Пристрій керування прогином валків та кліть прокатного стана


Формула / Реферат
1. Пристрій (1) керування прогином валків принаймні з одним поршнем (2) з гідравлічним приводом, розміщеним у блоці керування прогином (3), для прогину валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана так, щоб уможливити керування профілем і площинністю металевих штаб або листів, який відрізняється тим, що пристрій (1) керування прогином валків містить принаймні одну подовжувальну деталь (7) коробчастої форми з верхньою частиною (8) і чотирма боковими стінками (9), з'єднаними з блоком керування прогином (3), який у встановленому положенні виконаний з можливістю направлятися між подушкою (5) валка й станиною (6) кліті прокатного стана і можливістю переміщатися з подушкою (5) валка, причому подовжувальна деталь (7) уможливлює передачу бокових навантажень з подушки (5) валка на станину (6) кліті прокатного стана, і подовжувальна деталь (7) охоплює своїми боковими стінками (9) принаймні частину блока керування прогином (3) навіть в положенні максимального ходу поршня (2).
2. Пристрій за п. 1, який відрізняється тим, що подовжувальна деталь (7) є переміщуваною у напрямку, паралельному осі поршня (2), уможливлюючи в установленому положенні передачу сил прогину з блока керування прогином (3) на подушку (5) валка.
3. Пристрій за п. 1 або 2, який відрізняється тим, що в установленому положенні бокові стінки (9) подовжувальної деталі (7) розміщені паралельно осям валків й у контакті з подушкою (5) валка та станиною (6) кліті прокатного стана.
4. Пристрій за п. 3, який відрізняється тим, що бокові стінки (9) містять принаймні одну встановлену з можливістю зняття пластину зносу (10), яка може приводитися в контакт принаймні з однією пластиною зносу (11), встановленою з можливістю зняття на подушці (5) валка й станині (6) кліті прокатного стана.
5. Пристрій за п. 3 або 4, який відрізняється тим, що верхня частина (8) містить принаймні одну встановлену з можливістю зняття пластину зносу (13), яка може приводитися в контакт з подушкою (5) валка й блоком керування прогином (3).
6. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що блок керування прогином (3) містить упорну деталь (14), призначену для передачі сили прогину валка, створюваної поршнем (2), на подовжувальну деталь (7).
7. Пристрій за п. 6, який відрізняється тим, що упорна деталь (14) з’єднана принаймні з одним поршнем (2).
8. Пристрій за п. 6 або 7, який відрізняється тим, що упорна деталь (14) містить встановлену з можливістю зняття пластину зносу (15), призначену для контакту з подовжувальною деталлю (7).
9. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що в установленому положенні валок (4) і подовжувальна деталь (7) розміщені рухомими в аксіальному напрямку.
10. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що в установленому положенні валок (4) і подовжувальна деталь (7) і блок керування прогином (3) можуть розміщуватися рухомими в аксіальному напрямку, причому блок керування прогином (3) містить направляючий пристрій, призначений для його спрямовування в аксіальному напрямку.
11. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що блок керування прогином (3) містить два або більше поршнів (2), які в установленому положенні виконані з можливістю прикладання сили прогину і її регулювання залежно від аксіального положення валка (4) так, щоб підтримувати результуючу сумарну силу прогину зосередженою на подушці (5) валка.
12. Пристрій за будь-яким з попередніх пунктів, який відрізняється тим, що в установленому положенні кожний валок (4) містить два пристрої (1) керування прогином, які здатні діяти на подушку (5) кожного валка.
13. Кліть прокатного стана принаймні з одною парою валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана, з пристроєм (1) керування прогином валків, яка відрізняється тим, що пристроєм (1) керування прогином валків є пристрій за будь-яким із пунктів 1-12, а подовжувальна деталь (7) уможливлює передачу бокових навантажень з подушки (5) робочого валка на станину (6) кліті прокатного стана.
14. Кліть за п. 13, яка відрізняється тим, що бокові стінки (9) містять принаймні одну встановлену з можливістю зняття пластину зносу (10), яка знаходиться в контакті принаймні з однією пластиною зносу (11), встановленою з можливістю зняття на подушці (5) валка, й принаймні з однією пластиною зносу (12) на станині кліті прокатного стана.
15. Кліть за будь-яким з пунктів 13 або 14, яка відрізняється тим, що валок (4) й подовжувальна деталь (7) розміщені у станині (6) кліті прокатного стана з можливістю переміщення в аксіальному напрямку.
16. Кліть за будь-яким з пунктів 13-15, яка відрізняється тим, що валок (4) й подовжувальна деталь (7) і блок керування прогином (3) розміщені у станині (6) кліті прокатного стана з можливістю переміщення в аксіальному напрямку.
17. Кліть за будь-яким з пунктів 13-16, яка відрізняється тим, що подушка (5) валка виконана з можливістю ковзати на подовжувальній деталі (7) так, щоб уможливити аксіальне переміщення валка (4).
18. Кліть за будь-яким з пунктів 13-17, яка відрізняється тим, що пара валків (4) містить два пристрої (1) керування прогином, які здатні діяти на подушку (5) кожного валка.
Текст
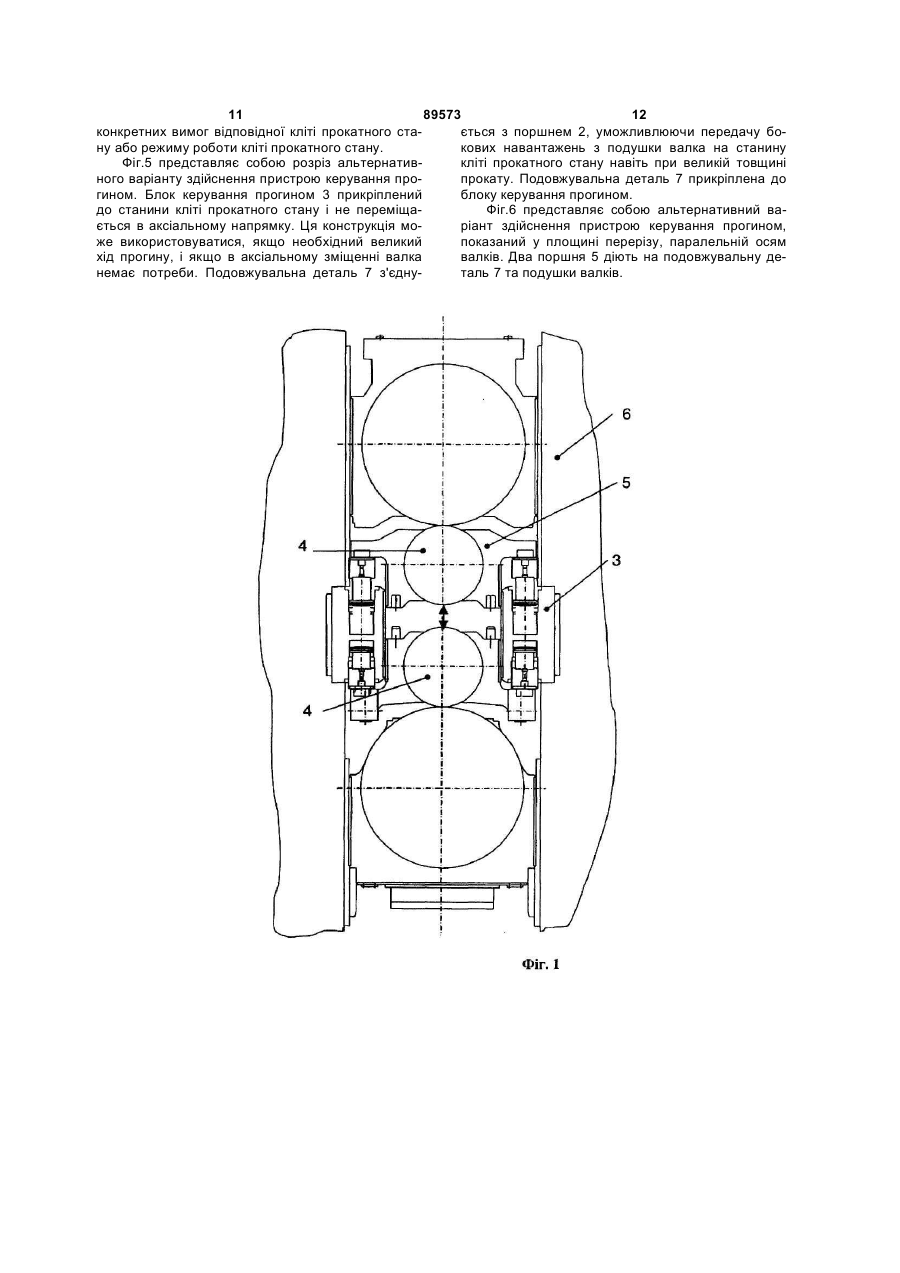
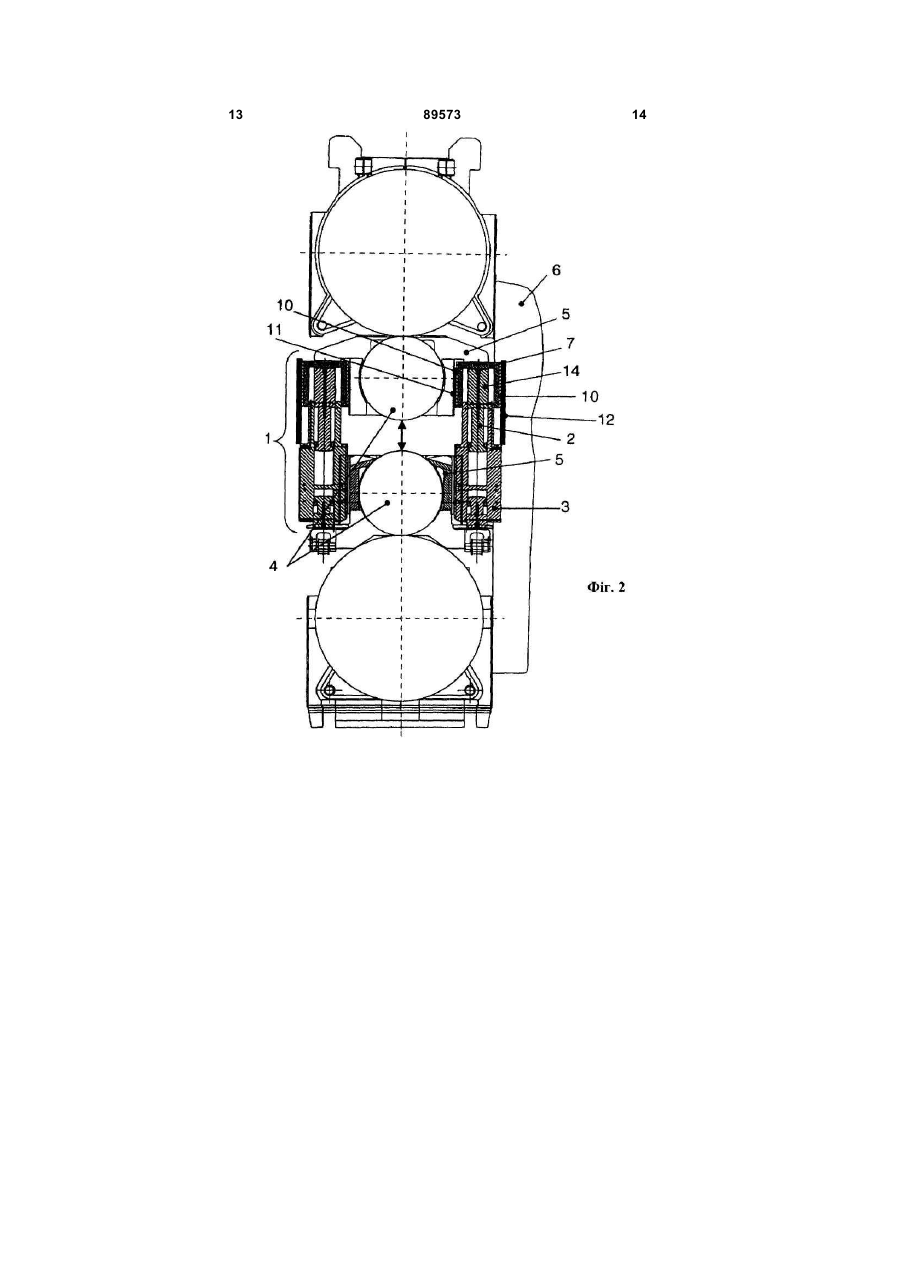
1. Пристрій (1) керування прогином валків принаймні з одним поршнем (2) з гідравлічним приводом, розміщеним у блоці керування прогином (3), для прогину валків (4), які виконані з можливістю обертання у подушках (5) валків і розміщені у станині (6) кліті прокатного стана так, щоб уможливити керування профілем і площинністю металевих штаб або листів, який відрізняється тим, що пристрій (1) керування прогином валків містить принаймні одну подовжувальну деталь (7) коробчастої форми з верхньою частиною (8) і чотирма боковими стінками (9), з'єднаними з блоком керування прогином (3), який у встановленому положенні виконаний з можливістю направлятися між подушкою (5) валка й станиною (6) кліті прокатного стана і можливістю переміщатися з подушкою (5) валка, причому подовжувальна деталь (7) уможливлює передачу бокових навантажень з подушки (5) валка на станину (6) кліті прокатного стана, і подовжувальна деталь (7) охоплює своїми боковими стінками (9) принаймні частину блока керування прогином (3) навіть в положенні максимального ходу поршня (2). 2. Пристрій за п. 1, який відрізняється тим, що подовжувальна деталь (7) є переміщуваною у напрямку, паралельному осі поршня (2), уможливлюючи в установленому положенні передачу сил прогину з блока керування прогином (3) на подушку (5) валка. 2 (19) 1 3 89573 4 підтримувати результуючу сумарну силу прогину подушці (5) валка, й принаймні з однією пластиною зосередженою на подушці (5) валка. зносу (12) на станині кліті прокатного стана. 12. Пристрій за будь-яким з попередніх пунктів, 15. Кліть за будь-яким з пунктів 13 або 14, яка відякий відрізняється тим, що в установленому порізняється тим, що валок (4) й подовжувальна ложенні кожний валок (4) містить два пристрої (1) деталь (7) розміщені у станині (6) кліті прокатного керування прогином, які здатні діяти на подушку стана з можливістю переміщення в аксіальному (5) кожного валка. напрямку. 13. Кліть прокатного стана принаймні з одною па16. Кліть за будь-яким з пунктів 13-15, яка відрізрою валків (4), які виконані з можливістю обертанняється тим, що валок (4) й подовжувальна деня у подушках (5) валків і розміщені у станині (6) таль (7) і блок керування прогином (3) розміщені у кліті прокатного стана, з пристроєм (1) керування станині (6) кліті прокатного стана з можливістю прогином валків, яка відрізняється тим, що припереміщення в аксіальному напрямку. строєм (1) керування прогином валків є пристрій за 17. Кліть за будь-яким з пунктів 13-16, яка відрізбудь-яким із пунктів 1-12, а подовжувальна деталь няється тим, що подушка (5) валка виконана з (7) уможливлює передачу бокових навантажень з можливістю ковзати на подовжувальній деталі (7) подушки (5) робочого валка на станину (6) кліті так, щоб уможливити аксіальне переміщення валпрокатного стана. ка (4). 14. Кліть за п. 13, яка відрізняється тим, що боко18. Кліть за будь-яким з пунктів 13-17, яка відрізві стінки (9) містять принаймні одну встановлену з няється тим, що пара валків (4) містить два приможливістю зняття пластину зносу (10), яка знахострої (1) керування прогином, які здатні діяти на диться в контакті принаймні з однією пластиною подушку (5) кожного валка. зносу (11), встановленою з можливістю зняття на Винахід відноситься до пристрою керування прогином валків для керування профілем і площинністю при прокатці матеріалів. Зокрема, винахід відноситься до відомого принципу керування прогином валків із використанням поршнів з гідравлічним приводом для зміни розподілу навантаження між валками кліті прокатного стану й прокатним матеріалом, наприклад, металевим листом або металевою штабою, щоб керувати профілем і площинністю металевого листа або металевої штаби. Відомим є прикладення сили прогину до робочих валків, які можуть мати додаткову пару опірних валків (чотирьохвалкова кліть прокатного стану) або додаткові пари опірних і проміжних валків (шестивалкова кліть прокатного стану). Крім того, винахід відноситься до кліті прокатного стану принаймні з одною парою валків, які обертаються у подушках валків і розміщені у станині кліті прокатного стану, і принаймні з одним поршнем з гідравлічним приводом, розміщеним у блоці керування прогином, для прогину валків, щоб уможливити керування профілем і площинністю металевих штаб або металевих листів. Зазвичай, у відомих системах гідравлічні циліндри між подушками робочих валків, призначених служити опорою валків у кліті прокатного стану, використовуються для прогину робочих валків, щоб змінювати профіль і площинність прокатного матеріалу. У старіших відомих системах керування прогином валків гідравлічні циліндри для прогину валків вбудовані в подушки або робочих, або опірних валків. Однак у сучасних системах керування прогином валків часто використовуються циліндри прогину валків, вбудовані в блоки, які називаються блоками керування прогином валків і прикріплені до станини кліті прокатного стану. Цей тип системи переважніший, оскільки гідравлічні з'єднання можна встановити постійно, вони зазвичай здатні витримувати більші сили прогину, і їх легше обслуговувати. На додаток до прогину валків багато сучасних прокатних станів обладнані системами зміщення валків, у яких робочі валки можуть зміщатися в аксіальному напрямку. При використанні робочих валків із спеціальними профілями аксіальне зміщення робочих валків може використовуватися для забезпечення додаткових функціональних можливостей щодо керування профілем і площинністю. Для того щоб функціонувати зі зміщенням валків, багато сучасних систем керування прогином валків розроблені для функціонуванням з аксіальним зміщенням робочих валків. Існує два основних типи системи у використанні. Обидва розроблені для забезпечення, щоб сила прогину валків прикладалася до осі підшипника робочого валка, яким би не було положення аксіального зміщення валка. В одному типі увесь блок керування прогином, який містить гідравлічні циліндри, зміщається в аксіальному напрямку разом із робочими валками. В другому типі сила прикладається парою циліндрів керування прогином, а розподіл навантаження між цими двома циліндрами регулюється, щоб підтримувати результуючу сумарну силу зосередженою на підшипнику. Основна проблема відомих систем блока керування вигином валків полягає у тому, що особливо у випадку товстого прокатного матеріалу подушка верхнього робочого валка втрачає здатність витримувати бокові навантаження. Крім того, деякі відомі системи забезпечують опору, коли полка подушки робочого валка контактує із станиною кліті прокатного стану, але через малу площу контакту вона незадовільна. Недоліками цих систем є високі напруження у полці робочого валка й важкість забезпечити належну опору для подушки й уможливити достатній проміжок для аксіального зміщення валків і заміни валків. Через високі бокові навантаження на подушки робочих валків ця проблема представляє собою ва 5 89573 6 жливий аспект для станів для прокатки товстого формі подовжувальної деталі з верхньою частиматеріалу, таких, як товстолистові стани. ною і чотирма боковими стінками, яка забезпечує У відомих технічних рішеннях досягти належдуже жорстку подовжувальну деталь, що уможлиної опори подушки робочого валка при прокатці влює безпечну передачу великих бокових навантовстого матеріалу при використанні існуючих тажень без будь-яких пошкоджень блока керуванконструкцій блока керування прогином дуже важня прогином навіть при прокатці товстого ко. Тому у багатьох сучасних товстолистових стаматеріалу. Крім того, подовжувальну деталь можнах для уможливлення прокатки товстого матеріана легко видалити для проведення технічного облу ще й досі використовується старий тип систем слуговування й заміни зношених пластин. Ще одна керування прогином у подушці. перевага винаходу полягає у захисті гідравлічних Метою цього винаходу є усунення проблеми поршнів блока керування прогином від води й оканеналежної опори подушки робочих валків при лини. Ця дуже важлива перевага уможливлює прокатці товстого матеріалу при використанні ісбезпечну роботу при суворих умовах прокатки і, нуючих конструкцій блока керування прогином й відтак, зменшую об'єм робот з технічного обслугоуможливлення сприйняття бокових навантажень. вування. Відповідно до цього винаходу, до блока керуВідповідно до альтернативного варіанту здійсвання прогином додається рухома подовжувальна нення цього винаходу, бокові стінки містять придеталь, щоб забезпечити належну опору для понаймні одну встановлену з можливістю зняття душки робочого валка навіть при прокатці товстого пластину зносу, яка може приводитися в контакт матеріалу. Подовжувальна деталь забезпечує принаймні з однією пластиною зносу, встановленавіть при великих калібрах надійну опору подушною з можливістю зняття на подушці валка й стаки валка через сприйняття бокових навантажень у нині кліті прокатного стана. З огляду на суворі напрямку, паралельному прокатному матеріалу. умови прокатки, застосування пластин зносу у Подовжувальна деталь передає бокові навантазонах контакту уможливлює легку заміну зношених ження з подушки валка на кліть прокатного стана і деталей. запобігає боковим навантаженням на блоці керуВідповідно до можливого варіанту здійснення вання прогином й поршні блоку керування прогицього винаходу, верхня частина містить встановном. Подовжувальна деталь може переміщатися у лені з можливістю зняття пластини зносу, які мовертикальному напрямку слідом за подушкою валжуть приводитися в контакт з подушкою валка й ка і направляється між подушкою валка й станиблоком керування прогином. З огляду на великі ною кліті прокатного стану. навантаження й динамічні навантаження контактні Відповідно до спеціального варіанту здійсненповерхні необхідно регулярно заміняти. Пластини ня цього винаходу, подовжувальна деталь є перезносу уможливлюють дешеве технічне обслуговуміщуваною у напрямку, паралельному осі поршня вання й використання пластин з високою знособлоку керування прогином, що уможливлює в стійкістю. установленому положенні передачу сил прогину з Відповідно до ще одного переважного варіанту блоку керування прогином валка до подушки валздійснення цього винаходу, блок керування прогика. Таким чином, подовжувальна деталь підтримує ном містить упорну деталь, призначену для перепрогин валка, одночасно захищаючи поршень і дачі сили прогину валка, створюваної поршнем, на блок керування прогином від бокових навантаподовжувальну деталь. Ця упорна деталь забезжень, які б інакше могли спричинити пошкодження печує, що сила прогину передається на подовжублока. Блок керування прогином здатний функціовальну деталь і подушку валка. Упорна деталь нувати при всіх умовах прокатки, навіть при велинаправляється у блоці керування прогином і може ких бокових навантаженнях, яким не можна запобірозроблюватися відповідно до умов застосування. гти при нормальній операції прокатки, і сила При цьому довжину упорної деталі в аксіальному прогину, створювана блоком керування прогином, напрямку валка можна регулювати, наприклад, передається на подушку валка. Подовжувальні залежно від довжини аксіального зміщення валка, деталі можуть кріпитися до блоку керування прощоб уможливити безпечний прогин в усіх пологином і, відтак, залишатися у кліті прокатного стаженнях аксіального зміщення валка. на при заміні валків. Це представляє собою значну В одному варіанті здійснення цього винаходу перевагу й уможливлює швидку заміну валків. упорна деталь з'єднується принаймні з одним поВідповідно до переважного варіанту здійсненршнем. Упорна деталь уможливлює використання ня цього винаходу, подовжувальна деталь містить більш, ніж одного поршня, і, відтак, прикладання верхню частину й бокові стінки, причому у встаносил прогину валка навіть при великих довжинах вленому положенні бокові стінки можна розміщуаксіального зміщення. У сполученні з подовжувавати паралельно осям валків, і вони знаходяться в льною деталлю створюється дуже міцна й надійна контакті з подушкою валка й станиною кліті прокаконструкція. тного стану. Через форму верхньої частини і бокоВідповідно до спеціального варіанту здійсненвих стінок, подовжувальна деталь уможливлює ня цього винаходу, упорна деталь містить встаноконтакт з боковою стінкою подушки валка й станивлену з можливістю зняття пластину зносу, приною кліті прокатного стану. Ця верхня частина зазначену для контакту з подовжувальною деталлю. безпечує безпечний контакт між поршнем керуЗ міркувань технічного обслуговування, змінні вання прогином й подушкою валка й, відповідно, пластини зносу є переважними, оскільки при цьополкою подушки валка навіть при великому прогиму можна використовувати спеціальні зносостійкі ні й великих бокових навантаженнях. Переважна матеріали, й уможливлюється легка заміна. конструкція досягається при кубічній (коробчастій) 7 89573 8 Переважний варіант здійснення цього винахостану. Завдяки симетричній конструкції відносно ду досягається, якщо в установленому положенні осі валка, сили можуть передаватися на кліть провалок і подовжувальну деталь можна розміщувати катного стану в обох напрямках, що уможливлює рухомими в аксіальному напрямку. Для аксіальновикористання системи й для операцій прокатки зі го зміщення валка, подушки валків переміщаються зміною напрямку. разом із валком. Це означає змінене положення Крім того, винахід відноситься до кліті прокатподушки, в якому сила прогину має прикладатися, ного стану принаймні з однією парою валків, які щоб уможливити прогин валків. Подовжувальна обертаються у подушках валків і розміщені у стадеталь може розміщатися таким чином, щоб нині кліті прокатного стану, і принаймні з одним уможливити аксіальне переміщення разом із валпоршнем з гідравлічним приводом, розміщеним у ком і подушками валків. Блок керування прогином блоці керування прогином, для прогину валків, може встановлюватися на станині кліті прокатного щоб уможливити керування профілем і площиннісстану у фіксованому положенні. Відносне полотю при прокатці металевих штаб або листів. Приження контакту блоку керування прогином на пострій керування прогином валків містить принаймні довжувальній деталі може змінюватися залежно одну подовжувальну деталь, яка може направлявід аксіального положення валка. тися між подушкою валка й станиною кліті прокатАльтернативно, подовжувальна деталь може ного стану й може переміщатися разом із подушрозміщуватися прикріпленою до блоку керування кою валка, і при цьому подовжувальна деталь прогином, який встановлений на станині кліті проуможливлює передачу бокових навантажень з покатного стану. У цьому випадку при прикладанні душки робочого валка на станину кліті прокатного сили аксіального зміщення валків подушки можуть стану. Станина кліті прокатного стану уможливлює ковзати у подовжувальній деталі. безпечну прокатку навіть при великих калібрах Відповідно до альтернативного варіанту здійс(розхилах валків) й запобігає пошкодженням блоку нення, в установленому положенні валок і подовкерування прогином, які спричиняються боковими жувальна деталь і блок керування прогином монавантаженнями. жуть розміщуватися рухомими в аксіальному Відповідно до спеціального варіанту здійсненнапрямку, при цьому блок керування прогином ня кліті прокатного стану, подовжувальна деталь містить направляючий пристрій, призначений для містить верхню частину й бокові стінки, причому спрямовування в аксіальному напрямку. Ця концебокові стінки розміщені паралельно осям валків і пція забезпечує те, що сила керування прогином знаходяться в контакті з подушкою валка й станиможе діяти на осі підшипника робочого валка неною кліті прокатного стану. Спрямовуваний конзалежно від положення аксіального зміщення валтакт уможливлює переміщення подовжувальної ка. Направляючий пристрій забезпечує безпечне деталі й безпечну передачу бокових навантажень. аксіальне переміщення блоку керування прогином. Завдяки контакту з подушкою валка й станиною Відповідно до спеціального варіанту здійсненкліті прокатного стану, будь-яке бокове навантаня цього винаходу, в установленому положенні ження може передаватися без створення переванблок керування прогином містить два або більше тажень на блок керування прогином. поршнів, і сила прогину, що прикладається двома Відповідно до альтернативного варіанту здійсабо більше поршнями, може регулюватися залежнення кліті прокатного стану, бокові стінки містять но від аксіального положення валка, щоб підтрипринаймні одну встановлену з можливістю зняття мувати результуючу сумарну силу прогину зосепластину зносу, яка знаходиться в контакті приредженою на подушці валка. Це рішення наймні з однією пластиною зносу, встановленою з уможливлює блок керування прогином, встановможливістю зняття на подушці валка й станині кліті лений на станині кліті прокатного стану, навіть при прокатного стана. Застосування пластин зносу дуже великому аксіальному зміщенні валка. Закріуможливлює швидке технічне обслуговування плена конструкція забезпечує просту й надійну зношених контактних деталей. гідравлічну подачу блока керування прогином. Відповідно до переважного варіанту здійсненЧерез регулювання сили може прикладатися зоня кліті прокатного стану, верхня частина містить середжена сила прогину, і, таким чином, великим принаймні одну встановлену з можливістю зняття навантаженням через не зосереджені навантапластину зносу, яка знаходиться в контакті з поження або навіть підвищеному зносу можна заподушкою валка й блоком керування прогином. Усі бігти. Цей варіант здійснення уможливлює просту контактні поверхні захищені знімною пластиною конструкцію для системи керування прогином назносу, і, таким чином, уможливлюється легке техвіть при великому ході аксіального зміщення й при нічне обслуговування. прокатці товстого матеріалу. Відповідно до переважного варіанту здійсненВідповідно до переважного варіанту здійснення кліті прокатного стану, валок і подовжувальна ня цього винаходу, в установленому положенні деталь розміщені у станині кліті прокатного стану з кожний валок містить два пристрої керування проможливістю переміщення в аксіальному напрямку. гином, які діють на подушку кожного валка. Ці два Це уможливлює безпечну операцію прогину й пепристрої керування прогином діють разом й уможредачу бокових навантажень навіть у різних аксіаливлюють прикладання навантажень прогину на льних положеннях валка. подушку кожного валка з підтримуванням подушки Відповідно до можливого варіанту здійснення валка у симетричному положенні. Тому пристроякліті прокатного стану, кожний валок містить два ми керування прогином ніякі бокові навантаження пристрої керування прогином, що діють на подушне вносяться, і гарантується оптимізоване переку кожного валка. При використанні двох пристроїв міщення подушок валків у станині кліті прокатного керування прогином досягається безпечна пере 9 89573 10 дача бокових навантажень, що, таким чином, прокатки виникають бокові навантаження на валуможливлює безпечну прокатку у різних напрямках ки, які спричиняють сили у подушках 5 валків. Попрокатки. довжувальна деталь 7 уможливлює безпечну пеВідповідно до спеціального варіанту здійсненредачу бокових навантажень з подушок 5 валків ня кліті прокатного стану, подушка валка може на станину 6 прокатного стану без створення цих ковзати на подовжувальній деталі, щоб уможливинавантажень на блоці керування прогином 7 або ти аксіальне переміщення валка. У цьому спеціапоршні 2. Подовжувальна деталь 7 має міцну льному варіанті здійснення подовжувальна деталь конструкцію коробчастого типу і тому може легко може розміщатися у блоці керування прогином, витримувати бокові навантаження від подушки який може кріпитися до станини кліті прокатного валка. Подовжувальна деталь 7 може кріпитися до стану. Відносне переміщення між подушкою валка упорної деталі 14. Отже, при зміні валка подовжуй подовжувальною деталлю з блоком керування вальна деталь 7 може залишатися з блоком керупрогином уможливлює аксіальне зміщення валка. вання прогином 3 у кліті прокатного стану. Це доЦе уможливлює дуже просту конструкцію. зволяє швидко заміняти валок. У випадку Далі винахід описується докладніше з посиаксіального зміщення робочих валків 4 подушки 5 ланнями на фігури, на яких представлені можливі валків можуть змінювати своє аксіальне положенваріанти здійснення цього винаходу без обмеження й точку контакту з подовжувальною деталлю 7, ня винаходу представленими варіантами здійсуможливлюючи прогин валків в усіх положеннях нення. аксіального зміщення. Фіг.1: розріз відомої чотирьохвалкової кліті На Фіг.3 блок керування прогином 3 показаний прокатного стану. докладніше. Усі контактні поверхні захищені пласФіг.2: розріз пропонованої чотирьохвалкової тинами зносу 10, 11, 12, 13, щоб уможливити швикліті прокатного стану і пристрою керування прогидку заміну зношених пластин зносу й вибір матеріном. алу відповідно до конкретної ситуації Фіг.3: розріз пропонованого пристрою керунавантаження. Ці контактні зони повинні витримування прогином. вати високі навантаження й суворі умови прокатки, Фіг.4: розріз пропонованого пристрою керутакі, як присутність води й окалина. У блоці керування прогином у площині перерізу, паралельній вання прогином 3 розміщений поршень 2, з'єднаосям валків. ний з упорною деталлю 14. Подовжувальна деФіг.5: розріз альтернативного варіанту здійсталь 7 закриває блок керування прогином 3 і нення пропонованого пристрою керування прогизахищає блок керування прогином 3 від води й ном. окалини. Навіть при найбільшій можливій товщині Фіг.6: розріз альтернативного варіанту здійспрокатки можна забезпечити безпечне спрямовунення пропонованого пристрою керування прогивання подушок 5 валків у напрямку прокатки. ном у площині перерізу, паралельній осям валків. Фіг.4 представляє собою розріз пристрою кеНа Фіг.1 представлена відома кліть прокатного рування прогином у площині, паралельній осям стану. Блок керування прогином закріплений на валків. Цей спеціальний варіант здійснення патенстанині 6 прокатного стану і діє на подушки 5 валтоспроможного пристрою керування прогином місків, щоб забезпечити прогин робочих валків 4. тить два поршня 2. Сила прогину прикладається Особливо при прокатці товстого матеріалу при до упорної деталі 14, подовжувальної деталі 7 і, великих калібрах довжина контакту між подушками насамкінець, для подушок 5 валків. Силу від двох 5 валків у блоці керування прогином 3 мала, і тому поршнів 2 можна регулювати залежно від аксіальспрямовування подушок 5 валків недостатньо, ного положення валків для забезпечення дії сумаособливо коли виникають бокові навантаження, рної результуючої сили на осі підшипника робочощо може спричинити пошкодження. Це може приго валка у подушках 5 валків. Лівий бік показаного звести до серйозних пошкоджень або значно збіпристрою керування прогином валка знаходиться льшеного об'єму робіт з технічного обслуговуванвсередині стана, інший бік - зовні стана. ня. Подушка 5 валка може ковзати на подовжуваНа Фіг.2 представлена кліть прокатного стану з льній деталі 7, змінюючи своє положення X. Таким блоком керування прогином відповідно до винахочином, пристрій керування прогином валка, приду. Блок керування прогином 3 може кріпитися на кріплений до кліті 6 прокатного стану, можна викостанині 6 прокатного стану і містить принаймні ристовувати навіть при великому аксіальному зміодин поршень 2, який створює силу прогину. Сила щенні валків. Прогин можна забезпечити для усіх прогину передається на подушку 5 робочого валка положень аксіального зміщення валків. Завдяки за допомогою упорної деталі 14 і подовжувальної цьому досягається дуже надійна й проста кліть деталі 7. Упорна деталь 14 з'єднується з поршнем прокатного стану, яка уможливлює повне керуван2. Подовжувальна деталь може переміщатися ня профілем і площинністю катаного матеріалу за вверх-вниз разом з упорною деталлю 14 і подушдопомогою аксіального зміщення й прогину. Покою 5 валка для уможливлення прогину при різній довжувальна деталь 7 може призначатися для товщині прокатки. прикріплення до блока керування прогином 3 або Вертикальний бік подушки валка містить пласдля забезпечення аксіального переміщення. Крім тину зносу 11, що знаходиться в контакті із пластого, подовжувальна деталь 7 може використовутиною зносу 10 на бокових стінках подовжувальної ватися з блоком керування прогином 3, який також деталі 7. З іншого боку подовжувальна деталь 7 може бути переміщуваним в аксіальному напрямзнаходиться в контакті пластиною зносу 12, встаку. Отже, цю конструкцію можна адаптувати до новленою на станині 6 прокатного стану. Під час 11 89573 12 конкретних вимог відповідної кліті прокатного стається з поршнем 2, уможливлюючи передачу бону або режиму роботи кліті прокатного стану. кових навантажень з подушки валка на станину Фіг.5 представляє собою розріз альтернативкліті прокатного стану навіть при великій товщині ного варіанту здійснення пристрою керування пропрокату. Подовжувальна деталь 7 прикріплена до гином. Блок керування прогином 3 прикріплений блоку керування прогином. до станини кліті прокатного стану і не переміщаФіг.6 представляє собою альтернативний вається в аксіальному напрямку. Ця конструкція моріант здійснення пристрою керування прогином, же використовуватися, якщо необхідний великий показаний у площині перерізу, паралельній осям хід прогину, і якщо в аксіальному зміщенні валка валків. Два поршня 5 діють на подовжувальну денемає потреби. Подовжувальна деталь 7 з'єднуталь 7 та подушки валків. 13 89573 14 15 89573 16 17 89573 18 19 Комп’ютерна верстка Л. Литвиненко 89573 Підписне 20 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll bending control device and mill
Автори англійськоюCooper Brian
Назва патенту російськоюУстройство управления прогибом валков и клеть прокатного стана
Автори російськоюКупер Брайан
МПК / Мітки
МПК: B21B 29/00
Мітки: прогином, валків, пристрій, стана, кліть, прокатного, керування
Код посилання
<a href="https://ua.patents.su/10-89573-pristrijj-keruvannya-proginom-valkiv-ta-klit-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Пристрій керування прогином валків та кліть прокатного стана</a>
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Скляренко Віталій Олексійович, Єрмашов Ігор Олександрович, Сидоров Сергій Михайлович, Климанчук Владислав Владиславович, Бєляєв Олексій Миколайович, Тростянецький Олег Брониславович, Тесля Михайло Дмитрович, Кирильченко Петро Миколайович, Івашина Володимир Володимирович, Джансиз Віктор Євгенович
МПК: B21B 33/00
Мітки: опорних, стана, захисту, прокатного, валків, інформаційний, пристрій, кліті
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 88046
Опубліковано: 10.09.2009
Автори: Єрмашов Ігор Олександрович, Климанчук Владислав Владиславович, Джансиз Віктор Євгенович, Івашина Володимир Володимирович, Скляренко Віталій Олексійович, Сидоров Сергій Михайлович, Бєляєв Олексій Миколайович, Тесля Михайло Дмитрович, Кирильченко Петро Миколайович, Тростянецький Олег Брониславович
МПК: B21B 33/00
Мітки: валків, прокатного, стана, пристрій, захисту, кліті, інформаційний, опорних
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить послідовно сполучені гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що частково всередині кільця запобіжного, в його нижній третині, та частково у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Федорінов Володимир Анатолійович, Морозов Ігор Олександрович, Сатонін Олександр Володимирович, Кокотько Михайло Євгенович, Сатонін Антон Олександрович
МПК: B21B 13/00
Мітки: прокатного, кліть, робоча, стана
Формула / Реферат:
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має,...
Спосіб і пристрій для заміни комплектів валків в робочих клітях прокатного стана
Номер патенту: 87677
Опубліковано: 10.08.2009
Автор: Раккель Харальд
МПК: B21B 31/00
Мітки: заміни, клітях, спосіб, стана, прокатного, робочих, валків, комплектів, пристрій
Формула / Реферат:
1. Спосіб заміни комплектів (5, 6) валків у робочих клітях (2, 3, 4) прокатного стана (1) з робочими клітями (2, 3, 4), що включають відповідно комплекти (5, 6) опорних і робочих валків, при якому валки спираються один на одного і потім комплект (6) робочих валків або комплект (5) опорних валків викочують в осьовому напрямку на стороні (1b) обслуговування і передають в токарний цех (20), а потім доставляють і встановлюють нові комплекти (5,...
Спосіб стабілізації і керування тепловим профілем валків стана ливарно-прокатного модуля
Номер патенту: 44719
Опубліковано: 15.03.2002
Автори: Белобров Юрій Миколайович, Деркач Дмитро Олександрович, Самохвалов Микола Іванович, Кожевніков Георгій Васильович, Ботштейн Володимир Абрамович, Стеч Володимир Станіславович, Райгородецький Леонід Якович, Полєщук Валентин Михайлович
МПК: B21B 27/06, B21B 37/28
Мітки: модуля, тепловим, валків, спосіб, профілем, стабілізації, керування, ливарно-прокатного, стана
Формула / Реферат:
Способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, включающий управление тепловым профилем бочки валков путем подачи к требуемой зоне по длине бочки горячей или холодной воды, отличающийся тем, что подогрев рабочих валков осуществляют путем подачи горячей воды с температурой 50-90° С в период пауз между прокаткой полос , а интенсивность подогрева увеличивают в пределах зоны подогрева путем...
Попередній патент: Зимова вудка
Наступний патент: Внутрішній контур охолодження електричної машини
Випадковий патент: Спосіб диференційної діагностики хронічного аутоімунного тиреоідиту та раку щитовидної залози