Спосіб правки гарячого фасонного прокату
Формула / Реферат
1. Спосіб правки фасонного прокату, який містить стінку і щонайменше одну полицю, за допомогою правильного інструмента, при якому зусилля правки прикладають безпосередньо до полиці, який відрізняється тим, що фасонний прокат правлять у гарячому стані при його температурі, більшій від 70 °С.
2. Спосіб виробництва фасонного прокату, який відповідає релевантним стандартам, який відрізняється тим, що бажаної форми фасонному прокату надають гарячою прокаткою;
- фасонний прокат правлять правильним інструментом при температурі фасонного прокату, більшій від 70 °С;
- при цьому за допомогою правильного інструмента прикладають зусилля правки безпосередньо до вузької сторони полиці.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що фасонний прокат правлять при його температурі, більшій від 100 °С.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що зусилля правки прикладають через бічну поверхню правильного інструмента, яка проходить під кутом відносно поверхні полиці, на яку впливає правильний інструмент.
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що зусилля правки прикладають до вузької сторони полиці.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що фасонний прокат правлять у гарячому стані після гарячої прокатки без подальшого нагрівання.
7. Застосування пристрою для правки фасонного прокату зі стінкою і щонайменше однією полицею, який включає правильний інструмент для прикладення зусилля правки безпосередньо до полиці фасонного прокату, для правки фасонного прокату при його температурі, більшій від 70 °С.
8. Застосування за п. 7, при якому правильний інструмент розташований над матеріалом, який піддається правці.
9. Застосування за п. 7 або п. 8, при якому активна бічна поверхня правильного інструмента проходить під кутом відносно поверхні полиці, на яку впливає правильний інструмент.
10. Застосування за п. 9, при якому кут нахилу ![]() активної бічної поверхні має порядок величини, який відповідає куту тертя між правильним інструментом і поверхнею полиці, на яку впливає правильний інструмент.
активної бічної поверхні має порядок величини, який відповідає куту тертя між правильним інструментом і поверхнею полиці, на яку впливає правильний інструмент.
Текст
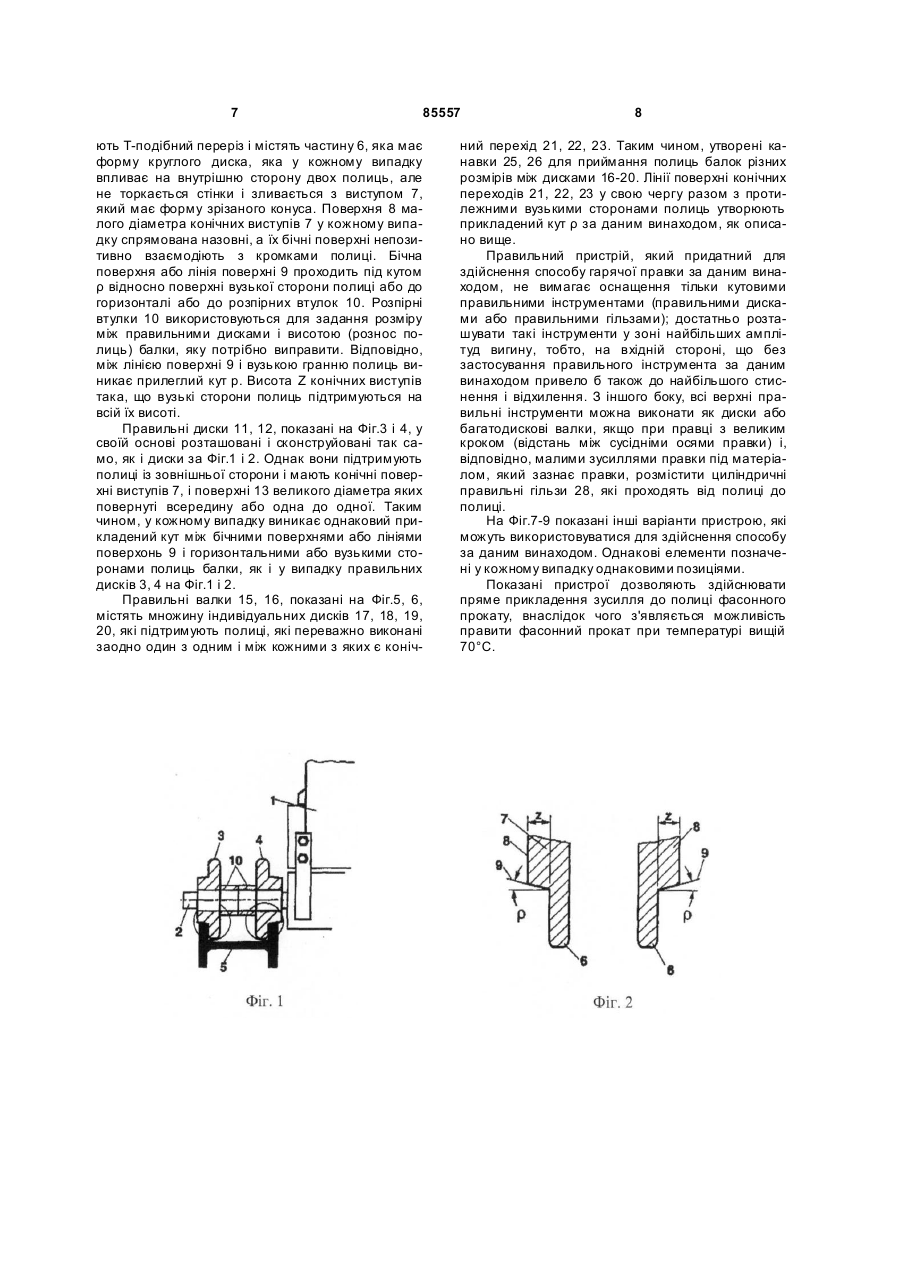
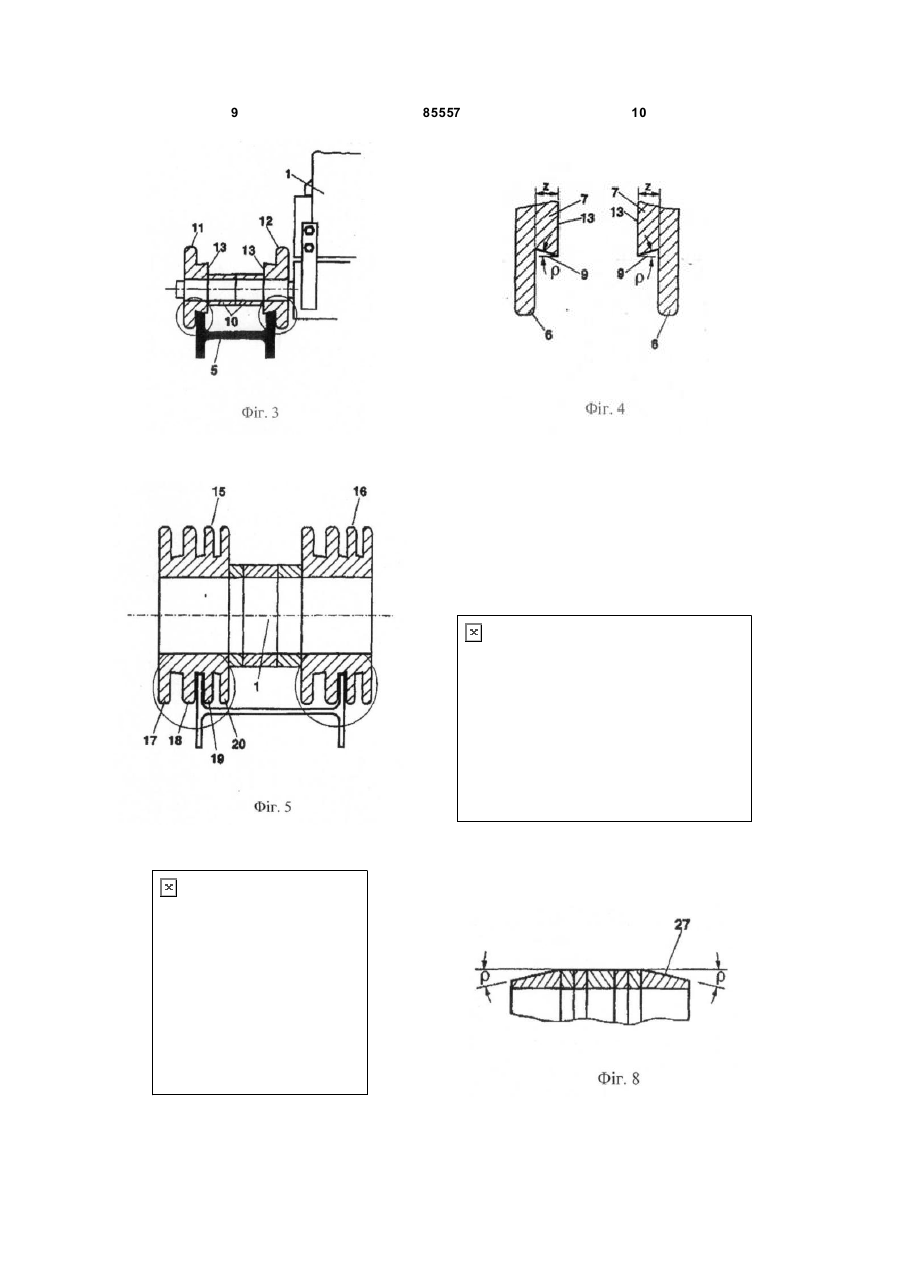
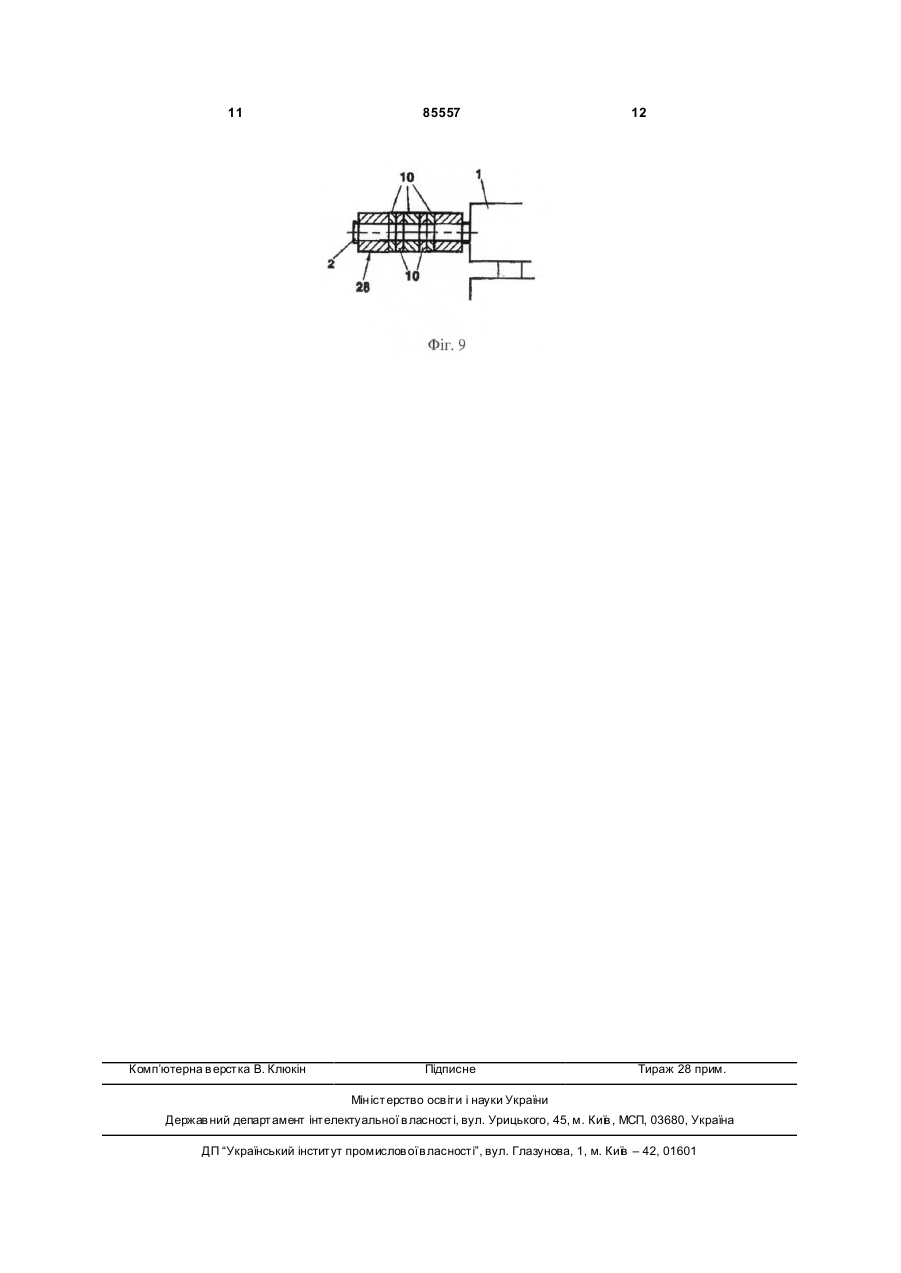
1. Спосіб правки фасонного прокату, який містить стінку і щонайменше одну полицю, за допомогою правильного інструмента, при якому зусилля правки прикладають безпосередньо до полиці, який відрізняється тим, що фасонний прокат правлять у гарячому стані при його температурі, більшій від 70°С. 2. Спосіб виробництва фасонного прокату, який відповідає релевантним стандартам, який відрізняється тим, що бажаної форми фасонному прокату надають гарячою прокаткою; - фасонний прокат правлять правильним інструментом при температурі фасонного прокату, більшій від 70°С; - при цьому за допомогою правильного інструмента прикладають зусилля правки безпосередньо до вузької сторони полиці. C2 2 (11) 1 3 85557 Отже, згідно з попереднім рівнем техніки, прокат повинен охолонути до низької температури [див. наприклад, DE 24 56 782 і US 5060498]. Для цього прокат охолоджують на холодильних стелажах або у холодильних ямах. Ця операція приводить до небажаного подовження виробничого циклу, який іноді спричиняє тимчасову зупинку виробництва. Якщо ж згідно з попереднім рівнем техніки прокат правлять при більш високій температурі, то прокат піддають диференційованому охолодженню або нагріванню для того, щоб викликати стискальні напруження у стінці [див. DE 35 01 522 СІ; DE 36 38 816 С1]. Після операції правки, температура стінки наближається до температури полиць з тим, щоб зменшити поздовжні розтяжні напруження. Однак ці способи вимагають багато часу та енергії, оскільки у профілі необхідно формувати точні градієнти температури. Крім того, прокат може деформуватися внаслідок усадки стінки під час остаточного охолодження, а це означає, що рейки, які охолонули до кімнатної температури, не задовольняють вимоги відповідних стандартів. Отже, ці способи також є незадовільними. Даний винахід має на меті створення поліпшеного способу, який дозволить правити фасонний прокат у гарячому стані. Ця мета досягається способом, визначеним у незалежних пунктах формули. У залежних пунктах формули наведені переважні варіанти. Спосіб правки згідно з даним винаходом базується на фундаментальній концепції правки прокату при температурі >70°С, більш конкретно, таким чином, щоб зусилля правки прикладалося безпосередньо до полиці прокату. Це дозволяє уникнути внутрішніх напружень у прокаті, виникнення яких викликає деформацію під час холонення прокату. Зусилля правки переважно прикладають до вузької сторони полиці, тобто, у випадку вертикально орієнтованої полиці - зверху або знизу. Згідно з даним винаходом, однак, не обов'язково прикладати зусилля правки тільки в одному напрямі і тільки в одному місці. У рамках даного винаходу зусилля правки можна прикладати, наприклад, за допомогою гребінчастих валків і до поперечної, «головної грані» полиці, і до вузької сторони полиці, а також тільки до поперечної «головної грані». Даний винахід базується на відкритті, яке полягає у тому, що зміна форми виправленого у гарячому стані прокату, яка спостерігалася після холонення у попередньому рівні техніки, зумовлена диференціальним вмістом кількості тепла у все ще гарячому прокаті. У перехідних ділянках від стінки до полиці (у корені стінки) є висока концентрація маси з малою площею поверхні, яка холоне повільніше, ніж прилеглі маси. Отже, ця ділянка має більш високу температуру, ніж інша частина прокату. Деформувальні впливи у процесі подальшого холонення приводять до зміни температури і можуть генерувати розподіл напружень, який залежить від температури. При звичайній правці, коли правильні диски покривають стінку у зоні коренів стінки, ці правильні диски виконують операції гнуття, які чергуються і заздалегідь визначені подачею правильних дисків до стінки, і зворотно 4 поступальні переміщення, які створюються цими операціями гнуття, передаються на полицю, і в результаті створюється необхідна виправлена деталь при зменшених параметрах подачі. Під час гарячої правки підвищена температура ділянки кореня стінки означає специфічне для матеріалу напруження пластичної плинності, яке враховується у модифікованому підході до операції гарячої правки (використовуючи звичайну технологію правки). При звичайній правці виникає такий розподіл внутрішніх напружень, який відрізняється від розподілу внутрішні х напружень у початковому стані прокатаної деталі. Піки внутрішніх напружень виникають, зокрема, у зоні кореня стінки на рівнях, які лежать у зоні напруження пластичної плинності або вище. Якщо звичайні способи правки використовувати для правки прокату у гарячому стані, завжди будуть певною мірою генеруватися внутрішні напруження. Подальше охолодження міняє розподіл і рівні напружень, що веде до відомого жолоблення виплавленого прокату, яке спостерігається у попередньому рівні техніки. Для правки фасонного прокату при підвищених температурах і для збереження прямизни прокату навіть після охолодження, згідно з даним винаходом, під час операції правки прикладення зусилля правки до полиці не приводить до генерування яких-небудь внутрішніх напружень, які несприятливо впливають на властивості виробу і на прямизну прокату у перехідній ділянці між стінкою і полицею і у самій стінці. Замість цього прикладення зусилля до полиці зберігає стан напружень, який не має проблем, у стінці і у коренях стінки і стан внутрішніх напружень у полиці міняється лише незначною мірою. Отже, відсутня імовірність шкідливої, пов'язаної з охолодженням зміни стану напружень в охололій фасонній деталі. Спосіб за даним винаходом переважно дозволяє обробляти фасонний прокат після процесу гарячої прокатки, поки він ще знаходиться у гарячому стані. Це дає істотну економію часу і дозволяє уникнути зупинок виробництва. Крім того, з'являється можливість обробляти все ще гарячу сталь з меншими зусиллями, що дає економію енергії. Спосіб за даним винаходом використовується для правки прокату зі стінкою і щонайменше однією полицею. До прокату такого типу відносяться, зокрема, таврові балки, двотаврові балки, швелери, кутики, при цьому полиці прокату всі х цих типів переважно проходять під кутом 90° відносно стінки, хоча цілком можливі й інші варіанти їх розташування. Прокат правлять при температурі прокату більшій 70°С, особливо переважно при температурі більшій 100°С. Однак спосіб за даним винаходом також дозволяє проводити правку і при більш високих температурах, наприклад, приблизно 200°С і вищи х. Є різні способи знаходження і визначення температури прокату. Тому цей термін потрібно розуміти у найширшому значенні. Термін «температура прокату» може, наприклад, включати температуру поверхні кореня стінки і температуру всередині кореня стінки. Крім того, він також може 5 85557 охоплювати температур у поверхні стінки і кромок балки і/або температуру всередині цих елементів. Крім того, температуру прокату можна визначати, вимірюючи температурний профіль на всій довжині деталі або вимірюючи температур у у деяких з елементів деталі. Для визначення температури прокату часто використовується, наприклад, сканування температури. У цьому випадку використовують рухомий пристрій для вимірювання температури для реєстрації температури вздовж кромки балки, кореня стінки, стінки та іншої кромки балки. Одержаний профіль температур потім використовують для визначення температури деталі прокату; це дозволяє враховувати температури всередині коренів стінки. Отже, згідно з даним винаходом результат сканування температури такого типу можна також розуміти як такий, що показує температуру фасонної катаної деталі. Згідно з переважним варіантом способу за даним винаходом, зусилля правки прикладаються до полиць через бічну поверхню правильного інструмента, яка розташована під кутом до тієї поверхні полиці, на яку впливає цей інструмент. Пристрій такого типу описаний, наприклад, у [DE 195 25 513 А1], який весь, що стосується опису пристрою, на якому, наприклад, можна здійснювати спосіб за даним винаходом, а також що стосується способу, яким зусилля правки може прикладатися до полиці, даним включається у даний опис. Наприклад, правильний інструмент, зокрема, правильні диски, мають форму щонайменше частково зрізаного конуса і передають зусилля правки на полицю своєю конічною бічною поверхнею. Правильні інструменти можуть розміщуватися над і/або під матеріалом, який піддається правці. Кут нахилу активної бічної поверхні переважно має величину одного порядку з кутом тертя між цією бічною поверхнею і поверхнею, на яку впливає правильний інструмент. Він виводиться з наступного рівняння: mR-диск/деталь прокату = tan r і забезпечує мінімізацію обтиснення кромки полиці. Якщо кут тертя бічних полиць підібраний правильно, у полиці генеруються поперечні напруження, які протидіють напруженню фрикційного зсуву, яке діє на поверхні контакта, і, тим самим, запобігають обтисненню кромки полиці. Кут нахилу переважно становить 5°. Переважно, щоб точка перетину ліній поверхні правильного диска, віддаленого від приводу, була віддалена від приводу, а точка перетину цих ліній на диску, найближчому до приводу, була найближчою доприводу. Щоб уникнути вигин у полиці у горизонтальній площині відносно положення правки, як функції зусилля правки, правильні диски переважно мають поверхні, які підтримують полицю і розташовані на стороні стінки відносно полиці і/або на тій стороні полиці, яка віддалена від стінки. Відповідно, правильний інструмент, виконаний як правильні диски, переважно мають U-подібний або Т-подібний поздовжній переріз. Поверхні для підтримання полиць у кожному випадку взаємодіють попере 6 мінно із зовнішньою і з внутрішньою стороною полиці. Для того, щоб мати можливість одночасно правити полиці або відігнуті ділянки різних розмірів парою правильних валків без заміни правильних дисків, можна використовувати правильні диски з гребінчастим поздовжнім перерізом. У цьому випадку правильний диск такого типу містить окремі диски, переважно виконані заодно і між якими розташовані активні бічні поверхні, нахилені згідно з даним винаходом відносно горизонтальної площини, і бічні поверхні яких підтримують полицю або стінку з однієї або з обох сторін від положення правки. Не всі правильні інструменти вимагають оснащення активною бічною поверхнею. Наприклад, активною бічною поверхнею, яка проходить під кутом до осі правки, можна оснащува ти тільки ті правильні інструменти, які розташовані на вхідній стороні. В екстремальних обставинах, у кожному випадку достатньо розмістити один відповідно сконфігурований правильний інструмент або пару інструментів над і під матеріалом, який зазнає правки. Можна також встановити правильні інструменти, сконфігуровані таким способом, тільки під матеріалом, який зазнає правки на вихідній ділянці. Бічні або похилі поверхні, які використовуються у способі за даним винаходом, забезпечують виключно високу міру точності правки при правці гарячого прокату. Зокрема, вони не допускають утворення обтиснень полиць і спрямованих назовні здутин у зоні кромок полиць і захищають сприятливий стан внутрішніх напружень деталі, яка не пройшла правку, які виникли при гарячій прокатці цієї деталі. Нижче йде більш докладний опис даного винаходу з посиланнями на додані креслення, де: Фіг.1 - схематично зображає правильний пристрій, який переважно використовується у способі за даним винаходом, з верхньою парою правильних дисків, частково у поздовжньому осьовому перерізі. Фіг.2 - збільшена ілюстрація частини двох правильних дисків. Фіг.3 - правильний пристрій із зовнішнім спрямуванням полиці. Фіг.4 - збільшена ілюстрація частини двох правильних дисків. Фіг.5 - осьовий поздовжній переріз правильного валка для правки з підтриманням полиць балок різного розміру. Фіг.6 - частина правильного валка за Фіг.5. Фіг.7 - правильна гільза з циліндричною середньою частиною у поздовжньому осьовому перерізі. Фіг.8 - частина правильної гільзи за Фіг.7 у збільшеному масштабі, і Фіг.9 - циліндрична правильна гільза. Правильний пристрій містить привід 1, окремі деталі якого більш детально не показані, до якого приєднаний вал 2, на якому розташовані два правильних диски З і 4, розміщених над двотавровою балкою 5. Остання має стінку 5а і дві полиці 5Ь і 5с. В осьовому напрямі правильні диски 3 і 4 ма 7 85557 ють Т-подібний переріз і містять частину 6, яка має форму круглого диска, яка у кожному випадку впливає на внутрішню сторону двох полиць, але не торкається стінки і зливається з виступом 7, який має форму зрізаного конуса. Поверхня 8 малого діаметра конічних виступів 7 у кожному випадку спрямована назовні, а їх бічні поверхні непозитивно взаємодіють з кромками полиці. Бічна поверхня або лінія поверхні 9 проходить під кутом ρ відносно поверхні вузької сторони полиці або до горизонталі або до розпірних втулок 10. Розпірні втулки 10 використовуються для задання розміру між правильними дисками і висотою (рознос полиць) балки, яку потрібно виправити. Відповідно, між лінією поверхні 9 і вузькою гранню полиць виникає прилеглий кут р. Висота Ζ конічних виступів така, що вузькі сторони полиць підтримуються на всій їх висоті. Правильні диски 11, 12, показані на Фіг.3 і 4, у своїй основі розташовані і сконструйовані так само, як і диски за Фіг.1 і 2. Однак вони підтримують полиці із зовнішньої сторони і мають конічні поверхні виступів 7, і поверхні 13 великого діаметра яких повернуті всередину або одна до одної. Таким чином, у кожному випадку виникає однаковий прикладений кут між бічними поверхнями або лініями поверхонь 9 і горизонтальними або вузькими сторонами полиць балки, як і у випадку правильних дисків 3, 4 на Фіг.1 і 2. Правильні валки 15, 16, показані на Фіг.5, 6, містять множину індивідуальних дисків 17, 18, 19, 20, які підтримують полиці, які переважно виконані заодно один з одним і між кожними з яких є коніч 8 ний перехід 21, 22, 23. Таким чином, утворені канавки 25, 26 для приймання полиць балок різних розмірів між дисками 16-20. Лінії поверхні конічних переходів 21, 22, 23 у свою чергу разом з протилежними вузькими сторонами полиць утворюють прикладений кут ρ за даним винаходом, як описано вище. Правильний пристрій, який придатний для здійснення способу гарячої правки за даним винаходом, не вимагає оснащення тільки кутовими правильними інструментами (правильними дисками або правильними гільзами); достатньо розташувати такі інструменти у зоні найбільших амплітуд вигину, тобто, на вхідній стороні, що без застосування правильного інструмента за даним винаходом привело б також до найбільшого стиснення і відхилення. З іншого боку, всі верхні правильні інструменти можна виконати як диски або багатодискові валки, якщо при правці з великим кроком (відстань між сусідніми осями правки) і, відповідно, малими зусиллями правки під матеріалом, який зазнає правки, розмістити циліндричні правильні гільзи 28, які проходять від полиці до полиці. На Фіг.7-9 показані інші варіанти пристрою, які можуть використовуватися для здійснення способу за даним винаходом. Однакові елементи позначені у кожному випадку однаковими позиціями. Показані пристрої дозволяють здійснювати пряме прикладення зусилля до полиці фасонного прокату, внаслідок чого з'являється можливість правити фасонний прокат при температурі вищій 70°С. 9 85557 10 11 Комп’ютерна в ерстка В. Клюкін 85557 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for leveling hot profiles
Автори англійськоюMaag Axel
Назва патенту російськоюСпособ правки горячего фасонного проката
Автори російськоюМааг Аксель
МПК / Мітки
МПК: B21D 3/00
Мітки: гарячого, прокату, правки, спосіб, фасонного
Код посилання
<a href="https://ua.patents.su/6-85557-sposib-pravki-garyachogo-fasonnogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки гарячого фасонного прокату</a>
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Большаков Вадим Іванович, Савенков Володимир Яковлевич, Большаков Володимир Іванович, Куліченко Іван Іванович, Лаухін Дмитро Вячеславович, Воробйов Геннадій Михайлович
МПК: B21B 45/00
Мітки: спосіб, термомеханічної, прокату, гарячого, обробки
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Спосіб і пристрій для контрольованої правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки
Номер патенту: 77241
Опубліковано: 15.11.2006
Автори: Хорн Герхард, Матієс Андреас, Демель Роман, Шмідт Дірк
МПК: C21D 8/02, C21D 9/573
Мітки: пристрій, сталевого, особливої, спосіб, листового, виходить, охолоджування, стану, гарячої, металевого, правки, листа, прокату, стрічки, сталевої, прокатки, контрольованої
Формула / Реферат:
1. Спосіб контролювання правки і охолоджування металевого листового прокату, особливо сталевої стрічки або сталевого листа, що виходить зі стану гарячої прокатки, із застосуванням відтискних роликів, встановлених в напрямку руху вказаного прокату позаду тягових подвійних роликів, внаслідок дії яких створюється натягнення, діюче в повздовжньому напрямі, який відрізняється тим, що металевий листовий прокат переміщують між машиною попередньої...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 40240
Опубліковано: 16.07.2001
Автори: Воробйов Геннадій Михайлович, Савенков Володимир Яковлевич, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Куліченко Іван Іванович, Большаков Володимир Іванович
МПК: B21B 45/02
Мітки: термомеханічної, прокату, спосіб, обробки, гарячого
Формула / Реферат:
1. Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури γ-α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які охолоджують потоками води найбільшої витрати, а також потоками води, спрямованими за допомогою сопел до місця дотику прокату і валків з боку виходу прокату з валків, при цьому...
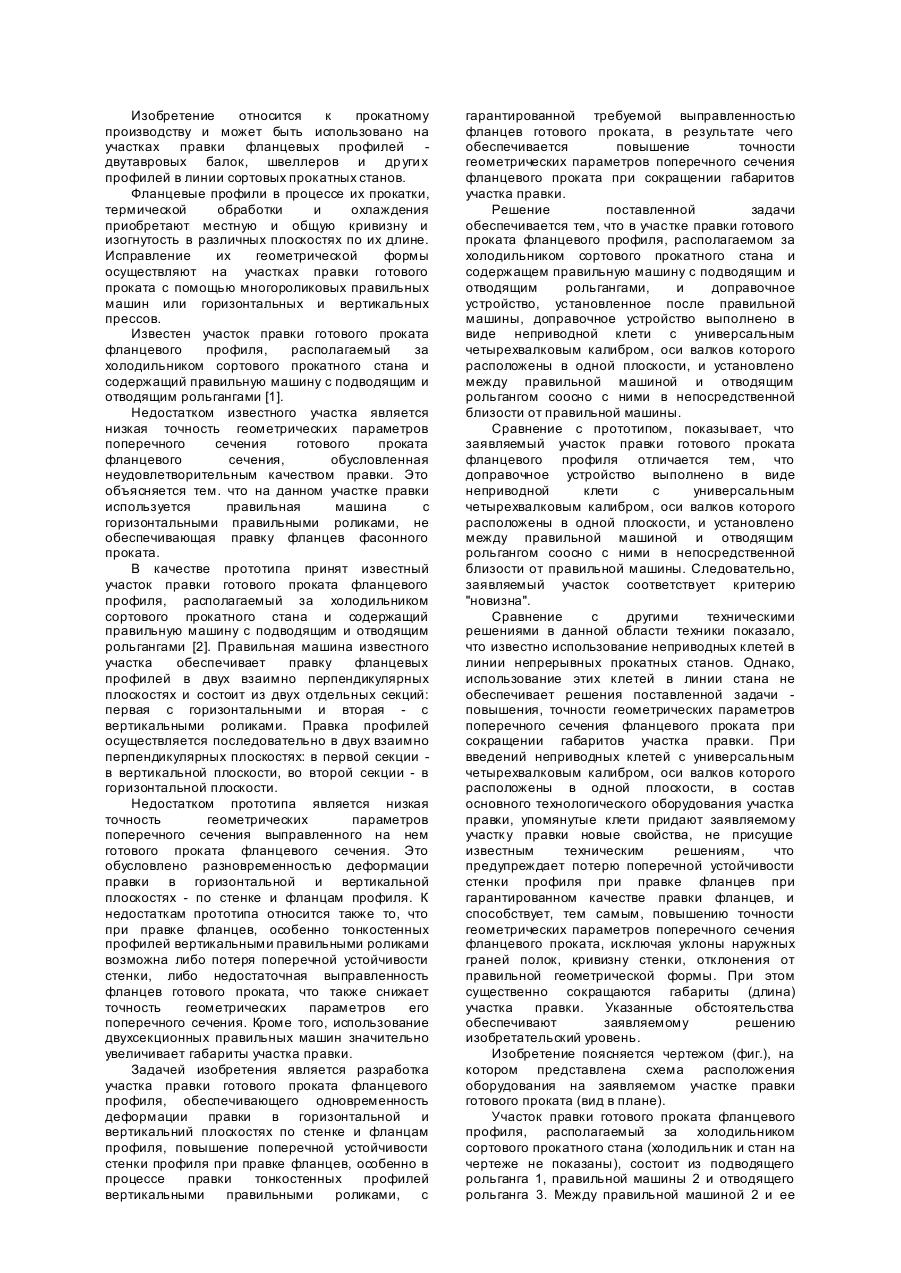
Ділянка правки готового прокату фланцевого профілю
Номер патенту: 24483
Опубліковано: 21.07.1998
Автори: Петренко Валентина Іванівна, Лохматов Олександр Павлович, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Сівак Едуард Володимирович
МПК: B21D 3/00
Мітки: ділянка, прокату, профілю, фланцевого, правки, готового
Формула / Реферат:
Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, отличающийся тем, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной...
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38832
Опубліковано: 15.05.2001
Автори: Савенков Володимир Яковлевич, Куліченко Іван Іванович, Воробйов Геннадій Михайлович, Лаухін Дмитро Вячеславович, Большаков Вадим Іванович, Большаков Володимир Іванович
МПК: B21B 45/00
Мітки: обробки, термомеханічної, прокату, гарячого, спосіб
Формула / Реферат:
(21) 2000106063(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження для фіксації дефектів кристалічної структури, що утворюються при гарячий пластичний деформації і поліморфному γ—α перетворенні, який відрізняється тим, що прискорене охолодження прокату починають до початку гарячої пластичної...
Попередній патент: Спосіб одержання шоколаду шляхом додавання до шоколадної маси дигліцеридного ефіру лимонної кислоти та композиція шоколаду, отриманого зазначеним способом
Наступний патент: Спосіб надання форми щітці для чищення валків і чистильна щітка, формована згідно з даним способом
Випадковий патент: Сонячна енергетична установка транспортного засобу