Спосіб перевірки і сортування відлитих ємностей та пристрій для його здійснення
Формула / Реферат
1. Спосіб контролю та сортування відлитих ємностей, який включає такі етапи:
а) контроль відлитих ємностей на наявність технічних відхилень, що перевищують припустимі межі, при цьому технічні відхилення зв'язані з ливарними формами, у яких відливаються ці ємності;
б) встановлення взаємозв'язку між ємністю, яка визначена як ємність, що має щонайменше одне неприйнятне технічне відхилення, і порожниною ливарної форми, у якій ця ємність відлита;
в) задання для ливарної порожнини порога (42) відбраковування для щонайменше одного неприйнятного технічного відхилення;
г) відбраковування всіх ємностей, відлитих у ливарній порожнині, після того, як встановлено, що в цій ливарній порожнині відлито число ємностей, відповідних порогу (42) відбракування, які визначені згідно з етапом в) і мають неприйнятне відхилення, пов'язане з ливарними формами, у яких відливаються ці ємності.
2. Спосіб за п. 1, у якому етап а) включає контроль всіх ємностей на виробничій лінії, а етап г) включає видалення відбракованих ємностей з виробничої лінії.
3. Спосіб за п. 1, у якому етап а) включає контроль ємностей, що проходять по кожній лінії контролю, а етап г) включає порівняння порогових чисел ємностей, які мають неприйнятне технічне відхилення та відлиті у конкретних ливарних формах на окремих лініях контролю.
4. Спосіб за п. 3, який включає подачу сигналу попередження про те, що одна з ліній контролю відбраковує кількість ємностей, яка перевищує кількість ємностей, відбракованих іншою лінією.
5. Спосіб за п. 1, у якому етап в) включає задання порога попередження (46), який менше порога відбраковування щонайменше для одного неприйнятного технічного відхилення, а етап г) включає спрацьовування попередження, коли досягається поріг спрацьовування, для того, щоб допомогти запобігти відливанню ємностей у тій ливарній порожнині, у якій виробляються ємності з технічними відхиленнями, що перевищують поріг відбраковування ливарної порожнини.
6. Спосіб за п. 1, у якому етап в) включає задання порога придатності (44), який менше порога відбраковування, а етап г) включає подачу ємностей, відлитих у раніше відбракованій ливарній порожнині, на подальшу обробку, коли число порогових ємностей, відлитих у попередньо відхиленій ливарній порожнині, перевищує поріг придатності.
7. Пристрій контролю та сортування відлитих ємностей, що містить блок контролю (34), призначений для перевірки ємностей на наявність щонайменше одного технічного відхилення, зв'язаного з ливарною порожниною цієї ємності, по відношенню до заздалегідь визначених припустимих меж для щонайменше одного технічного відхилення для визначення, чи має ємність щонайменше одне технічне відхилення, яке перевищує припустимі межі;
ідентифікатор (22) ливарної форми, що служить для визначення тієї ливарної форми, у якій відлита ємність, що має щонайменше одне неприйнятне технічне відхилення, виявлене приладом контролю;
який відрізняється тим, що містить
контролер (16), який зв'язаний із приладом контролю та ідентифікатором ливарної форми та дозволяє відслідковувати щонайменше один заданий поріг (42) відбраковування для щонайменше одного технічного відхилення з тим, щоб встановити, чи вироблене у вихідній ливарній порожнині порогове число ємностей, які мають щонайменше одне технічне відхилення, що перевищує припустимі межі,
і дивертер (20), який зв'язаний з контролером і дозволяє відбраковувати всі ємності, відлиті в тій вихідній ливарній формі, що визнана такою, що виробляє порогове число ємностей, відповідних порогу (42) відбраковування, які мають щонайменше одне технічне відхилення, що перевищує припустимі межі.
8. Пристрій за п. 7, у якому контролер (16) видає сигнал, який вказує на те, що в ливарній формі відливається порогове число ємностей, яке наближається до прийнятних меж.
9. Пристрій за п. 7, у якому контролер (16) забезпечує автоматичну подачу ємностей, що надходять із попередньо відбракованої ливарної форми, на подальшу обробку.
10. Пристрій за п. 7, у якому дивертер (20) видаляє всі ємності, відлиті у вихідній ливарній формі, яка визнана такою, що виробляє порогове число ємностей, які мають щонайменше одне технічне відхилення, що перевищує припустимі межі.
11. Пристрій за п. 10, у якому контролер (16) забезпечує автоматичну подачу ємностей, що надходять із попередньо відбракованої ливарної форми, на подальшу обробку.
Текст
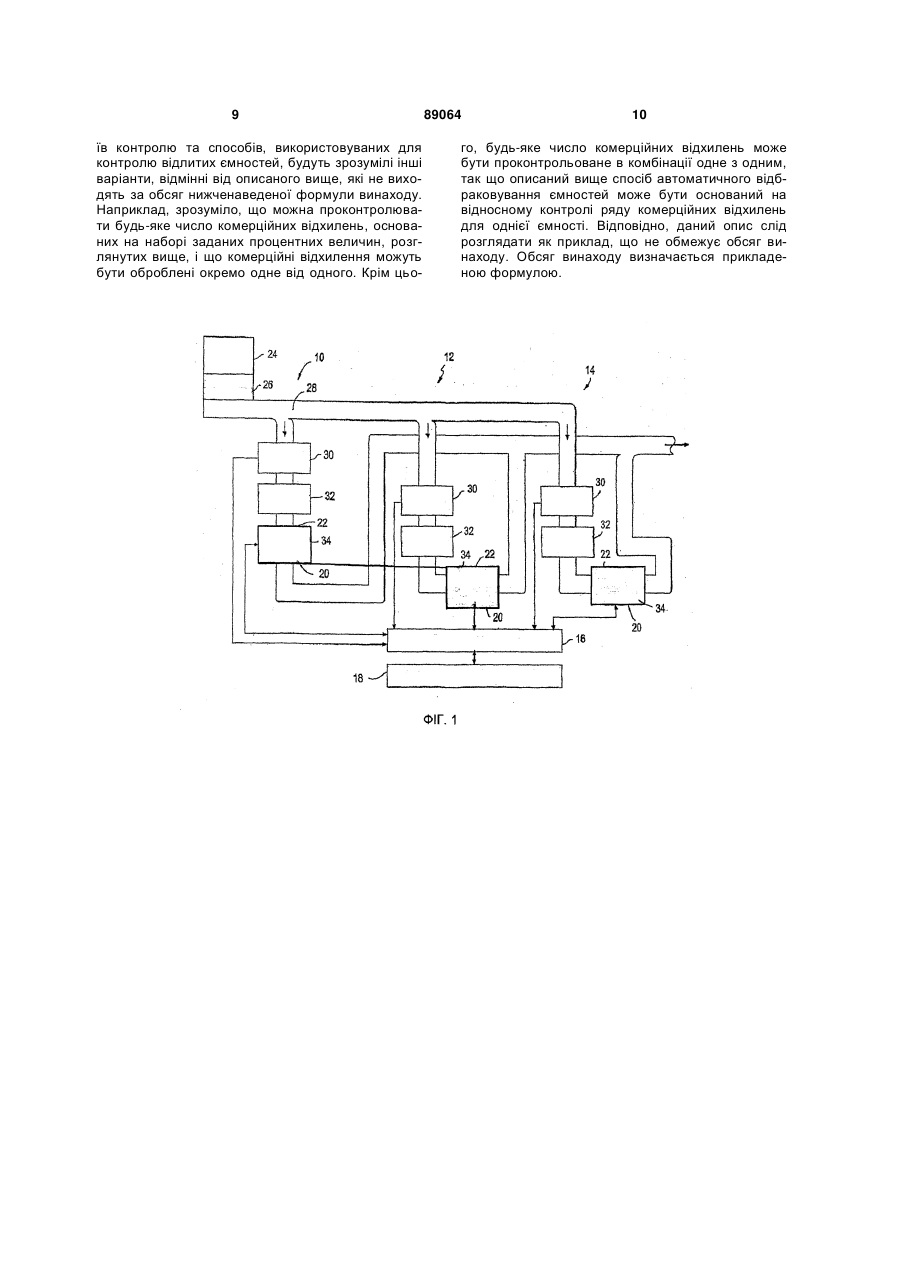
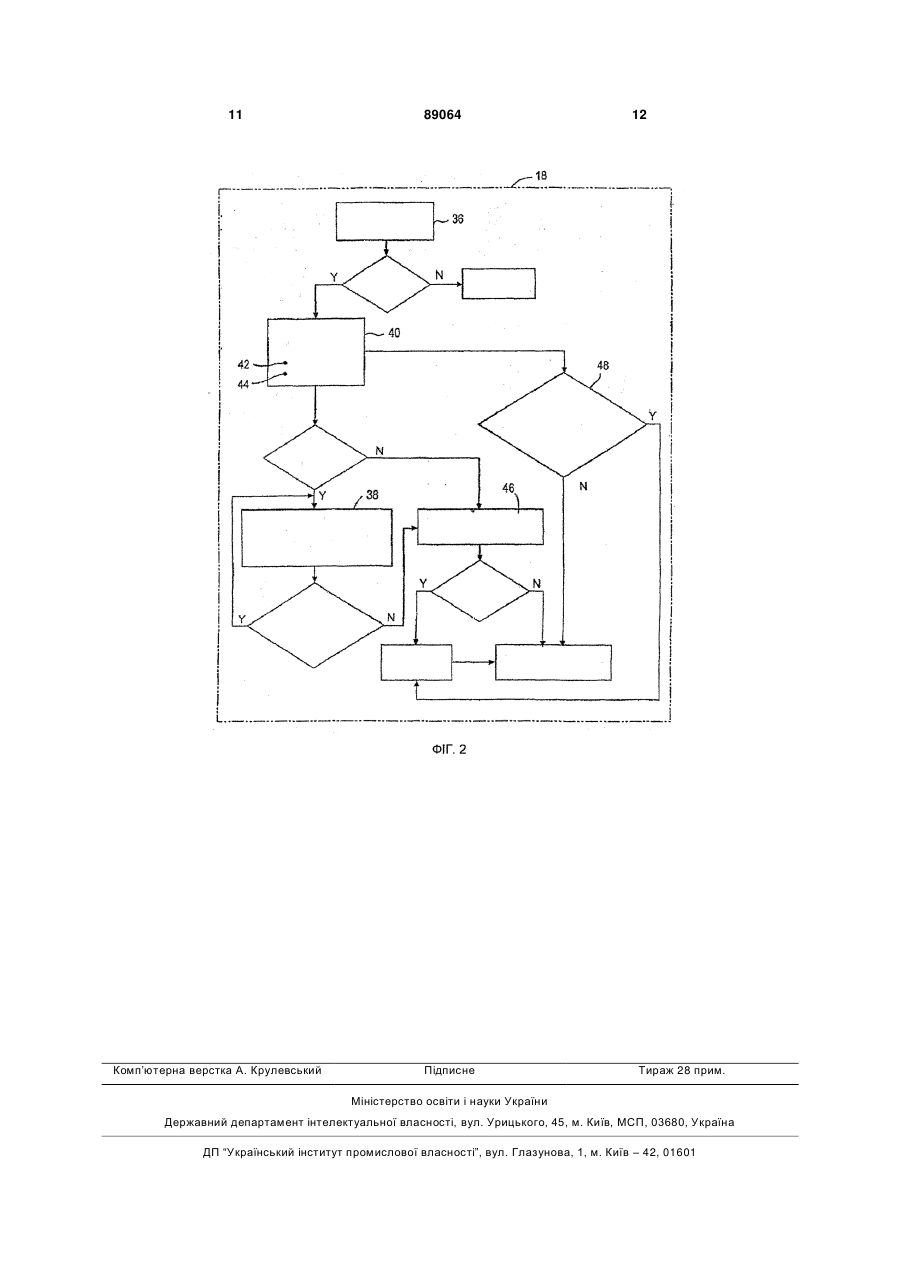
1. Спосіб контролю та сортування відлитих ємностей, який включає такі етапи: а) контроль відлитих ємностей на наявність технічних відхилень, що перевищують припустимі межі, при цьому технічні відхилення зв'язані з ливарними формами, у яких відливаються ці ємності; б) встановлення взаємозв'язку між ємністю, яка визначена як ємність, що має щонайменше одне неприйнятне технічне відхилення, і порожниною ливарної форми, у якій ця ємність відлита; в) задання для ливарної порожнини порога (42) відбраковування для щонайменше одного неприйнятного технічного відхилення; г) відбраковування всіх ємностей, відлитих у ливарній порожнині, після того, як встановлено, що в цій ливарній порожнині відлито число ємностей, відповідних порогу (42) відбракування, які визначені згідно з етапом в) і мають неприйнятне відхилення, пов'язане з ливарними формами, у яких відливаються ці ємності. 2. Спосіб за п. 1, у якому етап а) включає контроль всіх ємностей на виробничій лінії, а етап г) включає видалення відбракованих ємностей з виробничої лінії. 3. Спосіб за п. 1, у якому етап а) включає контроль ємностей, що проходять по кожній лінії контролю, а етап г) включає порівняння порогових чисел ємностей, які мають неприйнятне технічне відхилення та відлиті у конкретних ливарних формах на окремих лініях контролю. 4. Спосіб за п. 3, який включає подачу сигналу 2 (19) 1 3 89064 4 порогу (42) відбраковування, які мають щонайменше одне технічне відхилення, що перевищує припустимі межі. 8. Пристрій за п. 7, у якому контролер (16) видає сигнал, який вказує на те, що в ливарній формі відливається порогове число ємностей, яке наближається до прийнятних меж. 9. Пристрій за п. 7, у якому контролер (16) забезпечує автоматичну подачу ємностей, що надходять із попередньо відбракованої ливарної форми, на подальшу обробку. 10. Пристрій за п. 7, у якому дивертер (20) видаляє всі ємності, відлиті у вихідній ливарній формі, яка визнана такою, що виробляє порогове число ємностей, які мають щонайменше одне технічне відхилення, що перевищує припустимі межі. 11. Пристрій за п. 10, у якому контролер (16) забезпечує автоматичну подачу ємностей, що надходять із попередньо відбракованої ливарної форми, на подальшу обробку. Даний винахід стосується виробництва скляних виробів і, зокрема, пристроїв та способів перевірки і контролю продукції зі скла. При виробництві скляних ємностей, таких як пляшки та банки, комерційні відхилення виробів найчастіше пов'язані з відхиленнями вихідних ливарних форм. З цієї причини при автоматизованому виробництві виробів із застосуванням ряду ливарних форм бажано ідентифікувати конкретний виріб з вихідною ливарною формою, на якій цей виріб зроблений, і пов'язаними із цією формою комерційними відхиленнями з метою ремонту або заміни тих ливарних форм, на яких відливають непридатні або некомерційні вироби, що йдуть один за одним. Термін «комерційні відхилення» означає відхилення, наприклад, розмірів, які можуть викликати комерційну непридатність виробів. Секційні установки звичайно містять ряд порожнин під ливарні форми та автоматизований пристрій подачі скляних краплин у ливарні форми, що йдуть одна за одною, з метою одержання ємностей, наприклад, методом видування. Видуті ємності потім подають по конвеєру в піч для відпалу, а потім направляють на так званий «холодний край», де їх перевіряють і сортують перед тим, як підготувати до відвантаження. Бажано, щоб підготовлені до відвантаження вироби не мали б небажаних комерційних відхилень, пов'язаних з ливарними формами. Коли подібні проблеми виникають, особливо, проблеми, пов'язані з ливарними формами, бажано ці проблеми виявити якнайшвидше, для того, щоб можна було відремонтувати або замінити ливарну форму, запобігши тим самим відливанню ємностей з небажаними комерційними відхиленнями. Відповідно до однієї відмітної ознаки даного винаходу, спосіб контролю та сортування відлитих ємностей включає перевірку відлитих ємностей на наявність комерційних відхилень, що перевищують певні межі, встановлення порогового значення, щонайменше, одного небажаного комерційного відхилення, ідентифікацію ємності, що, як встановлено, має щонайменше одне небажане комерційне відхилення, з ливарною формою, у якій ця ємність відлита, і відбраковування всіх ємностей, відлитих у тій ливарній формі, що визначена як ливарна форма, у якій відлиті ємності з небажаними комерційними відхиленнями, що перевищують порогове значення. Відповідно до іншої відмітної ознаки даного винаходу, пристрій контролю та сортування відли тих ємностей включає блок контролю, який перевіряє ємності на предмет того, чи мають вони, щонайменше, одне комерційне відхилення понад припустимі межі. Крім цього, пристрій включає ідентифікатор вихідної ливарної форми на наявність, щонайменше, одного небажаного комерційного відхилення. Далі, пристрій включає контролер, зв'язаний із блоком контролю та ідентифікатором вихідної ливарної форми. Контролер в оперативному порядку відслідковує, щонайменше, одне запрограмоване порогове значення для того, щоб визначити, чи зроблений на вихідній ливарній формі ряд ємностей, комерційні відхилення у яких перевищують припустимі межі. Пристрій включає також дивертер, який зв'язаний з контролером і служить для відбраковування всіх ємностей, відлитих у тій ливарній формі, що ідентифікована як ливарна форма, яка виробляє ємності з комерційними відхиленнями понад припустимі межі. Ці та інші цілі, особливості, переваги та відмітні ознаки даного винаходу будуть очевидні з нижченаведеного докладного опису кращого варіанта його здійснення та найкращого режиму роботи пристрою, прикладеної формули та креслень, на яких зображено таке: Фіг.1 - наведена блок-схема ряду ліній контролю, що є пристроєм контролю та сортування відлитих ємностей відповідно до одного кращого варіанта здійснення даного винаходу. Фіг.2 - наведена діаграма роботи контролера, використаного в пристрої перевірки та сортування відлитих ємностей. На Фіг.1 наведений ряд ліній контролю 10, 12, 14, таких як, наприклад, лінії контролю відлитих ємностей, що видуваються. Лінії контролю 10, 12, 14 спочатку забезпечують перевірку різних властивостей або комерційних відхилень ємностей, і потім ці дані передають на блок 16 збирання даних. Блок 16 є дуплексним пристроєм зв'язку з контролером або виробничим інформаційним комп'ютером 18, запрограмованим на видачу порогових значень припустимих комерційних відхилень параметрів виробу або верхнього та/або нижнього порогових значень параметрів, що можуть бути досягнуті у ємностей на виході установки. Блок 18 через блок 16 дає команду на відповідну лінію перевірки 10, 12, 14 дивертеру 20 кожної лінії, чи пропустити кінцевий виріб, який надходить із відповідної ливарної форми, на подальшу обробку, або відбракувати ємності, які надходять від конк 5 ретної ливарної порожнини та мають комерційні відхилення, що перевищують заздалегідь визначені припустимі межі. Якщо блок 18 визначить, що у конкретній ливарній порожнині виробляється непридатна перша партія виробів, то він дає команду дивертеру 20 виштовхнути або відбракувати 100% виробів, що йдуть один за одним, відлитих в ідентифікованій ливарній порожнині, при цьому цю порожнину представляє як тимчасово відбраковану. В кращому варіанті тільки після того, як на відбракованій ливарній порожнині буде вироблена заздалегідь визначена друга партія придатних виробів, блок 18 автоматично дає команду дивертеру 20 дозволити цим виробам, відлитим на раніше відбракованій ливарній формі, проходити на подальшу обробку. Друга партія може бути такою ж, як і перша партія, або більше. Оскільки ємності відливають у виробничих ливарних формах, на дно кожної ємності наносять власний ідентифікаційний код, або, інакше кажучи, ці ємності позначають. Потім ємності в заздалегідь визначеній послідовності з ливарних порожнин направляють у піч 24, яка загартовує скло, попередньо нагріваючи та охолоджуючи його, для того, щоб забезпечити необхідну міцність та одержати остаточні характеристики готового виробу. У кращому варіанті ємності видаляють із печі 24 за допомогою подавального блока 26 і поміщають на конвеєр 28 для наступної подачі на лінії контролю 10, 12, 14. Для збільшення або зменшення виходу готових виробів можна використати будь-яке число ліній контролю, або, при бажанні, можна використати одну лінію контролю. У кращому варіанті, ємності, що потрапляють на лінії контролю 10, 12, 14, проходять через лічильник 30, такий, наприклад, як фотоелектричне око, що передає відомості про кількість ємностей, що пройшли повз нього, на блок 16, який, у свою чергу, передає ці відомості на блок 18. Після цього в кращому варіанті ємності попадають на імітатор 32 удару, який служить для перевірки конструктивних комерційних відхилень поверхонь бічних стінок шляхом прикладання зусиль до бічних стінок ємностей. Далі ємності, що пройшли через імітатор 32 удару без відбраковування або ушкодження, попадають на пристрій, який включає ідентифікатор вихідної ливарної форми або прилад ідентифікації порожнини 22, дивертер 20 і блок випуску готових виробів 34, який, при бажанні, оснащений контрольними приладами різного типу. Придатні блоки випуску готових виробів описані, наприклад, у патентах США 4378493 та 6581751. Прилад 22 може ідентифікувати кожну ємність із її вихідною ливарною формою, зчитуючи ідентифікаційний код ємності, як це описано в патенті США 4644851, вибраному в цілому як аналог описуваного пристрою. У той же час блок 34 перевіряє ємність на наявність будь-яких комерційних відхилень, таких як, наприклад, відхилення по діаметру, висоті, наявність дефектів остаточної обробки зовнішньої поверхні, відомих як жолоблення, опускання та підйом, і, при бажанні, проводить перевірки ємностей у вертикальній та горизонтальній площинах. Відомості про вихідну ливарну форму та результати 89064 6 перевірки передаються на блок 16 і далі на блок 18. Блок 18 обробляє дані, отримані з лічильника 30, блока 22 і блока 34, забезпечуючи відслідковування, щонайменше, одного заздалегідь визначеного порогового значення, при цьому порогове значення звичайно включає верхню та/або нижню межі, щонайменше, одного комерційного відхилення, що може бути спричинене порожниною ливарної форми. В результаті блок 18 встановлює, чи відливаються в якій-небудь вихідній ливарній формі ємності, що мають одне з комерційних відхилень, яке перевищує припустимі межі, і далі встановлює, чи відливаються у вихідній ливарній формі непридатні ємності в кількості, що перевищує заздалегідь визначене співвідношення бракованих та придатних ємностей. Якщо блок 18 встановить, що в будь-якій одній (чи більше) ливарній порожнині відливаються браковані ємності в кількості, що перевищує заздалегідь визначене співвідношення бракованих та придатних ємностей, то цей блок посилає сигнал на відповідний дивертер 20 для відбраковування та/або видалення 100% ємностей, відлитих в ідентифікованій ливарній порожнині. Як схематично показано на Фіг.2, блок 18 може бути запрограмований таким чином, щоб підраховувати будь-яке число комерційних відхилень окремо одне від одного, або, при бажанні, обробляти одне з них для того, щоб полегшити упаковування ємностей, що попадають у припустимі межі, і відбраковувати ті з них, які виходять за встановлені межі. Відбраковані ємності можуть бути відкладені для повторного контролю та/або для наступного розгляду на предмет подальшої обробки та контролю, або вони можуть бути видалені з відповідної виробничої лінії 10, 12, 14, як непридатні або невідповідні для упаковування. Блок 18 вирішує питання автоматичного відбраковування порожнини, і якщо відбраковування має місце, то автоматично додатково вносить цю ідентифіковану ливарну порожнину, що надходить із секційної установки, у список 38 відбракованих ливарних форм і відбраковує ємності, відлиті в цій ідентифікованій ливарній порожнині, не знімаючи при цьому для наступної роботи із секційної установки ливарні порожнини, використовувані при виробництві придатних ємностей. Отже, блок 36 дає можливість здійснювати вибіркове відбраковування непридатних ємностей, розташованих уздовж, щонайменше, однієї з виробничих ліній 10, 12, 14, не знімаючи при цьому цілком лотка з формами із секційної установки. Для того, щоб блок 18 міг встановити, чи може одна або більше порожнин додатково бути внесена в список 38 відбракованих порожнин, персонал заводу задає в блоці 18 поріг відбраковування порожнин, бажано, у вигляді заздалегідь визначеного відсотка неприйнятних комерційних відхилень, який тут та надалі позначається як поріг автоматичного відбраковування 40. Значення порога автоматичного відбраковування 40 може бути запрограмоване для будь-якого числа комерційних відхилень і, за бажанням, може включати різні заздалегідь визначені порогові значення для кожного 7 комерційного відхилення. Поріг автоматичного відбраковування 40 включає перший варіант 42, або «відбракована», і другий варіант 44, або «придатна». Варіант «відбракована» 42 означає, що співвідношення непридатних ємностей, що відливаються у порожнині, є таким, що ця ливарна порожнина автоматично включається в список 38 відбракованих порожнин. Це співвідношення обчислюють як відсоток непридатних ємностей, відлитих у будь-якій одній ливарній порожнині, від загального числа ємностей, відлитих у тій же ливарній порожнині за певний період часу, наприклад, за десять хвилин. При цьому бажано, щоб у списку 38 автоматичного відбраковування блока 18 не було б ливарних порожнин доти, поки не буде перевірена певна задана кількість ємностей, відлитих в ідентифікованій ливарній порожнині. Поріг 44 «придатна» означає таке співвідношення непридатних ємностей, що є необхідним для автоматичного видалення порожнини зі списку 38 відбраковування, застосовно до такого комерційного відхилення, для якого ця порожнина була автоматично видалена. Наприклад, якщо для комерційного відхилення, такого як, наприклад, «відхилення від округлості», встановлений поріг «відхилена» у десять відсотків, а блок 18, одержуючи дані перевірки від блока 34 протягом певного проміжку часу, показує, що десять чи більше відсотків ємностей, відлитих у конкретній ливарній порожнині, не проходять перевірку на округлість, то відповідна ливарна порожнина буде автоматично поміщена в список 38 автоматично відбракованих форм. У цьому випадку сигнал від блока 18 подається на дивертер 20 для відхилення 100% ємностей, відлитих в ідентифікованій ливарній порожнині. Після цього дана ливарна порожнина буде залишатися в списку 38 автоматично відбракованих форм доти, поки не буде встановлено, що відсоток непридатних ємностей, відлитих у відповідній ливарній порожнині, застосовно до того комерційного відхилення, за яким ця порожнина спочатку була відбракована, не впаде нижче порога 44 «придатна», який звичайно встановлюють у вигляді меншого відсотка в порівнянні з порогом 42 «відбракована», наприклад, 8 відсотків. Бажано при цьому, щоб, як тільки конкретна ливарна порожнина буде автоматично вилучена зі списку 38 відбракованих форм, вона б не піддавалася повторному автоматичному відбраковуванню доти, поки не буде перевірена нова партія ємностей, що надходять із відповідної печі. У противному випадку, для видалення ливарної порожнини зі списку 38 автоматично відбракованих форм персонал заводу може вручну перепрограмувати блок 36. Бажано, щоб після перепрограмування стан системи відбивався б, наприклад, на дисплеї монітора блока 18, і щоб ємності, призначені для подальшої обробки та відлиті в раніше відбракованій ливарній формі, не були б автоматично вилучені зі списку 38. У блоці 18 може бути запрограмований поріг попередження про автоматичне відбраковування 46, що виникає, коли з'являється сигнал автоматичного відбраковування порожнини 36 або до нього, для того, щоб попередити персонал про те, що 89064 8 яка-небудь із відлитих ємностей буде найближчим часом автоматично відбракована блоком 18. Момент включення сигналу попередження 46 бажано визначати відповідно до інструкцій з програмування, що вводяться в блок 18 персоналом заводу. Інструкції з програмування блока 18 визначають заданий відсоток відбракованих ємностей, відлитих у будь-якій ливарній порожнині, при цьому поріг попередження 46 визначають з урахуванням відсотка відбракованих ємностей в основному так само, як поріг 42 «відбракована», однак, поріг 46 закладають у вигляді меншого відсотка у порівнянні з порогом 42 «відбракована». Коли блок 18 встановлює, що досягнутий поріг попередження 46, тоді за сигналом із блока 18 може включитися сигнал попередження, щоб звернути увагу персоналу заводу на те, що мають бути вжиті активні заходи для видалення ливарної порожнини, у якій відливаються ємності, що мають неприйнятні комерційні відхилення, які перевищують поріг 42 «відбракована». Відповідно, блок 46 видає сигнал, який показує, що у вихідній ливарній формі відливається порогове число ємностей, яке наближається до числа, передбаченого порогом 40 або порогом 42 «відбракована», і, отже, можуть бути вжиті заходи із запобігання автоматичному відбраковуванню ливарної форми. Аналогічно сигнал 46 може сприяти зменшенню числа можливих зупинок виробництва ємностей, що відливаються у будь-якій одній ливарній порожнині. Слід розуміти, що сигнал попередження може мати вигляд будьякої попереджувальної дії, такої як візуальне, звукове або дотикове попередження, спалах світла, спалах екрана на блоці 18 або, за бажанням, інший попереджувальний сигнал. При використанні двох чи більше перевірочних ліній бажано, щоб у пристрій був би вбудований об'єднаний механізм контролю для того, щоб гарантувати, що жодна з ліній контролю 10, 12, 14 не відбраковує придатні вироби, що відливаються в будь-якій ливарній формі. Механізм контролю поліпшений шляхом програмування блока 18 на автоматичне порівняння відсотка відбракованих виробів, відлитих у кожній ливарній порожнині, на кожній лінії контролю 10, 12, 14. Бажано, щоб блок 18 міг би бути запрограмований на порівняння порогових значень числа ємностей, які відлиті у конкретній ливарній порожнині та мають неприйнятні комерційні відхилення, на окремих лініях контролю. Аналогічно, блок 18 може бути запрограмований на попередження персоналу заводу, чи відбраковує яка-небудь лінія контролю 10, 12, 14 ємності, відлиті в конкретній ливарній порожнині, в кількості, що перевищує заздалегідь визначений відсоток по відношенню до решти ліній контролю, так званий відносний поріг автоматичного відбраковування 48. Відповідно до цього, значення відносного порога 48 може бути використане для попередження персоналу заводу, у кращому варіанті, з використанням механізму попередження, аналогічного використовуваному для порога попередження про автоматичне видалення 46, про можливу проблему з одним із блоків випуску готових виробів 34. Слід розуміти, що фахівцям в області пристро 9 їв контролю та способів, використовуваних для контролю відлитих ємностей, будуть зрозумілі інші варіанти, відмінні від описаного вище, які не виходять за обсяг нижченаведеної формули винаходу. Наприклад, зрозуміло, що можна проконтролювати будь-яке число комерційних відхилень, основаних на наборі заданих процентних величин, розглянутих вище, і що комерційні відхилення можуть бути оброблені окремо одне від одного. Крім цьо 89064 10 го, будь-яке число комерційних відхилень може бути проконтрольоване в комбінації одне з одним, так що описаний вище спосіб автоматичного відбраковування ємностей може бути оснований на відносному контролі ряду комерційних відхилень для однієї ємності. Відповідно, даний опис слід розглядати як приклад, що не обмежує обсяг винаходу. Обсяг винаходу визначається прикладеною формулою. 11 Комп’ютерна верстка А. Крулевський 89064 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for inspecting and sorting molded containers
Автори англійськоюDaniel Benjamin L.
Назва патенту російськоюСпособ контроля и сортировки отлитых емкостей и устройство для его осуществления
Автори російськоюДениэл Бенджамин Л.
МПК / Мітки
МПК: B07C 5/00
Мітки: здійснення, ємностей, пристрій, перевірки, відлитих, сортування, спосіб
Код посилання
<a href="https://ua.patents.su/6-89064-sposib-perevirki-i-sortuvannya-vidlitikh-ehmnostejj-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб перевірки і сортування відлитих ємностей та пристрій для його здійснення</a>
Спосіб частотного вимірювання ємностей та пристрій для його здійснення
Номер патенту: 71497
Опубліковано: 15.11.2004
Автори: Ходаков Віктор Єгорович, Тверезовський Василь Семенович, Бойко Володимир Олексійович
МПК: G01R 5/00, G01R 29/24
Мітки: частотного, здійснення, вимірювання, спосіб, пристрій, ємностей
Формула / Реферат:
1. Спосіб частотного вимірювання ємностей, який полягає в тому, що використовують генератор гармонічних коливань, в частотно-задавальний контур якого включають конденсатор, ємність якого вимірюють і визначають по зміні частоти генератора, який відрізняється тим, що також використовують програмований запам'ятовуючий пристрій, який наперед програмують, при цьому задаються необхідною множиною вимірювальних ємностей C1, C2,...
Спосіб очищення внутрішньої поверхні ємностей і пристрій для його здійснення
Номер патенту: 42265
Опубліковано: 15.10.2001
Автори: Гончаров Сергій Степанович, Козлов Андрій Олександрович, Євдокімов Володимир Олександрович
МПК: B08B 9/04
Мітки: здійснення, очищення, поверхні, пристрій, спосіб, внутрішньої, ємностей
Формула / Реферат:
1. Спосіб очищення внутрішньої поверхні ємності, який полягає в діянні на відкладення ударних хвиль пневмовибуху, які чергуються з механічним діянням на них джерела ударних хвиль, який відрізняється тим, що механічне діяння джерела ударних хвиль виконують одночасно з діянням ударної хвилі.2. Пристій для очищення внутрішньої поверхні ємності, який містить порожнистий корпус, розташований в ньому диференціальний поршень з утворенням...
Спосіб визначення об’єму досліджуваних ємностей та пристрій для здійснення способу
Номер патенту: 81431
Опубліковано: 10.01.2008
Автори: Порубаймех Володимир Ілліч, Вінокуров Рудольф Анатольович, Дупліщева Ольга Михайлівна
МПК: G01F 17/00
Мітки: пристрій, способу, об'єму, здійснення, досліджуваних, спосіб, визначення, ємностей
Формула / Реферат:
1. Спосіб визначення об'єму досліджуваних ємностей за допомогою еталонної ємності, що включає перепускання стиснутого газу з еталонної ємності в досліджувану ємність, який відрізняється тим, що проводять тарування еталонної ємності і посудини відомого внутрішнього об'єму, для чого еталонну ємність повільно наддувають стиснутим повітрям при постійній температурі навколишнього середовища до тиску 0,1 кгс/см2, з'єднують еталонну ємність із...
Спосіб регулювання та перевірки параметрів системи відображення радіолокаційної інформації та пристрій для його здійснення.
Номер патенту: 81728
Опубліковано: 25.01.2008
Автори: Горбулін Володимир Павлович, Мокеєв Юрій Геннадійович, Шило Сергій Володимирович, Пресняк Ігор Степанович, Немчин Олександр Федорович
МПК: G01S 7/04
Мітки: здійснення, параметрів, перевірки, системі, спосіб, радіолокаційної, інформації, регулювання, пристрій, відображення
Формула / Реферат:
1. Спосіб регулювання та перевірки параметрів системи відображення радіолокаційної інформації, за яким за допомогою органів панелі керування системи послідовно у часі перебирають усі можливі режими роботи системи, приймають та фіксують вихідні кодограми відповідного режиму роботи, для кожного із режимів роботи на відповідні порти та відеоадаптер системи видають сукупність тестових кодограм та аналогових сигналів, отримують на відеомоніторі...
Спосіб регулювання і перевірки акустооптичного вимірювача несучої частоти вхідних сигналів станції радіотехнічного контролю та пристрій для його здійснення
Номер патенту: 72062
Опубліковано: 17.01.2005
Автори: Збиковський Валерій Миколайович, Смородін Микола Максимович, Кікалов Сергій Григорович, ФІРСОВ МИКОЛА МИХАЙЛОВИЧ, Гришко Микола Мефодійович, Володіна Світлана Львівна, Казьміщев Олександр Васильович, БУРКОВ ВІТАЛІЙ ВІКТОРОВИЧ, Грігораш Ніна Володимирівна, Силка Олександр Іванович, РЯБЦЕВ АНАТОЛІЙ МИХАЙЛОВИЧ, Долгіх Віктор Тимофійович
МПК: G05B 23/02, H04B 17/00, G06F 11/00, G02F 1/01, G01R 31/28, G02F 1/29
Мітки: регулювання, пристрій, сигналів, здійснення, радіотехнічного, частоти, вхідних, несучої, станції, перевірки, акустооптичного, вимірювача, спосіб, контролю
Формула / Реферат:
1. Спосіб регулювання і перевірки акустооптичного вимірювача несучої частоти вхідних радіосигналів станції радіотехнічного контролю, створеного послідовно увімкненими радіоканалом, оптичним трактом, який складається з об'єднаних в ланцюг по оптичній осі лазера, коліматора, акустооптичного модулятора, управляючий вхід якого підключений до радіоканалу, а також об'єктива і лінійки фотоприймачів, та модулем попередньої обробки й перетворення...
Попередній патент: Пристрій для контролю та реконфігурації резервованої системи
Наступний патент: Двошарова таблетка, яка містить телмісартан і амлодипін
Випадковий патент: Протиугінний пристрій транспортного засобу