Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог
Номер патенту: 38144
Опубліковано: 25.12.2008
Автори: Волга Володимир Семенович, Шевченко Юрій Павлович, Дем'яненко Андрій Васильович, Бондаренко Ярослав Борисович
Формула / Реферат
1. Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог, при якому попередньо підготовлюють ділянку виготовлення зовнішніх панелей, ділянку виготовлення силових елементів, ділянку виготовлення наповнювача та ділянку збирання панельних пристроїв, далі паралельно на зазначених ділянках виготовлення зовнішніх панелей, виготовлення силових елементів та виготовлення наповнювача проводять заходи щодо виготовлення, відповідно, зовнішніх панелей, силових елементів та наповнювача, а закінчують технологічний процес щодо виготовлення панельних пристроїв тим, що здійснюють заходи по складанню зовнішніх панелей, силових елементів та наповнювача в єдину конструкцію у вигляді панельного пристрою для систем обігріву стель, стін або підлог, при цьому на етапі виготовлення зовнішніх панелей виконують послідовно технологічні операції, згідно з якими підготовлюють листи фанери, подають на відповідну ділянку листи фанери марки ФТФ чи OSB товщиною від 4 мм до 15 мм, розмічають на листах фанери габарити заготовок чи накладають шаблони, розрізають по нанесених контурах чи шаблонах листи фанери на заготовки для зовнішніх панелей, а закінчують зазначений комплекс технологічних операцій по виготовленню заготовок для зовнішніх панелей тим, що відправляють підготовлені заготовки у вигляді зовнішніх панелей на ділянку збирання панельних пристроїв, на етапі виготовлення силових елементів виконують послідовно технологічні операції, згідно з якими підготовлюють деревину, здійснюють обрізання заготовок на відповідні за довжиною, що задається, виготовлюють із заготовок брус - силові елементи, після виготовлення силових елементів здійснюють заходи щодо просочення зазначених заготовок спеціальними речовинами, що забезпечують вологостійкість деревини, здійснюють заходи щодо витримки оброблених силових елементів згідно з параметрами технологічного процесу просочення, по закінченні технологічної операції щодо просочення і сушіння проводять заходи щодо складування силових елементів і остаточного їх сушіння згідно з технологією сушіння, а закінчують зазначений комплекс технологічних операцій по виготовленню заготовок силових елементів тим, що подають брус у вигляді силових елементів на ділянку збирання панельних пристроїв, на етапі виготовлення наповнювача виконують послідовно технологічні операції, згідно з якими підготовлюють пінополістирольні гранули, розміщують гранули в пристрої для їх переробки в пінопласт, здійснюють заходи щодо спучування гранул для отримання пінопласту, здійснюють комплекс заходів щодо виготовлення пінопласту згідно з технологією його виготовлення, отримують у відповідності до технології виготовлення пінопласту масив пінопласту, здійснюють пресування отриманого масиву пінопласту, здійснюють пресування отриманого масиву пінопласту, проводять розрізання спресованого масиву пінопласту на конструктивні елементи відповідних розмірів і товщини, а закінчують зазначений комплекс технологічних операцій по виготовленню заготовок наповнювача тим, що подають виготовлені конструктивні елементи наповнювача на ділянку збирання панельних пристроїв, по закінченні виготовлення конструктивних елементів панельних пристроїв і зосередження їх на ділянці збирання панельних пристроїв здійснюють послідовно технологічні операції по складанню зовнішніх панелей, силових елементів та наповнювача в єдину нероз'ємну конструкцію, згідно з якими попередньо вибирають із сортаменту заготовок у вигляді зовнішніх панелей їх комплект згідно із завданням на виготовлення панельних пристроїв, здійснюють нанесення клейової сполуки на одну з поверхонь зовнішньої панелі, далі на зазначену поверхню зовнішньої панелі укладають силові елементи і наповнювач, після цього або водночас із зазначеною технологічною операцією по укладанню на поверхню зовнішньої панелі силових елементів та наповнювача, наносять на поверхню другої зовнішньої панелі клейову сполуку, накладають другу зовнішню панель на зазначені силові елементи і наповнювач, подають об'єднані в єдину конструкцію зовнішні панелі, силові елементи та наповнювач на пресування, здійснюють пресування об'єднаних в єдину конструкцію зовнішніх панелей, силових елементів та наповнювача з утворенням нероз'ємної конструкції у вигляді панельного пристрою для систем обігріву стель, стін або підлог, здійснюють заходи щодо контролю геометричних параметрів готового виробу і приведення їх у відповідність до проектних розмірів, який відрізняється тим, що після виконання етапу, що стосується розрізання листів фанери по нанесених контурах чи шаблонах на заготовки, здійснюють заходи щодо комплектування заготовок для зовнішніх панелей у відповідності із сортаментом, перед етапом, що стосується нанесення клейової сполуки на одну з поверхонь зовнішньої панелі, попередньо позначають на поверхні одної зовнішньої панелі, що беруть з попередньо підготовленого комплекту, місця розміщення силових елементів, після виконання етапу, що стосується нанесення клейової сполуки на одну з поверхонь зовнішньої панелі, контролюють якість нанесення клейової сполуки на поверхню зовнішньої панелі, після виконання етапу, що стосується накладання другої зовнішньої панелі на силові елементи і наповнювач, які попередньо були покладені на першу із комплекту зовнішню панель, здійснюють заходи щодо контролю паралельності розміщення площин зовнішніх панелей і зазору між ними, після виконання етапу, що стосується пресування об'єднаних в єдину конструкцію зовнішніх панелей, силових елементів та наповнювача з утворенням нероз'ємної конструкції у вигляді панельних пристроїв для систем обігріву стель, стін або підлог, здійснюють заходи щодо додаткового кріплення зовнішніх панелей до силових елементів в смузі стику кожного з силових елементів із зазначеними зовнішніми панелями за допомогою елементів кріплення, при цьому на етапі підготовки листів фанери контролюють параметри і якість виготовлення листів фанери, на етапі підготовки деревини для виготовлення силових елементів контролюють параметри і якість заготовок, на етапі виготовлення із заготовок бруса, а саме силових елементів, контролюють параметри бруса, при здійсненні заходів щодо просочення зазначених заготовок спеціальними речовинами, як спеціальну речовину використовують комплексний антисептик ″ТОМАК-3″ або будь-яку іншу речовину з аналогічними характеристиками, етап сушіння проводять в приміщенні при температурі не менше +60 °С протягом 2-24 годин і вологості повітря не більше 60 %, як пінополістирольні гранули використовують гранули з полістирольного грануляту величиною 0,6-1,1 мм, на етапі нанесення на поверхню другої зовнішньої панелі клейової сполуки контролюють якість нанесення зазначеної клейової сполуки на згадану поверхню зовнішньої панелі.
2. Спосіб за п. 1, який відрізняється тим, що при виконанні етапів складання та пресування зовнішніх панелей, силових елементів та наповнювача в єдину нероз'ємну конструкцію, як зазначену конструкцію отримують панельний пристрій, що містить з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елементи, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів.
3. Спосіб за п. 1 та п. 2, який відрізняється тим, що зазначений панельний пристрій конструктивно виконують таким, що має або тільки дві полиці, які є продовженням торцевих частин однієї із зовнішніх панелей, що виступають за зовнішню грань силового елемента, а торцеві частини другої зовнішньої панелі розміщені по площині зазначеного силового елемента, що розташований уздовж торцевої частини зазначеної зовнішньої панелі, або полиці, які є продовженням торцевих частин кожної із обох зовнішніх панелей, що виступають за зовнішню грань силового елемента.
4. Спосіб за п. 1, який відрізняється тим, що при виконанні заходів щодо додаткового кріплення за допомогою елементів кріплення зовнішніх панелей до силових елементів в смузі стику кожного з силових елементів із зазначеними зовнішніми панелями, елементи кріплення встановлюють або в один ряд, або в два чи більше рядів із кроком між собою не менше 5 мм і на відстані не менше 5 мм між рядами при двох чи більшій кількості рядів.
Текст
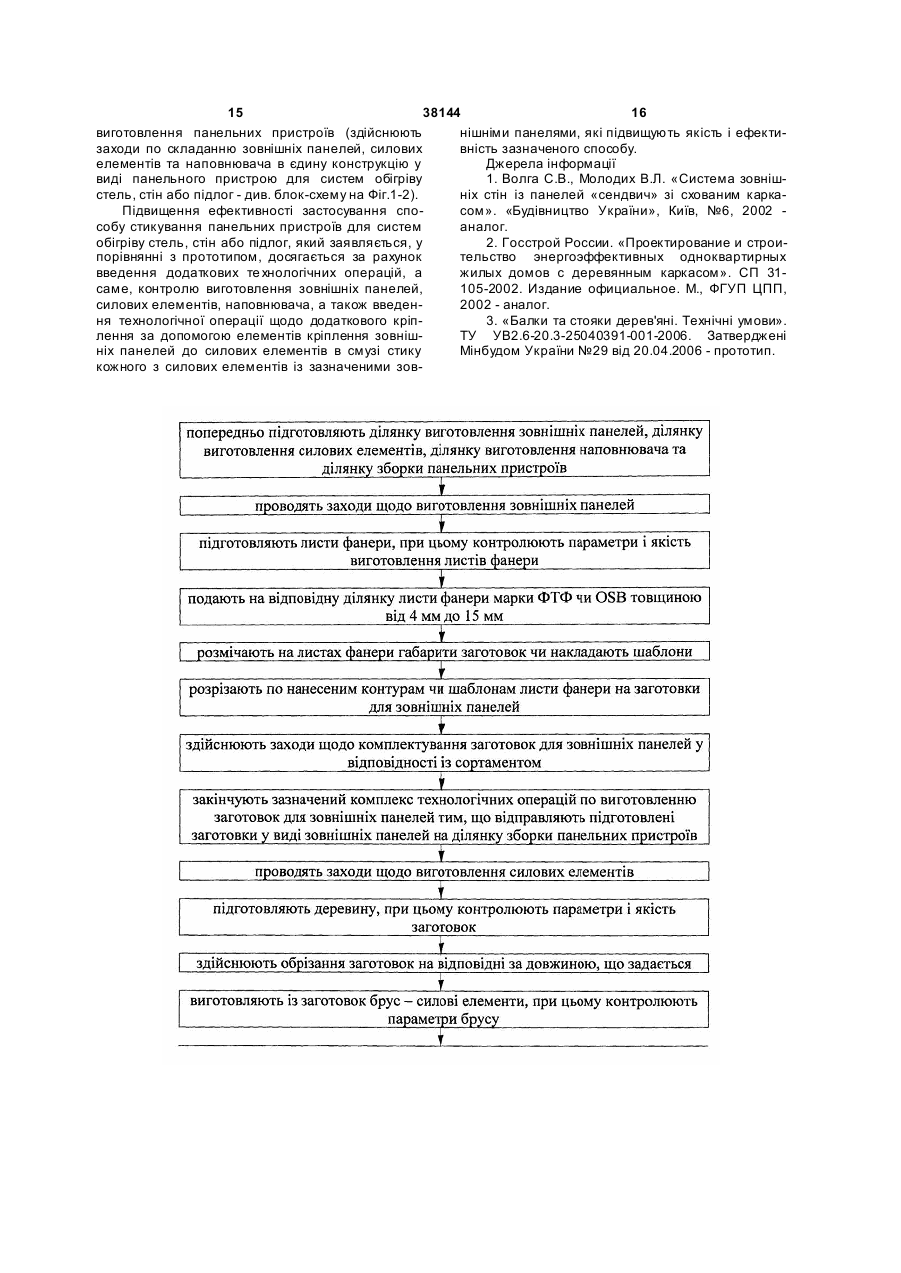
1. Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог, при якому попередньо підготовлюють ділянку виготовлення зовнішніх панелей, ділянку виготовлення силових елементів, ділянку виготовлення наповнювача та ділянку збирання панельних пристроїв, далі паралельно на зазначених ділянках виготовлення зовнішніх панелей, виготовлення силових елементів та виготовлення наповнювача проводять заходи щодо виготовлення, відповідно, зовнішніх панелей, силових елементів та наповнювача, а закінчують те хнологічний процес щодо виготовлення панельних пристроїв тим, що здійснюють заходи по складанню зовнішніх панелей, силових елементів та наповнювача в єдину конструкцію у вигляді панельного пристрою для систем обігріву стель, стін або підлог, при цьому на етапі виготовлення зовнішніх панелей виконують послідовно технологічні операції, згідно з якими підготовлюють листи фанери, подають на відповідну ділянку листи фанери марки ФТФ чи OSB товщиною від 4 мм до 15 мм, розмічають на листах фанери габарити заготовок чи накладають шаблони, розрізають по нанесених контурах чи шаблонах листи фанери на заготовки для зовнішніх панелей, а закінчують зазначений комплекс технологічних операцій по виготовленню заготовок для зовнішніх панелей тим, що відправляють підготовлені заготовки у вигляді зовнішніх панелей на ділянку збирання панельних пристроїв, на етапі виготовлення силових елементів виконують послідовно технологічні операції, згідно з якими підготовлюють деревину, здійснюють обрізання заготовок на відповідні за довжиною, що задається, виготовлюють із заготовок брус - силові елементи, після виготовлення 2 (19) 1 3 38144 4 ною технологічною операцією по укладанню на параметри і якість заготовок, на етапі виготовленповерхню зовнішньої панелі силових елементів та ня із заготовок бруса, а саме силових елементів, наповнювача, наносять на поверхню другої зовніконтролюють параметри бруса, при здійсненні шньої панелі клейову сполуку, накладають другу заходів щодо просочення зазначених заготовок зовнішню панель на зазначені силові елементи і спеціальними речовинами, як спеціальну речовину наповнювач, подають об'єднані в єдину конструквикористовують комплексний антисептик ″ТОМАКцію зовнішні панелі, силові елементи та наповню3″ або будь-яку іншу речовину з аналогічними хавач на пресування, здійснюють пресування об'єдрактеристиками, етап сушіння проводять в примінаних в єдину конструкцію зовнішніх панелей, щенні при температурі не менше +60 °С протягом силових елементів та наповнювача з утворенням 2-24 годин і вологості повітря не більше 60 %, як нероз'ємної конструкції у вигляді панельного припінополістирольні гранули використовують гранули строю для систем обігріву стель, стін або підлог, з полістирольного грануляту величиною 0,6-1,1 здійснюють заходи щодо контролю геометричних мм, на етапі нанесення на поверхню другої зовніпараметрів готового виробу і приведення їх у відшньої панелі клейової сполуки контролюють якість повідність до проектних розмірів, який відрізнянанесення зазначеної клейової сполуки на згадану ється тим, що після виконання етапу, що стосуповерхню зовнішньої панелі. ється розрізання листів фанери по нанесених 2. Спосіб за п. 1, який відрізняється тим, що при контурах чи шаблонах на заготовки, здійснюють виконанні етапів складання та пресування зовнішзаходи щодо комплектування заготовок для зовнініх панелей, силових елементів та наповнювача в шніх панелей у відповідності із сортаментом, пеєдину нероз'ємну конструкцію, як зазначену консред етапом, що стосується нанесення клейової трукцію отримують панельний пристрій, що містить сполуки на одну з поверхонь зовнішньої панелі, з'єднані між собою за допомогою клейової сполуки попередньо позначають на поверхні одної зовнішта елементів кріплення дві зовнішні панелі, що ньої панелі, що беруть з попередньо підготовленовиконані з фанери, та два силових елементи, що го комплекту, місця розміщення силових елеменвиконані з дерева, і наповнювач, що виконаний з тів, після виконання етапу, що стосується пінопласту чи з аналогічних за властивостями тепнанесення клейової сполуки на одну з поверхонь лоізоляційних матеріалів. зовнішньої панелі, контролюють якість нанесення 3. Спосіб за п. 1 та п. 2, який відрізняється тим, клейової сполуки на поверхню зовнішньої панелі, що зазначений панельний пристрій конструктивно після виконання етапу, що стосується накладання виконують таким, що має або тільки дві полиці, які другої зовнішньої панелі на силові елементи і нає продовженням торцевих частин однієї із зовнішповнювач, які попередньо були покладені на перніх панелей, що виступають за зовнішню грань шу із комплекту зовнішню панель, здійснюють засилового елемента, а торцеві частини другої зовходи щодо контролю паралельності розміщення нішньої панелі розміщені по площині зазначеного площин зовнішніх панелей і зазору між ними, після силового елемента, що розташований уздовж торвиконання етапу, що стосується пресування об'єдцевої частини зазначеної зовнішньої панелі, або наних в єдину конструкцію зовнішніх панелей, сиполиці, які є продовженням торцевих частин кожлових елементів та наповнювача з утворенням ної із обох зовнішніх панелей, що виступають за нероз'ємної конструкції у вигляді панельних призовнішню грань силового елемента. строїв для систем обігріву стель, стін або підлог, 4. Спосіб за п. 1, який відрізняється тим, що при здійснюють заходи щодо додаткового кріплення виконанні заходів щодо додаткового кріплення за зовнішніх панелей до силових елементів в смузі допомогою елементів кріплення зовнішніх панелей стику кожного з силових елементів із зазначеними до силових елементів в смузі стику кожного з сизовнішніми панелями за допомогою елементів лових елементів із зазначеними зовнішніми панекріплення, при цьому на етапі підготовки листів лями, елементи кріплення встановлюють або в фанери контролюють параметри і якість виготоводин ряд, або в два чи більше рядів із кроком між лення листів фанери, на етапі підготовки деревини собою не менше 5 мм і на відстані не менше 5 мм для виготовлення силових елементів контролюють між рядами при двох чи більшій кількості рядів. Корисна модель відноситься до галузі будівництва, зокрема, до будівельних конструкцій, а саме, до способів виготовлення панельних пристроїв для систем обігріву стель, стін або підлог, які застосовуються для малоповерхових будівель як утеплювальні конструкції. Відомий спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог, при якому попередньо підготовляють ділянку виготовлення каркасу з тонколистового оцинкованого профілю, ділянку виготовлення перетинів, ділянку виготовлення зовнішніх панелей, ділянку виготовлення внутрішніх підкріплюючих елементів, ділянку підготовки наповнювача та ділянку зборки па нельних пристроїв, далі паралельно і/або послідовно на зазначених ділянках виготовлення каркасу, перетинів, зовнішніх панелей, внутрішніх підкріплюючих елементів та підготовки наповнювача проводять заходи щодо виготовлення зазначених конструктивних елементів, а закінчують технологічний процес щодо виготовлення панельних пристроїв тим, що здійснюють заходи по складанню каркасу, перетинів, зовнішніх панелей, внутрішніх підкріплюючих елементів та наповнювача в єдину конструкцію у виді панельного пристрою для систем обігріву стель, стін або підлог, при цьому для виготовлення каркасу застосовують оцинкований профіль товщиною 0,5мм, для виготовлення 5 38144 6 зовнішніх панелей застосовують водостійку фанезовнішніх панелей, силових елементів та наповру товщиною 10-15мм, а як наповнювач застосонювача в єдину конструкцію у виді панельного вують базальтові прошивочні мати, причому тонпристрою для систем обігріву стель, стін або підколистовий оцинкований профіль кріпиться до лог, при цьому на етапі виготовлення зовнішніх відповідних конструктивних елементів панельного панелей виконують послідовно технологічні опепристрою за допомогою саморізів [1]. рації, згідно з якими підготовляють листи фанери, До недоліків відомого способу виготовлення подають на відповідну ділянку листи фанери марпанельних пристроїв для систем обігріву стель, ки ФТФ чи OSB товщиною від 4мм до 15мм, розмістін або підлог, відноситься те, що не забезпечучають на листах фанери габарити заготовок чи ється міцність кріплення зовнішніх панелей до синакладають шаблони, розрізають по нанесеним лових елементів панельних пристроїв із-за малої контурам чи шаблонам листи фанери на заготовки товщини силового каркасу, а відсутність контролю для зовнішніх панелей, а закінчують зазначений за виконанням ряду технологічних операцій не комплекс технологічних операцій по виготовленню дозволяє забезпечити якість і ефективність зазназаготовок для зовнішніх панелей тим, що відправченого способу. До недоліків відомого способу ляють підготовлені заготовки у виді зовнішніх павиготовлення панельних пристроїв для систем нелей на ділянку зборки панельних пристроїв, на обігріву стель, стін або підлог, відноситься й те, етапі виготовлення силових елементів виконують що наповнювач не забезпечує при виготовленні послідовно технологічні операції, згідно з якими панельного пристрою його достатньої утепляючої підготовляють деревину, здійснюють обрізання здатності. заготовок на відповідні за довжиною, що задаєтьВідомий спосіб виготовлення панельних прися, виготовляють із заготовок брус - силові елеместроїв для систем обігріву стель, стін або підлог, нти, після виготовлення силових елементів здійспри якому попередньо підготовляють ділянку вигонюють заходи щодо просочення зазначених товлення зовнішніх панелей, ділянку виготовлення заготовок спеціальними речовинами, що забезпесилових елементів, а саме, стійок, прогонів, обв'ячують вологостійкість деревини, здійснюють захозочних балок, розкосів та допоміжних елементів, ди щодо ви тримки оброблених силових елементів ділянку підготовки/виготовлення наповнювача та згідно з параметрами технологічного процесу проділянку зборки панельних пристроїв, далі паралесочення, по закінченню технологічної операції щольно на зазначених ділянках виготовлення зовнідо просочення і сушіння проводять заходи щодо шніх панелей, виготовлення силових елементів та складування силових елементів і остаточного їх підготовки/виготовлення наповнювача проводять сушіння згідно з технологією сушіння, а закінчують заходи щодо виготовлення, відповідно, зовнішніх зазначений комплекс технологічних операцій по панелей, силових елементів та наповнювача, а виготовленню заготовок силових елементів тим, закінчують технологічний процес щодо виготовщо подають брус у виді силових елементів на ділення панельних пристроїв тим, що здійснюють лянку зборки панельних пристроїв, на етапі вигозаходи по складанню зовнішніх панелей, силових товлення наповнювача виконують послідовно техелементів та наповнювача в єдину конструкцію у нологічні операції, згідно з якими підготовляють виді панельного пристрою для систем обігріву пінополістирольні гранули, розміщують гранули в стель, стін або підлог [2]. пристрої для їх переробки в пінопласт, здійснюють До недоліків відомого способу виготовлення заходи щодо спучування гранул для отримання панельних пристроїв для систем обігріву стель, пінопласту, здійснюють комплекс заходів щодо стін або підлог, відноситься те, що не забезпечувиготовлення пінопласту згідно з технологією його ється міцність кріплення зовнішніх панелей до сивиготовлення, отримують у відповідності до техлових елементів панельних пристроїв, а відсутнології виготовлення пінопласту масив пінопласту, ність контролю за виконанням ряду технологічних здійснюють пресування отриманого масиву пінооперацій не дозволяє забезпечити якість і ефектипласту, проводять розрізання спресованого масивність виготовлення зазначеного способу. До неву пінопласту на конструктивні елементи відповіддоліків відомого способу відноситься й те, що не них розмірів і товщини, а закінчують зазначений забезпечується ефективний захист від атмосферкомплекс технологічних операцій по виготовленню них впливів. заготовок наповнювача тим, що подають виготовНайбільш близьким технічним рішенням, як по лені конструктивні елементи наповнювача на ділясуті, так і по задачах, що вирішуються, яке обрано нку зборки панельних пристроїв, по закінченню за найближчий аналог (прототип), є спосіб виготовиготовлення конструктивних елементів панельвлення панельних пристроїв для систем обігріву них пристроїв і зосередження їх на ділянці зборки стель, стін або підлог, при якому попередньо підпанельних пристроїв здійснюють послідовно техготовляють ділянку виготовлення зовнішніх паненологічні операції по складанню зовнішніх панелей, ділянку виготовлення силових елементів, ділей, силових елементів та наповнювача в єдину лянку виготовлення наповнювача та ділянку нероз'ємну конструкцію, згідно з якими попередньо зборки панельних пристроїв, далі паралельно на вибирають із сортаменту заготовок у виді зовнішзазначених ділянках виготовлення зовнішніх паненіх панелей їх комплект згідно із завданням на лей, виготовлення силових елементів та виготоввиготовлення панельних пристроїв, здійснюють лення наповнювача проводять заходи щодо вигонанесення клейової сполуки на одну з поверхонь товлення, відповідно, зовнішніх панелей, силових зовнішньої панелі, далі на зазначену поверхню елементів та наповнювача, а закінчують технолозовнішньої панелі укладають силові елементи і гічний процес щодо виготовлення панельних принаповнювач, після цього або водночас із зазначестроїв тим, що здійснюють заходи по складанню ною технологічною операцією по укладанню на 7 38144 8 поверхню зовнішньої панелі силових елементів та ляють із заготовок брус - силові елементи, після наповнювача, наносять на поверхню другої зовнівиготовлення силових елементів здійснюють зашньої панелі клейову сполуку, накладають другу ходи щодо просочення зазначених заготовок спезовнішню панель на зазначені силові елементи і ціальними речовинами, що забезпечують вологоснаповнювач, подають об'єднані в єдину конструктійкість деревини, здійснюють заходи щодо цію зовнішні панелі, силові елементи та наповнювитримки оброблених силових елементів згідно з вач на пресування, здійснюють пресування об'єдпараметрами технологічного процесу просочення, наних в єдину конструкцію зовнішніх панелей, по закінченню технологічної операції щодо прососилових елементів та наповнювача з утворенням чення і сушіння проводять заходи щодо складунероз'ємної конструкції у виді панельного привання силових елементів і остаточного їх сушіння строю для систем обігріву стель, стін або підлог, згідно з технологією сушіння, а закінчують зазназдійснюють заходи щодо контролю геометричних чений комплекс технологічних операцій по виготопараметрів готового виробу і приведення їх у відвленню заготовок силових елементів тим, що поповідність до проектних розмірів [3]. дають брус у виді силових елементів на ділянку До недоліків відомого способу виготовлення зборки панельних пристроїв, на етапі виготовленпанельних пристроїв для систем обігріву стель, ня наповнювача виконують послідовно технологічстін або підлог, який обраний за найближчий анані операції, згідно з якими підготовляють пінополілог (прототип), відноситься те, що не забезпечустирольні гранули, розміщують гранули в пристрої ється міцність кріплення зовнішніх панелей до сидля їх переробки в пінопласт, здійснюють заходи лових елементів панельних пристроїв, а щодо спучування гранул для отримання пінопласвідсутність контролю за виконанням ряду технолоту, здійснюють комплекс заходів щодо виготовгічних операцій не дозволяє забезпечити якість і лення пінопласту згідно з технологією його виготоефективність виготовлення зазначеного способу. влення, отримують у відповідності до технології В основу корисної моделі покладено задачу виготовлення пінопласту масив пінопласту, здійсшляхом введення в технологічний процес, що явнюють пресування отриманого масиву пінопласту, ляє собою спосіб виготовлення панельних припроводять розрізання спресованого масиву піностроїв для систем обігріву стель, стін або підлог, пласту на конструктивні елементи відповідних нових те хнологічних операцій забезпечити підвирозмірів і товщини, а закінчують зазначений комщення якості і ефективності зазначеного способу, плекс технологічних операцій по виготовленню а також міцності кріплення зовнішніх панелей до заготовок наповнювача тим, що подають виготовсилових елементів зазначених панельних пристролені конструктивні елементи наповнювача на діляїв. нку зборки панельних пристроїв, по закінченню Суть корисної моделі в способі виготовлення виготовлення конструктивних елементів панельпанельних пристроїв для систем обігріву стель, них пристроїв і зосередження їх на ділянці зборки стін або підлог, при якому попередньо підготовляпанельних пристроїв здійснюють послідовно техють ділянку виготовлення зовнішніх панелей, дінологічні операції по складанню зовнішніх панелянку виготовлення силових елементів, ділянку лей, силових елементів та наповнювача в єдину виготовлення наповнювача та ділянку зборки панероз'ємну конструкцію, згідно з якими попередньо нельних пристроїв, далі паралельно на зазначених вибирають із сортаменту заготовок у виді зовнішділянках виготовлення зовнішніх панелей, виготоніх панелей їх комплект згідно із завданням на влення силових елементів та виготовлення наповвиготовлення панельних пристроїв, здійснюють нювача проводять заходи щодо виготовлення, нанесення клейової сполуки на одну з поверхонь відповідно, зовнішніх панелей, силових елементів зовнішньої панелі, далі на зазначену поверхню та наповнювача, а закінчують технологічний прозовнішньої панелі укладають силові елементи і цес щодо виготовлення панельних пристроїв тим, наповнювач, після цього або водночас із зазначещо здійснюють заходи по складанню зовнішніх ною технологічною операцією по укладанню на панелей, силових елементів та наповнювача в поверхню зовнішньої панелі силових елементів та єдину конструкцію у виді панельного пристрою для наповнювача, наносять на поверхню другої зовнісистем обігріву стель, стін або підлог, при цьому шньої панелі клейову сполуку, накладають другу на етапі виготовлення зовнішніх панелей виконузовнішню панель на зазначені силові елементи і ють послідовно технологічні операції, згідно з якинаповнювач, подають об'єднані в єдину конструкми підготовляють листи фанери, подають на відцію зовнішні панелі, силові елементи та наповнюповідну ділянку листи фанери марки ФТФ чи OSB вач на пресування, здійснюють пресування об'єдтовщиною від 4мм до 15мм, розмічають на листах наних в єдину конструкцію зовнішніх панелей, фанери габарити заготовок чи накладають шаблосилових елементів та наповнювача з утворенням ни, розрізають по нанесеним контурам чи шаблонероз'ємної конструкції у виді панельного принам листи фанери на заготовки для зовнішніх пастрою для систем обігріву стель, стін або підлог, нелей, а закінчують зазначений комплекс здійснюють заходи щодо контролю геометричних технологічних операцій по виготовленню заготовок параметрів готового виробу і приведення їх у віддля зовнішніх панелей тим, що відправляють підповідність до проектних розмірів, полягає в тому, готовлені заготовки у виді зовнішніх панелей на що після виконання етапу, що стосується розріділянку зборки панельних пристроїв, на етапі вигозання листів фанери по нанесеним контурам чи товлення силових елементів виконують послідовшаблонам на заготовки, здійснюють заходи щодо но технологічні операції, згідно з якими підготовкомплектування заготовок для зовнішніх панелей у ляють деревину, здійснюють обрізання заготовок відповідності із сортаментом, перед етапом, що на відповідні за довжиною, що задається, виготовстосується нанесення клейової сполуки на одну з 9 38144 10 поверхонь зовнішньої панелі, попередньо познапомогою елементів кріплення зовнішніх панелей чають на поверхні одної зовнішньої панелі, що до силових елементів в смузі стику кожного з сиберуть з попередньо підготовленого комплекту, лових елементів із зазначеними зовнішніми панемісця розміщення силових елементів, після виколями, елементи кріплення встановлюють або в нання етапу, що стосується нанесення клейової один ряд, або в два чи більше рядів із шагом між сполуки на одну з поверхонь зовнішньої панелі, собою не менше 5мм і на відстані не менше 5мм контролюють якість нанесення клейової сполуки між рядами при двох чи більшій кількості рядів. на поверхню зовнішньої панелі, після виконання Порівняльний аналіз технічного рішення із етапу, що стосується накладання другої зовнішпрототипом дозволяє зробити висновок, що спосіб ньої панелі на силові елементи і наповнювач, які виготовлення панельних пристроїв для систем попередньо були покладені на першу із комплекту обігріву стель, стін або підлог, який заявляється, зовнішню панель, здійснюють заходи щодо контвідрізняється від прототипу тим, що після викоролю паралельність розміщення площин зовнішніх нання етапу, що стосується розрізання листів фапанелей і зазор між ними, після виконання етапу, нери по нанесеним контурам чи шаблонам на защо стосується пресування об'єднаних в єдину готовки, здійснюють заходи щодо комплектування конструкцію зовнішніх панелей, силових елементів заготовок для зовнішніх панелей у відповідності із та наповнювача з утворенням нероз'ємної конссортаментом, перед етапом, що стосується нанетрукції у виді панельних пристроїв для систем обісення клейової сполуки на одну з поверхонь зовгріву стель, стін або підлог, здійснюють заходи нішньої панелі, попередньо позначають на поверщодо додаткового кріплення зовнішніх панелей до хні одної зовнішньої панелі, що беруть з силових елементів в смузі стику кожного з силових попередньо підготовленого комплекту, місця розелементів із зазначеними зовнішніми панелями за міщення силових елементів, після виконання етадопомогою елементів кріплення. Суть корисної пу, що стосується нанесення клейової сполуки на моделі полягає і в тому, що на етапі підготовки одну з поверхонь зовнішньої панелі, контролюють листів фанери контролюють параметри і якість якість нанесення клейової сполуки на поверхню виготовлення листів фанери, на етапі підготовки зовнішньої панелі, після виконання етапу, що стодеревини для виготовлення силових елементів сується накладання другої зовнішньої панелі на контролюють параметри і якість заготовок, на етасилові елементи і наповнювач, які попередньо пі виготовлення із заготовок брусу, а саме, силобули покладені на першу із комплекту зовнішню вих елементів, контролюють параметри брусу, при панель, здійснюють заходи щодо контролю параздійсненні заходів щодо просочення зазначених лельність розміщення площин зовнішніх панелей і заготовок спеціальними речовинами, як спеціальзазор між ними, після виконання етапу, що стосуну речовину використовують комплексний антисеється пресування об'єднаних в єдину конструкцію птик «ТОМАК-3» або будь-яку іншу речовину з зовнішніх панелей, силових елементів та напованалогічними характеристиками, етап сушіння нювача з утворенням нероз'ємної конструкції у проводять в приміщенні при температурі не менше виді панельних пристроїв для систем обігріву +60°С протягом 2...24 годин і вологості повітря не стель, стін або підлог, здійснюють заходи щодо більше 60%, як пінополістирольні гранули викоридодаткового кріплення зовнішніх панелей до силостовують гранули з полістирольного грануляту вих елементів в см узі стику кожного з силових величиною 0,6...1,1мм, на етапі нанесення на поелементів із зазначеними зовнішніми панелями за верхню др угої зовнішньої панелі клейової сполуки допомогою елементів кріплення, при цьому на контролюють якість нанесення зазначеної клейоетапі підготовки листів фанери контролюють павої сполуки на упом'януту поверхню зовнішньої раметри і якість виготовлення листів фанери, на панелі. Суть корисної моделі полягає також і в етапі підготовки деревини для виготовлення силотому, що при виконанні етапів складання та пресувих елементів контролюють параметри і якість вання зовнішніх панелей, силових елементів та заготовок, на етапі виготовлення із заготовок брунаповнювача в єдину нероз'ємну конструкцію, як су, а саме, силових елементів, контролюють паразазначену конструкцію отримують панельний приметри брусу, при здійсненні заходів щодо просострій, що містить з'єднані між собою за допомогою чення зазначених заготовок спеціальними клейової сполуки та елементів кріплення дві зовречовинами, як спеціальну речовину використовунішні панелі, що виконані з фанери, та два силоють комплексний антисептик «ТОМАК-3» або будьвих елемента, що виконані з дерева, і наповнювач, яку іншу речовину з аналогічними характеристищо виконаний з пінопласту чи з аналогічних за ками, етап сушіння проводять в приміщенні при властивостями теплоізоляційних матеріалів, затемпературі не менше +60°С протягом 2...24 годин значений панельний пристрій конструктивно викоі вологості повітря не більше 60%, як пінополістинують таким, що має або тільки дві полиці, які є рольні гранули використовують гранули з полістипродовженням торцевих частин однієї із зовнішніх рольного грануляту величиною 0,6...1,1мм, на етапанелей, що виступають за зовнішню грань силопі нанесення на поверхню другої зовнішньої панелі вого елемента, а торцеві частини другої зовнішклейової сполуки контролюють якість нанесення ньої панелі розміщені по площині зазначеного сизазначеної клейової сполуки на упом'януту поверлового елемента, що розташований уздовж хню зовнішньої панелі, причому при виконанні торцевої частини зазначеної зовнішньої панелі, етапів складання та пресування зовнішніх панеабо полиці, які є продовженням торцевих частин лей, силових елементів та наповнювача в єдину кожної із обох зовнішніх панелей, що виступають нероз'ємну конструкцію, як зазначену конструкцію за зовнішню грань силового елемента, а при викоотримують панельний пристрій, що містить з'єднананні заходів щодо додаткового кріплення за доні між собою за допомогою клейової сполуки та 11 38144 12 елементів кріплення дві зовнішні панелі, що виконюють заходи по складанню зовнішніх панелей, нані з фанери, та два силових елемента, що викосилових елементів та наповнювача в єдину конснані з дерева, і наповнювач, що виконаний з пінотрукцію у виді панельного пристрою для систем пласту чи з аналогічних за властивостями обігріву стель, стін або підлог (у варіанті «А» чи теплоізоляційних матеріалів, зазначений панель«Б» конструктивного виконання - див Фіг.2-3). ний пристрій конструктивно виконують таким, що На ділянці виготовлення зовнішніх панелей має або тільки дві полиці, які є продовженням тор(див. Фіг.3) виконують послідовно технологічні цевих частин однієї із зовнішніх панелей, що виоперації, згідно з якими: ступають за зовнішню грань силового елемента, а - підготовляють листи фанери, при цьому конторцеві частини другої зовнішньої панелі розміщетролюють параметри і якість виготовлення листів ні по площині зазначеного силового елемента, що фанери (позиція 1 - див. Фіг.3); розташований уздовж торцевої частини зазначеної - подають на відповідну ділянку листи фанери зовнішньої панелі, або полиці, які є продовженням марки ФТФ чи OSB товщиною від 4мм до 15мм торцевих частин кожної із обох зовнішніх панелей, (позиція 2 - див. Фіг.3); що виступають за зовнішню грань силового еле- розмічають на листах фанери габарити загомента, а при виконанні заходів щодо додаткового товок чи накладають шаблони (позиція 3 - див. кріплення за допомогою елементів кріплення зовФіг.3); нішніх панелей до силових елементів в смузі стику - розрізають по нанесеним контурам чи шабкожного з силових елементів із зазначеними зовлонам листи фанери на заготовки для зовнішніх нішніми панелями, елементи кріплення встановпанелей (позиція 4 - див. Фіг.3). люють або в один ряд, або в два чи більше рядів із Далі здійснюють заходи щодо комплектування шагом між собою не менше 5мм і на відстані не заготовок для зовнішніх панелей згідно із сортаменше 5мм між рядами при двох чи більшій кільментом (позиція 5 - див. Фіг.3). кості рядів. Закінчують зазначений комплекс технологічТаким чином, спосіб стикування панельних них операцій по виготовленню заготовок для зовпристроїв для систем обігріву стель, стін або піднішніх панелей тим, що відправляють підготовлені лог, який заявляється, відповідають критерію козаготовки у виді зовнішніх панелей на ділянку зборисної моделі «новизна». рки панельних пристроїв (або попередньо на діляСуть технічного рішення пояснюється за донку зберігання конструктивних елементів панельпомогою ілюстрацій, де на Фіг.1 показана блокних пристроїв) (позиція 6 - див. Фіг.3). схема виконання технологічних операцій, які поНа ділянці виготовлення силових елементів кладено в основу способу виготовлення панельних (див. Фіг.2-3) виконують послідовно технологічні пристроїв для систем обігріву стель, стін або підоперації, згідно з якими: лог, що заявляється, на Фіг.2 показана схема роз- підготовляють деревину, при цьому контробивки технологічного процесу на основні напрямки люють параметри і якість заготовок (позиція 7 та ділянки, які застосовуються при виготовлення див. Фіг.3); конструктивних елементів панельного пристрою - здійснюють обрізання заготовок на відповідні для систем обігріву стель, стін або підлог, на Фіг.3 за довжиною, що задається (позиція 8 - див. Фіг.3); показана блок-схема виконання технологічних - виготовляють із заготовок брус - силові елеоперацій, які покладено в основу способу виготовменти, при цьому контролюють параметри брусу лення панельних пристроїв для систем обігріву (позиція 9 - див. Фіг.3). стель, стін або підлог, що заявляється, з розподіПісля виготовлення силових елементів здійслом на технологічні операції на кожній з ділянок нюють заходи щодо просочення зазначених заговиготовлення того чи іншого конструктивного елетовок спеціальними речовинами, що забезпечують мента панельного пристрою з наступною зборкою вологостійкість (позиція 10 - див. Фіг.3), при цьому зазначеного панельного пристрою у варіант «А» як спеціальну речовину використовують комплексчи «Б» конструктивного виконання. ний антисептик «ТОМАК-3» або будь-яку іншу реСпосіб виготовлення панельних пристроїв для човину з аналогічними характеристиками. систем обігріву стель, стін або підлог, який заявДалі здійснюють заходи щодо витримки оброляється, реалізується наступним чином (див. блокблених силових елементів згідно з параметрами схеми на Фіг.1 та на Фіг.2-3). технологічного процесу просочення (позиція 11 Попередньо підготовляють ділянку виго товдив. Фіг.3). лення зовнішніх панелей, ділянку виготовлення По закінченню технологічної операції щодо силових елементів, ділянку виготовлення наповпросочення і сушіння проводять заходи щодо нювача та ділянку зборки панельних пристроїв. складування силових елементів і остаточного їх Додатково (як варіант конструктивного виконання сушіння згідно з технологією сушіння (позиція 12 та те хнологічного процесу) підготовляють ділянку див. Фіг.3), при цьому сушіння проводять в примізберігання конструктивних елементів панельних щенні при температурі не менше +60°С протягом пристроїв (див. схему на Фіг.2-3) 2...24 годин і вологості повітря не більше 60%. Далі паралельно на зазначених ділянках вигоЗакінчують зазначений комплекс технологічтовлення зовнішніх панелей, виготовлення силоних операцій по виготовленню заготовок силових вих елементів та виготовлення наповнювача проелементів тим, що подають брус у виді силових водять заходи щодо виготовлення, відповідно, елементів на ділянку зборки панельних пристроїв зовнішніх панелей, силових елементів та напов(або попередньо на ділянку зберігання конструкнювача, а закінчують технологічний процес щодо тивних елементів панельних пристроїв) (позиція виготовлення панельних пристроїв тим, що здійс13 - див. Фіг.3). 13 38144 14 На ділянці виготовлення наповнювача (див. нелі клейову сполуку (позиція 26 - див. фіг, 3), при Фіг.2-3) виконують послідовно технологічні операцьому контролюють якість нанесення клейової ції, згідно з якими: сполуки на поверхню зовнішньої панелі (позиція підготовляють пінополістирольні гранули, при 27 - див. Фіг.3). цьому як пінополістирольні гранули використовуПродовжують технологічний процес щодо збоють гранули з полістирольного грануляту величирки панельних пристроїв тим, що накладають друною 0,6...1,1мм (позиція 14 - див. Фіг.3); гу зовнішню панель на зазначені силові елементи і - розміщують гранули в пристрої для їх перенаповнювач (позиція 28 - див. Фіг.3). При накларобки в пінопласт (позиція 15 - див. Фіг.3) та здійсданні контролюють паралельність розміщення нюють заходи щодо спучування гранул і отриманплощин зовнішніх панелей і зазор між ними (позиня пінопласту (позиція 16 - див. Фіг.3); ція 29 - див. Фіг.3). - здійснюють комплекс заходів щодо виго товДалі подають об'єднані в єдину конструкцію лення пінопласту згідно з технологією його виготозовнішні панелі, силові елементи та наповнювач влення (позиція 17 - див. Фіг.3); на пресування (позиція 30 - див. Фіг.3). - отримують у відповідності до технології вигоНа спеціальному обладнанні здійснюють претовлення пінопласту масив пінопласту (позиція 18 сування (позиція 31 - див. Фіг.3) об'єднаних в єди- див. Фіг.3). ну конструкцію зовнішніх панелей, силових елемеПродовжують технологічний процес щодо винтів та наповнювача з утворенням нероз'ємної готовлення наповнювача тим, що здійснюють преконструкції у виді панельних пристроїв для систем сування отриманого масиву пінопласту (позиція 19 обігріву стель, стін або підлог, що містить з'єднані - див. Фіг.3). між собою за допомогою клейової сполуки та елеПри отриманні виготовленого масиву пінопламентів кріплення дві зовнішні панелі, що виконані з сту проводять розрізання спресованого масиву фанери, та два силових елемента, що виконані з пінопласту на конструктивні елементи відповідних дерева, і наповнювач, що виконаний з пінопласту розмірів і товщини (позиція 20 - див. Фіг.3). чи з аналогічних за властивостями теплоізоляційЗакінчують зазначений комплекс технологічних матеріалів, при цьому зазначені панельні приних операцій по виготовленню заготовок наповнюстрої конструктивно виконують такими, що мають вача тим, що подають виготовлені конструктивні або тільки дві полиці (позиція 32), які є продовженелементи наповнювача на ділянку зборки панельням торцевих частин (позиція 33) однієї із зовнішних пристроїв (або попередньо на ділянку зберініх панелей (позиція 34), що виступають за зовнігання конструктивних елементів панельних пришню грань (позиція 35) силового елемента строїв) (позиція 21 - див. Фіг.3). (позиція 36), а торцеві частини (позиція 37) другої Продовжують технологічний процес щодо пазовнішньої панелі (позиція 38) розміщені по плонельних пристроїв для систем обігріву стель, стін щині зазначеного силового елемента (позиція 36), або підлог (який заявляється) тим, що здійснюють що розташований уздовж торцевої частини (позизаходи по складанню (зборці) зовнішніх панелей, ція 37) зазначеної зовнішньої панелі (позиція 38) силових елементів та наповнювача в єдину конс(див. варіант (позиція «А») конструктивного викотрукцію у виді панельного пристрою для систем нання панельного пристрою на Фіг.3), або полиці обігріву стель, стін або підлог на ділянці зборки (позиція 39), які є продовженням торцевих частин панельних пристроїв. (позиція 40) кожної із обох зовнішніх панелей (поНа ділянці зборки панельних пристроїв (див. зиції 41 та 42), що виступають за зовнішню грань Фіг.2-3) виконують послідовно технологічні опера(позиція 43) силового елемента (позиція 44) (див. ції, згідно з якими: варіант «Б» конструктивного виконання панельно- вибирають із сортаменту заготовок у виді зого пристрою на Фіг.3). внішніх панелей їх комплект згідно з завданням на Продовжують технологічний процес щодо збовиготовлення панельних пристроїв (позиція 22 рки панельних пристроїв тим, що з метою забездив. Фіг.3); печення підвищення міцності клейового з'єднання - позначають на поверхні одної зовнішньої пау місці контакту грані силового елемента з внутрінелі, що беруть з попередньо підготовленого комшньою поверхнею зовнішньої панелі здійснюють плекту, місця розміщення силових елементів (позаходи щодо додаткового кріплення (позиція 45 зиція 23 - див. Фіг.3); див. Фіг.3) зовнішніх панелей до силових елемен- здійснюють нанесення клейової сполуки на тів в смузі стику кожного з силових елементів із поверхню зовнішньої панелі та контролюють якість зазначеними зовнішніми панелями за допомогою нанесення клейової сполуки на поверхню зовнішелементів кріплення, при цьому елементи кріпленньої панелі (позиція 24 - див. Фіг.3). ня встановлюють або в один ряд, або в два чи Далі на зазначену поверхню зовнішньої панелі більше рядів із шагом між собою не менше 5мм і укладають силові елементи і наповнювач (при на відстані не менше 5мм між рядами при двох чи цьому наповнювач конструктивно і технологічно більшій кількості рядів. розташовують в порожнині, що створена внутріПісля виконання технологічної операції щодо шньою поверхнею зовнішньої панелі і внутрішніми додаткового кріплення за допомогою елементів гранями силових елементів (позиція 25 - див. кріплення зовнішніх панелей до силових елеменФіг.3). тів, здійснюють заходи щодо контролю геометричПісля цього або водночас із зазначеною техних параметрів готового виробу і приведення їх у нологічною операцією по укладанню на поверхню відповідність до проектних розмірів (позиція 46 зовнішньої панелі силових елементів та наповнюдив. Фіг.3), що є кінцевою технологічною операцівача, наносять на поверхню другої зовнішньої паєю, якою закінчують технологічний процес щодо 15 38144 16 виготовлення панельних пристроїв (здійснюють нішніми панелями, які підвищують якість і ефектизаходи по складанню зовнішніх панелей, силових вність зазначеного способу. елементів та наповнювача в єдину конструкцію у Джерела інформації виді панельного пристрою для систем обігріву 1. Волга С.В., Молодих В.Л. «Система зовнішстель, стін або підлог - див. блок-схему на Фіг.1-2). ніх стін із панелей «сендвич» зі схованим каркаПідвищення ефективності застосування спосом». «Будівництво України», Київ, №6, 2002 собу стикування панельних пристроїв для систем аналог. обігріву стель, стін або підлог, який заявляється, у 2. Госстрой России. «Проектирование и строипорівнянні з прототипом, досягається за рахунок тельство энергоэффективных одноквартирных введення додаткових те хнологічних операцій, а жилых домов с деревянным каркасом». СП 31саме, контролю виготовлення зовнішніх панелей, 105-2002. Издание официальное. М., ФГУП ЦПП, силових елементів, наповнювача, а також введен2002 - аналог. ня технологічної операції щодо додаткового кріп3. «Балки та стояки дерев'яні. Технічні умови». лення за допомогою елементів кріплення зовнішТУ УВ2.6-20.3-25040391-001-2006. Затверджені ніх панелей до силових елементів в смузі стику Мінбудом України №29 від 20.04.2006 - прототип. кожного з силових елементів із зазначеними зов 17 38144 18 19 38144 20 21 38144 22 23 Комп’ютерна в ерстка Г. Паяльніков 38144 Підписне 24 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making panel devices for systems for heating ceilings, walls or floors
Автори англійськоюDemianenko Andrii Vasyliovych, Bondarenko Yaroslav Borysovych, Shevchenko Yurii Pavlovych, Volha Volodymyr Semenovych
Назва патенту російськоюСпособ изготовления панельных устройств для систем обогрева потолков, стен или полов
Автори російськоюДемьяненко Андрей Васильевич, Бондаренко Ярослав Борисович, Шевченко Юрий Павлович, Волга Владимир Семенович
МПК / Мітки
МПК: E04F 21/18, F24D 3/12, E04C 2/00
Мітки: виготовлення, підлог, стель, систем, панельних, обігріву, пристроїв, стін, спосіб
Код посилання
<a href="https://ua.patents.su/12-38144-sposib-vigotovlennya-panelnikh-pristrov-dlya-sistem-obigrivu-stel-stin-abo-pidlog.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення панельних пристроїв для систем обігріву стель, стін або підлог</a>
Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог
Номер патенту: 37907
Опубліковано: 10.12.2008
Автори: Дем'яненко Андрій Васильович, Шевченко Юрій Павлович, Бондаренко Ярослав Борисович, Волга Володимир Семенович
МПК: F24D 3/12, E04F 21/18, E04C 2/54, E04C 2/00
Мітки: підлог, стін, обігріву, стикування, панельних, пристроїв, спосіб, систем, стель
Формула / Реферат:
1. Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, що містять з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елементи, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів, розташовують панельні пристрої так, щоб...
Облицювальна панель для підлог, стін і стель
Номер патенту: 83296
Опубліковано: 25.06.2008
Автор: Кнаузедер Франц
МПК: E04F 15/04, F16B 5/00, E04F 15/02
Мітки: панель, стін, облицювальна, стель, підлог
Формула / Реферат:
1. Облицювальна панель для підлог, стін і стель, яка утворена переважно з деревини, деревинного матеріалу, деревностружкової плити середньої щільності (МДФ), деревноволокнистої плити (ДВП), пластмас, вторинних пластмас, стружок з синтетичними смолами або стружок з в'яжучим (деревностружкові плити) і містить паз (12) принаймні уздовж одного краю або торця (17) та шпунт (6) принаймні уздовж одного іншого краю або торця (17), причому:...
Установка для комбінованого обігріву підлог виробничих приміщень і споруд

Номер патенту: 54011
Опубліковано: 17.02.2003
Автори: Мазоренко Дмитро Іванович, Румянцев Олексій Олексійович, Романченко Микола Анастасійович, Лиманський Сергій Анатолійович
МПК: A01K 1/015
Мітки: підлог, приміщень, комбінованого, виробничих, установка, обігріву, споруд
Формула / Реферат:
1. Установка для комбінованого обігріву підлог виробничих приміщень і споруд, що містить традиційне джерело живлення, енергія якого підведена на вхідні затискачі щита керування електрообігрівним пристроєм, що складається з траншеї, виконаної в ґрунті підлоги з вхідним і вихідним монтажними колодязями на торцях, термоакумулюючого наповнювача траншеї з розміщеними в ньому трубчастими електронагрівниками, усередині яких закріплені...
Спосіб виготовлення промислових підлог з цементобетону
Номер патенту: 18150
Опубліковано: 16.10.2006
Автор: Петращук Євгеній Олександрович
МПК: C04B 20/00, C04B 22/06, C04B 40/00, E04B 1/16
Мітки: промислових, спосіб, виготовлення, цементобетону, підлог
Формула / Реферат:
1. Спосіб виготовлення промислових підлог з цементобетону, при якому проводять аналіз щодо необхідності нарізки температурних швів на промисловій підлозі, що буде виготовлена, підготовляють ділянку поверхні землі, виставляють опалубку на підготовленій ділянці, приготовляють цементобетон, заливають у внутрішній об'єм опалубки приготовлений цементобетон, проводять або вирівнювання поверхні цементобетону з наступним вібруванням/трамбуванням...
Спосіб зведення зовнішніх стін житлових багатоповерхових каркасних будівель
Номер патенту: 67677
Опубліковано: 15.06.2004
Автор: Гордієнко Сергій Миколайович
МПК: E04B 2/00
Мітки: житлових, зовнішніх, спосіб, багатоповерхових, стін, будівель, каркасних, зведення
Формула / Реферат:
Спосіб зведення зовнішніх стін житлових багатоповерхових каркасних будівель, який включає попередній монтаж з уніфікованими габаритними параметрами у координаційних осях, прольотом, кроком, висотою поверху, та подальше зведення цегельних стін з кріпленням їх до елементів каркаса, який відрізняється тим, що з цегельної кладки зводять обрамки із зовнішніми стінками з утворенням порожнин, відповідних до уніфікованих габаритних розмірів збірних...
Попередній патент: Універсальна безпечна бритва для гоління
Наступний патент: Конвективно-контактний теплоутилізатор
Випадковий патент: Складений відвідний пристрій відцентрового насоса