тільки там, де повинен бути встановлений можна обійтися без етапу вставляння поперечних клейовий контакт, тобто шар покриття не вкривапланок. В залежності від застосування панелі стоється повністю клеєм по всій поверхні, а тільки на рона, яка була відрізана, не є видимою, тобто у ділянках планок, що може також здійснюватися випадку панелей, котрі розміщуються одна за однанесенням клею тільки на планку. Подібна проною чи з'єднуються під кутом. цедура застосовується і для вкладки, на яку наноБільш того, поздовжні планки у способі безпеситься клей на ділянці, яка дійсно потребує з'єдрервного виробництва панелей у відповідності до нання. Нанесення клею валиками є даного винаходу можуть бути розміщені під кутом проблематичним, щонайменше у випадку швидкоу відповідності до розмірів легких панелей, які мазатвердіваючих клеїв, тому що швидкозатвердівають бути пізніше вирізані. Цим здійснюється кориючі клеї мають тенденцію налипати на валики, що гування поздовжніх планок до в подальшому виробить необхідним їх очищення через кілька гозначених розмірів панелей, що призводить до дин. Очищення призводить до витрати коштів і, відсутності відходів відрізання. Бажано, однак, кінець-кінцем, до втрати продукції. Тому, бажаним щоб поздовжні планки, які прилягають одна до є розбризкування через форсунку. одної, були з'єднані тимчасово, наприклад, метаВ іншому бажаному варіанті здійснення вкладлевими скобами, так щоб не могло з'явитися жодка є стисненою у напрямку виготовлення, і вона ної щілини між торцевими гранями планок під час має здатність розширюватися. Це знижує трансподальшого пресування. портні витрати, витрати на зберігання та складуРозділяти безкінечну панель, наприклад шлявання. Така здатна до розширення вкладка може хом розпилювання, особливо ефективно на ділянрозширюватися безперервно, тобто у сенсі спосоці планок, так як єдина планка таким чином утвобу безкінечного процесу виробництва легких парює кромку двох легких панелей, які прилягають нелей, на відміну від відомого рівня техніки, в якоодна до одної після розділення. В цьому випадку му окремі вставні панелі мусять бути виготовлені кромка, завдяки розділенню, можливо перебуває в та вставлені. стільникові панелі та вкладки з гофтакому стані, що не потребує ніякої фінішної обророваного матеріалу, паперового або картонного, є бки. прикладами вкладок, здатних до розширення. Особливо гарна легка панель при, можливо, З іншого боку, якщо вкладка, що розширюєтьдуже невеликому ризику пошкодження, отримуся, буде вкрита клеєм до розширення, то можливо ється коли кромки та кути окремих легких панелей зекономити на клеї у порівнянні з відомими спосовиготовляються таким чином, що вони, наприклад, бами, в яких шар покриття повністю покритий закруглюються, чи їм надається певна форма. Це клеєм. Більш того, перехід клею на вкладку може виконується особливо ефективно, якщо така форбути здійснений дуже просто через те, що стиснума утворюється вже під час розділення, тобто та вкладка поглинає клей по усій своїй поверхні. фрезерувальною машиною. Це робить непотрібЦе є причиною того, чому можуть використовуваним подальше оброблення для виготовлення патися валики замість технічно складних форсунок. нелі. Більш того, відходи різання можуть бути змеНа додаток клей може бути нанесений особливо ншені, якщо окремі форми двох прилягаючих густо і, таким чином, зможе проникати в матеріал, панелей заходять одна в одну. наприклад, картон, глибоко, що сприяє його міцноНаступне підсилення кромок, наприклад, після сті та здатності витримувати навантаження. Це розділення, є альтернативою вставляння поздовтакож дозволяє використовувати папери та карто 9 86835 10 ни, які мають маленький переріз, при якому абсоd) вставкою, чиї кромки мають довжину щорбція клею на перерізі, який є тонким, могла б бути найменше 20см, бажано 40см, а найбажаніше більш проблематичною у розширеному стані. 60см. У способі, відповідно до даного винаходу, два З точи зору дизайну такі легкі кухонні чи робочі шари покриття можуть бути в принципі приєднані столи можуть мати зовнішній вигляд та товщину до вкладки чи до планки обидва один за одним чи масивної панелі. Це може бути зроблено, наприодночасно. Особливо короткий процес може, звиклад, із застосуванням ламінатів з/без покриття, чайно, бути досягнутий якщо обидва шари покритдекоративного паперу з/без покриття, зносостійких тя, вкладка і, можливо, планка одночасно розтапокриттів та інших дизайнерських можливостей, шовувалися разом пошарово. Винахід також відомих з галузі застосування ламінатів для підлог охоплює випадок, коли другий шар покриття, який та в меблевій індустрії. Слід зазначити ту переваскладається, наприклад, з матеріалу, який не підгу, що тільки 2 метри з 10 метрів кухонної поверхлягає обробці у безперервному процесі, приєднуні, наприклад, є масивними, важкими та дорогими. ється інакше, наприклад, у переривчастому режиСпоглядач, однак, отримує враження подовженої мі. Наприклад, це може бути у разі, якщо легка робочої поверхні високого класу з довжиною у 10 панель повинна мати певні визначені властивості метрів. на одній зі своїх сторін. Наприклад, кухонний стіл, У відповідності до винаходу панель також моробочий письмовий стіл чи поверхня робочого же передбачатися такою, в якій легка панель фостолу, чия верхня покривна панель є міцною дерермує загальний план з іншими панелями (легкими винно-волокнистою панеллю і тому є стійкою до чи будь-якими іншими панелями) та в якій вона ударів ножів чи молотків. Що робить таку легку фіксовано або відокремлювано зв'язана з ними панель особливою, так це те, що привабливий вздовж загальної бічної кромки. З попереднього зовнішній вигляд (товста, високоякісна, з хорошою рівня техніки відомо, що легку панель, в яку вставтовщиною стінок) поєднується з малою вагою ляються планки, можна приєднувати в ділянці (вкладка має низьку питому масу) і, нарешті, з випланок під прямим кутом із застосуванням з'єднусокою здатністю витримувати навантаження тільки ючих засобів, відомих з галузі виготовлення мебу однієї поверхні (деревинноволокниста панель). лів (в більшості з'єднанням болт-гайка). Подібний компроміс може бути досягнутий, В іншому варіанті здійснення винаходу пропоякщо у певних ділянках легка панель має тверду нується виконання, в якому щонайменше одна з вкладку замість легкої вкладки. Масивна деревинприлягаючих одна до одної кромок не має планок. ностружкова панель, деревинноволоконна панель, Це робить обладнання планками та їх вставлянпанель HDF чи подібні їм можуть, наприклад, ня/приєднання, яке потребує багатьох зусиль, часутворювати тверду вкладку. Особливо важливим є тково непотрібним. Ділянка планки, яка тягнеться те, що легка панель має зону, яка здатна протина одній з двох панелей, може, наприклад, бути стояти більш великим навантаженням. Таким чипосаджена усередину вільної від планки кромки ном, можливо, наприклад у випадку кухонного прилягаючої панелі. столу в кухні зробити таким чином, щоб зони, які В якості альтернативи, кромки, вільні від пламожуть витримувати більше навантаження, були нок, можуть з'єднуватися придатними засобами, розташовані біля плити. Отже, можна отримати наприклад, за допомогою технології WoodWelding, особливо легку та недорогу панель, яка має діляняка донині використовується тільки для з'єднання ки, здатні протистояти великим навантаженням. Як легких панелей. Технологія нероз'ємного з'єднання було показано, великі навантаження на кухонний типу одностороннього зв'язку є більш бажаною в стіл прикладаються частіше у певних місцях. Зона цьому випадку, так як з'єднуючі засоби можуть при підвищеної міцності може звичайно бути позначецьому бути невидимими у зібраному стані. на різними кольорами (дизайну світла деревиЯкщо у відповідності з винаходом, виконується на/темна деревина; дизайну деревина/камінь) та з'єднання декількох панелей, наприклад, для того, маркована. Зміцнена зона відрізняється від плащоб зробити U-подібну кухонну панель, результанок, які використовуються і відомі з попереднього том цього є нові галузі застосування легких панерівня техніки тим, що вони по суті не призначені лей чи комбінацій легких панелей та масивних для формування кромки панелі і для її підсилення і панелей для більш високих навантажень. що вона, таким чином, наприклад, розташовується Також було відзначено у відповідності до дана центральній ділянці панелі та, за необхідності, ного винаходу, що використання легких панелей окантована планками. Таким чином, міцна вставка було обмежено до теперішнього часу застосувану відповідності з даним винаходом, яка відрізняням для меблів, дверей, стін та подібного, тому що ється від відомих планок на кромках, є: вони є компонентами з невеликим локальним наа) вставкою на кромці, яка тягнеться більше, вантаженням на поверхню. Тому фахівці в даній ніж на 5см, бажано на 10см, а особливо бажано на галузі дотепер не використовували такі панелі для 20см усередину панелі, і яка таким чином є досить робочих столів та кухонних столів. Однак, це є глибокою, щоб розглядатися виключно лише в справді можливим, щонайменше з панелями чи якості підсилення кромок в економічному сенсі, способами, які відповідають даному винаходу. b) вставкою, яка сама по собі не утворює кроВищезазначені властивості, пов'язані з конфімки панелі, гурацією панелей, такі як, наприклад, асиметричні c) круглою вставкою, яка не утворює кромки шари покриття, тверда вставка тощо, можуть бути панелі та має діаметр від 20см, бажано 40см, а забезпечені незалежно від способу безперервного найбажаніше 70см, чи виготовлення панелей, викладеного в цій заявці. 11 86835 12 Наступні переваги стануть очевидними з пощо й поздовжні та поперекові планки 41, 42 та, дальшого опису та прикладених малюнків. Також, звісно, мати ту ж саму міцність матеріалу. Нижча вищезазначені переваги у відповідності з винахопоздовжня планка 41а, яка формує, наприклад, дом, які будуть пояснені далі, можуть кожна викозовнішню кромку дошки для писання, має, наприристовуватися як окремо, так і в комбінаціях. Заклад, серпоподібну, кругоподібну тверду вставку значені варіанти здійснення винаходу не повинні 93, яка викликає у користувача враження, щонайрозумітися як такі, що є кінцевими, вони є тільки менше у ділянці кромки столу, більш високої якості прикладами варіантів здійснення винаходу. завдяки підвищеній міцності та враженню більш Фіг.3 показує легку панель у відповідності з масивної панелі столу. Як показано на Фіг.3, вставинаходом з твердими вставками 91, 92, 93 для вка 93 може бути сформована одним цілим з поотримання спроможності витримувати навантаздовжньою планкою 41а чи відповідна планка на ження, яка є вищою у локальних ділянках. Легка кромці просто розширюється, що не показано на панель 1 складається з поперекових та поздовжніх Фіг.3. На противагу, зони підвищеної міцності 91, планок 41, 41а та 42, заключених між двома гори92 лежать усередині панелей столів 1 незалежно зонтальними шарами покриття. Вони формують від планок 41,42 та відокремлюють зони з більш механічну та оптичну розмежувальну лінію легкої високою здатністю опиратися навантаженням, панелі 1. Ділянка 3, обмежена планками 41, 41а, наприклад для монітору комп'ютера. Найважливі42, в основному складається з пористої вставки. шим є те, що панелі мають властивості більшої Вона переривається тільки твердими вставками міцності, чи що користувач отримує враження 91, 92, 93, які формують зони з більшою здатністю більш високої якості завдяки враженню їх масиввитримувати навантаження. Ці вставки можуть, ності, причому вони дійсно витримують більші нанаприклад, складатися з того ж самого матеріалу, вантаження. Комп’ютерна верстка А. Крижанівський Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького,45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making light panels and light panel
Автори англійськоюSchitter Leonhard
Назва патенту російськоюСпособ изготовления легких панелей и легкая панель
Автори російськоюШиттер Леонхард
МПК / Мітки
МПК: E04C 2/38
Мітки: панелей, спосіб, легких, легка, панель, виготовлення
Код посилання
<a href="https://ua.patents.su/6-86835-sposib-vigotovlennya-legkikh-panelejj-ta-legka-panel.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення легких панелей та легка панель</a>
Спосіб виготовлення алюмінієвих панелей з інтегральною схемою і панель з алюмінієвого сплаву з інтегральною схемою
Номер патенту: 80528
Опубліковано: 10.10.2007
Автори: Пауза Лоран, Ельгазаль Айат, Доремю Ів
МПК: B21D 53/02
Мітки: панелей, алюмінієвого, виготовлення, алюмінієвих, сплаву, панель, інтегральною, схемою, спосіб
Формула / Реферат:
1. Спосіб виготовлення алюмінієвих панелей з односторонньою інтегральною схемою, що включає в себе підготовку поверхні двох листів з алюмінієвого сплаву, нанесення на один з листів запобігаючої спайці фарби в зарезервованих зонах, відповідних малюнку інтегральної схеми, з'єднання листів один з одним за допомогою прокатки і розширення каналів, відповідних неспаяним зонам, за допомогою текучого середовища під тиском, причому деформовану сторону...
Спосіб виготовлення облицювальних панелей
Номер патенту: 38788
Опубліковано: 26.01.2009
Автор: Притуляк Іван Іванович
МПК: B44C 5/00
Мітки: панелей, виготовлення, облицювальних, спосіб
Формула / Реферат:
Спосіб виготовлення облицювальних панелей для декоративного покриття плоских, криволінійних та багатогранних поверхонь, які мають велику кількість дерев'яних сегментів, які розділені каналами, за допомогою яких досягається гнучкість, який відрізняється тим, що панелі виготовлені з бересту після попередньої обробки, який наклеюють на гнучкі матеріали товщиною не менше 1 мм, подальшою витримкою з'єднаних шарів під тиском для забезпечення...
Збірна самонесуча випромінююча панель, спосіб виготовлення панелі (варіанти) та випромінююча стінка, утворена множиною панелей
Номер патенту: 59469
Опубліковано: 15.09.2003
Автор: Мессана Роберто
МПК: F24D 3/12
Мітки: утворена, множиною, виготовлення, панель, панелі, стінка, самонесуча, спосіб, панелей, випромінююча, варіанти, збірна
Формула / Реферат:
1. Збірна самонесуча випромінююча панель (Р), яка має багатошарову структуру, утворену щонайменше шаром (1) з гіпсового картону і шаром (2) з теплоізоляційного матеріалу, у якій шар (1) з гіпсового картону містить усередині себе труби (3) для робочого текучого середовища, кінцеві частини яких виходять з бічного боку панелі, яка відрізняється тим, що шар (1) з гіпсового картону містить множину безперервних труб (3), кожна з яких замкнена в...
Спосіб виготовлення нагрівальних випромінювальних панелей (варіанти)
Номер патенту: 73417
Опубліковано: 15.07.2005
Автори: Козліков Вадім Львовіч, Маркєвіч Максім Алєксандровіч, Головєнков Алєксєй Вітальєвіч
МПК: H05B 3/22
Мітки: виготовлення, варіанти, випромінювальних, панелей, нагрівальних, спосіб
Формула / Реферат:
1. Спосіб виготовлення нагрівальних випромінювальних панелей, який включає нанесення на діелектричну підкладку з шинами живлення струмопровідного покриття, нанесення захисного шару та сушіння, який відрізняється тим, що перед нанесенням захисного шару на струмопровідне покриття наносять додаткове струмопровідне покриття у вигляді щонайменше однієї стрічки довільної форми, кінці якої відповідно перпендикулярні шинам живлення.2. Спосіб...
Настил підлоги, що складається з твердих панелей (варіанти), панель для підлоги та спосіб виробництва панелей для підлоги
Номер патенту: 57709
Опубліковано: 15.07.2003
Автори: Каппелле Марк Гастон Моріц, Тірс Бернард Паул Йозеф, Моріо Стефан Сімон Густаф
МПК: E04F 15/04, F16B 5/00
Мітки: панелей, спосіб, варіанти, настил, виробництва, складається, панель, твердих, підлоги
Формула / Реферат:
1. Настил підлоги, що складається з твердих панелей (1) для підлоги, які є прямокутними, тобто довгастими або квадратними, і які на гранях обох пар протилежних боків (2-3, 26-27) мають з'єднувальні частини (4-5, 28-29), які, по суті, мають вигляд шипа (9-31) та паза (10-32), через що ці з'єднувальні частини (4-5, 28-29) мають суцільні механічні замикальні пристрої (6), які виготовлено всуціль з осердям (8) панелей (1), через що у стані...
Попередній патент: Трансформатор напруги з газовою ізоляцією
Наступний патент: Похідні ізоксазоліну, спосіб їх одержання (варіанти), гербіцидна композиція та спосіб пригнічення росту бур`янів
Випадковий патент: Спосіб відновлення кришки і барабана барабанного млина