Пристрій для пропарювання плити із деревного волокна та його застосування для попереднього пропарювання при виготовленні плити
Формула / Реферат
1. Пристрій для пропарювання плити із деревного волокна (3), який містить парове сопло (11) для випускання потоку пари, де парове сопло (11) містить паровипускні отвори для створення викиду пари, який відрізняється тим, що парове сопло (11) є поворотним і може нахилятися за допомогою засобів переміщування, де кут потоку пари, що випускається з парового сопла (11), може бути змінений за допомогою зв'язаних з засобами переміщування датчиків, що з'єднані з пристроєм керування та виконані з можливістю отримання від засобів керування сигналів, що визначають кут нахилу, і де різні кути викиду пари можуть бути встановлені для різних виробничих процесів за допомогою пристрою керування.
2. Пристрій за п. 1, який відрізняється тим, що додатково містить рухому сітчасту стрічку, яка може направлятися та рухатися за допомогою валків (14а, 14b, 14с) та яка розташована для руху перед паровипускними отворами парового сопла (11), причому сітчаста стрічка обладнана отворами, що дозволяють потоку пари проходити крізь неї.
3. Пристрій згідно з попереднім пунктом, який відрізняється тим, що викид пари може відбуватися під кутом проти напрямку або в напрямку руху згаданої плити із деревного волокна.
4. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що паровипускні отвори передбачені з двох сторін плити із деревного волокна.
5. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що засоби переміщування є електродвигунами, гідравлічними або пневматичними приводами.
6. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що пристрій керування є комп'ютером або потенціометром.
7. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що пристрій керування і засоби переміщування діють разом таким чином, що зазначений кут виконаний з можливістю установлення, в тому числі автоматично, залежно від відносної швидкості і/або товщини плити із деревного волокна.
8. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що пристроєм керування є комп'ютер, в який може бути введена таблиця, в котрій величини відносної швидкості і/або товщини плити із деревного волокна зіставлені з відповідними величинами зазначеного кута так, що кожній відносній швидкості і/або кожній товщині плити із деревного волокна відповідає оптимальний для певного виробничого процесу кут.
9. Пристрій за п. 8, який відрізняється тим, що таблиця складена на основі емпіричних даних.
10. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що має датчики, передбачені для визначення вигідного для даного виробничого процесу кута заданої відносної швидкості і/або товщини плити із деревного волокна.
11. Пристрій за п. 10, який відрізняється тим, що датчики, пристрій керування і засоби переміщування діють разом таким чином, щоб кут можна було встановлювати, в тому числі автоматично, залежно від відносної швидкості.
12. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що кут може бути визначений залежно від одного або багатьох із таких параметрів: відносної швидкості; товщини об'єктів, що утворюють плиту із деревного волокна; положення волокон; довжини волокон; типу волокон; проклеювання волокон; вологості зовнішньої поверхні плити із деревного волокна.
13. Пристрій за п. 12, який відрізняється тим, що за допомогою датчиків можна визначати один або багато параметрів.
14. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що плитою із деревного волокна є волокнисте руно з деревними шматками, волокнами, стружкою або тирсою і зв'язуючим матеріалом для виготовлення елемента конструкції переважно у формі плити і, зокрема, деревноволокнистої, деревностружкової, MDF- або HDF-плити.
15. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що з обох сторін плити із деревного волокна між паровипускними отворами з одного боку і плитою із деревного волокна з іншого боку передбачені сітчасті стрічки, які прилягають до плити із деревного волокна, переміщуються синхронно з нею і крізь які з плитою із деревного волокна може взаємодіяти викид пари.
16. Пристрій за п. 15, який відрізняється тим, що сітчасті стрічки мають розміри отворів у межах 1/199-1/50.
17. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що разом із парою подаються добавки, які викликають зміни властивостей плит, що виробляються шляхом пресування.
18. Застосування пристрою, виконаного за пп. 1-17 для попереднього пропарювання при виготовленні елемента конструкції, зокрема, у формі плити, який містить деревні шматки, волокна, стружку або тирсу і зв'язуючий матеріал, і зокрема деревноволокнистої, деревностружкової, MDF- або HDF-плити.
Текст
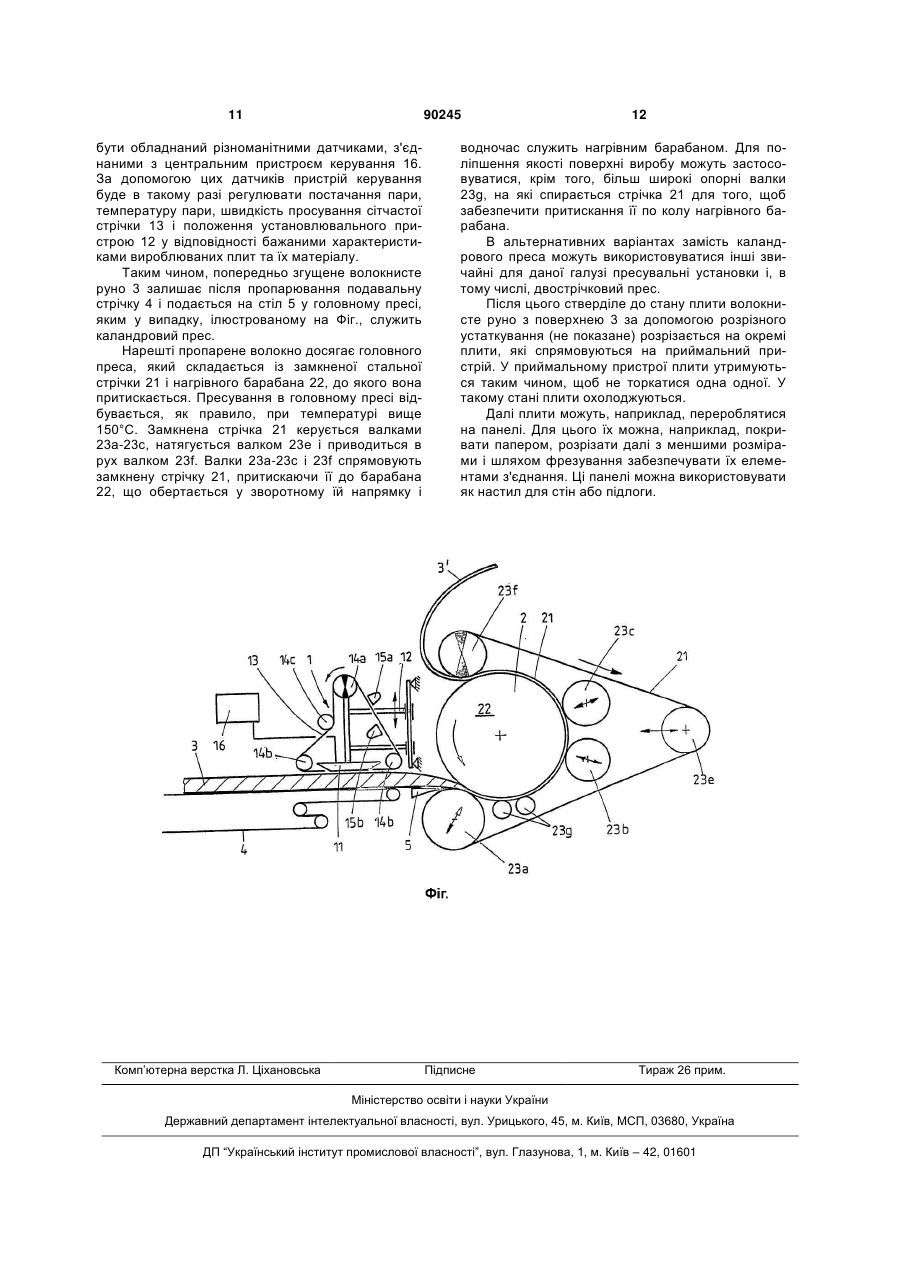
1. Пристрій для пропарювання плити із деревного волокна (3), який містить парове сопло (11) для випускання потоку пари, де парове сопло (11) містить паровипускні отвори для створення викиду пари, який відрізняється тим, що парове сопло (11) є поворотним і може нахилятися за допомогою засобів переміщування, де кут потоку пари, що випускається з парового сопла (11), може бути змінений за допомогою зв'язаних з засобами переміщування датчиків, що з'єднані з пристроєм керування та виконані з можливістю отримання від засобів керування сигналів, що визначають кут нахилу, і де різні кути викиду пари можуть бути встановлені для різних виробничих процесів за допомогою пристрою керування. 2. Пристрій за п. 1, який відрізняється тим, що додатково містить рухому сітчасту стрічку, яка може направлятися та рухатися за допомогою валків (14а, 14b, 14с) та яка розташована для руху перед паровипускними отворами парового сопла (11), причому сітчаста стрічка обладнана отворами, що дозволяють потоку пари проходити крізь неї. 3. Пристрій згідно з попереднім пунктом, який відрізняється тим, що викид пари може відбуватися під кутом проти напрямку або в н апрямку руху згаданої плити із деревного волокна. 4. Пристрій згідно з одним із попередніх пун ктів, який відрізняється тим, що паровипускні 2 (19) 1 3 90245 4 13. Пристрій за п. 12, який відрізняється тим, що за допомогою датчиків можна визначати один або багато параметрів. 14. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що плитою із деревного волокна є волокнисте руно з деревними шматками, волокнами, стружкою або тирсою і зв'язуючим матеріалом для виготовлення елемента конструкції переважно у формі плити і, зокрема, деревноволокнистої, деревностружкової, MDF- або HDF-плити. 15. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що з обох сторін плити із деревного волокна між паровипускними отворами з одного боку і плитою із деревного волокна з іншого боку передбачені сітчасті стрічки, які прилягають до плити із деревного волокна, пе реміщуються синхронно з нею і крізь які з плитою із деревного волокна може взаємодіяти викид пари. 16. Пристрій за п. 15, який відрізняється тим, що сітчасті стрічки мають розміри отворів у межах 1/199-1/50. 17. Пристрій згідно з одним із попередніх пунктів, який відрізняється тим, що разом із парою подаються добавки, які викликають зміни властивостей плит, що виробляються шляхом пресування. 18. Застосування пристрою, виконаного за пп. 1-17 для попереднього пропарювання при виготовленні елемента конструкції, зокрема, у формі плити, який містить деревні шматки, волокна, стружку або тирсу і зв'язуючий матеріал, і зокрема деревноволокнистої, деревностружкової, MDF- або HDF-плити. Винахід стосується процесу і відповідного пристрою для виготовлення елемента конструкції із такого деревного матеріалу, як волокно або стружка, а також елемента конструкції, виготовленого за допомогою такого процесу. Зокрема, винахід стосується плит, що виготовляються із деревного волокна. Один із відомих типових процесів виготовлення плити із деревного волокна описаний у публікації [НК 1/88, S.74-75, "Herstellung von MDF-Platten"]. Згідно з цим процесом проварену деревну тріску поміщали в так званий "рафінер", де вона перероблялася на волокна при відповідних температурі і тиску під дією роздрібних дисків. Із рафінера волокно виводили за допомогою пари і переправляли далі по трубопроводу, відомому під назвою "Blowline" (продувна труба). У цій трубі тиск пари становив приблизно 10 бар, а температура підтримувалася в межах приблизно 150-160°С. У трубу "Blowline" подавали клей. У якості клею при цьому використовували фенольні смоли, сечовиноформальдегідні смоли або суміші із сечовини і меламіну. Після додавання клею труба "Blow-line" розширялася. Внаслідок цього розширення, в трубі виникало завихрення, під дією якого клей змішувався з волокном. Кількість клею відносно маси волокна складала приблизно 22%(мас). Далі волокно з клеєм у формі шару подавалося на формувальну машину. Формування в цій машині проводилося у дві стадії. При цьому спочатку в разі потреби проводили попереднє пресування. Після цього із попередньо спресованого волокна під дією високого тиску і нагріву пресували плиту. Пристрій для проклеювання при виготовленні волокнистих плит описаний у патенті ЕР 0 744 259 А2. Процес виготовлення плит при застосуванні такого пристрою описаний у патенті US 5,554,330. У патенті GB 791,554 описаний процес змішування твердих і рідких компонентів такого матеріалу. Пристрій для безперервного проклеювання деревної стружки описаний у патенті DE 41 15 047 С1. Процес безперервного змішування стружки або волокна зі зв'язуючим матеріалом розкритий у викладеному описі DE-OS 1956 898. У заявках РСТ/1В98/00607 і WO 98/37147 описаний процес видобування клею із деревних складових частин. Скорочення часу пресування досягають за допомогою попереднього нагріву таким чином. Перед тим, як волокно з клеєм для виготовлення MDF-волокнистих (деревно-волокнистих плит середньої товщини) і т.п. плит подається на двострічкову прес-установку, його піддають попередньому пресуванню. Для цього використовують двострічковий транспортер, стрічки якого розташовані одна над одною. Матеріал, який піддається попередньому пресуванню, закладають між цими двома стрічками Транспортерні стрічки мають отвори, крізь які постачається гаряча пара. Таким чином гаряча пара подається на поверхневі ділянки попередньо спресованого матеріалу. У результаті цього матеріал попередньо нагрівається. Завдяки такому попередньому нагріву час проведення подальших операцій процесу можна скорочувати. Крім того, у вологому середовищі, в якому опиняється в результаті матеріал, температурні умови під час виробничого процесу можуть поліпшуватися, тобто температура може швидше досягати глибинних ділянок матеріалу. Отже, попереднє пропарювання підвищує теплопровідність шару прес-матеріалу. Іншою перевагою процесу з пропарюванням є те, що він дозволяє отримувати більш тверді зовнішні шари виробу без необхідності використовувати відносно великі кількості деревини. При пропарюванні або зволожуванні зовнішніх поверхонь, залишаючи при пресуванні відносно сухою серцевинну частину прес-матеріалу, його зовнішні поверхні згущаються і стають твердими. Зволожений матеріал пресується легше, ніж сухий матеріал. У результаті приповерхнева частина матеріалу згущується і, таким чином, стає більш твердою. Процеси попереднього пропарювання розкриті у викладеному описі DE-OS 4441017, патенті US 111795, а також у патентній заявці Данії № 0302/97. 5 У викладеному описі DE-OS 2058820 описане застосування гарячих газів у безперервному процесі пресування. Тут перегріта пара подавалася на прес-матеріал через газопроникну сітчасту стрічку, а газ постачався усередину зони твердіння і калібрування, тобто в зону високої густини головного преса безперервної дії. Газопроникна смугаста структура залишала на зовнішніх поверхнях створеної стружкової або волокнистої плити мережану структуру, яка у подальшому повинна була видалятися шляхом коштовного шліфування. У патентні DE-PS 3914106 описаний процес попереднього нагріву шару прес-матеріалу за допомогою викиду пари, де використовувалася не перфорована, а гладка стальна стрічка. На спресованій за допомогою такого процесу плиті мережана структура на зовнішній поверхні не утворювалася. Проте недоліком цього процесу було те, що в ньому було зменшеним постачання тепла в шар прес-матеріалу через паронепроникну стальну стрічку, що потребувало збільшеного часу пресування. В документі DE 4441017 А1 також описаний пристрій для безперервного процесу виготовлення плит теплоізоляційного матеріалу, де шар пресматеріалу під час проходження під пресом попередньо прогрівався парою, що викидалася у перпендикулярному напрямку через паропроникну сітчасту стрічку. Але такий прийом мав той недолік, що потоком пари час від часу видалялися волокна із прес-матеріалу, внаслідок чого якість зовнішніх поверхонь отримуваних у результаті волокнистих плит погіршувалася, а виробничий пристрій цими волокнами забруднювався. Таким чином, метою даного винаходу є створення вдосконаленого, економічно ефективного і швидкого процесу виготовлення плити описаного вище типу, а також підготовка відповідного пристрою і виготовлення на ньому елемента конструкції за допомогою запропонованого процесу. У відповідності з даним винаходом пропонується в пристрої для пропарювання поверхні, що рухається відносно нього, викид пари спрямовувати не перпендикулярно до цієї поверхні, а під певним похилим до неї кутом. Коли викид пари спрямований не перпендикулярно до поверхні, утвореної, наприклад, із проклеєних попередньо волокон, що лежать на транспортерній стрічці, кількість волокон, що видаляється парою із так званого волокнистого руна або шару волокнистого прес-матеріалу, є меншою. Це дозволяє знизити витрати матеріалу, підвищити якість зовнішньої поверхні готового продукту і зменшити забруднення засобів виробництва видутими парою волокнами. Отвори викиду пари служать для того, щоб прискорити і зорієнтувати в певному напрямку пару, що постачається із резервуара на поверхню. Згаданою вище поверхнею у сенсі даного винаходу є верхня або нижня сторона волокнистого руна, що подається в прес і, зокрема, в каландровий прес. Похилий кут у відповідності з даним винаходом є більше 0° і менше 90° у будь-якому напрямку до площини згаданої поверхні. Експеримент показує, що особливо добрі результати дає кут у межах від 20° до 60°. Добрі резуль 90245 6 тати отримуються тоді, коли у порівнянні з перпендикулярно спрямованим викидом пари кількість видутих волокон або деформація поверхні зменшується, але при цьому забезпечується постачання гарячої пари у волокнисте руно, що дозволяє скоротити час пресування. При цьому напрямок викиду пари може бути будь-яким, тобто, наприклад, проти або поперек напрямку руху поверхні. Як свідчить експеримент, чим більшою є швидкість обігу транспортерної стрічки, тобто чим швидше поверхня рухається відносно парової головки, тим меншим може бути зазначений кут. Наприклад, кращі результати на каландровому пресі одержуються при куті викиду пари в межах від 45° до 60°, а особливо кращі - при куті 53°, коли швидкість руху поверхні складає 55м/хв., і при куті в межах від 20° до 40°, а особливо кращі при куті 30°, коли швидкість руху поверхні складає від 60 до 70м/хв. Занадто великий, тобто прямий, кут призводить до утворення смуг і промивів або заглибин, де звільнені волокна, що вже позбавлені клею, можуть вимиватися і видалятися. У кращому варіанті здійснення винаходу викид пари спрямовується проти напрямку руху поверхні. При цьому збільшується відносна швидкість падіння часток пари на поверхню, а отже і глибина проникнення їх у неї. Внаслідок цього збільшується також густина енергії на одиницю поверхні, що постачається на цю поверхню. Це з одного боку дає постачання більшої кількості енергії, тобто більшого попереднього нагріву в крайовій зоні поверхні, а з іншого - більш товстий приповерхневий шар з теплопровідністю, збільшеною завдяки волозі, що в нього проникла. В результаті тепло, потрібне в головному пресі для твердіння, може постачатися в поверхню швидше і глибше. Ще більше скоротити час пресування можна, якщо пропарювати поверхні з обох сторін волокнистого руна. Створення отвору випуску пари на паровому соплі або паровій площині, що може нахилятися, має ту перевагу, що це дозволяє легко змінювати кут викиду пари. Здатність до нахиляння означає з одного боку те, що, наприклад, при роботі пристрою існує можливість встановлювати оптимальний кут викиду пари у відповідності з бажаними результатами даного виробничого процесу, наприклад, при зміні товщини вироблюваної плити від 10мм до 20мм, або при заміні зв'язуючого матеріалу. З іншого боку здатність до нахиляння означає, що, наприклад, при монтажу пристрою кут викиду пари може встановлюватися раз і назавжди у відповідності з призначенням пристрою і більше не змінюватися. Для виробника такого типу пристрою попереднього пропарювання це дає ту перевагу, що йому не потрібно передбачати різноманітні варіанти встановлення парових сопел для різних умов експлуатації пристрою, і йому надається можливість використовувати одне стандартне парове сопло. В іншому варіанті здійснення винаходу вісь нахилу парового сопла дозволяє змінювати кут нахилу тільки проти напрямку руху поверхні. Це дає можливість зменшувати коштовність монтажу й уникати хибних дій у процесі експлуатації. 7 В одному з варіантів здійснення винаходу передбачені засоби переміщування та змінювання напрямку викиду пари. Ці засоби дозволяють підвищити експлуатаційну гнучкість пристрою попереднього пропарювання, оскільки при керуванні ними за допомогою, наприклад, комп'ютера або потенціометра вони дозволяють реагувати на зміни задач обробки матеріалу. Отже зазначені засоби керування керують зазначеними засобами переміщування. При цьому коли, наприклад, потенціометр установлюють на кут 30°, засоби керування стежать за тим, щоб засоби руху встановлювали отвори викиду пари таким чином, щоб викид пари відбувався під кутом 30° відносно поверхні. Засоби керування можуть діяти також таким чином, щоб шляхом спроб віддзеркалювати певні результати обробки. Наприклад, потенціометр може мати шкалу з різними відносними швидкостями руху. При цьому, встановлюючи на цій шкалі ту чи іншу відносну швидкість, можна керувати засобами переміщування так, що буде встановлюватися визначений емпіричним шляхом оптимальний кут викиду пари. Засоби керування, цілком зрозуміло, дозволяють також уводити в розрахунок різноманітні параметри на зразок відносної швидкості і товщини поверхні. Засоби керування можуть бути виконані також таким чином, щоб оператор міг встановлювати оптимальний кут викиду пари за допомогою таблиці. Така таблиця може бути введена також у комп'ютер, що дозволить уникнути помилкових дій при керуванні виробничим пристроєм. В одному з варіантів здійснення винаходу передбачені, крім того, датчики, які визначають, принаймні, відносну швидкість і/або товщину поверхні, що також відвертає імовірність помилкової інтерпретації даних параметрів людиною. Крім того, застосування датчиків має ту перевагу, що засоби керування за їх допомогою підтримують потрібні для встановлення оптимального кута параметри, виключаючи небезпеку виникнення відмов унаслідок помилкових дій людини. Це дозволяє забезпечувати безперервну оптимізацію виробничого процесу, У той час як, звичайно, такі параметри виробничого процесу, як швидкість руху і товщина поверхні, є постійними, у разі дослідновиробничого процесу може виникати велика потреба в тому, щоб безперервно оптимізувати викид пари, наприклад, коли за експериментальними даними час від часу змінюються такі параметри, як наприклад, товщина поверхні, склад його матеріалу або швидкість руху поверхні. Передбачений також варіант здійснення винаходу, де до уваги береться велика кількість параметрів при певному оптимальному куті викиду пари і, зокрема, такі, як швидкість руху стрічки транспортера, тиск пресування натискним валком, зокрема у випадку каландрового преса. В іншому варіанті здійснення винаходу поверхнею є волокнисте руно, призначене для виготовлення елементів конструкції у формі плит і, зокрема, деревоволокнистих, деревостружкових, MDF (середньої товщини) або HDF (великої товщини) волокнистих плит. Такого типу плити можна з осо 90245 8 бливо високою економічною ефективністю виготовляти за допомогою запропонованого процесу, оскільки завдяки оптимізації операції попереднього пропарювання час пресування зменшується від 7 до 3,2с/мм товщини плити, тобто більш ніж у два рази, при подоланні недоліків відомих технічних рішень. Сітчасті стрічки, що рухаються синхронно з поверхнею, полегшують попереднє згущення волокнистого руна, переміщують волокнисте руно в напрямку преса, є частково проникними для викиду пари і підтримують при цьому потрібну форму волокнистого руна. Розмір отворів сітки залежить від вироблюваного продукту і вибирається таким чином, щоб забезпечувати достатню паропроникність і при цьому запобігати вимиванню або видуванню волокон водяною парою. При розмірах отворів сітки в межах від 1/10 до 5/10 ці отвори з одного боку є достатньо малими для того, щоб крізь них не могли проходити волокна, а з іншого є такими, щоб сітка могла виконувати свою функцію транспортування руна. Водночас ці отвори служать для зволожування руна парою. Сітчасті стрічки з верхньої та нижньої сторін поверхні дозволяють здійснювати підвищений підігрів останньої. У відповідності з даним винаходом сітчасті стрічки є засобами досягнення зазначених ефектів і можуть бути виконані також із паропроникної тканини. Застосування відсмоктувальних пристроїв для видалення забруднень на сітчастих стрічках дозволяє уникнути добавлення отворів і забезпечити однорідну дію пари. Отже, цілком виправданим є забезпечення відсмоктування з обох боків стрічки. Передбачений також варіант здійснення винаходу, де в пару додають добавки з метою проведення певних модифікацій поверхневих властивостей плит, що виробляються шляхом пресування руна. Такі добавки дозволяють, наприклад, робити поверхню плит більш твердою. Шляхом уведення відповідних добавок можна, поряд з іншим, надавати плитам добрих властивостей щодо звуконепроникності при ходінні. Крім того, тверда поверхня плити робить її цікавою в якості матеріалу для підлоги. Введення в пару відповідних добавок дозволяє також зменшувати здатність матеріалу до розбухання. Чим меншим є розбухання, тим більш стабільною або вологостійкою є поверхня, із якої пресується плита. У разі вироблення тонких плит, товщина яких є менше 5мм, у пару можуть додаватися речовини на основі сульфатів. Наявність сульфату у приповерхневих ділянках пресматеріалу значно прискорює їх твердіння. При виготовленні тонких плит хлориди діють занадто швидко і можуть призводити до утворення шкідливої соляної кислоти. При виготовленні більш товстих плит, товщина яких становить більше 5мм, напроти, слід застосовувати добавки на основі хлоридів, оскільки в цьому випадку саме вони діють як прискорювачі процесу твердіння. Було встановлено, що хлоридні добавки є особливо ефективними при малих швидкостях роботи каландрового преса. Малими при цьому вважаються швидкості менше 30м/хв. Крім того, можуть додаватися змочувальні ре 9 човини, наприклад, мийний засіб РгіІ®, що зменшують поверхневий натяг. Поліпшене змочування повного складу у приповерхневій зоні дозволяє збільшити згущення матеріалу в цій зоні і в результаті одержати більш гладку поверхню. Поліпшити згущення покривного шару можна ще більше за допомогою силікону, який можна особливо вигідно додавати у водяну пару в зрідженому стані. Завдяки тому, що додаткові речовини вводяться в пару, концентрація їх у руні в міру віддалення від зовнішньої поверхні зменшується, залишаючись таким чином наявною переважно у приповерхневому шарі. Отже запропоновані пристрій і процес попереднього пропарювання є особливо підходящими для виготовлення деревних частин конструкцій у формі плит, які одержують переважно шляхом пресування і зокрема, наприклад, на каландровому пресі. При цьому згідно з винаходом досягається 50% скорочення часу пресування. При проведенні попереднього пропарювання поверхні безпосередньо перед пресом поверхня перед операцією пресування охолоджується лише незначно. Чим вищою є температура поверхні перед пресом, тим швидше відбувається процес пресування. Отже пропарювання, що відбувається безпосередньо перед пресом, слід розглядати як попереднє пропарювання, в результаті якого постачена у поверхню енергія може бути віддана перед пресуванням у навколишнє середовище лише в незначній кількості. У зв'язку з цим, пристрій попереднього пропарювання повинен розташовуватися перед пресом, оскільки в пресі, котрий, як правило, працює з паронепроникними стальними стрічками, пар крізь ці стрічки пройти не зможе. Застосовувати ж для цього перфоровані стрічки є неможливим, оскільки в такому випадку буде неможливим одержувати гладку зовнішню поверхню вироблюваної плити. Ламінатні панелі користуються сьогодні все зростаючою популярністю особливо як матеріал для підлогового настилу, у зв'язку з чим виробництво їх з кожним днем нарощується. Це є саме такі плити, котрі можна з особливо високою ефективністю виробляти у відповідності з даним винаходом і котрі на верхній стороні оздоблюються декоративним шаром під дерево або тиснення, покритим зносостійким шаром, а на нижній стороні обладнується імобілізуючим папером. Ще більшого скорочення часу пресування досягають у разі можливості пропарювання поверхні з двох сторін. Інші переваги даного винаходу випливають із подальшого опису його з посиланням на додане креслення. Ознаки даного винаходу, які були згадані вище і які випливають із викладеного нижче, можуть використовуватися як відокремлено, так і в будь-яких комбінаціях між ними. Розглянуті тут варіанти здійснення винаходу не несуть з собою жодних обмежень і наведені лише як приклади, в яких попереднє пресування під кутом 90° демонструє ту перевагу, що зв'язуючий матеріал не твердіє завчасно. Фіг.: схематичне зображення каландрового 90245 10 преса з приєднаним до нього пристроєм попереднього пропарювання згідно з даним винаходом. Запропоновані пристрій і процес можуть бути здійснені таким чином. Попередньо проклеєні волокна подають на один або декілька сепараторів, які на доданому кресленні не показані. З виходу сепараторів проклеєне волокно подається на розподільну установку. На розподільній установці проклеєне волокно укладається на транспортерну стрічку. Транспортерною стрічкою волокно постачається на попередній прес (не показаний). На цьому пресі волокно піддається попередньому пресуванню звичайно на 2/3. Попередній прес містить стрічки (не показані), які проходять по замкненому колу і якими волокно передається далі і пресується у волокнисте руно. Після цього волокно перепускається через формувальну лінію (не показана), обладнану різноманітними пристроями, які надають волокну потрібну форму. З формувальної лінії волокнисте руно передається на показаний на Фіг. пристрій 1 пропарювання згідно з даним винаходом. На цьому пристрої волокно пропарюється зверху під нахилом. Волокна в руні можуть бути розподілені також паралельно транспортерній стрічці і, таким чином, пропарюватися "усередині", що на даному кресленні не показано. Пристрій 1 пропарювання показаний з метою наочності лише з верхньої сторони поверхні 3, але цілком зрозуміло, що він може бути встановлений водночас також з нижньої сторони поверхні. Пристрій 1 пропарювання складається, головним чином, із парової поверхні (або парового сопла) 11, яка може опускатися за допомогою приводу 12 і з якої може випускатися вниз потік пари. Для того, щоб ще волога поверхня 3, яка у вигляді, показаному на Фіг., рухається вправо, не пошкоджувалася паровою голівкою, між паровою поверхнею 11 і поверхнею 3 прокладена замкнена стрічка 13, що рухається синхронно з поверхнею 3. Замкнена стрічка 13 має отвори для перепускання пари і рухається на валках 14а-14с, серед яких валок 14а є приводним, валок 14b - зворотним, а валок 14с- натяжним або зворотним. При цьому є дуже важливим, щоб між поверхнею 3 і рухомими елементами, наприклад, паровою поверхнею 11 або замкненою сітчастою стрічкою 13 не виникало будь-якого відносного руху. Установлювальний пристрій 12 дозволяє припасовувати парову голівку до поперечного перерізу і геометрії вироблюваних плит і може встановлюватися навіть з урахуванням певного згущення волокнистого руна. Подавальна стрічка 4 внизу рухається, цілком зрозуміло, разом з поверхнею і, якщо пристрій попереднього пропарювання встановлений з нижньої сторони поверхні 3, також може мати сітчасту форму. Відсмоктувальні пристрої 15а і 15b, розташовані з обох сторін замкненої сітчастої стрічки 13 пристрою попереднього пропарювання, служать для очищання цієї стрічки від волокон або стружки та інших забруднень для того, щоб запобігти утворенню пор і неоднорідностей на верхній поверхні вироблюваної плити. Пристрій попереднього пропарювання може 11 90245 бути обладнаний різноманітними датчиками, з'єднаними з центральним пристроєм керування 16. За допомогою цих датчиків пристрій керування буде в такому разі регулювати постачання пари, температуру пари, швидкість просування сітчастої стрічки 13 і положення установлювального пристрою 12 у відповідності бажаними характеристиками вироблюваних плит та їх матеріалу. Таким чином, попередньо згущене волокнисте руно 3 залишає після пропарювання подавальну стрічку 4 і подається на стіл 5 у головному пресі, яким у випадку, ілюстрованому на Фіг., служить каландровий прес. Нарешті пропарене волокно досягає головного преса, який складається із замкненої стальної стрічки 21 і нагрівного барабана 22, до якого вона притискається. Пресування в головному пресі відбувається, як правило, при температурі вище 150°С. Замкнена стрічка 21 керується валками 23а-23с, натягується валком 23е і приводиться в рух валком 23f. Валки 23а-23с і 23f спрямовують замкнену стрічку 21, притискаючи її до барабана 22, що обертається у зворотному їй напрямку і Комп’ютерна верстка Л. Ціхановська 12 водночас служить нагрівним барабаном. Для поліпшення якості поверхні виробу можуть застосовуватися, крім того, більш широкі опорні валки 23g, на які спирається стрічка 21 для того, щоб забезпечити притискання її по колу нагрівного барабана. В альтернативних варіантах замість каландрового преса можуть використовуватися інші звичайні для даної галузі пресувальні установки і, в тому числі, двострічковий прес. Після цього стверділе до стану плити волокнисте руно з поверхнею 3 за допомогою розрізного устаткування (не показане) розрізається на окремі плити, які спрямовуються на приймальний пристрій. У приймальному пристрої плити утримуються таким чином, щоб не торкатися одна одної. У такому стані плити охолоджуються. Далі плити можуть, наприклад, перероблятися на панелі. Для цього їх можна, наприклад, покривати папером, розрізати далі з меншими розмірами і шляхом фрезування забезпечувати їх елементами з'єднання. Ці панелі можна використовувати як настил для стін або підлоги. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for vapor deposition on surface of wood fiber board and its use for preliminary vapor deposition at manufacturing said board
Автори англійськоюStutz Josef
Назва патенту російськоюУстройство для пропаривания плиты из древесного волокна и его применение для предварительного пропаривания при изготовлении плиты
Автори російськоюШтутц Йозеф
МПК / Мітки
МПК: B27N 3/08
Мітки: попереднього, деревного, волокна, пропарювання, застосування, плити, пристрій, виготовленні
Код посилання
<a href="https://ua.patents.su/6-90245-pristrijj-dlya-proparyuvannya-pliti-iz-derevnogo-volokna-ta-jjogo-zastosuvannya-dlya-poperednogo-proparyuvannya-pri-vigotovlenni-pliti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для пропарювання плити із деревного волокна та його застосування для попереднього пропарювання при виготовленні плити</a>
Пристрій для отримання деревного вугілля і сорбентів на його основі
Номер патенту: 49122
Опубліковано: 26.04.2010
Автори: Кремнева Катерина Володимирівна, Шишко Юлія Вікторівна, Шевченко Геннадій Леонідович, Усенко Андрій Юрійович, Єфімов Ілля Володимирович, Грек Олександр Сергійович
МПК: B01D 24/00, F23B 30/00
Мітки: вугілля, отримання, пристрій, сорбентів, основі, деревного
Формула / Реферат:
Пристрій для отримання деревного вугілля та сорбентів на його основі, що містить вертикальний апарат шахтного типу, пальниковий тунель, канал, що з'єднує камеру-реактор із пальниковим тунелем, пристрій для видалення димових газів у атмосферу, який відрізняється тим, що він споряджений теплоутилізатором, який включає секції для генерації пари і підігріву повітря, та пальниковим тунелем, безпосередньо з'єднаним із теплоутилізатором, при цьому...
Камера для пропарювання пиломатеріалів
Номер патенту: 28720
Опубліковано: 25.12.2007
Автори: Білей Петро Васильович, Павлюст Володимир Миколайович, Безноско Юрій Леонідович, Андрашек Йосип Володимирович
МПК: B27K 1/00
Мітки: камера, пропарювання, пиломатеріалів
Формула / Реферат:
Камера для пропарювання пиломатеріалів, що виготовлена з будівельних матеріалів у вигляді тепло- і гідроізольованого корпусу, яка відрізняється тим, що в підлозі камери знаходиться ємність з водою, де для нагрівання води прокладені труби, через які пропускаються топкові гази від спалювання деревинних відходів, накрита зверху решітчастим настилом із дерев'яних брусків, а над ємністю знаходиться робочий простір камери, де складено штабель...
Монтажний пристрій для плити перекриття будинку та спосіб монтажу плити
Номер патенту: 77250
Опубліковано: 15.11.2006
Автор: Лі Юанхе
МПК: E04B 5/32, E04G 11/48, E04B 1/35
Мітки: монтажний, будинку, пристрій, спосіб, перекриття, плити, монтажу
Формула / Реферат:
1. Монтажний пристрій для плити перекриття будинку, що включає несучий елемент, призначений для встановлення плити перекриття, зазначений несучий елемент розташований вище площини, у якій лежить плита перекриття, і з'єднаний з плитою перекриття натяжним елементом, при цьому зазначений несучий елемент являє собою монтажний елемент на стіні будинку, де верхній кінець зазначеного натяжного елемента з'єднаний з зазначеним монтажним елементом...
Спосіб оцінки прядильної здатності луб’яного волокна та пристрій для його здійснення
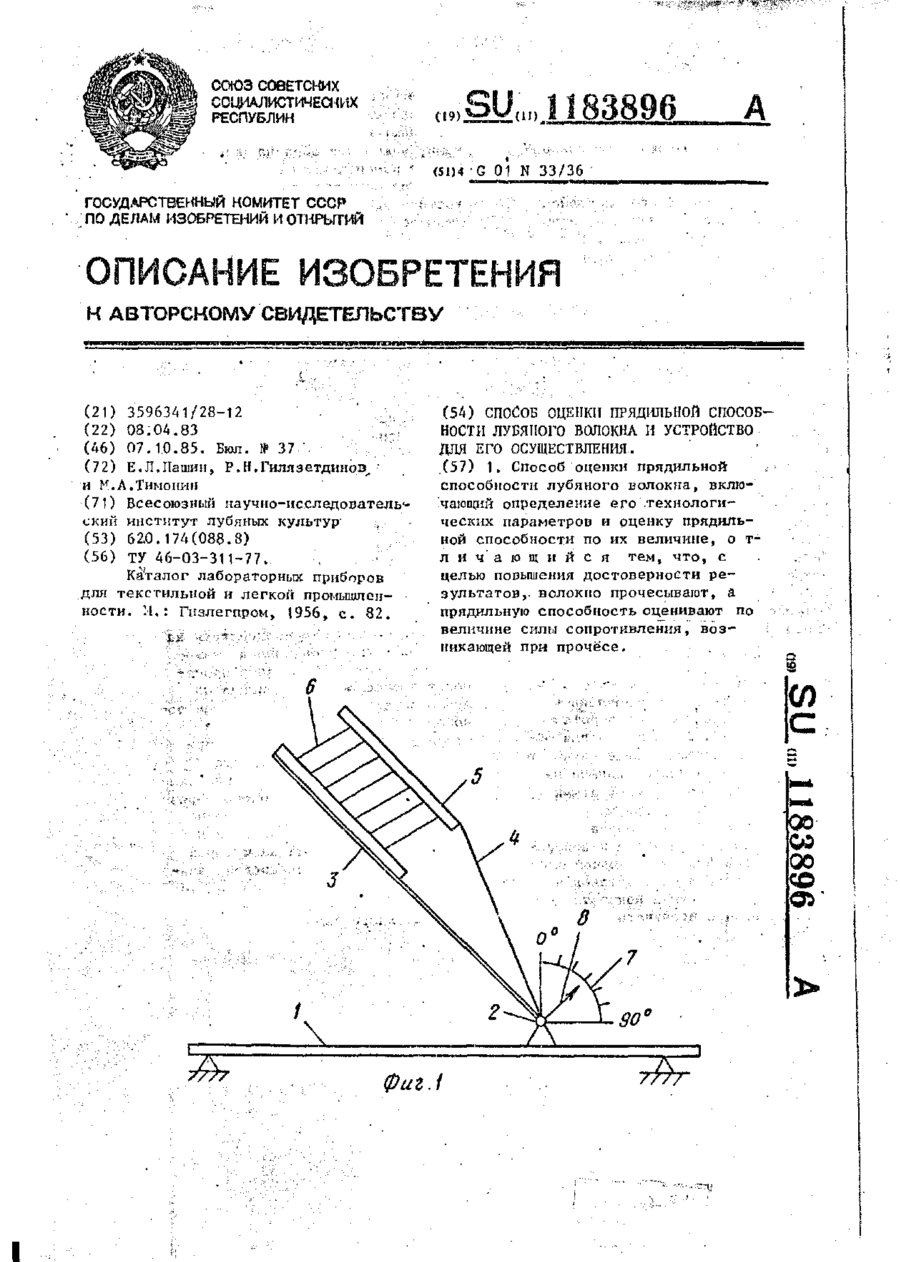
Номер патенту: 6383
Опубліковано: 29.12.1994
Автори: Гілязетдінов Рубіль Нуртдінович, Тимонін Михайло Олександрович, Пашин Євгеній Львович
МПК: G01N 33/36, D01B 1/00
Мітки: прядильної, здатності, волокна, луб'яного, здійснення, спосіб, пристрій, оцінки
Формула / Реферат:
1. Способ оценки прядильной способности лубяного волокна, включающий определение его технологических параметров и оценку прядильной способности по их величине, отличающийся тем, что, с целью повышения достоверности результатов, волокно прочесывают, а прядильную способность оценивают по величине силы сопротивления, возникающей про прочесе. 2. Устройство для оценки прядильной способности лубяного волокна, содержащее основание с...
Спосіб виготовлення паличок із деревного шпону і лінія для його здійснення
Номер патенту: 29524
Опубліковано: 15.11.2000
Автори: Кравченко Віталій Григорович, Сівак Микола Степанович
МПК: B27L 9/00
Мітки: паличок, спосіб, деревного, шпону, лінія, здійснення, виготовлення
Текст:
...у вигляді магазина. Додатково, відповідно до винахо ду, після пристрою полірування розміщений пристрій маркування нижньої і/або верхньої поверхні паличок. У запропонованих способі виготовлення паличок із деревного шпона і лінії для його здійснення підвищення якості паличок досягають тим, що вирубку паличок проводять за один цикл руху рухо мих ножів у три етапи. Спочатку, коли рухо мий ніж знаходиться у верхньому положенні, шпон подають до...
Попередній патент: Схема передачі пілот-сигналів для систем радіозв’язку з передачею на декілька несучих
Наступний патент: Система керування перевантажуванням зібраної маси у сільськогосподарській збиральній машині
Випадковий патент: Спосіб консервування біомаси заквашувальних культур