Спосіб отримання теплоізольованих додатків
Номер патенту: 96547
Опубліковано: 10.02.2015
Автори: Шумаков Володимир Федорович, Волокита Володимир Якович, Тімошенко Віктор Михайлович, Фельдман Вячеслав Євгенович


Формула / Реферат
Спосіб отримання теплоізольованих додатків, при якому на підмодельну плиту встановлюють модель додатка й опока, в яку рівномірно подають формувальну суміш, після ущільнення, витримки та затвердіння якої з опоки виймають модель додатка, який відрізняється тим, що після виймання моделі додатка на внутрішні стінки порожнини форми додатка, що утворилися, кріплять листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт / (м * К).
Текст
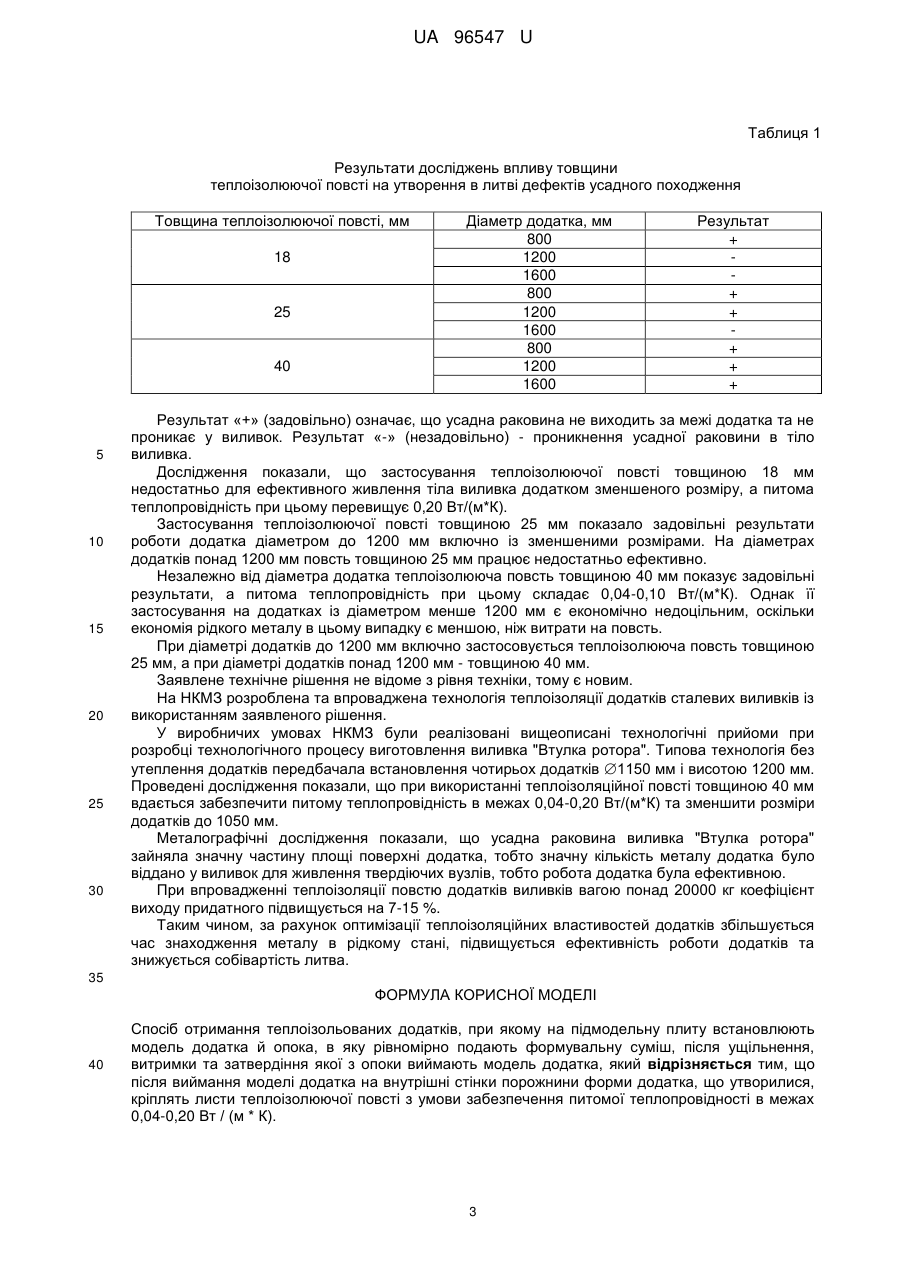
Реферат: Спосіб отримання теплоізольованих додатків, при якому на підмодельну плиту встановлюють модель додатка й опока, в яку рівномірно подають формувальну суміш, після ущільнення, витримки та затвердіння якої з опоки виймають модель додатка. Після виймання моделі додатка на внутрішні стінки порожнини форми додатка, що утворилися, кріплять листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт / (м * К). UA 96547 U (54) СПОСІБ ОТРИМАННЯ ТЕПЛОІЗОЛЬОВАНИХ ДОДАТКІВ UA 96547 U UA 96547 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії та ливарного виробництва, а саме - до отримання крупного сталевого литва та збільшення ефективності роботи додатків за допомогою їх теплоізоляції. Для отримання виливків без усадних свищів та усадної пухкості використовуються додатки. При цьому для отримання щільного металу виливка без дефектів усадного походження передбачається регулювання роботи додатків, що включає їх теплоізоляцію. Відома технологія отримання та теплоізоляції додатків виливків за допомогою адіабатних вставок, які представляють собою готові фасонні вироби різної товщини та геометрії. При цьому кожен додаток набирається із декількох вставок у залежності від висоти додатка [див. А.Ф. Мащенко, А.В. Щекин "Прибыли для фасонных отливок". - Хабаровск: Издательство ТОГУ, 2012. - 30 с., стр. 26-27; http://pnu.edu.ru/]. Дана технологія отримання та теплоізоляції додатків виливків характеризується виконанням наступних операцій: - на підмодельну плиту за допомогою шаблонів та розмітки встановлюються адіабатні вставки; - на підмодельну плиту за розміткою встановлюється опока; - на шпонах опоки розміщуються гачки для утримання формувальної суміші в опоці; - в опоку рівномірно подається формувальна суміш (від вставок до стінок опоки); - здійснюється ущільнення суміші та її твердіння. Недоліком даної технології теплоізоляції додатків є обмежене її застосування для великих сталевих виливків, пов'язане із максимальним розміром вставок 850 мм для додатків круглого перерізу і 450×300×200 мм для додатків овального перерізу. Також відомий спосіб (технологія) теплоізоляції додатків стальних, чавунних і мідних виливків із застосуванням теплоізолюючих матів товщиною 30 або 60 мм [див. Брошюра компании Фосеко "Системы питателей Kalbord" (копія) - Додаток]. Технологія теплоізоляції додатків сталевих виливків із застосуванням теплоізолюючих матів характеризується наступними суттєвими ознаками: - моделі додатків встановлюються за розміткою на підмодельну плиту; - моделі додатків обертаються теплоізолюючими матами, що закріплюються дротом або іншими способами; - на підмодельну плиту за розміткою встановлюється опока; - на шпони опоки кріпляться гачки для утримання формувальної суміші в опоці; - в опоку рівномірно подається формувальна суміш (від моделі до стінок опоки) із шарами набивання від 80 до 150 мм; - виконується ущільнення, витримка та твердіння суміші в опоці; - утворюються контури додатків за допомогою теплоізолюючих матів у суміші, що затверділа; - моделі додатків виймаються з опоки. Даний спосіб теплоізоляції завдяки ефективній роботі теплоізолюючих матів дозволяє зменшити розміри додатків сталевих виливків і, в результаті, підвищити коефіцієнт виходу придатного металу. За сукупністю суттєвих ознак описаний спосіб отримання теплоізольованих додатків сталевих виливків є найбільш близьким аналогом. Недоліками даного способу отримання додатків є: - порушення теплоізоляції при тривалому заливанні форми рідким металом через обсипальність матів внаслідок вигоряння зв'язувальних компонентів в їх складі під впливом теплового випромінювання від рідкого металу; - утворення пригару на поверхні додатка, що призводить до збільшення витрат на очищення; - утворення дефектів у тілі виливка при тривалому заливанні форми рідким металом через обсипальність матеріалу матів і попадання їх часток у тіло виливка. В основу корисної моделі поставлена задача - створити спосіб отримання теплоізольованих додатків, який забезпечує підвищення ефективності роботи додатків та одночасне зниження собівартості литва. Поставлена задача вирішується тим, що полягає в збільшенні часу перебування металу додатка в рідкому стані та підвищенні ефективності живлення тіла виливка металом додатка. Для досягнення зазначеного технічного результату при отриманні сталевого литва застосовують матеріали з низькою питомою теплопровідністю та виконують такі технологічні операції: - на підмодельну плиту або модель виливка встановлюється дерев'яна модель додатка; 1 UA 96547 U 5 10 15 20 25 30 35 40 45 50 - на модель додатка наноситься розділове покриття; - на підмодельну плиту за розміткою встановлюється опока; - в опоку рівномірно пошарово із висотою 80-150 мм подається формувальну суміш й ущільнюється; - після витримки суміші в опоці та її затвердіння виймається модель додатка; - на внутрішні стінки порожнини форми додатка, що утворилися, гвіздками кріпляться листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт/(м*К). Теплоізолююча повсть являє собою керамічну вату, одержувану при розпиленні вогнетривких тугоплавких суспензій. Вона поставляється у вигляді гнучких листів різного розміру товщиною 18, 25 і 40 мм. Основними хімічними сполуками, що входять до складу повсті є оксиди магнію (MgO) і кремнію (SiO2). Відомий і заявлений способи мають наступні подібні ознаки: спосіб отримання теплоізольованих додатків, при якому на підмодельну плиту встановлюється модель додатка й опока, в яку рівномірно подається формувальна суміш, після ущільнення, витримки та затвердіння якої з опоки виймається модель додатка. Заявлений спосіб має такі відмітні ознаки: після виймання моделі додатка на внутрішні стінки порожнини форми додатка, що утворилися, кріпляться листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт/(м*К). У зв'язку із відсутністю в складі повсті зв'язувального, яке вигорає від впливу рідкого металу, можливо виконувати заливання додатка металом із перервами не на всю висоту. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом, що досягається, є. За рахунок того, що після вилучення моделі на внутрішні стінки порожнини форми додатка, що утворилися, кріпляться листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт/(м*К) оптимізуються теплоізоляційні властивості бічної поверхні додатка і, в результаті, збільшується час знаходження металу в рідкому стані й ефективність живлення тіла виливка металом додатка. При цьому виключається утворення U-подібного вузла при кристалізації металу, який призводить до утворення усадної раковини під додатком. Низькі втрати тепла через повсть у навколишній простір дозволяють значно збільшити ефективність роботи додатків виливків. У відповідності із дослідними даними, час кристалізації додатка, що утеплений за допомогою теплоізолюючої повсті, збільшується в 2 рази порівняно із додатком, бокова поверхня якого не утеплена. Збільшення тривалості кристалізації додатка дозволяє отримати значні технологічні переваги: - підвищити ефективність використання рідкого металу, що дозволяє досягти більш високих показників коефіцієнта виходу придатного металу; - знизити розвиток лікваційних процесів, що мають місце в піддодатковій зоні виливка, в результаті чого збільшити однорідність хімічного складу металу виливка і, тим самим, зменшити ймовірність виникнення тріщин при відрізанні додатків. Крім цього теплоізолююча повсть у порівнянні із теплоізолювальними матами має такі переваги: не обсипається під впливом рідкого металу, не змочується рідким металом, що запобігає утворенню металізованого пригару на поверхні додатків. При цьому метал додатка знаходиться більш тривалий час в рідкому стані за рахунок низької питомої теплопровідності повсті. Даний спосіб теплоізоляції додатків дозволяє також оптимізувати їх геометричні розміри, забезпечити економію рідкого металу при виробництві крупного сталевого литва (понад 20000 кг). Шляхом проведення процесів моделювання було досліджено вплив товщини теплоізолюючої повсті на утворення в литві дефектів усадного походження, а також можливість зменшення розмірів додатків за рахунок їх утеплення. Результати досліджень наведені в таблиці 1. 2 UA 96547 U Таблиця 1 Результати досліджень впливу товщини теплоізолюючої повсті на утворення в литві дефектів усадного походження Товщина теплоізолюючої повсті, мм 18 25 40 5 10 15 20 25 30 Діаметр додатка, мм 800 1200 1600 800 1200 1600 800 1200 1600 Результат + + + + + + Результат «+» (задовільно) означає, що усадна раковина не виходить за межі додатка та не проникає у виливок. Результат «-» (незадовільно) - проникнення усадної раковини в тіло виливка. Дослідження показали, що застосування теплоізолюючої повсті товщиною 18 мм недостатньо для ефективного живлення тіла виливка додатком зменшеного розміру, а питома теплопровідність при цьому перевищує 0,20 Вт/(м*К). Застосування теплоізолюючої повсті товщиною 25 мм показало задовільні результати роботи додатка діаметром до 1200 мм включно із зменшеними розмірами. На діаметрах додатків понад 1200 мм повсть товщиною 25 мм працює недостатньо ефективно. Незалежно від діаметра додатка теплоізолююча повсть товщиною 40 мм показує задовільні результати, а питома теплопровідність при цьому складає 0,04-0,10 Вт/(м*К). Однак її застосування на додатках із діаметром менше 1200 мм є економічно недоцільним, оскільки економія рідкого металу в цьому випадку є меншою, ніж витрати на повсть. При діаметрі додатків до 1200 мм включно застосовується теплоізолююча повсть товщиною 25 мм, а при діаметрі додатків понад 1200 мм - товщиною 40 мм. Заявлене технічне рішення не відоме з рівня техніки, тому є новим. На НКМЗ розроблена та впроваджена технологія теплоізоляції додатків сталевих виливків із використанням заявленого рішення. У виробничих умовах НКМЗ були реалізовані вищеописані технологічні прийоми при розробці технологічного процесу виготовлення виливка "Втулка ротора". Типова технологія без утеплення додатків передбачала встановлення чотирьох додатків 1150 мм і висотою 1200 мм. Проведені дослідження показали, що при використанні теплоізоляційної повсті товщиною 40 мм вдається забезпечити питому теплопровідність в межах 0,04-0,20 Вт/(м*К) та зменшити розміри додатків до 1050 мм. Металографічні дослідження показали, що усадна раковина виливка "Втулка ротора" зайняла значну частину площі поверхні додатка, тобто значну кількість металу додатка було віддано у виливок для живлення твердіючих вузлів, тобто робота додатка була ефективною. При впровадженні теплоізоляції повстю додатків виливків вагою понад 20000 кг коефіцієнт виходу придатного підвищується на 7-15 %. Таким чином, за рахунок оптимізації теплоізоляційних властивостей додатків збільшується час знаходження металу в рідкому стані, підвищується ефективність роботи додатків та знижується собівартість литва. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб отримання теплоізольованих додатків, при якому на підмодельну плиту встановлюють модель додатка й опока, в яку рівномірно подають формувальну суміш, після ущільнення, витримки та затвердіння якої з опоки виймають модель додатка, який відрізняється тим, що після виймання моделі додатка на внутрішні стінки порожнини форми додатка, що утворилися, кріплять листи теплоізолюючої повсті з умови забезпечення питомої теплопровідності в межах 0,04-0,20 Вт / (м * К). 3 UA 96547 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюShumakov Volodymyr Fedorovych, Volokyta Volodymyr Yakovych, Feldman Viacheslav Yevhenovych
Автори російськоюШумаков Владимир Федорович, Волокита Владимир Яковлевич, Фельдман Вячеслав Евгеньевич
МПК / Мітки
МПК: B22D 27/00, B22D 7/00
Мітки: спосіб, додатків, теплоізольованих, отримання
Код посилання
<a href="https://ua.patents.su/6-96547-sposib-otrimannya-teploizolovanikh-dodatkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання теплоізольованих додатків</a>
Пристрій для обрізання додатків
Номер патенту: 48184
Опубліковано: 10.03.2010
Автор: Діордійчук Владислав Віталійович
МПК: B23K 7/00
Мітки: пристрій, додатків, обрізання
Формула / Реферат:
Пристрій для обрізання додатків, що містить основу, змонтовані на основі робочий стіл з поворотною планшайбою, забезпечений приводом її обертання, вертикальну стійку, висувну консоль, закріплену на вертикальній стійці з можливістю переміщення уздовж неї, і різак, шарнірно закріплений на кінці висувної консолі, який відрізняється тим, що вертикальна стійка з висувною консоллю жорстко закріплена на візку, при цьому візок вільно встановлений на...
Екзотермічна суміш для металотермічних ливарних додатків бронзових виливків
Номер патенту: 70176
Опубліковано: 15.09.2004
Автори: Жигуц Юрій Юрійович, Скиба Юлій Юлійович
Мітки: суміш, ливарних, екзотермічна, бронзових, додатків, виливків, металотермічних
Формула / Реферат:
Екзотермічна суміш для металотермічних ливарних додатків бронзових виливків, що містить оксид феруму та порошки алюмінію та магнію, яка відрізняється тим, що додатково містить оксиди легуючих елементів або порошки цих елементів і мливо стружки бронзи відповідного до бронзових виливків складу, при цьому для живлення виливків з бронзи БрОЦС 5-5-5 склад екзотермічної суміші наступний, мас. %: оксид купруму (СuО) ...
Спосіб одержання великих сталевих виливків
Номер патенту: 89101
Опубліковано: 10.04.2014
Автори: Тимошенко Роман Вікторович, Фельдман Вячеслав Євгенович, Шумаков Володимир Федорович, Несчотний Володимир Михайлович, Романов Ігор Анатолійович, Волокита Володимир Якович, Дудченко Олексій Вікторович
МПК: B22D 7/00, B22D 27/06
Мітки: спосіб, виливків, одержання, сталевих, великих
Формула / Реферат:
Спосіб одержання великих сталевих виливків, при якому виконують заповнення форми виливка і додатка металом, а також теплоізоляцію дзеркала металу додатка за допомогою періодичного введення теплоізолюючих матеріалів, який відрізняється тим, що перед заповненням форми виливка металом виконують теплоізоляцію бічної поверхні додатка, а після заповнення - розігрів металу додатка за допомогою екзотермічних матеріалів, при цьому після заповнення...
Екзотермічна суміш для термітних ливарних додатків
Номер патенту: 50954
Опубліковано: 15.11.2002
Автори: Жигуц Юрій Юрійович, Скиба Юлій Юлійович
Мітки: суміш, ливарних, додатків, термітних, екзотермічна
Формула / Реферат:
1. Екзотермічна суміш для термітних ливарних додатків, яка містить карбюризатор, феросиліцій, феромарганець, фероалюмінієвий терміт, яка відрізняється тим, що додатково містить феромагнієвий терміт з надлишком порошку магнію, а замість феросиліцію можна використати силікокальцій або суміш феросиліцію та силікокальцію у тій же кількості і має наступний склад, в мас. %: карбюризатор 3-4 ...
Спосіб отримання виливків
Номер патенту: 37838
Опубліковано: 10.12.2008
Автори: Доценко Юрій Валерійович, Селівьорстов Вадим Юрійович, Хричиков Валерій Євгенович
МПК: B22D 18/00
Мітки: отримання, спосіб, виливків
Формула / Реферат:
Спосіб отримання виливків шляхом заповнення розплавленим металом ливарної форми, подачі в неї стисненого газу після герметизації поверхні виливка та витримки під тиском до повного затвердіння виливка, який відрізняється тим, що в процесі заповнення ливарної форми в розплавлений метал крізь шар теплоізоляційної засипки занурюють вставку з вогнетривкого матеріалу в металевому корпусі.
Попередній патент: Котел твердопаливний водогрійний
Наступний патент: Спосіб обробки волосся людини
Випадковий патент: Різнодзеркальний гоніофундускоп