Безконтактний спосіб вимірювання висоти гарячого рухомого прокату
Номер патенту: 90981
Опубліковано: 10.06.2010
Формула / Реферат
Безконтактний спосіб вимірювання висоти гарячого рухомого прокату, що включає реєстрацію оптичного зображення прокату із відповідним розміром за допомогою двох цифрових камер із подальшим встановленням даного розміру в системах координат растрових зображень, знятих з першої та другої цифрових камер, та розрахунком значення даного розміру в реальних одиницях вимірювання з урахуванням параметрів оптичної системи, який відрізняється тим, що цифрові камери розміщують у просторі так, що друга цифрова камера знаходиться на певній жорстко фіксованій відстані ![]() позаду від першої цифрової камери, та орієнтують таким чином, щоб оптичні осі їх об'єктивів лежали в одній площині, перпендикулярній до вертикальної грані прокату і паралельній площині рольганга прокатного стана, при цьому висоту прокату в реальних одиницях вимірювання
позаду від першої цифрової камери, та орієнтують таким чином, щоб оптичні осі їх об'єктивів лежали в одній площині, перпендикулярній до вертикальної грані прокату і паралельній площині рольганга прокатного стана, при цьому висоту прокату в реальних одиницях вимірювання ![]() розраховують відповідно до виразу:
розраховують відповідно до виразу:
![]() ,
,
де ![]() - чутливість твердотільного датчика цифрових камер, яка визначає розмір пікселя датчика вздовж його вертикальної осі, мм/піксель;
- чутливість твердотільного датчика цифрових камер, яка визначає розмір пікселя датчика вздовж його вертикальної осі, мм/піксель;
![]() і
і ![]() - оцінка висоти прокату в системах координат растрових зображень, знятих з першої і другої цифрових камер, яку здійснюють шляхом усереднення висоти прокату вздовж горизонтальної осі растрового зображення прокату, знятого з відповідної камери, піксель;
- оцінка висоти прокату в системах координат растрових зображень, знятих з першої і другої цифрових камер, яку здійснюють шляхом усереднення висоти прокату вздовж горизонтальної осі растрового зображення прокату, знятого з відповідної камери, піксель;
![]() і
і ![]() - фокусні відстані об'єктивів цифрових камер, мм;
- фокусні відстані об'єктивів цифрових камер, мм;
![]() - відстань між цифровими камерами, яку вибирають таким чином, щоб забезпечити необхідну точність вимірювання висоти прокату
- відстань між цифровими камерами, яку вибирають таким чином, щоб забезпечити необхідну точність вимірювання висоти прокату ![]() (мм), і визначають відповідно до виразу:
(мм), і визначають відповідно до виразу:
![]() ,
,
де ![]() - номінальне значення масштабу формування зображення висоти прокату в площині наведення об'єктивів цифрових камер, піксель/мм;
- номінальне значення масштабу формування зображення висоти прокату в площині наведення об'єктивів цифрових камер, піксель/мм;
![]() і
і ![]() - апріорні значення середньоквадратичного відхилення похибок визначення висоти прокату в системах координат растрових зображень, знятих з першої і другої цифрових камер, піксель, при цьому
- апріорні значення середньоквадратичного відхилення похибок визначення висоти прокату в системах координат растрових зображень, знятих з першої і другої цифрових камер, піксель, при цьому ![]() і
і ![]() ;
;
![]() і
і ![]() - змінні значення відстаней від оптичного центру об'єктивів першої і другої цифрових камер до поверхні прокату, мм, причому
- змінні значення відстаней від оптичного центру об'єктивів першої і другої цифрових камер до поверхні прокату, мм, причому ![]() ;
;
![]() і
і![]() - фіксовані значення відстаней до площин наведення об'єктивів першої і другої цифрових камер, мм, причому
- фіксовані значення відстаней до площин наведення об'єктивів першої і другої цифрових камер, мм, причому![]() .
.
Текст
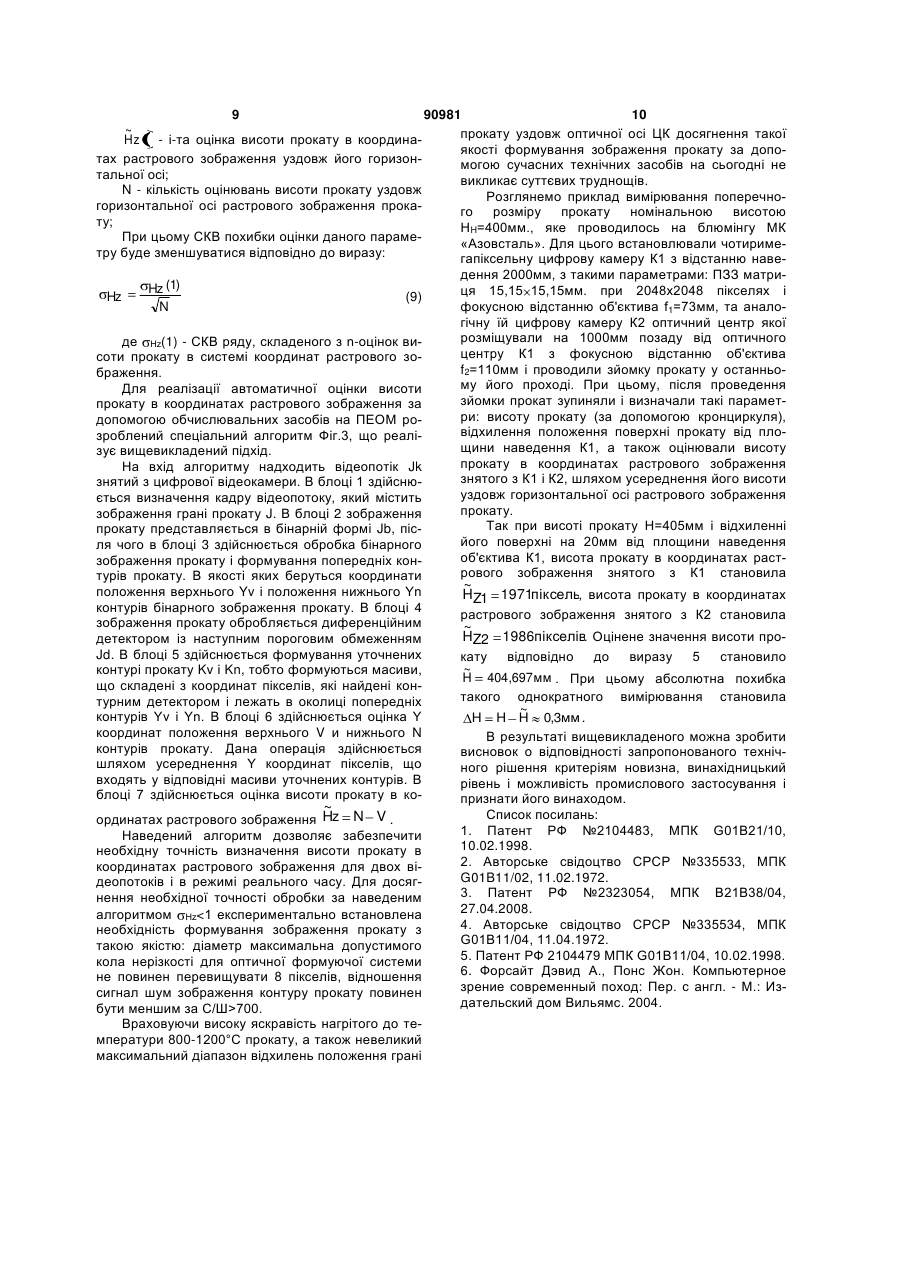
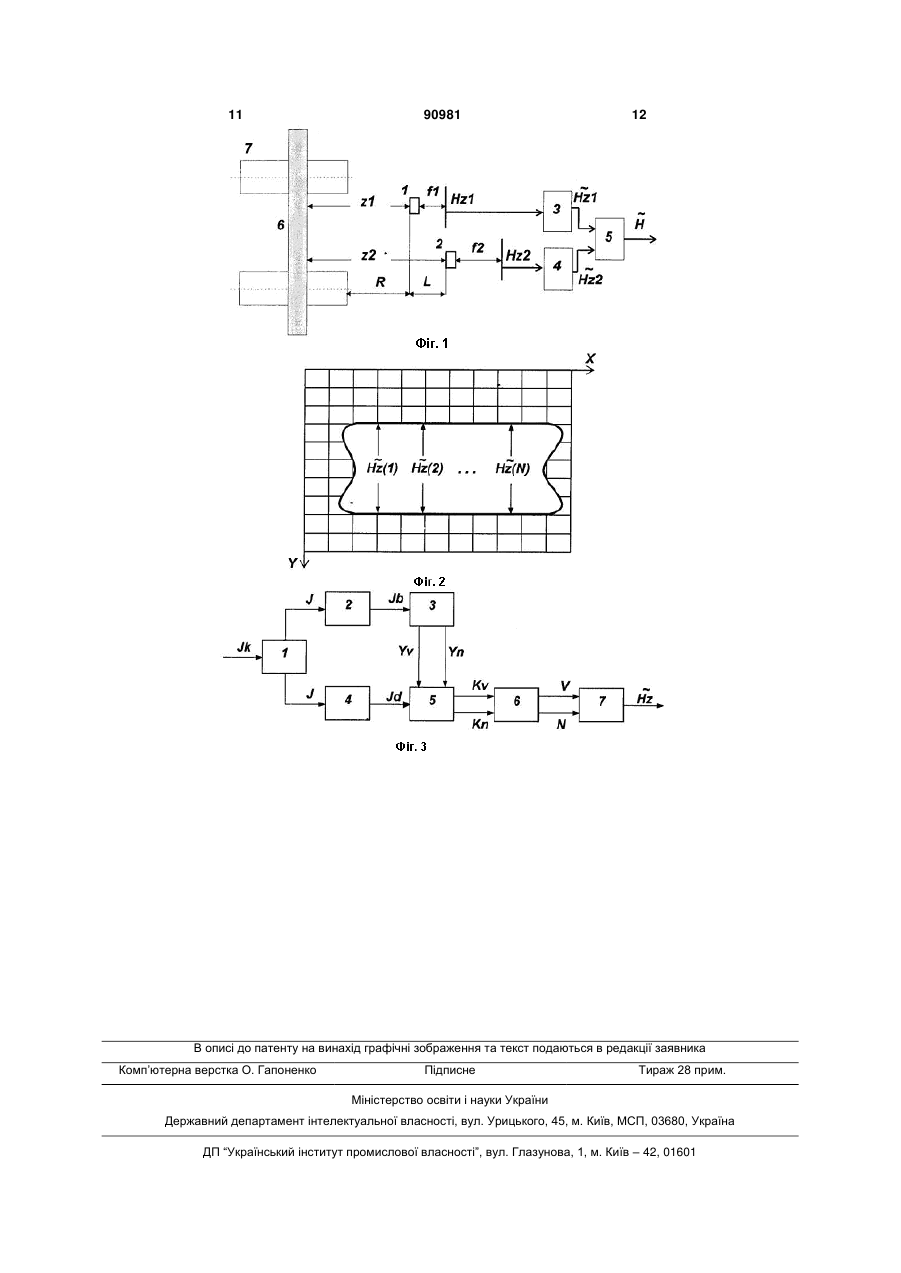
Безконтактний спосіб вимірювання висоти гарячого рухомого прокату, що включає реєстрацію оптичного зображення прокату із відповідним розміром за допомогою двох цифрових камер із подальшим встановленням даного розміру в системах координат растрових зображень, знятих з першої та другої цифрових камер, та розрахунком значення даного розміру в реальних одиницях вимірювання з урахуванням параметрів оптичної системи, який відрізняється тим, що цифрові камери розміщують у просторі так, що друга цифрова камера знаходиться на певній жорстко фіксованій відстані L позаду від першої цифрової камери, та орієнтують таким чином, щоб оптичні осі їх об'єктивів лежали в одній площині, перпендикулярній до вертикальної грані прокату і паралельній площині рольганга прокатного стана, при цьому висоту прокату в реальних одиницях вимірювання ~ H розраховують відповідно до виразу: ~ ~ ~ ~ ~ H L w Hz1 Hz 2 /(Hz1 f2 Hz 2 f1) , 3 90981 4 Автоматичний безконтактний контроль геомеВідомий інший спосіб оптичного вимірювання тричних розмірів для широкого класу технологічпоперечного розміру металургійного прокату (паних об'єктів сьогодні здійснюють способами, затент РФ 2104479 МПК G01B11/04, 10.02.1998), він снованими на застосуванні оптичного фізичного полягає у тому, що реєструють величину світлових принципу. потоків від двох ділянок прокату із вимірюваним Відомий спосіб для безконтактного вимірюрозміром і заданим розміром. Після чого виконування поперечного розміру прокату із застосуванють порівняння зареєстрованих величин і визнаням оптико-механічного сканування (патент РФ чають розмір прокату. Це досягається шляхом №2104483, МПК G01B21/10, 10.02.1998). Даний застосування спеціального пристрою, що має єдиспосіб полягає у зустрічному скануванні двома ний об'єктив, розщеплювач потоків і два фоточутпроменями протилежних границь прокату і підраливих датчики. Така схема дозволяє сформувати хунку імпульсів у кожній парі відповідних імпульсів ділянки прокату із заданим перекриттям. сканування. Відхилення розміру від базового виНедоліком даного способу є необхідність зазначається як відношення числа рахункових імпустосування пристрою унікальної конструкції, а тальсів до загального числа імпульсів сканування кож складність точної ідентифікації величини потодля кожного променя, що помножуються на задаку від ділянок прокату, що значно погіршує ний просторовий інтервал, який відповідає періоду точність вимірювання. послідовності імпульсів сканування. Відомий спосіб визначення тримірних коордиДо недоліків даного способу можна віднести нат об'єктів контролю із застосуванням методу те, що поступовий горизонтальний рух об'єкта коноптичної тріангуляції (Форсайт Дэвид Α., Понс тролю і зміна його товщини призводить до погірЖан. Компьютерное зрение современный поход.: шення точності вимірювання. Крім того, також виПер. с англ. - М.: Издательский дом Вильямc, никають значні похибки, що пов'язані із оптичним 2004), який прийнятий за прототип. Даний спосіб впливом теплових градієнтів, а також складність, передбачає реєстрацію оптичного зображення низька надійність і висока вартість операції лазероб'єкта контролю за допомогою двох цифрових ного сканування. камер, які довільним чином розносять у просторі, з Також відомий спосіб вимірювання параметрів подальшою обробкою цифрових зображень знятих поперечного розміру прокату, що здійснюється з цих камер, і встановленням дійсного значення шляхом прямого підрахунку імпульсів від засвічетримірних координат необхідних точок на поверхні них фоточутливих елементів, встановлених параоб'єкта контролю із урахуванням параметрів внутлельно вимірюваному розміру. На сьогодні відомі рішнього і зовнішнього орієнтування цифрових ряд пристроїв, що реалізують даний спосіб, а сакамер. ме: фотоелектричний пристрій для вимірювання Недоліком даного способу є необхідність пролінійних розмірів тіл (а.с. СРСР №335533, МПК ведення спеціальної сумісної (кореляційної) оброG01B11/02, 11.02.1972), а також фотоелектронний бки зображень, знятих з цифрових камер, з метою пристрій для вимірювання лінійних розмірів і контпошуку на них спряжених точок. Причому для розролю положення виробу (патент РФ №2323054, в'язання задачі обробки зображень прокату ці точМПК В21В38/04, 27.04.2008). ки на зображенні повинні належати контурам проПідвищення точності вимірювання даним спокату. Це значно ускладнює виконання даної собом досягається шляхом використання великої операції оскільки контур прокату має однорідне кількості фоточутливих елементів, що значно зображення. Така ситуація значно погіршує точускладнює практичну реалізацію даного способу і ність і надійність застосування даного способу для знижує його надійність. Крім того для вимірювання вимірювання поперечного розміру гарячого рухоневеликих розмірів, таких як поперечний розмір мого прокату. прокату, даний спосіб має незадовільну відносну В основу винаходу поставлена задача розробпохибку. ки безконтактного способу вимірювання поперечВідомий фотоімпульсний спосіб вимірювання ного розміру гарячого рухомого прокату, в якому розмірів рухомого тіла (авторське свідоцтво СРСР за рахунок зміни умов реєстрації оптичного зобра№335534, МПК G01B11/04, 11.04.1972), полягає у ження прокату і способу обробки отриманих зотому, що об'єкт контролю проектують оптичною бражень досягається можливість високоточного системою (об'єктивом) на фотоелектронний перевимірювання його поперечного розміру при відхитворювач, який перетворює світловий потік від леннях прокату уздовж оптичної осі оптичної сисоб'єкта в інформаційний електричний імпульс, теми, причому реалізація даного способу із застотривалість якого пропорційна вимірюваному розсуванням сучасних технічних засобів дасть міру. Інформаційний імпульс визначають як суму можливість проводити ці вимірювання в режимі двох сигналів, перший з яких пропорційний оптичреального часу і без зупинення технологічного ній проекції вимірюваного розміру, а другий - зміні процесу прокатного виробництва. тривалості фотонів першого сигналу, що обумовДля рішення поставленої задачі, безконтактлено розфокусуванням зображення розміру, що ний спосіб вимірювання поперечного розміру гаряпідлягає вимірюванню, внаслідок переміщення чого рухомого прокату, включає реєстрацію оптичоб'єкта вздовж оптичної осі системи. ного зображення прокату із відповідним розміром Недоліком даного способу є похибки, що виниза допомогою двох цифрових камер із подальшим кають при переміщеннях об'єкта контролю уздовж встановленням даного параметру в системах кооптичної вісі оптичної системи внаслідок зміни ординат растрових зображень, знятих з першої та коефіцієнта передачі проекційної оптичної систедругої цифрових камер, та розрахунку значення ми. даного розміру в реальних одиницях вимірювання 5 90981 6 із урахуванням параметрів оптичної системи, згідФіг.3, на якому прийняті такі позначення: 1 но винаходу цифрові камери розміщують у просвизначення кадру відеопотоку із зображенням гаторі так, що друга цифрова камера знаходиться на рячого металу, 2 - порогова обробка даного зовідомій жорстко фіксованій відстані L позаду від браження методом Отсу, 3 - обробка бінарного першої цифрової камери і орієнтують таким чином, зображення, 4 - контурна обробка, 5 - формування щоб оптичні осі їх об'єктивів лежали в одній плоконтурів прокату, 6 - оцінювання положення контущині перпендикулярній до вертикальної грані прорів прокату, 7 - оцінювання висоти прокату в кооркату і паралельній площині рольгангу прокатного динатах растрового зображення. стану, а поперечний розмір прокату в реальних Відповідно до наведеної схеми Фіг.1, К1 вста~ новлюють на певній фіксованій відстані R, мм від одиницях вимірювання H розраховують відповідно прокатного стану, яку визначають, як мінімально до виразу: можливу безпечну відстань для встановлення ЦК біля обладнання прокатного стану. К2 розміщують ~ ~ ~ ~ ~ H LwHZ1 Z2 /(HZ1f2 HZ2f1) H на відстані L, мм позаду від К1. Причому К1 і К2 орієнтують у просторі таким чином, щоб оптичні ~ ~ осі їх об'єктивів лежали в одній площині перпендиде HZ1 і H Z2 - оцінка поперечного розміру кулярній до вертикальної грані металу, що прокапрокату в системах координат растрових зобратується на стані і паралельній площині рольгангу жень знятих з першої і другої цифрових камер, яку прокатного стану. Для жорсткого забезпечення здійснюють шляхом усереднення висоти прокату даних умов, необхідно застосовувати спеціальну уздовж горизонтальної осі растрового зображення конструкцію, при якій К1 і К2 монтують на металепрокату; вій штанзі із жорстко зафіксованим параметром L. f1 і f2 - фокусні відстані об'єктивів цифрових Після чого дану штангу встановлюють біля прокакамер; тного стану на відстані R. Безпосередньо перед w - чутливість твердотільного датчика цифромонтуванням такої конструкції виконують її навих камер, визначає розмір піксела ТД уздовж його стройку, а саме, здійснюють встановлення фокусвертикальної осі; них відстаней об'єктивів К1 - f1 і К2 - f2 відповідно L - відстань між цифровими камерами, яку видо виразу 6, і калібрують її на спеціальному стенді бирають таким чином, щоб забезпечити необхідну з метою корегування систематичних відхилень, точність вимірювання поперечного розміру прокапов'язаних із існуванням дисторсії об'єктивів К1 і ту Н, і визначають відповідно до виразу: К2, а також певною фіксованою геометричною неточністю їх встановлення. Принцип роботи даного способу полягає ось у 2 Z4 / Z2 2 Z4 / Z2 L (1 / M H ) H1 1 H1 H2 2 H2 чому. У загальному випадку оптичний центр об'єктива ЦК розташований на відстані Ζ, мм від поверхні гарячого прокату із номінальним значенням де НZ1 і НZ2 - апріорні значення середньо його поперечного розміру (далі просто висоти проквадратичного відхилення похибок визначення кату) Η, мм. Оптичне зображення грані гарячого поперечного розміру прокату в системах коордипрокату формується у фокальній площині об'єктинат растрових зображень знятих з першої і другої ва ЦК і зчитується за допомогою твердотільного цифрових камер, для способу обробки згідно видатчика (ТД) ЦК висотою Нm мм у якій Nm пікселів. находу експериментально встановлено НZ1f математичне очікування висоти камер; прокату в системі координат растрового зобраΖ1 і Ζ2=Z1+L - зміні значення відстаней від опження Hz пікселів буде становити: тичного центру об'єктивів першої! другої цифрових камер до поверхні прокату; Μ - номінальне значення масштабу формування зображення поперечного розміру прокату в площині наведення об'єктивів цифрових камер. Суть винаходу пояснюється кресленнями. Фіг.1 - (вид зверху), на якому прийняті такі позначення: 1 - цифрова камера (ЦК) №1 (далі просто К1), 2 - ЦК №2 (далі просто К2), 3 - блок оцінки поперечного розміру прокату в системі координат растрового зображення знятого з К1, 4 - блок оцінки поперечного розміру прокату в системі координат растрового зображення знятого з К2, 5 - блок розрахунку поперечного розміру прокату в реальних одиницях вимірювання відповідно до виразу 5, 6 - прокат, 7 - рольганг прокатного обтискного стану. Фіг.2, на якому схематично показано зображення прокату в координатах растрового зображення знятого з К1 або К2. HZ Hf Zw (1) Hm мм/піксел - чутливість ТД, визнаNm чає розмір піксела ТД уздовж його вертикальної осі. Отже, якщо відстань від оптичного центра об'єктива К1 до поверхні гарячого прокату становитиме Z1, тоді відстань від оптичного центра К2 до поверхні гарячого прокату становитиме Ζ2=Ζ1+L. У такому разі зображення грані прокату з номінальною висотою Η буде зчитуватися як ТД К1, так і ТД К2. З урахуванням виразу (1) можна для К1 і К2 записати значення математичного очікування висоти прокату у системах координат растрових зоде w 7 90981 8 бражень, знятих з відповідних ЦК: ΗZ1, піксел та HZ ження даного об'єкта, де M , піксел/мм і макΗZ2, піксел: H симальною різкістю зображення. Положення плоHf1 щини наведення для конкретного об'єктива ЦК під HZ1 (2) Z1w1 час проведення вимірювань не змінюється, тобто ZH=const. При цьому у конкретних технологічних Hf2 Hf2 HZ2 умовах фокусні відстані об'єктивів ЦК встановлю(3) Z 2 w 2 (Z1 L)w 2 ється таким чином, щоб отримати максимально можливе збільшення зображення прокату. З виразів (2) та (3) можна показати, що дійсну Якщо вважати параметри внутрішнього орієн~ тування ЦК і відстань L фіксованими значеннями, висоту прокату H , мм можна оцінити відповідно до що не змінюються у процесі вимірювань, висота виразу: ~ ~ ~ прокату є функцією H f (HZ1, HZ2 ) . Не враховую~ ~ LH Z1H Z2 w 1w 2 чи коефіцієнт парної кореляції між параметрами ~ H ~ (4) ~ ~ ~ HZ1 і HZ2 середньо квадратичне відхилення поH Z1w 1f 2 H Z2 w 2 f1 ~ де HZ1 - оцінене значення висоти прокату в координатах растрового зображення, знятого з К1; ~ HZ2 - оцінене значення висоти прокату в координатах растрового зображення, знятого з К2. У загальному випадку значення оцінок висоти прокату в координатах растрових зображень, знятих з К1 і К2, будуть відрізнятися від їх очікуваних значень. Це відбувається унаслідок того, що реальні цифрові камери мають ряд відхилень від проективної моделі формування зображень, а саме: вплив дифракційних явищ на границі зіниці об'єктива ЦК, аберації, обмежена глибина різкості об'єктива ЦК, існування паротворення, рух прокату, наявність статистичних похибок (шумів) тощо. Таким чином, задача оцінювання висоти прокату на растровому зображенні у будь-якому випадку буде вирішуватися в умовах неоднозначності, що у кінцевому рахунку приводить до виникнення відповідних похибок. За умови застосування однотипних цифрових камер w=w1=w2, дійсна висота прокату може бути визначена відповідно до такого виразу: ~ H ~ ~ Lw HZ1HZ2 ~ ~ HZ1f2 HZ2f1 (5) При цьому, фокусні відстані об'єктивів ЦК повинні мати фіксовані значення і їх встановлюють відповідно до виразу: f=wZHM ЦК; (6) ZH - відстань до площини наведення об'єктива M - масштаб формування зображення прокату в площині наведення ЦК; Площиною наведення об'єктива ЦК є площина, що розташована на відстані ZH від OЦ об'єктива ЦК і паралельна площині ТД ЦК. При цьому, встановлення фокусної відстані об'єктива ЦК відповідно до виразу 6 дозволяє сформувати зображення прокату з очікуваною висотою Η, який розташований строго у площині наведення об'єктива ЦК, з фіксованим значенням масштабу Μ зобра хибки вимірювання висоти прокату способом буде становити: H (1 / ML ) 2 Z 4 / Z2 HZ 1 1 H1 Н за даним 2 Z 4 / Z2 HZ 2 2 H2 (7) де НZ1 - СКВ похибки визначення висоти прокату в системі координат зображення з К1; НZ2 - СКВ похибки визначення висоти прокату в системі координат зображення з К2; ZH1 - відстань до площини наведення об'єктива К1; ΖΗ2 - відстань до площини наведення об'єктива К2. Аналіз виразу 7 показує, що при фіксованому значені Ζ1 точність даного способу покращується із збільшенням значення бази L, на яку рознесені ЦК, а тому К2 необхідно розміщувати позаду К1, на відстань, при якій досягається необхідна точність вимірювання Н у конкретних технологічних умовах. Для розрахунку висоти прокату за даним способом відповідно до виразу 5 нам слід здійснити оцінку даного параметра в системах координат растрових зображень знятих з першої і другої ЦК, ~ ~ H1 і відповідно H2 . Ця задача вирішується шляхом спеціальної обробки растрових зображень для кожної ЦК блок 3 та блок 4 Фіг.1. При цьому, зміна умов реєстрації оптичного зображення прокату, на відміну від прототипу, дозволяє спростити алгоритм обробки растрових зображень прокату і значно підвищити точність оцінки даного параметру в координатах растрового зображення. У такому разі є можливість по-перше проводити оцінювання висоти прокату в координатах растрового зображення для кожної з цифрових камер незалежно, а подруге здійснювати оцінювання шляхом усереднення даного параметру уздовж горизонтальної осі растрового зображення знятого з ЦК Фіг.2 відповідно до виразу: ~ Hz 1 N~ Hz(i) N i 1 (8) ~ де Hz - усереднена оцінка висоти прокату в координатах растрового зображення; 9 90981 10 ~ прокату уздовж оптичної осі ЦК досягнення такої Hz i - і-та оцінка висоти прокату в координаякості формування зображення прокату за допотах растрового зображення уздовж його горизонмогою сучасних технічних засобів на сьогодні не тальної осі; викликає суттєвих труднощів. N - кількість оцінювань висоти прокату уздовж Розглянемо приклад вимірювання поперечногоризонтальної осі растрового зображення прокаго розміру прокату номінальною висотою ту; НH=400мм., яке проводилось на блюмінгу МК При цьому СКВ похибки оцінки даного параме«Азовсталь». Для цього встановлювали чотириметру буде зменшуватися відповідно до виразу: гапіксельну цифрову камеру К1 з відстанню навеHz Hz (1) N (9) де Нz(1) - СКВ ряду, складеного з n-оцінок висоти прокату в системі координат растрового зображення. Для реалізації автоматичної оцінки висоти прокату в координатах растрового зображення за допомогою обчислювальних засобів на ПЕОМ розроблений спеціальний алгоритм Фіг.3, що реалізує вищевикладений підхід. На вхід алгоритму надходить відеопотік Jk знятий з цифрової відеокамери. В блоці 1 здійснюється визначення кадру відеопотоку, який містить зображення грані прокату J. В блоці 2 зображення прокату представляється в бінарній формі Jb, після чого в блоці 3 здійснюється обробка бінарного зображення прокату і формування попередніх контурів прокату. В якості яких беруться координати положення верхнього Yv і положення нижнього Yn контурів бінарного зображення прокату. В блоці 4 зображення прокату обробляється диференційним детектором із наступним пороговим обмеженням Jd. В блоці 5 здійснюється формування уточнених контурі прокату Kv і Kn, тобто формуються масиви, що складені з координат пікселів, які найдені контурним детектором і лежать в околиці попередніх контурів Υν і Υn. В блоці 6 здійснюється оцінка Υ координат положення верхнього V и нижнього N контурів прокату. Дана операція здійснюється шляхом усереднення Y координат пікселів, що входять у відповідні масиви уточнених контурів. В блоці 7 здійснюється оцінка висоти прокату в ко~ ординатах растрового зображення Hz N V . Наведений алгоритм дозволяє забезпечити необхідну точність визначення висоти прокату в координатах растрового зображення для двох відеопотоків і в режимі реального часу. Для досягнення необхідної точності обробки за наведеним алгоритмом Нz700. Враховуючи високу яскравість нагрітого до температури 800-1200°С прокату, а також невеликий максимальний діапазон відхилень положення грані дення 2000мм, з такими параметрами: ПЗЗ матриця 15,15 15,15мм. при 2048x2048 пікселях і фокусною відстанню об'єктива f1=73мм, та аналогічну їй цифрову камеру К2 оптичний центр якої розміщували на 1000мм позаду від оптичного центру К1 з фокусною відстанню об'єктива f2=110мм і проводили зйомку прокату у останньому його проході. При цьому, після проведення зйомки прокат зупиняли і визначали такі параметри: висоту прокату (за допомогою кронциркуля), відхилення положення поверхні прокату від площини наведення К1, а також оцінювали висоту прокату в координатах растрового зображення знятого з К1 і К2, шляхом усереднення його висоти уздовж горизонтальної осі растрового зображення прокату. Так при висоті прокату Η=405мм і відхиленні його поверхні на 20мм від площини наведення об'єктива К1, висота прокату в координатах растрового зображення знятого з К1 становила ~ HZ1 1971піксель, висота прокату в координатах растрового зображення знятого з К2 становила ~ HZ2 1986пікселів. Оцінене значення висоти прокату відповідно до виразу 5 становило ~ H 404,697 мм . При цьому абсолютна похибка такого однократного вимірювання становила ~ H H H 0,3мм . В результаті вищевикладеного можна зробити висновок о відповідності запропонованого технічного рішення критеріям новизна, винахідницький рівень і можливість промислового застосування і признати його винаходом. Список посилань: 1. Патент РФ №2104483, МПК G01B21/10, 10.02.1998. 2. Авторське свідоцтво СРСР №335533, МПК G01B11/02, 11.02.1972. 3. Патент РФ №2323054, МПК В21В38/04, 27.04.2008. 4. Авторське свідоцтво СРСР №335534, МПК G01В11/04, 11.04.1972. 5. Патент РФ 2104479 МПК G01B11/04, 10.02.1998. 6. Форсайт Дэвид А., Понс Жон. Компьютерное зрение современный поход: Пер. с англ. - М.: Издательский дом Вильямс. 2004. 11 90981 12 В описі до патенту на винахід графічні зображення та текст подаються в редакції заявника Комп’ютерна верстка О. Гапоненко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюContactless method for measuring height of hot mobile rolled metal
Автори англійськоюZaitsev Vadym Serhiiovych, Ponomariov Yevhen Yuriiovych
Назва патенту російськоюБесконтактный способ измерения высоты горячего подвижного проката
Автори російськоюЗайцев Вадим Сергеевич, Пономарев Евгений Юрьевич
МПК / Мітки
МПК: G01B 11/04, B21B 38/00
Мітки: прокату, гарячого, рухомого, спосіб, вимірювання, безконтактний, висоті
Код посилання
<a href="https://ua.patents.su/6-90981-bezkontaktnijj-sposib-vimiryuvannya-visoti-garyachogo-rukhomogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Безконтактний спосіб вимірювання висоти гарячого рухомого прокату</a>
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Куліченко Іван Іванович, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Воробйов Геннадій Михайлович, Савенков Володимир Яковлевич, Большаков Володимир Іванович
МПК: B21B 45/00
Мітки: термомеханічної, гарячого, прокату, спосіб, обробки
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Савенков Володимир Яковлевич, Большаков Вадим Іванович, Куліченко Іван Іванович, Воробйов Геннадій Михайлович, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович
МПК: B21B 45/02
Мітки: прокату, спосіб, гарячого, обробки, термомеханічної
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38832
Опубліковано: 15.05.2001
Автори: Савенков Володимир Яковлевич, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Воробйов Геннадій Михайлович, Куліченко Іван Іванович
МПК: B21B 45/00
Мітки: прокату, гарячого, термомеханічної, спосіб, обробки
Формула / Реферат:
(21) 2000106063(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження для фіксації дефектів кристалічної структури, що утворюються при гарячий пластичний деформації і поліморфному γ—α перетворенні, який відрізняється тим, що прискорене охолодження прокату починають до початку гарячої пластичної...
Спосіб прискореного охолодження гарячого прокату круглого поперечного перерізу
Номер патенту: 61494
Опубліковано: 15.07.2005
Автори: Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Рибалов Андрій Олександрович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Курочкін Олександр Федорович, Губинський Володимир Йосипович, Білий Микола Павлович
МПК: C21D 1/02, B21B 45/02
Мітки: перерізу, гарячого, круглого, прискореного, поперечного, прокату, спосіб, охолодження
Формула / Реферат:
Теплогенератор, що містить корпус, вхідний і вихідний канали, активне і реактивне колеса, розташовані в корпусі з зазором між ними і виконані у вигляді чаш з комірками, утвореними радіальними перемичками, а також засіб регулювання, який відрізняється тим, що радіальні перемички активного колеса виконані виступаючими з його чаші, а як засіб регулювання застосовані елементи керування прохідними перетинами вхідного і вихідного каналів.
Спосіб правки гарячого фасонного прокату
Номер патенту: 85557
Опубліковано: 10.02.2009
Автор: Мааг Аксель
МПК: B21D 3/00
Мітки: спосіб, прокату, правки, фасонного, гарячого
Формула / Реферат:
1. Спосіб правки фасонного прокату, який містить стінку і щонайменше одну полицю, за допомогою правильного інструмента, при якому зусилля правки прикладають безпосередньо до полиці, який відрізняється тим, що фасонний прокат правлять у гарячому стані при його температурі, більшій від 70 °С.2. Спосіб виробництва фасонного прокату, який відповідає релевантним стандартам, який відрізняється тим, що бажаної форми фасонному прокату надають...
Попередній патент: Обертовий віброгранулятор розплавів
Наступний патент: 3-r-6-r1-тіо-6,7-дигідро-2н-[1,2,4]триазино[2,3-c]хіназолін-2-они та їх заміщені
Випадковий патент: Спосіб зупинки гіпотонічних маткових кровотечій