Пристрій для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 97160
Опубліковано: 10.03.2015
Автори: Кривошеєв Вячеслав Семенович, Сівецький Володимир Іванович, Колосов Олександр Євгенович, Колосова Олена Петрівна

Формула / Реферат
1. Пристрій для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить ультразвукову коливальну систему з робочим інструментом для введення ультразвукових коливань у рідке середовище, виконаним у вигляді концентратора ультразвукових коливань, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимно-дозувальний пристрій, причому ультразвукова коливальна система виконана з можливістю повороту і переміщення відносно ванни і поверхні просочуваного волокнистого наповнювача у вертикальній площині, який відрізняється тим, що, пристрій додатково містить сушильну камеру для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу, всередині якої розміщено щонайменше один роторний теплогенератор, і яка розташована над дзеркалом зв'язуючого у просочувальній ванні, просочувальна ванна з рідким полімерним зв'язуючим містить назовні по боках і зі сторони дна теплообмінну сорочку із теплоносієм всередині, концентратор ультразвукових коливань виконаний знімним і з симетричною бічною поверхнею експоненціальної форми та з круговою торцевою випромінюючою поверхнею на кінці, що виконана з опуклістю назовні, при цьому пристрій виконаний з можливістю регулювання зусилля натягнення волокнистого наповнювача при просочуванні.
2. Пристрій за п. 1, який відрізняється тим, що як матеріал концентратора ультразвукових коливань використовують неіржавіючу сталь або ванадієво-титановий сплав.
3. Пристрій за п. 1, який відрізняється тим, що як теплоносій всередині теплообмінної сорочки пристрій містить воду або мастило, а сушильна камера для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу виконана з можливістю забезпечення нагрівання й автономного підтримання наперед заданої температури теплоносія у вигляді повітря аеродинамічним методом.
Текст
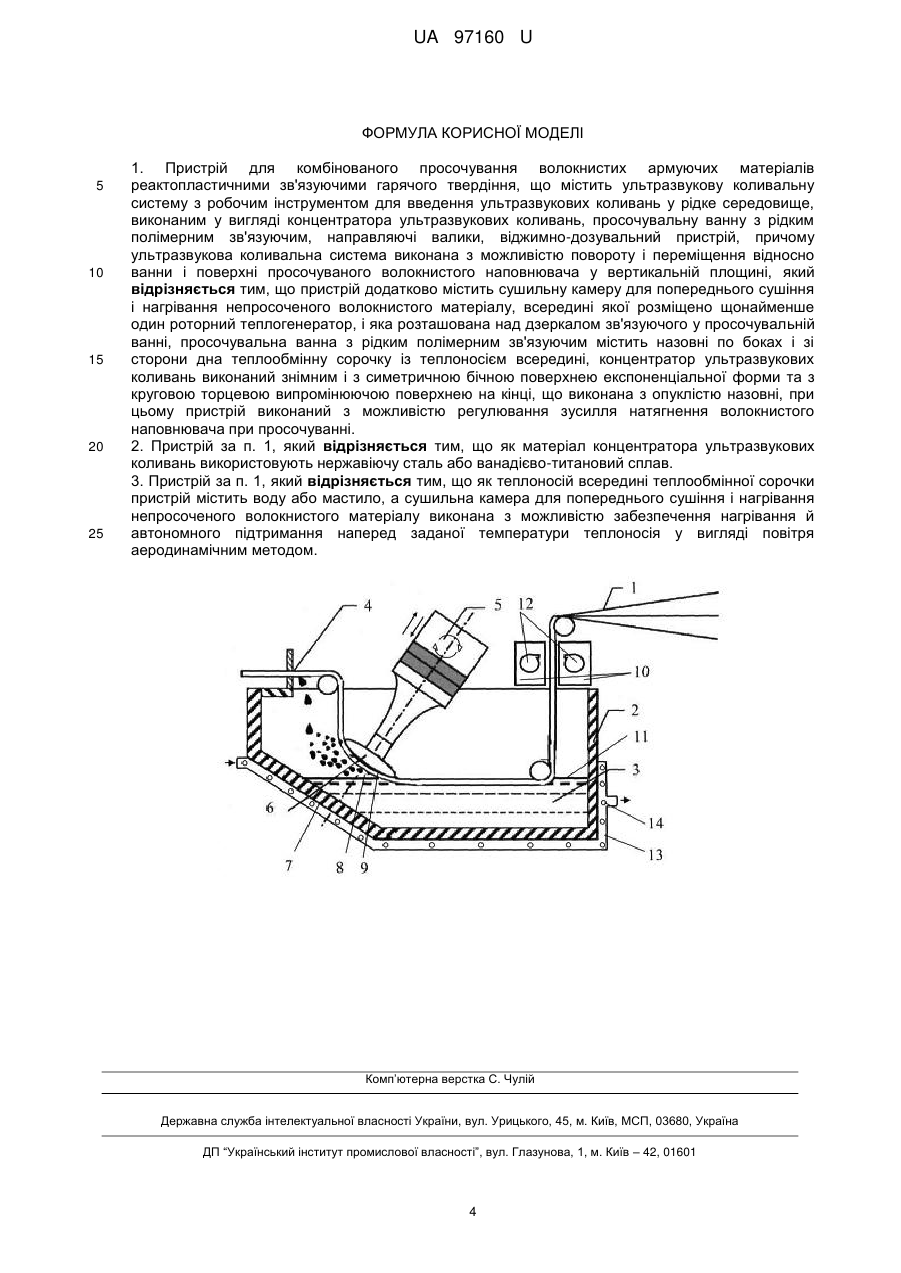
Реферат: Пристрій для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння містить ультразвукову коливальну систему з робочим інструментом для введення ультразвукових коливань у рідке середовище, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимнодозувальний пристрій. Пристрій додатково містить сушильну камеру для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу. Всередині сушильної камери розміщено щонайменше один роторний теплогенератор. Сушильна камера розташована над дзеркалом зв'язуючого у просочувальній ванні. Просочувальна ванна з рідким полімерним зв'язуючим містить назовні по боках і зі сторони дна теплообмінну сорочку із теплоносієм всередині. Концентратор ультразвукових коливань виконаний знімним і з симетричною бічною поверхнею експоненціальної форми та з круговою торцевою випромінюючою поверхнею на кінці, що виконана з опуклістю назовні. Пристрій виконаний з можливістю регулювання зусилля натягнення волокнистого наповнювача при просочуванні. UA 97160 U (54) ПРИСТРІЙ ДЛЯ КОМБІНОВАНОГО ПРОСОЧУВАННЯ ВОЛОКНИСТИХ АРМУЮЧИХ МАТЕРІАЛІВ РЕАКТОПЛАСТИЧНИМИ ЗВ'ЯЗУЮЧИМИ ГАРЯЧОГО ТВЕРДІННЯ UA 97160 U UA 97160 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для комбінованого, із застосуванням термообробки і ультразвуку (УЗ), просочування довгомірних волокнистих армуючих матеріалів реактопластичними, а саме епоксидними, зв'язуючими гарячого твердіння, і може бути використана в машинобудуванні, суднобудуванні й інших галузях промисловості. Відомим аналогом є просочувальна машина для просочення тканих волокнистих наповнювачів (ВН) різної ширини, призначена для виробництва напівфабрикатів, яка характеризується тим, що вона містить станину, на якій закріплено пристрій з просочуваним рулоном з гальмівним механізмом, направляючі ролики, просочувальну ванну, просочувальні валики, забезпечені опорними ребрами, ультразвукові машинки для створення пружних коливань у просочувальні склади, які розміщені між просочувальними валиками, і пристрій перенесення просоченого полотна в сушильну камеру. При цьому на станині закріплені опори, на яких встановлені планки для закріплення полотна і його протяжки через просочувальну ванну. Планки забезпечені ексцентриковими притисками або струбцинами для затиску полотна, ріжучим інструментом для відрізки необхідної довжини полотна і вузлом транспортування просоченого полотна, причому просочувальна ванна, просочувальні валики з опорними ребрами і проміжний направляючий ролик виконані знімними і вибираються за розмірами в залежності від ширини просочуваного полотна [1]. Проте аналог не забезпечує ефективного одержання виробів на основі рідких просочувальних композицій епоксидних полімерів (ЕП) внаслідок недостатньої ефективності операції просочування, що зумовлено недосконалістю її конструкції. Відомий аналог є пристрій для УЗ-просочування, що містить просочувальну ванну зі зв'язуючим, УЗ-концентратор з випромінюючою поверхнею, навпроти якого до дна просочувальної ванни розміщено еластичний матеріал, а також дозувальне пристосування [2]. При роботі цього пристрою здійснюється притискання ВН до випромінюючої поверхні концентратора еластичним матеріалом для більш рівномірного і якісного просочення. Проте аналог не забезпечує ефективного одержання виробів на основі рідких просочувальних композицій епоксидних полімерів (ЕП) внаслідок недостатньої ефективності операції просочування, що зумовлено недосконалістю його конструкції. Найближчим аналогом корисної моделі є пристрій для УЗ-просочування, за допомогою якого реалізується спосіб УЗ-просочування волокнистих армуючих матеріалів епоксидними зв'язуючими гарячого твердіння [3]. Пристрій для УЗ-просочування, що використовується згідно цього способу, включає УЗ-коливальну систему, яка містить робочий інструмент для введення УЗ-коливань у рідке середовище, що виконаний у вигляді УЗ-концентратора, волокнистий наповнювач зі зв'язуючим гарячого твердіння, що обробляють УЗ у низькочастотному УЗдіапазоні як у ванні просочення, так і поза неї до стадії віджиму, а також віджимнно-дозувальний пристрій у вигляді пари валків для регулювання вмісту зв'язуючого у просоченому наповнювачі. УЗ-коливальна система виконана з можливістю переміщення та обертання у вертикальній площині відносно просочуваного волокнистого наповнювача, а також просочувальної ванни. Найближчий аналог не забезпечує ефективного одержання виробів на основі рідких просочувальних композицій ЕП внаслідок недостатньої ефективності операції просочування, що зумовлено недосконалістю його конструкції. Крім цього основні недоліки такого пристрою УЗпросочення полягають в наступному. Обробка ВН і дегазація полімерного зв'язуючого відбувається безпосередньо в зоні просочення ВН у ванні просочення. Це призводить до зниження рівня дегазації в усьому об'ємі просочувальної ванни, адже інтенсивна дегазація проводиться тільки в зоні контакту з просочуваним ВН. Повітряні бульбашки, що утворилися в процесі УЗ-обробки і кавітації під поверхнею інструмента-концентратора, спливають безпосередньо в зоні просочення і надалі залишаються у ВН, погіршуючи якість кінцевого виробу з полімерних композиційних матеріалів (ПКМ). В основу корисної моделі поставлена задача підвищення ефективності комбінованого просочування волокнистих армуючих матеріалів реактопластичними, а саме епоксидними, зв'язуючими гарячого твердіння, шляхом ефективного розміщення засобів термообробки, УЗобробки і терморегулювання в пристрої для комбінованого просочування по відношенню до елементів просочувальної ванни і просочуваного волокнистого наповнювача. Поставлена задача вирішується тим, що у пристрої для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить ультразвукову коливальну систему з робочим інструментом для введення ультразвукових коливань у рідке середовище, виконаним у вигляді концентратора ультразвукових коливань, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимно-дозувальний пристрій, причому ультразвукова коливальна система виконана 1 UA 97160 U 5 10 15 20 25 30 35 40 45 50 55 60 з можливістю повороту і переміщення відносно ванни і поверхні просочуваного волокнистого наповнювача у вертикальній площині, згідно з корисною моделлю, пристрій додатково містить сушильну камеру для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу, всередині якої розміщено щонайменше один роторний теплогенератор, і яка розташована над дзеркалом зв'язуючого у просочувальній ванні, просочувальна ванна з рідким полімерним зв'язуючим містить назовні по боках і зі сторони дна теплообмінну сорочку із теплоносієм всередині, концентратор ультразвукових коливань виконаний знімним і з симетричною бічною поверхнею експоненціальної форми та з круговою торцевою випромінюючою поверхнею на кінці, що виконана з опуклістю назовні, при цьому пристрій виконаний з можливістю регулювання зусилля натягнення волокнистого наповнювача при просочуванні. Як матеріал концентратора ультразвукових коливань використовують нержавіючу сталь або ванадієво-титановий сплав. Як теплоносій всередині теплообмінної сорочки пристрій містить воду або мастило, а сушильна камера для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу виконана з можливістю забезпечення нагрівання й автономного підтримання наперед заданої температури теплоносія у вигляді повітря аеродинамічним методом. Основними перевагами використання пропонованого пристрою для комбінованого, із застосуванням термообробки і УЗ, просочування довгомірних волокнистих армуючих матеріалів реактопластичними зв'язуючими є зниження часу просочення і зменшення включень повітря в ПКМ, а також можливість повної автоматизації процесу. Використовуване попереднє сушіння (тобто видалення залишків рідких компонентів, що сорбуються поверхнею волокнистого наповнювача, зокрема, вологи) і підігрівання непросоченого волокнистого наповнювача перед операцією просочування сприяє більш якісному просочуванню за рахунок зменшення різниці (перепаду) температур просочуваного ВН і полімерного зв'язуючого. Перед просочуванням ВН у просочувальній ванні здійснюють УЗ-обробку окремо смоляної частини зв'язуючого гарячого твердіння, після чого її змішують з отверджувачем. Це дозволяє зберегти на максимально тривалий час технологічну життєздатність полімерного зв'язуючого, адже при тривалій роботі УЗ-інструменту у полімерному зв'язуючому відбувається його неконтрольований розігрів (до температур, що перевищують 100 °C) і погіршення технологічних властивостей. При цьому частина робочого інструмента, що занурена в зв'язуюче, забезпечує обробку і дегазацію полімерного зв'язуючого у всьому об'ємі через відсутність еластичного притискного матеріалу, як у пристрої аналога [2]. У пропонованому пристрої УЗ-коливальна система розташовується під кутом до ВН. При цьому основна частина робочого інструмента розташовується поза зв'язуючим, забезпечуючи ефективне допросочування і видалення залишків повітря. Таке конструктивне виконання обумовлено тим, що УЗ-обробка просоченого зв'язуючим ВН поза дзеркалом зв'язуючого (на повітрі) підвищує ефективність просочування, сприяє рівномірному розподілу зв'язуючого по перетину ВН і видаленню газових бульбашок. У свою чергу, в розробленому пристрої ефективне регулювання зусилля натягнення ВН при просочуванні здійснюється як шляхом притискання, так і за рахунок ефективного вибору зовнішньої торцевої (випромінюючої) поверхні робочого інструмента опуклої форми. Нижню (нахилену) стінку ванни в місці розміщення над ним робочого інструмента коливальної системи виконують під кутом до поверхні зв'язуючого у ванні, перпендикулярно акустичній осі коливальної системи. Відстань від випромінюючої поверхні робочого інструмента до дна вибирають рівним половині довжини хвилі УЗК у зв'язуючому на робочій частоті коливальної системи. Виконання стінки ванни в зоні обробки паралельною випромінюючій поверхні робочого інструмента і забезпечення резонансного посилення УЗК за рахунок вибору відстані між випромінюючою поверхнею і стінкою, що дорівнює половині довжини хвилі, дозволяє забезпечити підвищення амплітуди коливань в зоні обробки і біля стінки ванни. Збільшення амплітуди коливань у стінки ванни дозволяє підвищити ефективність обробки смоляної частини і зв'язуючого, насиченого повітрям, що повертається після віджимання до ванни, в цілому. Вибране розміщення коливальної системи та робочого інструмента виключає потрапляння газів, що виділяються в процесі обробки, в оброблюваний ВН. Бульбашки повітря спливають перед незануреною в зв'язуюче частиною робочого інструмента. Корисна модель пояснюється кресленням, де зображений розроблений пристрій для комбінованого просочення з використанням термообробки і УЗ: 1 - безперервні волокна, з яких 2 UA 97160 U 5 10 15 20 25 30 35 40 45 50 55 формується ВН; 2 - просочувальна ванна зі зв'язуючим 3 гарячого твердіння; 4 - вихідний (дозуючий) пристрій у вигляді пари валків; 5 - ультразвукова коливальна система; 6 - робочий інструмент у вигляді концентратора; 7 - нахилена поверхня просочувальної ванни 2; 8 просочуваний ВН; 9 - випромінююча (торцева) поверхня робочого інструмента 6; 10 - сушильна камера для попереднього сушіння і нагрівання, наприклад аеродинамічним методом, непросоченого ВН; 11 - дзеркало зв'язуючого; 12 - роторний теплогенератор, розміщений у сушильній камері 10; 13 - теплообмінна сорочка; 14 - теплоносій всередині теплообмінної сорочки 13. Крім цього пристрій містить направляючі валики (на кресленні не позначено), розміщені як у просочувальній ванні 2, так і поза нею. Робочий інструмент 6 у вигляді концентратора УЗ-коливань виконаний симетричним з бічною поверхнею експоненціальної форми і з круговою торцевою випромінюючою поверхнею 9 на кінці, що виконана з опуклістю назовні (на кресленні не позначено). Корисна модель працює таким чином. Перед просочуванням ВН 8 у просочувальній ванні 2 здійснюють УЗ-обробку у низькочастотному УЗ-діапазоні окремо смоляної частини зв'язуючого 3 гарячого твердіння, після чого її змішують з отверджувачем. Потрібну температуру при озвучуванні (а також при просочуванні) рідких зв'язуючих всередині просочувальної ванни 2 забезпечують за допомогою теплообмінної сорочки 13 і теплоносія 14 (у вигляді води або мастила), що циркулює всередині неї. Армуючий ВН 8, що складається з безлічі безперервних волокон 1, формують у пучок за допомогою притискних роликів (на кресленні не позначено). Потім здійснюють попереднє сушіння і підігрівання непросоченого ВН 8 у сушильній камері 10 за допомогою теплогенераторів 12 при певній температурі (30-60 °C). УЗ-коливальну систему розташовують під кутом до просочуваного ВН 8. При цьому основну (випромінюючу УЗ) частину робочого інструмента 6 УЗ-коливальної системи розташовують поза зв'язуючим 3, тобто робочий інструмент контактує тільки одним із країв (на кресленні - правим) із дзеркалом 11 зв'язуючого 3. Нижню (нахилену) стінку просочувальної ванни 2 в місці розміщення над ним робочого інструмента 6 коливальної системи 5 виконують під кутом до поверхні (дзеркала 11) зв'язуючого 3 у просочувальній ванні 2 і перпендикулярно акустичній осі УЗ-коливальної системи 6. Відстань від поверхні робочого інструмента 6 до дна 7 просочувальної ванни 2 вибирають рівним половині довжини хвилі УЗ-коливань у зв'язуючому 3 на робочій частоті УЗ-коливальної системи 6. Підсушений і підігрітий ВН 8 надходить і простягається через ванну 2 зі зв'язуючим 3, де відбувається його "вільне" просочування озвученим зв'язуючим 3. Контактування випромінюючої поверхні 9 робочого інструмента 6 і поверхні просоченого ВН 8 здійснюють шляхом відповідного вибору форми випромінюючої поверхні 9 робочого інструмента 6. При цьому регулюють зусилля натягнення просочуваного ВН 8 у ванні просочення 2 у діапазоні 0,5-5 Н/м шляхом повороту у вертикальній площині і переміщення робочого інструмента 6, який контактує одним із країв із дзеркалом 11 зв'язуючого, щодо поверхні просочуваного ВН 8. УЗ-допросочування просоченого ВН 8 здійснюють поза дзеркала 11 зв'язуючого 3 у низькочастотному УЗ-діапазоні протягом 0,25-1,0 с. За допомогою вихідного (дозуючого) пристрою 4 здійснюють остаточне видалення надлишків зв'язуючого у просоченому ВН 8. Конструктивне виконання корисної моделі дозволить виключити недоліки існуючих на сьогоднішній день УЗ-пристроїв для просочення ВН полімерним зв'язуючим. Джерело інформації: 1. Пат. на изобретение № 2408437 Россия, МПК (2006) В05С 1/08. Пропиточная машина для пропитки тканых наполнителей различных ширин / Краснова Н.Л., Юдин В.В., Коновалов Н.А. № 2007120189/05; заявл.31.05.2007, опубл. 10.01.2011,Бюл. № 34. 2. United States Patent № 4689244. Int. Cl. B05D 3/12, Aug.25, 1987. Donald I. Lusk, A.O. Smith Corporation, Milwaukee, Wis. 3. Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв'язуючими гарячого твердіння. Патент України на корисну модель № 75741. МПК (2009) C08J 5/24; № u201206880; заявл. 05.06.2012; опубл. 10.12.2012, Бюл. № 23. 3 UA 97160 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 1. Пристрій для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить ультразвукову коливальну систему з робочим інструментом для введення ультразвукових коливань у рідке середовище, виконаним у вигляді концентратора ультразвукових коливань, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимно-дозувальний пристрій, причому ультразвукова коливальна система виконана з можливістю повороту і переміщення відносно ванни і поверхні просочуваного волокнистого наповнювача у вертикальній площині, який відрізняється тим, що пристрій додатково містить сушильну камеру для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу, всередині якої розміщено щонайменше один роторний теплогенератор, і яка розташована над дзеркалом зв'язуючого у просочувальній ванні, просочувальна ванна з рідким полімерним зв'язуючим містить назовні по боках і зі сторони дна теплообмінну сорочку із теплоносієм всередині, концентратор ультразвукових коливань виконаний знімним і з симетричною бічною поверхнею експоненціальної форми та з круговою торцевою випромінюючою поверхнею на кінці, що виконана з опуклістю назовні, при цьому пристрій виконаний з можливістю регулювання зусилля натягнення волокнистого наповнювача при просочуванні. 2. Пристрій за п. 1, який відрізняється тим, що як матеріал концентратора ультразвукових коливань використовують нержавіючу сталь або ванадієво-титановий сплав. 3. Пристрій за п. 1, який відрізняється тим, що як теплоносій всередині теплообмінної сорочки пристрій містить воду або мастило, а сушильна камера для попереднього сушіння і нагрівання непросоченого волокнистого матеріалу виконана з можливістю забезпечення нагрівання й автономного підтримання наперед заданої температури теплоносія у вигляді повітря аеродинамічним методом. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Kolosova Olena Petrivna, Ktyvosheev Vyacheslav Semenovych
Автори російськоюКолосов Александр Евгениевич, Сивецкий Владимир Иванович, Колосова Елена Петровна, Кривошеев Вячеслав Семенович
МПК / Мітки
Мітки: твердіння, волокнистих, просочування, реактопластичними, пристрій, гарячого, армуючих, матеріалів, зв'язуючими, комбінованого
Код посилання
<a href="https://ua.patents.su/6-97160-pristrijj-dlya-kombinovanogo-prosochuvannya-voloknistikh-armuyuchikh-materialiv-reaktoplastichnimi-zvyazuyuchimi-garyachogo-tverdinnya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для комбінованого просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння</a>
Пристрій для комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75738
Опубліковано: 10.12.2012
Автор: Колосов Олександр Євгенович
Мітки: матеріалів, пристрій, комбінованого, твердіння, зв'язуючими, гарячого, волокнистих, просочування, ультразвукового, реактопластичними, армуючих
Формула / Реферат:
1. Пристрій для комбінованого ультразвукового просочування довгомірних волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить засіб для просочення матеріалу полімерним зв'язуючим, засіб віджиму просоченого матеріалу, дві пари робочих ультразвукових інструментів, перша з яких розміщена до просочувальної ванни, а друга пара робочих інструментів розміщена між просочувальною ванною і засобом віджиму...
Пристрій для ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75740
Опубліковано: 10.12.2012
Автори: Сербін Володимир Петрович, Степаненко Борис Євгенович, Кривошеєв Вячеслав Семенович, Колосов Віктор Євгенович, Сівецький Володимир Іванович, Колосова Олена Петрівна, Колосов Олександр Євгенович, Кричковська Лілія Анатоліївна, Сідоров Дмитро Едуардович
Мітки: пристрій, гарячого, реактопластичними, ультразвукового, твердіння, армуючих, матеріалів, зв'язуючими, волокнистих, просочування
Формула / Реферат:
1. Пристрій для ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що містить ультразвукову коливальну систему з робочим інструментом, просочувальну ванну з рідким полімерним зв'язуючим, направляючі валики, віджимно-дозувальний пристрій, який відрізняється тим, що ультразвукова коливальна система виконана з можливістю повороту і переміщення відносно ванни і поверхні просочуваного...
Спосіб ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75739
Опубліковано: 10.12.2012
Автори: Колосов Олександр Євгенович, Сівецький Володимир Іванович, Кричковська Лілія Анатоліївна, Кривошеєв Вячеслав Семенович, Сербін Володимир Петрович, Колосов Віктор Євгенович, Сідоров Дмитро Едуардович, Колосова Олена Петрівна, Степаненко Борис Євгенович
Мітки: волокнистих, спосіб, матеріалів, просочування, гарячого, зв'язуючими, армуючих, ультразвукового, твердіння, реактопластичними
Формула / Реферат:
1. Спосіб ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що включає просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача як у ванні просочення, так і поза ванною, просочення до стадії віджиму, причому ультразвукове просочування волокнистого наповнювача здійснюють у низькочастотному ультразвуковому діапазоні, який...
Спосіб комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв’язуючими гарячого твердіння
Номер патенту: 75737
Опубліковано: 10.12.2012
Автор: Колосов Олександр Євгенович
Мітки: волокнистих, комбінованого, просочування, армуючих, спосіб, гарячого, твердіння, реактопластичними, ультразвукового, матеріалів, зв'язуючими
Формула / Реферат:
1. Спосіб комбінованого ультразвукового просочування волокнистих армуючих матеріалів реактопластичними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого гарячого твердіння у просочувальній ванні при інтенсивності 1,5-3 Вт/см2, частоті 17-44 кГц, амплітуді 5-12 мкм, температурі 70-90 °C протягом 30-45 хв., просочення волокнистого армуючого матеріалу обробленим ультразвуком зв'язуючим у...
Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв’язуючими гарячого твердіння
Номер патенту: 75741
Опубліковано: 10.12.2012
Автори: Сівецький Володимир Іванович, Сідоров Дмитро Едуардович, Колосов Олександр Євгенович, Колосова Олена Петрівна, Кривошеєв Вячеслав Семенович, Степаненко Борис Євгенович, Кричковська Лілія Анатоліївна, Колосов Віктор Євгенович, Сербін Володимир Петрович
Мітки: зв'язуючими, ультразвукового, матеріалів, епоксидними, спосіб, волокнистих, твердіння, гарячого, армуючих, просочування
Формула / Реферат:
1. Спосіб ультразвукового просочування волокнистих армуючих матеріалів епоксидними зв'язуючими гарячого твердіння, що включає попередню ультразвукову обробку рідкого зв'язуючого у ванні просочення, наступне просочення за допомогою ультразвукової коливальної системи, що містить робочий інструмент, волокнистого наповнювача обробленим ультразвуком зв'язуючим як у ванні просочення, так і поза ванною просочення до стадії віджиму, причому...
Попередній патент: Пристрій для ультразвукового просочення і дозованого нанесення полімерного зв’язуючого на довгомірний волокнистий матеріал
Наступний патент: Спосіб виробництва льоду в теплонасосній установці
Випадковий патент: Спосіб пластики травматичних дефектів м'яких тканин довгих пальців кисті