Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 92430
Опубліковано: 25.10.2010
Автори: Майзеліс Антоніна Олександрівна, Трубнікова Лариса Валентинівна, Девізенко Олександр Юрійович, Байрачний Борис Іванович

Формула / Реферат
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB з розчинів, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультишарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що містить іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+]=2÷10, сполуки фосфору та іони амонію - у вигляді амонію пірофосфорнокислого з концентрацією 180-450 г/дм3, амонію хлориду і амонію гідроксиду з концентрацією 4-5 г/дм3 до рН 8,2-8,7, при періодичній зміні густини струму від J1=20-70 А/м2 протягом t1=50-90 с до J2=50-200 А/м2 протягом t2=20-50 с, на підшар, що наносять у розчині ванни уловлювання цього електроліту при рН розчину 9,0-9,5 і концентрації [Сu2+] менш ніж 1 г/дм3, a [Ni2+] більш ніж 3 г/дм3.
Текст
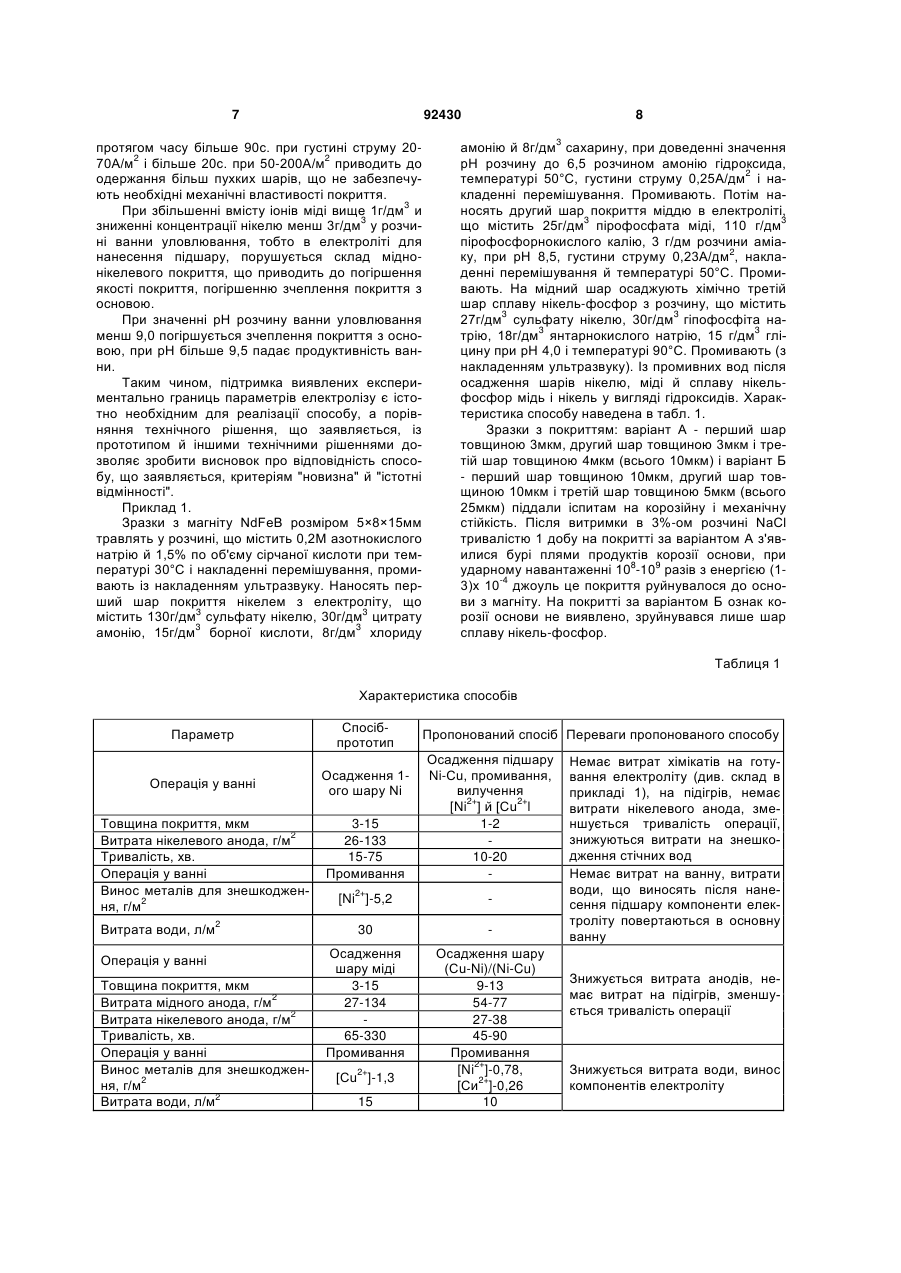
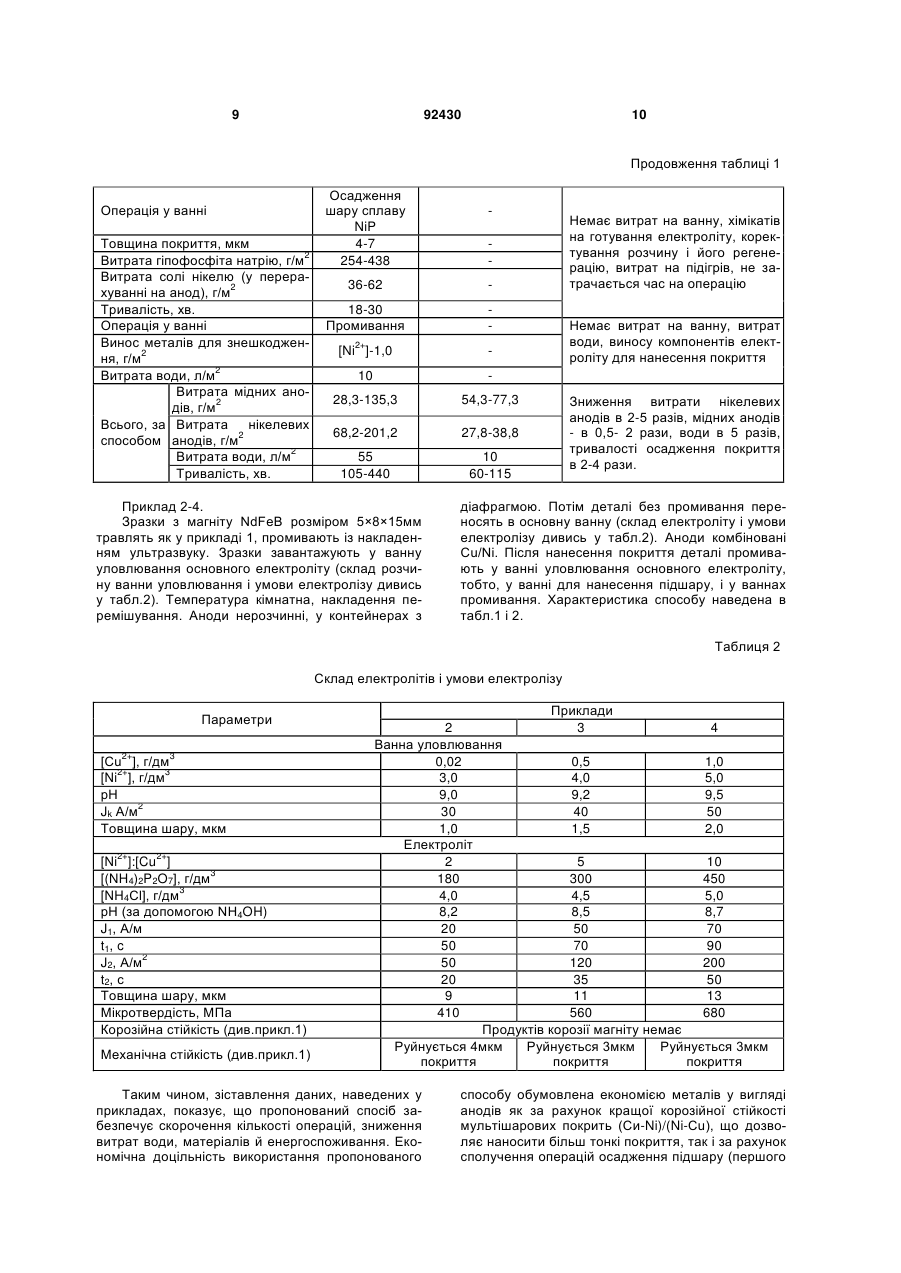
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB з розчинів, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультишарового покриття (CuNi)/(Ni-Cu) з електроліту, що містить іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+]=2÷10, сполуки фосфору та іони амонію - у вигляді амонію пірофосфорнокислого з концентрацією 180-450г/дм3, амонію хлориду і амонію гідроксиду з концентрацією 4-5г/дм3 до рН 8,2-8,7, при періодичній зміні густини струму від J1=20-70А/м2 протягом t1=5090с до J2=50-200А/м2 протягом t2=20-50с, на підшар, що наносять у розчині ванни уловлювання цього електроліту при рН розчину 9,0-9,5 і концентрації [Сu2+] менш ніж 1г/дм3, a [Ni2+] більш ніж 3г/дм3. Винахід відноситься до області гальваностегії, зокрема, до нанесення багатошарових покриттів, що містять шари міді й нікелю (або сплавів), на рідкоземельні магніти, наприклад, NdFeB, які одержують із порошків неодиму (Nd), заліза (Fe) і бора (В), для надання їм корозійної стійкості й поліпшення механічних властивостей поверхні. Магніти NdFeB мають гарні магнітні властивості, але одночасно крихкі й корозійно нестійкі, особливо в середовищі з підвищеною вологістю. Відомі фізичні, хімічні й електрохімічні способи осадження покриттів різними металами на магніти, що захищають їх від корозії й механічних пошкоджень. Складність нанесення покриттів пов'язана з високою електронегативністю основи (через наявність у ній неодиму) і неоднорідністю поверхні (як через порошкову природу матеріалу, так і через його багатокомпонентність). Як зовнішній шар найбільш широке поширення знайшли покриття нікелем, оскільки вони відносно недорогі, мають гарні механічні властивості, не сприяють конденсації вологи на поверхні й при товщині, достатньої для перекривання пор, захищають магніт від корозії. Для підвищення мікротвердості поверхні покриття нікелем заміняють сплавом нікелю з фосфором, що наносять хімічним способом. Хімічні способи дозволяють одержувати рівномірні по товщині покриття, але міцність зчеплення з основою більш висока у гальванічних покриттів. При збільшенні товщини нікелевого покриття ростуть напруги, погіршується зчеплення з основою й захисні властивості покриттів. Кращі механічні властивості нікелевого шару при збільшенні його товщини забезпечує підшар міді. Однак через значну різницю потенціалів міді й магніту NdFeB при нанесенні мідного покриття з'являється небезпека контактного витиснення міді поверхнею магніту навіть із комплексного пірофосфатного електролиту, що порушує зчеплення мідного шару з основою. Поряд з токсичним ціаністим електролітом для кращого зчеплення з основою мідь наносять із електроліту, що містить органічну фосфор (19) UA (11) 92430 (13) (21) a200912231 (22) 27.11.2009 (24) 25.10.2010 (46) 25.10.2010, Бюл.№ 20, 2010 р. (72) МАЙЗЕЛІС АНТОНІНА ОЛЕКСАНДРІВНА, БАЙРАЧНИЙ БОРИС ІВАНОВИЧ, ТРУБНІКОВА ЛАРИСА ВАЛЕНТИНІВНА, ДЕВІЗЕНКО ОЛЕКСАНДР ЮРІЙОВИЧ (73) НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ "ХАРКІВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ" (56) UA 28023 U 26.11.2007 RU 2349686 C1 20.03.2009 DE 102005040151 A1 01.03.2007 JP 2200799 A 09.08.1990 CN 101373651 A 25.02.2009 GB 1059391 22.02.1967 C2 1 3 ну кислоту, глюконову кислоту, а також одну з органічних карбонових кислот [1]. Іншим варіантом поліпшення зчеплення з основою є осадження тонкого нікелевого шару під мідний шар. Наприклад, гарні антикорозійні властивості забезпечує спосіб, що пропонує наносити нікелевий підшар, шар міді з пірофосфатного електроліту й шар нікелю [2]. Однак ці способи не забезпечують достатні для деяких областей застосування магнітів механічні властивості, такі як стійкість до стирання й ударних навантажень, тобто високу мікротвердість покриттів без погіршення їхньої пластичності й зниження ударної в'язкості. Найбільш близьким технічним рішенням є спосіб [3], за яким на поверхню постійного R-Fe-B (Rрідкоземельний елемент, наприклад, неодим) магніту наносять тришарове покриття, що складається із шару електролітичного нікелю товщиною 315мкм як перший шар, шару електролітичної міді або олова товщиною 3-15мкм як другий шар і покриття нікель-фосфор, що осаджений хімічним способом, товщиною 4-7мкм як третій шар. Перший шар наносять із електроліту, що містить сульфат нікелю, цитрат амонію й/або натрію, борну кислоту, нашатир (хлорид амонію) і/або сульфат натрію, добавку для зняття напруг, при рН 6,0-8,0 і температурі 40-60°С. Другий шар - з пирофосфатного електроліту міднення, що містить аміачну воду й агент, що освітляє, при рН 8,0-9,0 і температурі 5060°С. Третій шар наносять хімічно з розчину, що містить сульфат нікелю, гіпофосфіт натрію, стабілізатор, комплексоутворювач, при рН 4,0-5,0 і температурі 80-95°С. Третій шар, що містить 5-12% фосфору, має твердість по Віккерсу від 400 до 700МПа, що в 2,5-4,5 разів більше, ніж твердість другого (мідь або олово) шару. Загальна товщина шарів становить 15-25мкм. Спосіб дозволяє одержувати покриття, що одночасно має корозійну стійкість при загальній товщині шарів 15-25мкм, гарний опір стиранню й удароміцність. Однак технологічний процес містить велику кількість операцій для нанесення трьох шарів покриттів, при меншій товщині шарів погіршуються корозійні властивості, а для нанесення необхідної товщини потрібний тривалий час. Всі розчини працюють із підігрівом, що здорожує процес і погіршує магнітні характеристики матеріалу. При функціонуванні розчину для хімічного осадження сплаву нікель-фосфор витрачається сіль нікелю й гіпофосфіт натрію, розчин необхідно постійно коректувати. Після певної кількості операцій коректування його необхідно регенерувати або знешкоджувати перед зливом у стічні води. Крім того, після нанесення кожного із трьох шарів необхідне ретельне промивання деталей. Промивні води після всіх процесів знешкоджують, вилучають метали у вигляді шламу станцій нейтралізації, або в складі елюату іонобмінних установок, або продукту електрохімічної обробки та ін. Задачею, що розв'язується даним винаходом, є скорочення кількості операцій, зниження витрати води, матеріалів й енергоспоживання за рахунок осадження шарів, що містять мідь і нікель, в одному електроліті у вигляді мультишарового покриття 92430 4 (Cu-Ni)/(Ni-Cu), а також сполучення операцій осадження підшару (першого шару) і вилучення металів з ванни уловлювання цього електроліту. В основу винаходу покладена задача створення способу електроосадження нікель-мідного покриття на магніт NdFeB з розчинів, що містять іони міді, нікелю і сполуки фосфору та амонію. Для рішення поставленої задачі запропонований спосіб, за яким нікель-мідне покриття осаджують у вигляді мультишарового покриття (CuNi)/(Ni-Cu) з електроліту, що включає іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+]=2 10, сполуки фосфору та іони амонію у вигляді 180-450г/дм3 амонію пірофосфорнокислого, 4-5г/дм3 амонію хлориду й амонію гідроксиду до рН 8,2-8,7, при періодичній зміні густини струму від J1=20-70А/м2 протягом t1=50-90с до J2=50-200А/м2 протягом t2=20-50с., на підшар, що наносять у розчині ванни уловлювання цього електроліту при рН розчину 9,0-9,5 і концентрації [Сu2+] менш ніж 1г/дм3, a [Ni2+] більш ніж 3г/дм3. Процес здійснюють у такий спосіб. Підготовлені деталі з магніту NdFeB завантажують у ванну уловлювання основного електроліту, у якій підтримують концентрацію іонів міді менш ніж 1г/дм3, іонів нікелю - більш ніж 3г/дм3, рН 9,0-9,5 при вмісті інших компонентів основного електроліту, які уловилися у ванні уловлювання, у концентрації 10-30% від їхнього вмісту в електроліті. Температура кімнатна. Наносять 1-2мкм покриття сплавом нікель-мідь при катодній густини 2 струму 30-50А/м і накладенні перемішування. Аноди нерозчинні, у контейнерах з діафрагмою. Потім деталі без промивання переносять в основну ванну, у якій перебуває електроліт, що містить сумарну концентрацію іонів нікелю і міді у співвідношенні [Ni2+]:[Cu +]=2 10, 180-450г/дм3 амонію пірофосфорнокислого, 4-5г/дм3 амонію хлорида й амонію гідроксида до рН 8,2-8,7. Наносять 913мкм мультішарового покриття (Cu-Ni)/(Ni-Cu), що складає із шарів сплавів мідь-нікель і нікельмідь при накладенні перемішування й періодичній зміні густини струму від J1=20-70А/м протягом t1=50-90с. до J2=50-200А/м2 протягом t2=20-50с. Після нанесення покриття деталі промивають у ванні уловлювання основного електроліту, тобто, у ванні для нанесення підшару, і у ваннах промивання. При виконанні сукупності зазначених операцій експериментально виявлено, що умови електролізу, що створилися, при нанесенні нікель-мідного підшару з розчину ванни уловлювання (підтримка концентрації іонів міді не більше 1г/дм3, а іонів нікелю не менш 3г/дм3, при рН 9,0-9,5, у присутності надлишку іонів амонію й пірофосфату, які виносяться з основної ванни при промиванні), у сполученні з можливістю осаджувати шари без проміжних промивань, дозволяють забезпечити відмінне зчеплення покриття з електронегативною основою магніту NdFeB, а умови електролізу в основній ванні, що включає іони металів у співвідношенні [№2+]:[Сu2+])=2 10, сполуки фосфору та іони амонію у вигляді 180-450г/дм3 амонію пірофосфорнокислого, 4-5г/дм" амонію хлориду й амонію гідроксида до рН 8,2-8,7 (при періодичній зміні 5 густини струму від J1=20-70А/м2 протягом t1=5090с. до J2=50-200А/м2 протягом t2=20-50с.), у сполученні з можливістю осаджувати шари без перерви струму й без проміжних промивань, завдяки формуванню покриття з дрібнокристалевою структурою й чергуванню шарів різного складу забезпечує високий опір стиранню (за рахунок шаруватості, утворення міжфазних сполук й, можливо, включення фосфору в покриття) і удароміцність без втрати пластичності (як за рахунок малої товщини мультішарів так і за рахунок наявності міді в сплавах з нікелем), відмінний опір покриття корозії (за рахунок перекривання пор шарами корозійностійких сплавів товщиною 40-100нм), що дозволяє в 1,5 рази зменшувати товщину покриття, а значить і витрати анодів робочої ванни, а також у меншому ступені збільшувати розміри магніту. Ідентичність компонентів електроліту для нанесення підшару й основної ванни, а також можливість наносити шари сплавів різного складу в одній ванні без проміжних промивань, крім зменшення ризику окислювання поверхні між операціями, приводить до зменшення кількості операцій, витрат води, втрат хімікатів. Зниження витрат води й матеріалів відбувається за рахунок меншої кількості промивань і меншої концентрації іонів металів у розчині, що виноситься у систему промивних ванн, за рахунок зменшення об'єму стоку, що потребує доочищення, зменшення витрат на поповнення вмісту гіпофосфіту й солей нікелю в розчині для хімічного нікелювання, а також на його регенерацію. Крім того, осадження покриттів при кімнатній температурі дозволяє відмовитися від енергоємних операцій підігріву електролітів, зберігає магнітні властивості деталей з NdFeB. У технічному плані відмінною рисою пропонованого винаходу є те, що - на магніти наносять мультішарове покриття, тобто, покриття, що містить на порядок більшу кількість шарів, чим прийняте в гальванічному виробництві багатошарове (3 шари, як й у способіпрототипі); - мідь і нікель є в покритті у вигляді сплавів мідь-нікель і нікель-мідь, а не у вигляді нікелю, міді й сплаву нікель-фосфор; - осадження покриття роблять у дві стадії, а не в три; - електроліт для осадження мультішарового покриття містить сполуки фосфору й іони амонію у вигляді амонію пірофосфорнокислого, а не у вигляді гіпофосфіта й відомих солей амонію або калію (натрію) пірофосфорнокислого; - шари покриття наносять без проміжних промивань, з утилізацією металів, що виносяться у промивні води, у робочому процесі, а не з виносом компонентів всіх трьох робочих розчинів у промивні води; без використання розчину для хімічного нікелювання. Відомі способи нанесення мультішарових мідно-нікелевих покриттів із цитратного електроліту з використанням імпульсного режиму електролізу, у процесі якого осаджуються шари товщиною декілька нм. Однак вони не дозволяють одержувати покриття, що мають високу твердість. 92430 6 Відомі аміакатні й пірофосфатні (у тому числі й що містять іони амонію, але при співвідношенні концентрації іонів амонію й пірофосфата меншому, чим у пропонованому способі), електроліти для осадження сплавів нікель-мідь [4]. Однак і покриття, що осаджені на постійному струмі, і що отримані з використанням імпульсних режимів з одержанням істотно більш тонких шарів, що не перекриваються, не мають високу твердість. Відомий спосіб осадження підшару, що містить мідь і нікель, з ванни уловлювання електролітів міднення й нікелювання [5]. Цей спосіб дозволяє заощаджувати метали за рахунок сполучення операції вилучення металів зі сполученої ванни уловлювання сірчанокислих електролітів міднення й нікелювання й операції нанесення підшару. Однак у відомому способі не можна переносити деталі після осадження підшару без промивання у ванну для нанесення робочого покриття, тому що присутність іонів амонію в сірчанокислих електролітах міднення й нікелювання небажано. У пропонованому способі ідентичність компонентів основної ванни й ванни вловлювання, у якій наноситься підшар, дозволяє переносити деталі в основну ванну без промивання, що забезпечує зниження витрати води й хімікатів і зменшує ризик окислювання поверхні деталей. Крім того, відомий спосіб дозволяє осаджувати покриття, що має міцне зчеплення тільки зі сталевою основою. У пропонованому розчині ванни уловлювання є надлишок іонів амонію й пірофосфату, що створює умови осадження покриття, яки відрізняються від відомих. З основою із магніту NdFeB, що є більш електронегативної, чим сталева основа, міцне зчеплення досягається тільки при спільній присутності цих іонів завдяки осадженню покриття при більш негативних потенціалах. При збільшенні співвідношення [Ni2+]:[Cu2+] більш 10 погіршується якість мідно-нікелевих шарів мультішарового покриття, а при зменшенні цього співвідношення менш 2 - погіршується якість нікель-мідних шарів, що в обох випадках приводить до погіршення властивостей усього покриття: знижується його мікротвердість, корозійна стійкість. Використання сполук, що містять фосфор та іони амонію в концентраціях амонію пірофосфорнокислого більш ніж 450г/дм3, хлориду амонію більше 5г/дм3 і гідроксида амонію до рН більше 8,7, приводить до зниження катодного виходу за струмом, а використання цих компонентів у концентраціях амонію пірофосфорнокислого менш ніж 180 г/дм , хлориду амонію менш ніж 4 г/дм і гідроксиду амонію до рН менш 8,2 не дозволяє забезпечити хімічну стабільність електроліту. Використання густини струму за межами значень діапазонів J1=20-70А/м2 (протягом t1=50-90с.) до J2=50-200А/м2 (протягом t2=20-50с.) не дозволяє одержувати корозійностійке покриття, що має мікротвердість вище 400Мпа. Осадження шарів протягом часу менш 50с. при густині струму 2070А/м2 і менш 20с при 50-200А/м2 не дозволяє одержувати суцільних шарів мідно-нікелевих і нікель-мідних сплавів, що приводить до зниження корозійної стійкості покриттів. Осадження шарів 7 92430 протягом часу більше 90с. при густині струму 2070А/м2 і більше 20с. при 50-200А/м2 приводить до одержання більш пухких шарів, що не забезпечують необхідні механічні властивості покриття. 3 При збільшенні вмісту іонів міді вище 1г/дм и 3 зниженні концентрації нікелю менш 3г/дм у розчині ванни уловлювання, тобто в електроліті для нанесення підшару, порушується склад міднонікелевого покриття, що приводить до погіршення якості покриття, погіршенню зчеплення покриття з основою. При значенні рН розчину ванни уловлювання менш 9,0 погіршується зчеплення покриття з основою, при рН більше 9,5 падає продуктивність ванни. Таким чином, підтримка виявлених експериментально границь параметрів електролізу є істотно необхідним для реалізації способу, а порівняння технічного рішення, що заявляється, із прототипом й іншими технічними рішеннями дозволяє зробити висновок про відповідність способу, що заявляється, критеріям "новизна" й "істотні відмінності". Приклад 1. Зразки з магніту NdFeB розміром 5×8×15мм травлять у розчині, що містить 0,2М азотнокислого натрію й 1,5% по об'єму сірчаної кислоти при температурі 30°С і накладенні перемішування, промивають із накладенням ультразвуку. Наносять перший шар покриття нікелем з електроліту, що містить 130г/дм3 сульфату нікелю, 30г/дм3 цитрату 3 3 амонію, 15г/дм борної кислоти, 8г/дм хлориду 8 амонію й 8г/дм3 сахарину, при доведенні значення рН розчину до 6,5 розчином амонію гідроксида, температурі 50°С, густини струму 0,25А/дм2 і накладенні перемішування. Промивають. Потім наносять другий шар покриття міддю в електроліті, що містить 25г/дм3 пірофосфата міді, 110 г/дм3 пірофосфорнокислого калію, 3 г/дм розчини аміаку, при рН 8,5, густини струму 0,23А/дм2, накладенні перемішування й температурі 50°С. Промивають. На мідний шар осаджують хімічно третій шар сплаву нікель-фосфор з розчину, що містить 27г/дм3 сульфату нікелю, 30г/дм3 гіпофосфіта натрію, 18г/дм3 янтарнокислого натрію, 15 г/дм3 гліцину при рН 4,0 і температурі 90°С. Промивають (з накладенням ультразвуку). Із промивних вод після осадження шарів нікелю, міді й сплаву нікельфосфор мідь і нікель у вигляді гідроксидів. Характеристика способу наведена в табл. 1. Зразки з покриттям: варіант А - перший шар товщиною 3мкм, другий шар товщиною 3мкм і третій шар товщиною 4мкм (всього 10мкм) і варіант Б - перший шар товщиною 10мкм, другий шар товщиною 10мкм і третій шар товщиною 5мкм (всього 25мкм) піддали іспитам на корозійну і механічну стійкість. Після витримки в 3%-ом розчині NaCl тривалістю 1 добу на покритті за варіантом А з'явилися бурі плями продуктів корозії основи, при ударному навантаженні 108-109 разів з енергією (13)х 10-4 джоуль це покриття руйнувалося до основи з магніту. На покритті за варіантом Б ознак корозії основи не виявлено, зруйнувався лише шар сплаву нікель-фосфор. Таблиця 1 Характеристика способів Параметр Спосібпрототип Операція у ванні Осадження 1ого шару Ni Товщина покриття, мкм Витрата нікелевого анода, г/м2 Тривалість, хв. Операція у ванні Винос металів для знешкодження, г/м2 Витрата води, л/м2 Операція у ванні Товщина покриття, мкм Витрата мідного анода, г/м2 Витрата нікелевого анода, г/м2 Тривалість, хв. Операція у ванні Винос металів для знешкодження, г/м2 Витрата води, л/м2 Пропонований спосіб Переваги пропонованого способу 3-15 26-133 15-75 Промивання Осадження підшару Ni-Cu, промивання, вилучення [Ni2+] й [Cu2+l 1-2 10-20 [Ni2+]-5,2 30 Осадження шару міді 3-15 27-134 65-330 Промивання Осадженняшару (Сu-Ni)/(Ni-Cu) 9-13 54-77 27-38 45-90 Промивання [Ni2+]-0,78, [Си2+]-0,26 10 [Сu2+]-1,3 15 Немає витрат хімікатів на готування електроліту (див. склад в прикладі 1), на підігрів, немає витрати нікелевого анода, зменшується тривалість операції, знижуються витрати на знешкодження стічних вод Немає витрат на ванну, витрати води, що виносять після нанесення підшару компоненти електроліту повертаються в основну ванну Знижується витрата анодів, немає витрат на підігрів, зменшується тривалість операції Знижується витрата води, винос компонентів електроліту 9 92430 10 Продовження таблиці 1 Операція у ванні Товщина покриття, мкм Витрата гіпофосфіта натрію, г/м2 Витрата солі нікелю (у перерахуванні на анод), г/м2 Тривалість, хв. Операція у ванні Винос металів для знешкодження, г/м2 Витрата води, л/м2 Витрата мідних анодів, г/м2 Всього, за Витрата нікелевих 2 способом анодів, г/м Витрата води, л/м2 Тривалість, хв. Осадження шару сплаву NiP 4-7 254-438 36-62 18-30 Промивання 2+ [Ni ]-1,0 10 54,3-77,3 68,2-201,2 27,8-38,8 55 105-440 10 60-115 Немає витрат на ванну, витрат води, виносу компонентів електроліту для нанесення покриття 28,3-135,3 Немає витрат на ванну, хімікатів на готування електроліту, коректування розчину і його регенерацію, витрат на підігрів, не затрачається час на операцію Приклад 2-4. Зразки з магніту NdFeB розміром 5×8×15мм травлять як у прикладі 1, промивають із накладенням ультразвуку. Зразки завантажують у ванну уловлювання основного електроліту (склад розчину ванни уловлювання і умови електролізу дивись у табл.2). Температура кімнатна, накладення перемішування. Аноди нерозчинні, у контейнерах з Зниження витрати нікелевих анодів в 2-5 разів, мідних анодів - в 0,5- 2 рази, води в 5 разів, тривалості осадження покриття в 2-4 рази. діафрагмою. Потім деталі без промивання переносять в основну ванну (склад електроліту і умови електролізу дивись у табл.2). Аноди комбіновані Cu/Ni. Після нанесення покриття деталі промивають у ванні уловлювання основного електроліту, тобто, у ванні для нанесення підшару, і у ваннах промивання. Характеристика способу наведена в табл.1 і 2. Таблиця 2 Склад електролітів і умови електролізу Параметри [Сu2+], г/дм3 [Ni2+], г/дм3 рН Jk А/м2 Товщина шару, мкм [Ni2+]:[Cu2+] [(NH4)2P2O7], г/дм3 [NH4Cl], г/дм3 рН (за допомогою NH4OH) J1, А/м t1 , c J2, А/м2 t2 , с Товщина шару, мкм Мікротвердість, МПа Корозійна стійкість (див.прикл.1) Механічна стійкість (див.прикл.1) Приклади 2 3 4 Ванна уловлювання 0,02 0,5 1,0 3,0 4,0 5,0 9,0 9,2 9,5 30 40 50 1,0 1,5 2,0 Електроліт 2 5 10 180 300 450 4,0 4,5 5,0 8,2 8,5 8,7 20 50 70 50 70 90 50 120 200 20 35 50 9 11 13 410 560 680 Продуктів корозії магніту немає Руйнується 4мкм Руйнується 3мкм Руйнується 3мкм покриття покриття покриття Таким чином, зіставлення даних, наведених у прикладах, показує, що пропонований спосіб забезпечує скорочення кількості операцій, зниження витрат води, матеріалів й енергоспоживання. Економічна доцільність використання пропонованого способу обумовлена економією металів у вигляді анодів як за рахунок кращої корозійної стійкості мультішарових покрить (Си-Ni)/(Ni-Cu), що дозволяє наносити більш тонкі покриття, так і за рахунок сполучення операцій осадження підшару (першого 11 92430 шару) і вилучення металів з ванни уловлювання цього електроліту, зниженням енергоспоживання за рахунок реалізації способу без підігріву і витрат на воду за рахунок зменшення кількості ванн промивання. Джерела інформації: 1. US 20090035603, В32В15/01, C25D 3/38. Method for producing rare earth metal-based permanent magnet having copper plating film on surface thereof /Ni і пае, Toshinobu - Опубл. 05.02.2009. 2. US 5314756, B22F7/00. Permanent magnet of rare-earth-element/transition-metal system having important corrosion resistance and manufacturing method thereof / Atsushi Tagaya - Опубл. 24.05.1994. Комп’ютерна верстка Н. Лиcенко 12 3. EP20050809460, H02K15/03; C23C28/00; C23C28/02; C25D5/12; C25D 5/48; C25D7/00; H01F1/053. Process for producing permanent magnet for use in automotive IPM motor / Komatsu, Т., Shintani, Y., Takahashi, K., Kabasawa, A., Okada, H., Miyao, Y., Kaneko, Y. - Опубл. 08.08.2007. 4.Бондарь В.В., Гринина В.В., Павлов В.Н. Электроосаждение двойных сплавов. (Итоги науки и техники). - 1979, т. 16. - 329с. 5. Патент № 79556 Україна, С 25 D 3/56, 5/12. Спосіб одержання захисно-декоративних багатошарових покрить / Трубнікова Л.В., Байрачний Б.І., Савченко В.О., Майзеліс А.О. Опубл. 25.06.07, Бюл. .№9. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electroplating of nickel-copper coating on magnet ndfeb
Автори англійськоюMaizelis Antonina Oleksandrivna, Bairachnyi Borys Ivanovych, Trubnikova Larysa Valentynivna, Devizenko Oleksandr Yuriiovych
Назва патенту російськоюСпособ электроосаждения никель-медного покрытия на магнит ndfeb
Автори російськоюМайзелис Антонина Александровна, Байрачный Борис Иванович, Трубникова Лариса Валентиновна, Девизенко Александр Юрьевич
МПК / Мітки
МПК: C25D 7/00, C25D 3/02, C25D 5/10, C25D 3/56
Мітки: магніт, ndfeb, покриття, спосіб, нікель-мідного, електроосадження
Код посилання
<a href="https://ua.patents.su/6-92430-sposib-elektroosadzhennya-nikel-midnogo-pokrittya-na-magnit-ndfeb.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроосадження нікель-мідного покриття на магніт ndfeb</a>
Спосіб електроосадження нікель-мідного покриття на магніт ndfeb
Номер патенту: 48590
Опубліковано: 25.03.2010
Автори: Девізенко Олександр Юрійович, Майзеліс Антоніна Олександрівна, Трубнікова Лариса Валентинівна, Байрачний Борис Іванович
МПК: C25D 3/56, C25D 7/00, C25D 5/10
Мітки: покриття, електроосадження, ndfeb, нікель-мідного, магніт, спосіб
Формула / Реферат:
Спосіб електроосадження нікель-мідного покриття на магніт NdFeB, при якому використовують розчини, що містять іони міді, нікелю і сполуки фосфору та амонію, який відрізняється тим, що нікель-мідне покриття осаджують у вигляді мультішарового покриття (Cu-Ni)/(Ni-Cu) з електроліту, що включає іони нікелю і міді у співвідношенні [Ni2+]:[Cu2+] = 2¸10, сполуки фосфору та іони амонію у вигляді 180-450 г/дм3 амонію пірофосфорнокислого, 4-5...
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави
Номер патенту: 28023
Опубліковано: 26.11.2007
Автори: Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: метали, покриття, спосіб, сплави, паладій-нікель, нанесення, неблагородні, сплавом
Формула / Реферат:
Спосіб нанесення покриття сплавом паладій-нікель на неблагородні метали та їх сплави імпульсним електролізом у водному розчині, який містить паладій хлорид, нікель (II) хлорид гексагідрат, амоній гідроксид, амоній хлорид, калію пірофосфат, який відрізняється тим, що процес нанесення ведуть при густині струму 8-20 А/дм2, тривалості імпульсу 2.10-3-1.10-1 с, тривалості паузи 1.10-2-2.10-1 с.
Електроліт для нанесення покриття сплавом паладій – нікель на неблагородні метали та їх сплави
Номер патенту: 27995
Опубліковано: 26.11.2007
Автори: Ведь Марина Віталіївна, Сахненко Микола Дмитрович, Ненастіна Тетяна Олександрівна
МПК: C25D 3/56
Мітки: сплави, нікель, нанесення, сплавом, покриття, електроліт, метали, неблагородні, паладій
Формула / Реферат:
Електроліт для нанесення сплаву паладій - нікель на підкладку з неблагородних металів та їх сплавів, що містить паладію хлорид, нікель (II) хлорид гексагідрат, амоній гідроксид, амоній хлорид, який відрізняється тим, що додатково містить калій пірофосфат при такому співвідношенні компонентів (г/л): паладію хлорид (у перерахунку на метал) 2-20 нікель (II) хлорид гексагідрат (у перерахунку на...
Спосіб нанесення покриття сплавом нікель-вольфрам
Номер патенту: 17906
Опубліковано: 16.10.2006
Автори: Сахненко Микола Дмитрович, Ладигін Олег Сергійович, Штефан Вікторія Володимирівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: спосіб, сплавом, нанесення, нікель-вольфрам, покриття
Формула / Реферат:
Спосіб нанесення покриття сплавом нікель-вольфрам, що включає імпульсний електроліз у водному розчині, який містить сульфат нікелю, вольфрамат натрію, кислоту лимонну, гідроксид амонію, який відрізняється тим, що процес нанесення ведуть при густині струму 10-20 А/дм2, тривалості імпульсу 3•10-3-7•10-3с, тривалості паузи 3•10-3-7•10-3с.
Спосіб зняття мідного покриття з діелектрика
Номер патенту: 90020
Опубліковано: 25.03.2010
Автори: Першин Микола Олександрович, Майзеліс Антоніна Олександрівна, Байрачний Борис Іванович, Трубнікова Лариса Валентинівна
МПК: C25F 5/00
Мітки: спосіб, мідного, зняття, діелектрика, покриття
Формула / Реферат:
Спосіб зняття мідного покриття з діелектрика анодним розчиненням в електроліті, що містить тетрафторборат і пірофосфат міді, борну і пірофосфорну кислоти, який відрізняється тим, що закривають ватерлінію деталей з діелектрика з мідним покриттям смужкою фольгованого діелектрика мідним шаром до деталі, покриття обробляють анодно в електроліті при постійній напрузі на електролізері до зниження сили струму, потім у ванні уловлювання цього...
Попередній патент: Безфториста склоемалева фрита для отримання покриттів білого кольору
Наступний патент: Спосіб підвищення точності обліку і контролю електроенергії вимірювальним комплексом
Випадковий патент: Покрівельна термосистема