Пристрій для вертикального переміщення валків у клітях прокатного стана

Формула / Реферат
1. Пристрій для вертикального переміщення валків (1) у клітях прокатного стана, що містить клиновий регулюючий пристрій (7) для вирівнювання нижнього робочого валка по лінії прокатки, який складається із переміщуваного вздовж поздовжньої осі валків регулюючого клина (8) з суцільною пласкою клиновою поверхнею (12а, 12b), з'єднаного з регулюючим клином переміщувального пристрою (9) та затискача (16) для фіксації регулюючого клина (8), а також переміщуваний вздовж поздовжньої осі валків пристрій (5) для заміни валків, причому валки своїм кінцем спираються на валкові подушки (4) і встановлені з можливістю переміщення по висоті в паралельно розташованих стояках (3а, 3b) кліті, причому кожна з обох валкових подушок (4) через верхню натискну плиту (19), регулюючий клин (8) та нижню натискну плиту (14) спирається на стояк кліті, який відрізняється тим, що клиновий регулюючий пристрій (7) конструктивно відокремлений від пристрою (5) для заміни валків, а верхня натискна плита (19) встановлена у пристрої (5) для заміни валків з можливістю вертикального та горизонтального переміщення.
2. Пристрій за п. 1, який відрізняється тим, що переміщувальний пристрій (9) для приведення в дію регулюючого клина (8) утворений гідравлічним циліндром (10), а затискач (16) для фіксації регулюючого клина (8) чинить дію на поршневий шток гідравлічного циліндра (10).
3. Пристрій за п. 2, який відрізняється тим, що переміщувальний пристрій (9) або гідравлічний циліндр (10) оснащений пристроєм для лінійних вимірювань.
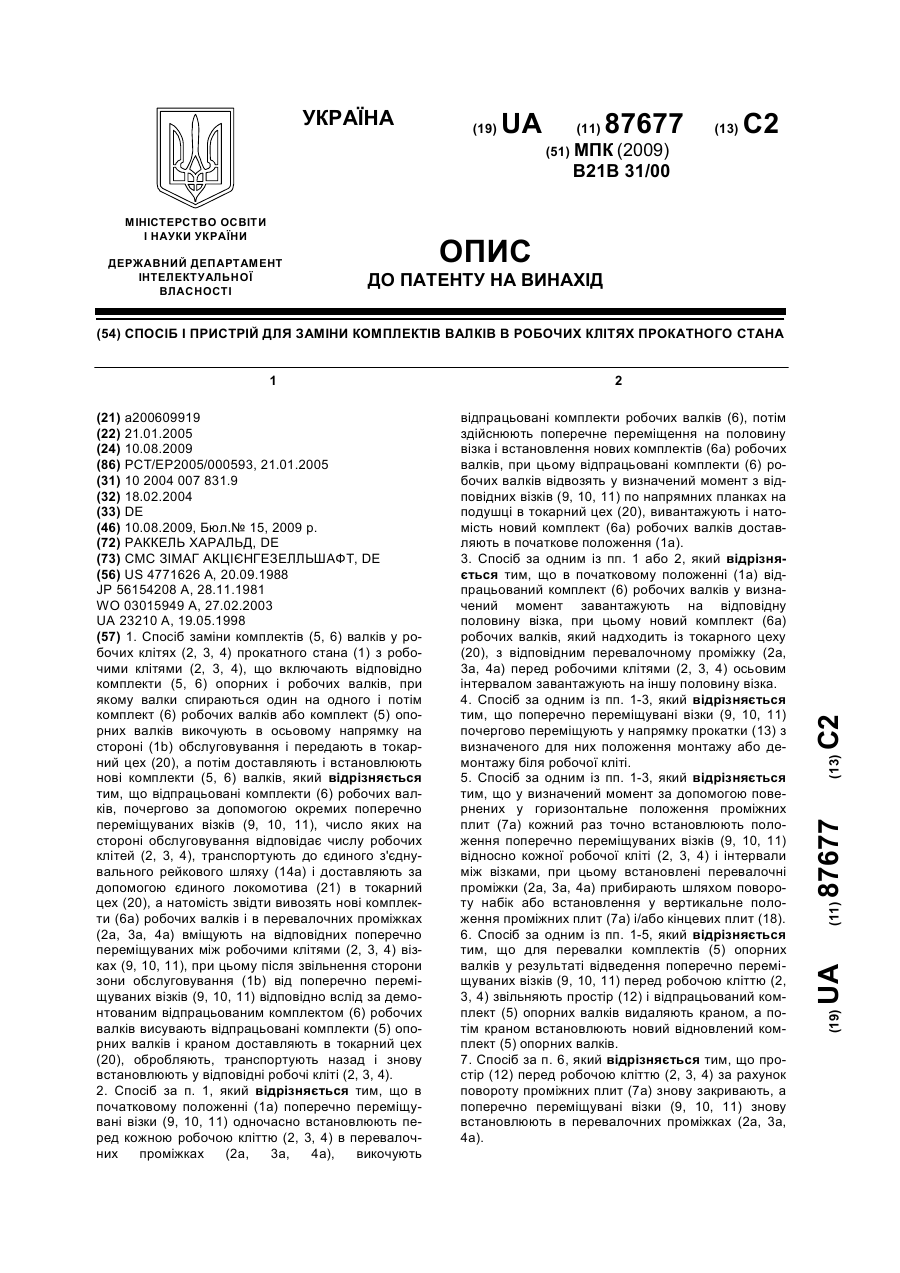
4. Пристрій за одним із пп. 1-3, який відрізняється тим, що регулюючий клин (8) має дві розміщені під кутом до горизонтальної площини клинові поверхні (12а, 12b), розміщені на горизонтальній відстані від обох валкових подушок (4) із можливістю взаємодії зі спряженими клиновими поверхнями (13а, 13b) на нижніх натискних плитах (14).
5. Пристрій за п. 4, який відрізняється тим, що клинові поверхні (12а, 12b) на регулюючому клині (8) орієнтовані під кутом до горизонтальної площини, який лежить в діапазоні самогальмування клинового з'єднання.
6. Пристрій за одним із пп. 1-5, який відрізняється тим, що регулюючий клин (8) встановлено у горизонтальних напрямних планках (18), а ці напрямні планки (18) прикріплені до нерухомих нижніх натискних плит (14).
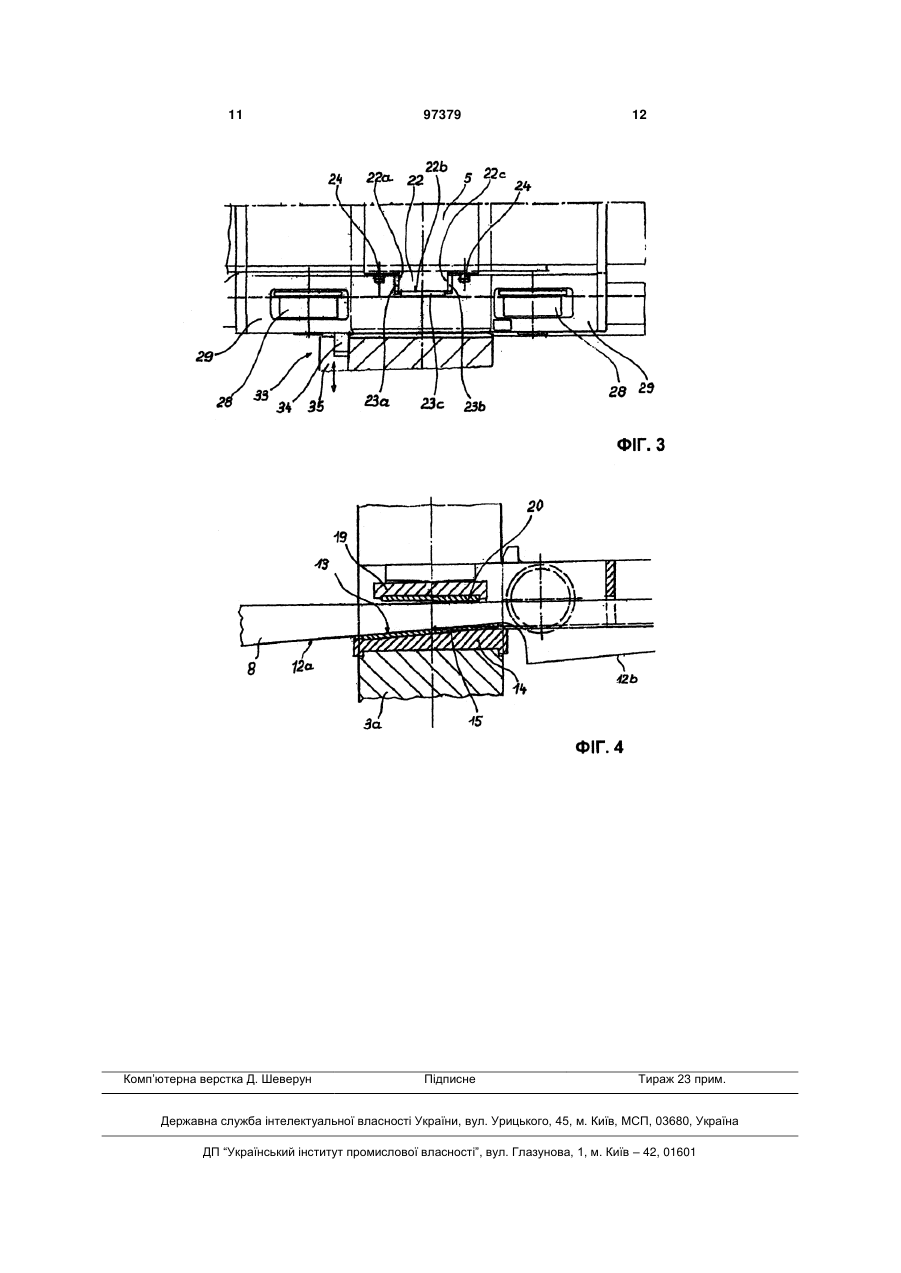
7. Пристрій за одним із пп. 1-6, який відрізняється тим, що верхня натискна плита (19) вставлена у виїмку (21) пристрою (5) для заміни валків і на протилежних сторонах має напрямні виступи (22) або напрямні пази, виконані з можливістю переміщення трьома вертикальними напрямними поверхнями (22а, 22b, 22с) по трьох прилеглих вертикальних напрямних планках (23а, 23b, 23с) у пристрої (5) для заміни валків.
8. Пристрій за одним із пп. 1-7, який відрізняється тим, що пристрій (5) для заміни валків має багато утримуючих гачків (24), які виступають у виїмку (21) пристрою (5) для заміни валків, підчіплюючи знизу верхню натискну плиту (19), і при відведеному в позицію заміни валків регулюючому клині (8) створюють опору для верхньої натискної плити (19).
9. Пристрій за одним із пп. 1-7, який відрізняється тим, що верхня натискна плита (19) має багато утримуючих гачків (24), які виступають над виїмкою (21) пристрою (5) для заміни валків і при відведеному в позицію заміни валків регулюючому клині (8) прилягають до пристрою (5) для заміни валків.
10. Пристрій за одним із пп. 1-9, який відрізняється тим, що при відведеному в позицію заміни валків регулюючому клині (8) валкові подушки (4) прилягають до пристрою (5) для заміни валків, а між верхньою натискною плитою (19) і регулюючим клином (8) та між верхньою натискною плитою (19) і валковою подушкою (4) утворюється зазор (26).
11. Пристрій за одним із пп. 1-10, який відрізняється тим, що пристрій для заміни валків для фіксування його монтажного положення в стояку оснащений блокуючим пристроєм.
12. Пристрій за одним із пп. 1-11, який відрізняється тим, що пристрій (5) для заміни валків оснащений комплектами коліс (28), які вмонтовані всередину рами (29) пристрою (5) для заміни валків.
Текст
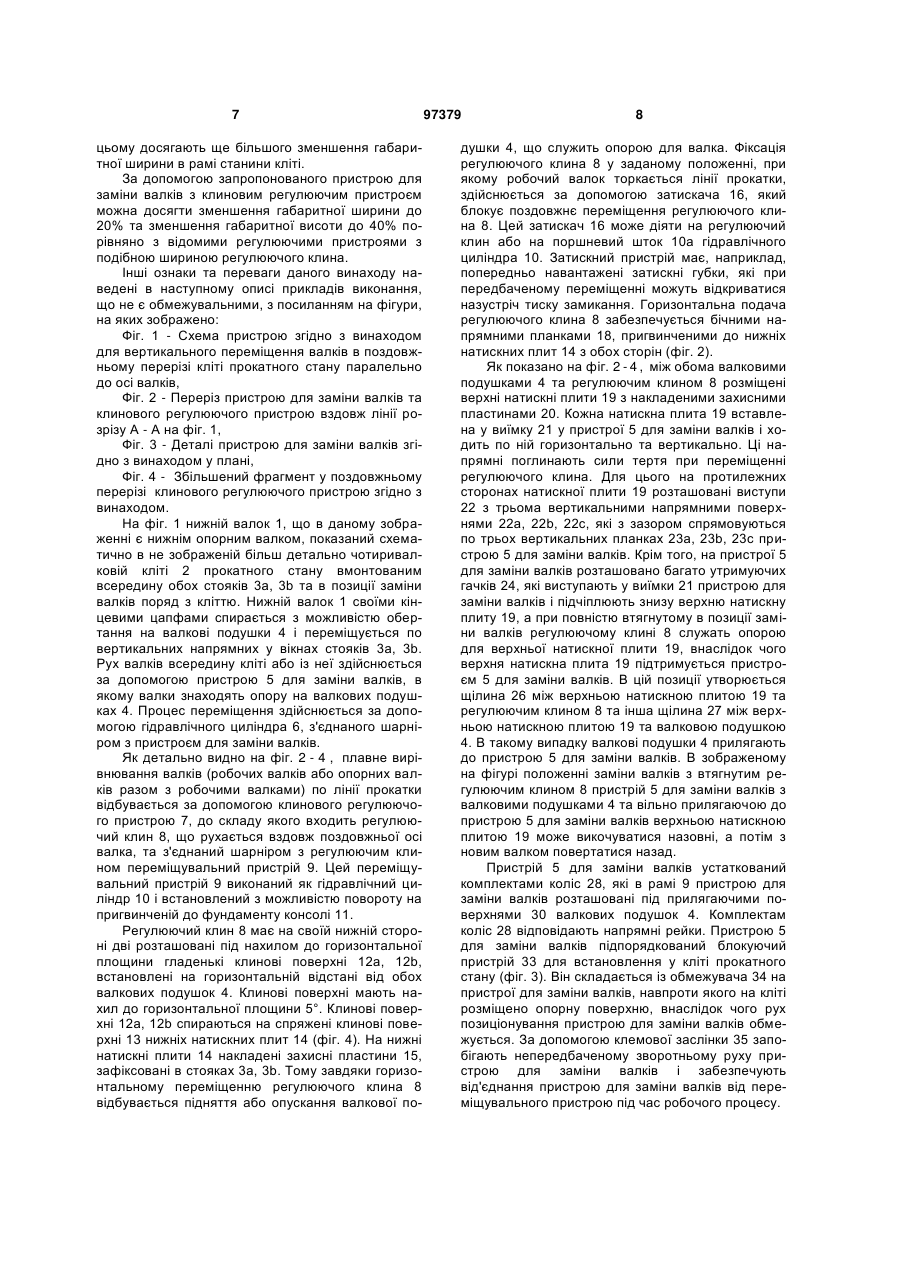
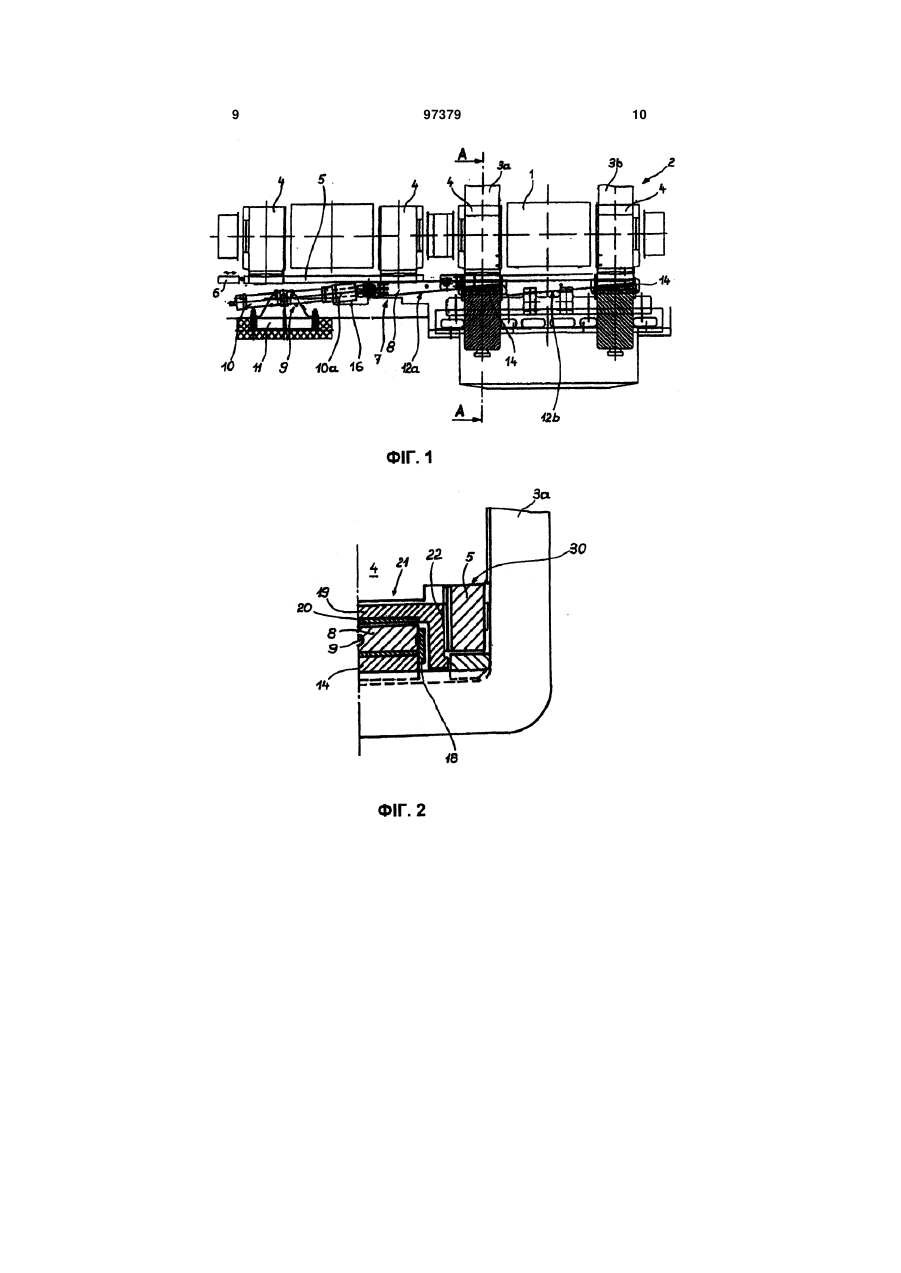
1. Пристрій для вертикального переміщення валків (1) у клітях прокатного стана, що містить клиновий регулюючий пристрій (7) для вирівнювання нижнього робочого валка по лінії прокатки, який складається із переміщуваного вздовж поздовжньої осі валків регулюючого клина (8) з суцільною пласкою клиновою поверхнею (12а, 12b), з'єднаного з регулюючим клином переміщувального пристрою (9) та затискача (16) для фіксації регулюючого клина (8), а також переміщуваний вздовж поздовжньої осі валків пристрій (5) для заміни валків, причому валки своїм кінцем спираються на валкові подушки (4) і встановлені з можливістю переміщення по висоті в паралельно розташованих стояках (3а, 3b) кліті, причому кожна з обох валкових подушок (4) через верхню натискну плиту (19), регулюючий клин (8) та нижню натискну плиту (14) спирається на стояк кліті, який відрізняється тим, що клиновий регулюючий пристрій (7) конструктивно відокремлений від пристрою (5) для заміни валків, а верхня натискна плита (19) встановлена у пристрої (5) для заміни валків з можливістю вертикального та горизонтального переміщення. 2. Пристрій за п. 1, який відрізняється тим, що переміщувальний пристрій (9) для приведення в дію регулюючого клина (8) утворений гідравлічним циліндром (10), а затискач (16) для фіксації регулюючого клина (8) чинить дію на поршневий шток гідравлічного циліндра (10). 3. Пристрій за п. 2, який відрізняється тим, що переміщувальний пристрій (9) або гідравлічний 2 (19) 1 3 97379 4 клином (8) та між верхньою натискною плитою (19) і валковою подушкою (4) утворюється зазор (26). 11. Пристрій за одним із пп. 1-10, який відрізняється тим, що пристрій для заміни валків для фіксування його монтажного положення в стояку оснащений блокуючим пристроєм. 12. Пристрій за одним із пп. 1-11, який відрізняється тим, що пристрій (5) для заміни валків оснащений комплектами коліс (28), які вмонтовані всередину рами (29) пристрою (5) для заміни валків. Винахід стосується пристрою для вертикального переміщення валків у клітях прокатних станів та для здійснення заміни валків. Це відбувається за допомогою клинового регулюючого пристрою, що служить для вирівнювання нижнього робочого валка по лінії прокатки і має один переміщуваний вдовж поздовжньої лінії валків регулюючий клин з суцільно пласкою поверхнею та один з'єднаний з регулюючим клином переміщувальний пристрій та затискач для фіксації регулюючого клина, а також має переміщуваний по поздовжній лінії валків пристрій для заміни валків, причому валки своїм кінцем спираються на подушки прокатної кліті і вертикально рухаються по паралельно розташованим стоякам кліті, і кожна з обох подушок прокатної кліті спирається на стояки верхньою плитою, що працює на стискання, регулюючим клином та нижньою плитою, що працює на стискання. Відомий спосіб вирівнювання верхнього краю нижнього робочого валка по лінії прокатки за допомогою контрольних плит різної висоти, обраних в залежності від певного зрівноважувального розміру. Ці плити разом з подушками входять у візок для заміни валків або виїжджають з нього. При цьому суттєвим недоліком є те, що для кожного зрівноважувального розміру має бути забезпечена пара таких контрольних плит, і маніпулювання ними є важким, а вирівнювання нижнього робочого валка по лінії прокатки є можливим лише в зоні уступу в товщині контрольної плити. Із EP 0 513 946 А2 вже відомий клиновий регулюючий пристрій для вирівнювання верхнього краю нижнього робочого валка по лінії прокатки, в якому два взаємодіючі клина виконані уступами і утворюють горизонтальні опорні поверхні, що визначають положення нижнього валка відносно лінії прокатки залежно від положення, зайнятого клинами при переміщенні. Однак при такому ступінчастому розташуванні клинів можна забезпечити не плавне встановлення робочих валків по лінії прокатки, а лише неостаточне наближення до неї, що залежить від висоти уступу. Нижні клини сполучені розтягуючими елементами і мають привод від двигуна. Верхні клини встановлені на траверсах, на які спираються подушки валків. Для припасування робочих валків до лінії прокатки кожна з траверс підіймається чотирма гідравлічними циліндрами, а нижні клини відповідно відсуваються горизонтально. Таким чином цей процес переміщення вимагає високозатратного одночасного застосування багатьох виконавчих механізмів. Для заміни валків подушкам кліті підпорядковані колісні пари, які можуть опускатися на бічні напрямні рейки, розміщені поряд з траверсами великої площі, а потім викочуватися в напрямку осі валків. Рух опускання відбувається шляхом клинового регулювання. Особливим недоліком цієї конструкції є велика габаритна ширина пристроїв всередині стояка кліті. Із DE 25 13 666 А1 також відомий стояк прокатного стану, в якій подушкам прокатної кліті, які служать опорою для робочих та опорних валків, підпорядковані ходові колеса. Тому подушки прокатної кліті можуть опускатися на напрямні рейки і викочуватися із станини вздовж осі валків або повертатися назад. Для позиціонування нижнього робочого валка на лінії прокатки передбачено клиновий регулюючий пристрій, до складу якого входять два протилежно діючі клини з підпорядкованими ходовими гвинтами. З обох сторін поряд з регулюючими клинами встановлені підйомні циліндри, за допомогою яких подушки прокатної кліті можуть підійматися для включення клинового регулюючого пристрою, а після опускання розвантажуватися, внаслідок чого подушки спираються на раму станини виключно за допомогою клинового регулюючого пристрою. Ця форма виконання також потребує відносно великої монтажної ширини. Відоме із EP 0 231 445 А1 рішення також застосовує принцип ступінчастих плит для грубого позиціонування робочих валків відносно лінії прокатки шляхом встановлення у рухомій рамі ступінчастих плит різної висоти, які після підіймання валкових подушок за допомогою підйомного циліндра можуть бути розташовані під ним. Плавна точна настройка здійснюється за допомогою клинового пристрою, який має два зчеплені між собою клина, причому нижній клин пересувається за допомогою горизонтально діючого регулюючого циліндра, підіймаючи вертикально прилягаючий до нього другий клин, а відтак і ступінчасті плити. Згідно з іншою формою виконання система ступінчастих плит скорочена до однієї ступінчастої плити з лише одною висотою, внаслідок чого вибіркове грубе регулювання можна виконати лише шляхом ручної заміни ступінчастої плити. Обидва клинові регулюючі пристрої та підйомний циліндр вмонтовані в конструкцію повзуна для заміни валків і пересуваються разом з ним при заміні валків. Суттєвий недолік цієї конструкції полягає в необхідності передбачати два незалежні регулюючі пристрої, що значно збільшує загальну габаритну висоту пристрою для заміни валків. Із JP 07-265919 А відомий клиновий регулюючий пристрій з регулюючим клином, що має дві пласкі клинові поверхні, для встановлення нижнього робочого валка на посадочну лінію. Пристрій для заміни валків не описано і не зображено, так що стосовно конструктивної та функціональної взаємодії цих частин ніякої інформації цей документ не містить. 5 Також і в пристрої для вирівнювання верхнього краю нижнього робочого валка по лінії прокатки, відомого із DE 28 06 525 А1, перехідні деталі різної висоти, задіяні в одній рамі переміщення, після підняття валкових подушок вибірково підсуваються під ці подушки. Таке рішення знову не дозволяє здійснити плавне наближення робочого контуру валків до лінії прокатки. Рама переміщення перехідних деталей встановлена з можливістю руху на висувному повзуні для комплекту валків. У висувний повзун вмонтовано також підйомники для валкових подушок. Тому задача даного винаходу полягає в тому, щоб уникнути недоліків описаного рівня техніки і запропонувати пристрій для заміни валків з плавно працюючим клиновим регулюючим пристроєм, який відрізнявся б особливо лаконічним конструктивним розміром і був придатний для перемонтажу вже існуючих клітей прокатного стану. Інша перевага полягає в тому, що зникає потреба в раніше необхідних для задіювання клинового регулюючого пристрою підйомних циліндрах для підняття валкових подушок, завдяки чому пристрій стає значно простішим. Цю задачу вирішено на основі пристрою вищеописаного типу таким чином, що клиновий регулюючий пристрій конструктивно відокремлюють від пристрою для заміни валків, а верхню натискну плиту у пристрої для заміни валків переміщують вертикально і горизонтально. При цьому клинова поверхня є похилою і позбавленою уступів. Конструктивне відокремлення дозволяє розділити функціонування клинового регулюючого пристрою та пристрою для заміни валків. При цьому регулюючий клин доцільним чином виконаний так, що клинова поверхня регулюючого клина має нахил, який гарантує самогальмування. Переважно клинові поверхні регулюючого клина мають нахил під тим кутом до горизонтальної поверхні, який знаходиться в межах самогальмування клинового з'єднання. Наприклад, клиновий кут становить 4 - 6°. В межах цього діапазону виникають регулюючі сили для підняття або опускання робочих валків та принагідно опорних валків разом з приналежними валковими подушками, які можуть бути поставлені переміщувальним пристроєм. Згідно з доцільною формою виконання переміщувальний пристрій для приведення в дію регулюючого клина утворений гідравлічним циліндром, а затискач для фіксації регулюючого клина затискає поршневий шток гідравлічного циліндра. Для точного визначення позиції регулюючого клина переміщувальний пристрій має засіб для позиціонування або усування, причому переважно застосовують гідравлічний циліндр з інтегрованим засобом для вимірювання лінійного переміщення. Це однозначно гарантує, що здійснене позиціонування нижніх робочих валків відносно лінії прокатки може бути збережене і під час виробничих навантажень. Гідравлічний циліндр для приведення в дію регулюючого клина краще нерухомо встановити на фундаменті установки. Регулюючий клин виконаний як нероз'ємний і тому може бути приведеним в дію переміщуваль 97379 6 ним пристроєм. Регулюючий клин має дві ділянки з клиновими поверхнями, які мають нахил відносно горизонтальної площини, розташовані на горизонтальній відстані від обох валкових подушок і взаємодіють зі спряженими клиновими поверхнями на нижніх натискних плитах. Це гарантує, що не виникне ніяких відхилень у переміщенні, як це могло б бути при наявності двох незалежних один від одного клинів. Регулюючий клин рухається горизонтально по напрямних планках, і це запобігає бічним відхиленням. Ці напрямні планки прикріплені на нерухомих нижніх натискних плитах. Натискні плити прилягають безпосередньо до нижньої траверси станини. Верхню натискну плиту вставлено у виїмку в пристрої для заміни валків. На протилежних сторонах вона має напрямні виступи або напрямні пази, причому кожен напрямний виступ або напрямний паз трьома напрямними поверхнями ходить по трьох протилежних напрямних планках у пристрої для заміни валків. Таким чином в прокатному виробництві нижній робочий валок і принагідно також нижній опорний валок з приналежними подушками за допомогою верхніх натискних плит, регулюючого клина та нижніх натискних плит отримують опору в станині безпосередньо по вертикальній лінії, не спричиняючи навантажень на пристрій для заміни валків. Згідно з можливою формою виконання пристрій для заміни валків має багато утримуючих гачків, які входять у виїмки пристрою для заміни валків і підчіплюють знизу верхню натискну плиту, а коли регулюючий клин втягується в позицію заміни валків, вони створюють опору для верхньої натискної плити. Згідно з альтернативною формою виконання верхня натискна плита має багато утримуючих гачків, які виступають над виїмками пристрою для заміни валків, а коли регулюючий клин втягується в позицію заміни валків, вони прилягають до пристрою для заміни валків. Коли регулюючий клин знаходиться у позиції заміни валків, обидві валкові подушки прилягають до пристрою для заміни валків, а між верхньою натискною плитою і регулюючим клином та між верхньою натискною плитою і валковою подушкою виникає зазор. Таким чином клиновий регулюючий пристрій конструктивно відділений від пристрою для заміни валків і під час процесу заміни валків може залишатися в кліті прокатного стану. Тільки верхня натискна плита, що прилягає до пристрою для заміни валків, під час заміни валків викочується із кліті і знову повертається назад. Доцільно, щоб пристрою для заміни валків з метою визначення його монтажного положення та для поглинання сил тертя, що виникають при пересуванні регулюючого клина між регулюючим клином та верхньою натискною плитою, в стояку був підпорядкований блокуючий пристрій. Пристрою для заміни валків належать комплекти коліс, вмонтовані всередині в раму пристрою для заміни валків. Вони розташовані з обох боків напрямних виступів або напрямних пазів. Завдяки 7 цьому досягають ще більшого зменшення габаритної ширини в рамі станини кліті. За допомогою запропонованого пристрою для заміни валків з клиновим регулюючим пристроєм можна досягти зменшення габаритної ширини до 20% та зменшення габаритної висоти до 40% порівняно з відомими регулюючими пристроями з подібною шириною регулюючого клина. Інші ознаки та переваги даного винаходу наведені в наступному описі прикладів виконання, що не є обмежувальними, з посиланням на фігури, на яких зображено: Фіг. 1 - Схема пристрою згідно з винаходом для вертикального переміщення валків в поздовжньому перерізі кліті прокатного стану паралельно до осі валків, Фіг. 2 - Переріз пристрою для заміни валків та клинового регулюючого пристрою вздовж лінії розрізу А - А на фіг. 1, Фіг. 3 - Деталі пристрою для заміни валків згідно з винаходом у плані, Фіг. 4 - Збільшений фрагмент у поздовжньому перерізі клинового регулюючого пристрою згідно з винаходом. На фіг. 1 нижній валок 1, що в даному зображенні є нижнім опорним валком, показаний схематично в не зображеній більш детально чотиривалковій кліті 2 прокатного стану вмонтованим всередину обох стояків 3а, 3b та в позиції заміни валків поряд з кліттю. Нижній валок 1 своїми кінцевими цапфами спирається з можливістю обертання на валкові подушки 4 і переміщується по вертикальних напрямних у вікнах стояків 3а, 3b. Рух валків всередину кліті або із неї здійснюється за допомогою пристрою 5 для заміни валків, в якому валки знаходять опору на валкових подушках 4. Процес переміщення здійснюється за допомогою гідравлічного циліндра 6, з'єднаного шарніром з пристроєм для заміни валків. Як детально видно на фіг. 2 - 4 , плавне вирівнювання валків (робочих валків або опорних валків разом з робочими валками) по лінії прокатки відбувається за допомогою клинового регулюючого пристрою 7, до складу якого входить регулюючий клин 8, що рухається вздовж поздовжньої осі валка, та з'єднаний шарніром з регулюючим клином переміщувальний пристрій 9. Цей переміщувальний пристрій 9 виконаний як гідравлічний циліндр 10 і встановлений з можливістю повороту на пригвинченій до фундаменту консолі 11. Регулюючий клин 8 має на своїй нижній стороні дві розташовані під нахилом до горизонтальної площини гладенькі клинові поверхні 12а, 12b, встановлені на горизонтальній відстані від обох валкових подушок 4. Клинові поверхні мають нахил до горизонтальної площини 5°. Клинові поверхні 12а, 12b спираються на спряжені клинові поверхні 13 нижніх натискних плит 14 (фіг. 4). На нижні натискні плити 14 накладені захисні пластини 15, зафіксовані в стояках 3а, 3b. Тому завдяки горизонтальному переміщенню регулюючого клина 8 відбувається підняття або опускання валкової по 97379 8 душки 4, що служить опорою для валка. Фіксація регулюючого клина 8 у заданому положенні, при якому робочий валок торкається лінії прокатки, здійснюється за допомогою затискача 16, який блокує поздовжнє переміщення регулюючого клина 8. Цей затискач 16 може діяти на регулюючий клин або на поршневий шток 10а гідравлічного циліндра 10. Затискний пристрій має, наприклад, попередньо навантажені затискні губки, які при передбаченому переміщенні можуть відкриватися назустріч тиску замикання. Горизонтальна подача регулюючого клина 8 забезпечується бічними напрямними планками 18, пригвинченими до нижніх натискних плит 14 з обох сторін (фіг. 2). Як показано на фіг. 2 - 4 , між обома валковими подушками 4 та регулюючим клином 8 розміщені верхні натискні плити 19 з накладеними захисними пластинами 20. Кожна натискна плита 19 вставлена у виїмку 21 у пристрої 5 для заміни валків і ходить по ній горизонтально та вертикально. Ці напрямні поглинають сили тертя при переміщенні регулюючого клина. Для цього на протилежних сторонах натискної плити 19 розташовані виступи 22 з трьома вертикальними напрямними поверхнями 22а, 22b, 22с, які з зазором спрямовуються по трьох вертикальних планках 23а, 23b, 23с пристрою 5 для заміни валків. Крім того, на пристрої 5 для заміни валків розташовано багато утримуючих гачків 24, які виступають у виїмки 21 пристрою для заміни валків і підчіплюють знизу верхню натискну плиту 19, а при повністю втягнутому в позиції заміни валків регулюючому клині 8 служать опорою для верхньої натискної плити 19, внаслідок чого верхня натискна плита 19 підтримується пристроєм 5 для заміни валків. В цій позиції утворюється щілина 26 між верхньою натискною плитою 19 та регулюючим клином 8 та інша щілина 27 між верхньою натискною плитою 19 та валковою подушкою 4. В такому випадку валкові подушки 4 прилягають до пристрою 5 для заміни валків. В зображеному на фігурі положенні заміни валків з втягнутим регулюючим клином 8 пристрій 5 для заміни валків з валковими подушками 4 та вільно прилягаючою до пристрою 5 для заміни валків верхньою натискною плитою 19 може викочуватися назовні, а потім з новим валком повертатися назад. Пристрій 5 для заміни валків устаткований комплектами коліс 28, які в рамі 9 пристрою для заміни валків розташовані під прилягаючими поверхнями 30 валкових подушок 4. Комплектам коліс 28 відповідають напрямні рейки. Пристрою 5 для заміни валків підпорядкований блокуючий пристрій 33 для встановлення у кліті прокатного стану (фіг. 3). Він складається із обмежувача 34 на пристрої для заміни валків, навпроти якого на кліті розміщено опорну поверхню, внаслідок чого рух позиціонування пристрою для заміни валків обмежується. За допомогою клемової заслінки 35 запобігають непередбаченому зворотньому руху пристрою для заміни валків і забезпечують від'єднання пристрою для заміни валків від переміщувального пристрою під час робочого процесу. 9 97379 10 11 Комп’ютерна верстка Д. Шеверун 97379 Підписне 12 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for vertical and horizontal displacement of rolls in stands of rolling mill
Автори англійськоюMittermayr, Gunter
Назва патенту російськоюУстройство для вертикального перемещения валков в клетях прокатного стана
Автори російськоюМиттермайр Гюнтер
МПК / Мітки
МПК: B21B 31/30
Мітки: клітях, переміщення, вертикального, стана, пристрій, валків, прокатного
Код посилання
<a href="https://ua.patents.su/6-97379-pristrijj-dlya-vertikalnogo-peremishhennya-valkiv-u-klityakh-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вертикального переміщення валків у клітях прокатного стана</a>
Спосіб і пристрій для заміни комплектів валків в робочих клітях прокатного стана
Номер патенту: 87677
Опубліковано: 10.08.2009
Автор: Раккель Харальд
МПК: B21B 31/00
Мітки: клітях, робочих, стана, пристрій, комплектів, спосіб, заміни, валків, прокатного
Формула / Реферат:
1. Спосіб заміни комплектів (5, 6) валків у робочих клітях (2, 3, 4) прокатного стана (1) з робочими клітями (2, 3, 4), що включають відповідно комплекти (5, 6) опорних і робочих валків, при якому валки спираються один на одного і потім комплект (6) робочих валків або комплект (5) опорних валків викочують в осьовому напрямку на стороні (1b) обслуговування і передають в токарний цех (20), а потім доставляють і встановлюють нові комплекти (5,...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Климанчук Владислав Владиславович, Скляренко Віталій Олексійович, Тростянецький Олег Брониславович, Бєляєв Олексій Миколайович, Джансиз Віктор Євгенович, Сидоров Сергій Михайлович, Єрмашов Ігор Олександрович, Івашина Володимир Володимирович, Тесля Михайло Дмитрович, Кирильченко Петро Миколайович
МПК: B21B 33/00
Мітки: інформаційний, пристрій, стана, захисту, опорних, прокатного, валків, кліті
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 88046
Опубліковано: 10.09.2009
Автори: Тесля Михайло Дмитрович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Скляренко Віталій Олексійович, Сидоров Сергій Михайлович, Єрмашов Ігор Олександрович, Тростянецький Олег Брониславович, Бєляєв Олексій Миколайович, Кирильченко Петро Миколайович, Джансиз Віктор Євгенович
МПК: B21B 33/00
Мітки: пристрій, прокатного, стана, опорних, валків, захисту, інформаційний, кліті
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить послідовно сполучені гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що частково всередині кільця запобіжного, в його нижній третині, та частково у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій для регулювання віддаленості знімних різців від валків прокатного стана
Номер патенту: 96071
Опубліковано: 26.09.2011
Автори: Лангер Гендрік, Хеманн Крістіан
МПК: B21B 39/16
Мітки: пристрій, різців, віддаленості, валків, знімних, прокатного, регулювання, стана
Формула / Реферат:
1. Пристрій для регулювання віддаленості знімних різців (6) від периферії встановлених у подушках кліті прокатного стана робочих валків (5), у якому знімний різець може переміщатися паралельно лінії валків у напрямку до зазору з валком та у напрямку від нього, який відрізняється тим, що знімний різець (6) розташований у виконаному з можливістю горизонтального переміщення рольганговому столі станини, причому переміщення рольгангового столу...
Пристрій керування прогином валків та кліть прокатного стана
Номер патенту: 89573
Опубліковано: 10.02.2010
Автор: Купер Брайан
МПК: B21B 29/00
Мітки: керування, стана, пристрій, валків, прогином, кліть, прокатного
Формула / Реферат:
1. Пристрій (1) керування прогином валків принаймні з одним поршнем (2) з гідравлічним приводом, розміщеним у блоці керування прогином (3), для прогину валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана так, щоб уможливити керування профілем і площинністю металевих штаб або листів, який відрізняється тим, що пристрій (1) керування прогином валків містить принаймні одну...
Попередній патент: Спосіб (варіанти) поліпшення пропускної здатності в системі, що містить в собі постійні присвоєння
Наступний патент: Система концентрування горючого газу
Випадковий патент: Спосіб лікування системних захворювань сполучної тканини