Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю
Номер патенту: 98210
Опубліковано: 25.04.2012
Автори: Ілюшенко Валентин Михайлович, Коледа Володимир Миколайович
Формула / Реферат
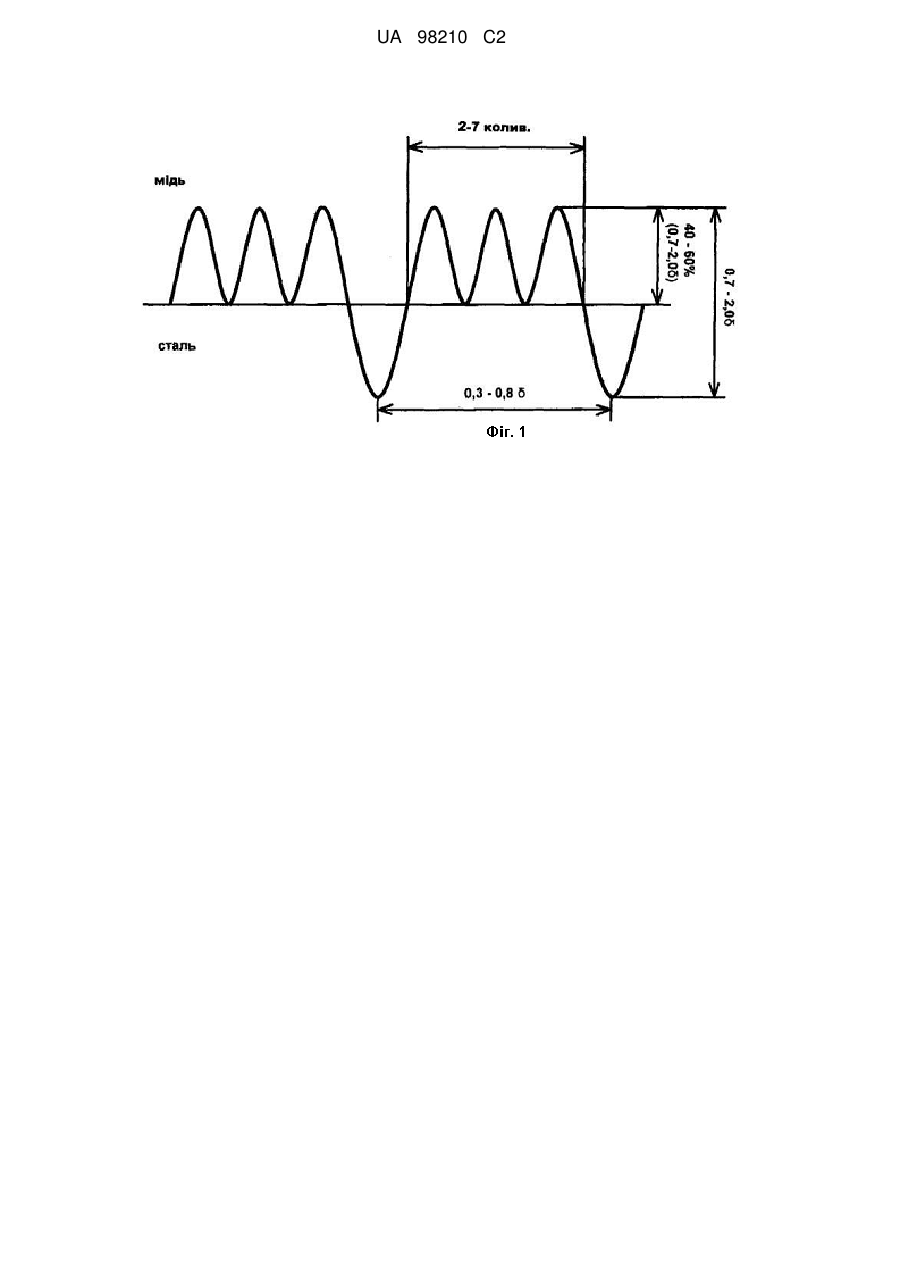
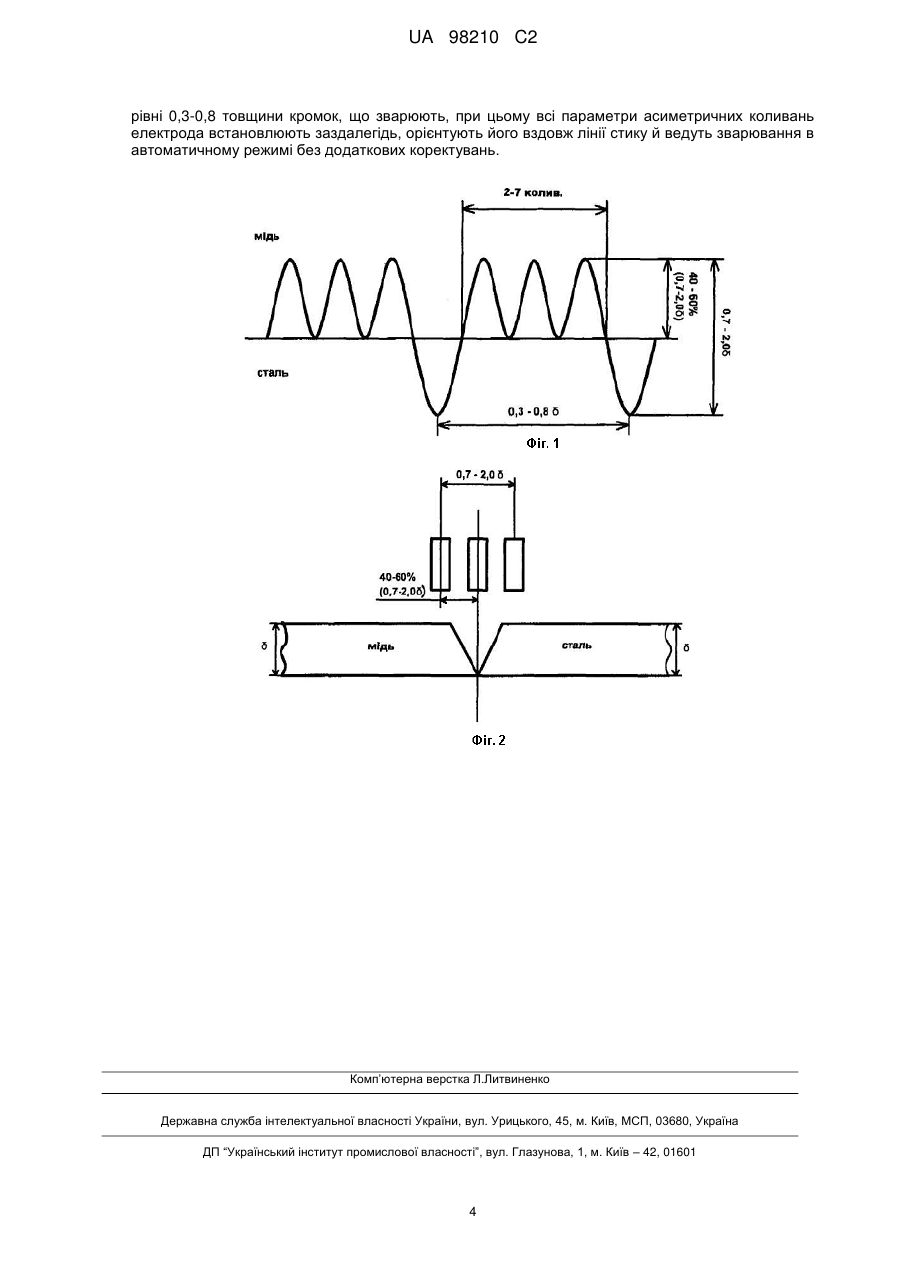
Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю, при якому основну частину дуги концентрують на мідній кромці, який відрізняється тим, що під час зварювання роблять асиметричні коливання електрода по заданій програмі: після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку його один раз відхиляють на сталеву кромку, після чого цикл повторюють, величина поперечних коливань електрода на мідній кромці становить 40-60 % від максимальної величини поперечних коливань електрода, що дорівнює 0,7-2,0 товщини кромок, що зварюють, а частоту коливань і швидкість зварювання підбирають таким чином, щоб відхилення дуги на сталеву кромку відбувалися через проміжки, рівні 0,3-0,8 товщини кромок, що зварюють, при цьому всі параметри асиметричних коливань електрода встановлюють заздалегідь, орієнтують його вздовж лінії стику й ведуть зварювання в автоматичному режимі без додаткових коректувань.
Текст
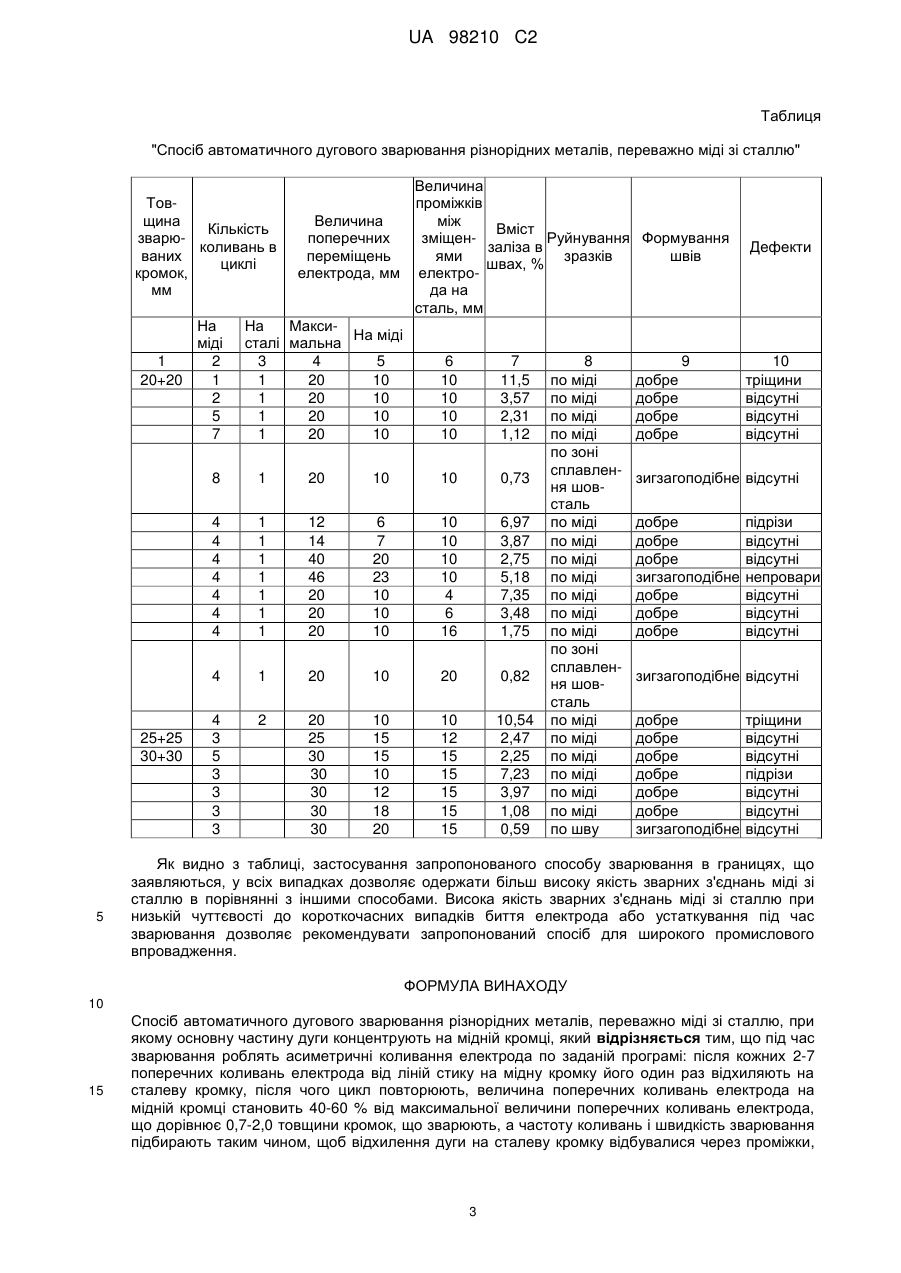
Реферат: Винахід належить до області зварювального виробництва й може бути використаний при зварювання міді зі сталлю стосовно до виготовлення виробів з різнорідних металів. В способі дугового зварювання різнорідних металів, переважно міді зі сталлю, основну частину дуги концентрують на мідній кромці, і під час зварювання роблять асиметричні коливання електрода по заданій програмі: після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку його один раз відхиляють на сталеву кромку, після чого цикл повторюють. Величина поперечних коливань електрода на мідній кромці становить 40-60 % від максимальної величини поперечних коливань електрода, що дорівнює 0,7-2,0 товщини кромок, що зварюють. Частоту коливань і швидкість зварювання підбирають таким чином, щоб відхилення дуги на сталеву кромку відбувалися через проміжки, рівні 0,3-0,8 товщини кромок, що зварюють. Всі параметри асиметричних коливань електрода встановлюють заздалегідь, орієнтують його вздовж лінії стику й ведуть зварювання в автоматичному режимі без додаткових коректувань. Досягається одержання зварних з'єднань із гарними механічними властивостями при кімнатній і підвищеній температурах та підвищеною ударною в'язкістю. UA 98210 C2 (12) UA 98210 C2 UA 98210 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до зварювального виробництва, а саме до дугового зварювання міді зі сталлю й може знайти застосування при виготовленні різних деталей, вузлів й апаратів з різнорідних металів. Для автоматичного зварювання міді зі сталлю необхідно застосовувати потужні джерела нагрівання, що забезпечують необхідне проплавлення мідної кромки, оплавлення сталевої кромки, гарне формування швів, відсутність підрізів і шлакових включень. У той же час підвищений зміст заліза в металі швів знижує їхню пластичність і може привести до виникнення тріщин. Так само вивчення механічних властивостей зварних з'єднань при підвищених температурах показало, що при вмісті заліза в металі швів менш 1 % тривала міцність таких швів менша, ніж в основного металу (міді й сталі), а це приводить до зниження показників тривалої міцності всього зварного з'єднання. Оптимальним вмістом заліза в металі швів є 1-4 %, що забезпечує гарні механічні властивості з'єднань при кімнатній і підвищеній температурах, а також їх високу ударну в'язкість. Зменшення вмісту заліза в металі швів досягається шляхом регулювання нагрівання й плавлення міді й сталі (Рябов В.Р., Рабкін Д.Н., Курочкін Р.С. й ін. Зварювання різнорідних металів і сплавів. - М.: "Машинобудування, 1984.-230 с.). Теплоту дуги концентрують на міді за рахунок зсуву електрода від осі стику, а сталь розігрівають й оплавляють завдяки теплоті, що надходить від ванни розплавленого металу. Однак при цьому потрібна витримка заданого зсуву протягом усього часу зварювання, що різко ускладнює завдання спостереження електрода по стику й не завжди може бути виконане у виробничих умовах, особливо при зварюванні криволінійних і кільцевих швів. З'єднання, виконані таким способом, виходять типу паяних з низькими механічними властивостями. При випробуванні на розрив руйнування таких з'єднань зазвичай відбувається по зоні сплавлення шов-сталь, також можуть спостерігатися випадки несплавлення металу шва зі сталлю, особливо при більших значеннях зсуву електрода на мідь. Підвищення механічних властивостей зварних з'єднань і забезпечення гарантованого сплавлення металу шва зі сталевою кромкою може бути досягнуте при безпосередньому впливі зварювальної дуги на сталеву кромку. При цьому оплавлення сталевої кромки повинне бути незначним, що забезпечує отримання швів міді зі сталлю типу зварних з'єднань із низьким вмістом заліза в металі шва. Руйнування таких зразків при випробуванні на розрив відбувається по основному металу (міді). Вирішити поставлене завдання за рахунок зменшення величини зсуву електрода на мідь не вдається, адже при цьому відбувається перекидання дуги на сталеву кромку, що веде до різкого збільшення вмісту заліза в металі швів, непроварам, підрізам і шлаковим включенням по лінії сплавлення шов-мідь. Відомий спосіб зварювання міді зі сталлю (Авт. свід. СРСР. № 288951. В23K 9/18), при якому зсув дуги на мідь дорівнює 1,0-1,2 її товщини. Недоліком цього способу є одержання швів типу паяних з низькими механічними властивостями, можливість несплавлення металу швів зі сталлю й складність витримки необхідного зсуву на мідь у виробничих умовах. Найбільш близьким до об'єкту, що заявляється, є спосіб зварювання міді зі сталлю (Авт. свід. СРСР. № 450942, В23K 9/16), що забезпечує низький вміст заліза в металі шва й дає можливість розширити межі зсуву електрода на мідь від 0,5 до 1,5 її товщини за рахунок перекриття сталевої кромки мідною під кутом 15-60°. Це дозволяє захистити сталеву кромку від безпосереднього впливу дуги рідким прошарком міді. Недоліками даного способу є: необхідність ретельної підгонки мідної й сталевої кромок, одержання з'єднання міді зі сталлю типу паяних, вміст заліза в металі швів менш 1 %, що знижує їхню тривалу міцність і механічні властивості. Задачею запропонованого способу є підвищення механічних властивостей і тривалої міцності зварних з'єднань міді зі сталлю, зменшення схильності швів до утворення тріщин, непроварів, підрізів, шлакових включень і несплавлень. Поставлена задача досягається тим, що в способі дугового зварювання різнорідних металів, переважно міді зі сталлю, що заявляється, під час зварювання роблять асиметричні коливання електрода по заданій програмі: після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку, його один раз відхиляють на сталеву кромку, після чого цикл повторюється, величина поперечних коливань електрода на мідній кромці становить 40-60 % від максимальної величини поперечних коливань електрода, що дорівнює 0,7-2,0 товщини кромок, що зварюють, а частоту коливань і швидкість зварювання підбирають таким чином, щоб відхилення дуги на сталеву кромку відбувалися через проміжки рівні 0,3-0,8 товщини кромок, що зварюють, при цьому всі параметри асиметричних коливань електрода встановлюють заздалегідь, орієнтують його уздовж лінії стику й ведуть зварювання в автоматичному режимі без додаткових коректувань. 1 UA 98210 C2 5 10 15 20 25 30 35 40 45 50 55 Відмінність пропонованого способу від аналогів полягає в тому, що під час зварювання роблять асиметричні коливання електрода по заданій програмі, після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку його один раз відхиляють на сталеву кромку, після чого цикл повторюється, величина поперечних коливань електрода на мідній кромці становить 40-60 % від максимальної величини поперечних коливань електрода, що дорівнює 0,7-2,0 товщини кромок, що зварюють, а частоту коливань і швидкість зварювання підбирають таким чином, щоб відхилення дуги на сталеву кромку відбувалися через проміжки, рівні 0,3-0,8 товщини кромок, що зварюють, при цьому всі параметри асиметричних коливань електрода встановлюють заздалегідь, орієнтують його уздовж лінії стику й ведуть зварювання в автоматичному режимі без додаткових коректувань. Даний спосіб дозволяє в широких межах регулювати, як розігрів мідної й сталевої кромок, так і ступінь їхнього оплавлення, що й забезпечує необхідну якість зварних з'єднань. Поперечні коливання електрода на мідній кромці приводять до більш інтенсивного витиснення рідкого металу з-під дуги, що поліпшує умови розігріву мідної кромки й забезпечує необхідний провар, відсутність підрізів і шлакових включень. При цьому сталева кромка не піддається безпосередньому впливу дуги і її підігрів відбувається за рахунок тепла рідкої ванни. Після кожних 2-7 коливань електрод відхиляють на сталеву кромку з метою її незначного оплавлення за рахунок безпосереднього впливу дуги, що дозволяє одержувати шви типу зварних з'єднань із низьким вмістом заліза й без несплавлення з боку сталі. Механічні властивості таких з'єднань вищі, ніж у з'єднань типу паяних і їхнє руйнування при випробуванні на розрив відбувається по основному металу (міді). Дослідним шляхом установлено, що, якщо відхилення дуги на сталеву кромку відсутні, тобто її коливання відбуваються тільки на мідній кромці, то шви виходять типу паяних з'єднань, а також можливі випадки несплавлення металу швів зі сталлю. При цьому якість швів сильно залежить від випадкових відхилень електрода від своєї осі або биття устаткування під час зварювання. У випадку, коли кількість коливань дуги на мідній кромці дорівнює кількості коливань дуги на сталевій кромці спостерігається різке збільшення оплавлення сталі, що приводить до збільшення схильності швів до утворення тріщин, виникненню підрізів і шлакових включень з боку мідної кромки. Коливання дуги більше семи разів після кожного її відхилення на сталеву кромку також небажане. Це приводить до нестабільних механічних властивостей з'єднань міді зі сталлю, тому що з'являються ділянки типу паяних з'єднань із більш низькими механічними характеристиками й можуть виникати несплавлення з боку сталі. При випробуванні на розрив частина зразків, виготовлених з таких з'єднань, руйнувалися по границях сплавлення шов-сталь, а частина по шву або по основному металу (міді). Також були встановлені оптимальні межі значень максимальної величини поперечних коливань дуги, величини коливань дуги на мідній кромці й проміжків, через які відхиляють дугу на сталеву кромку. Вихід за ці межі призводить до погіршення формування швів і виникненню дефектів, що знижує їхню якість. Так при значеннях максимальної величини поперечних коливань більше 2,0 товщин, що зварюють, спостерігається зменшення проплавлення міді, що вимагає застосування підвищених режимів зварювання, а менш 0,7 товщини, що зварюють, - різко погіршується коефіцієнт форми швів і збільшується вміст заліза в них. Вибір величини поперечних коливань дуги на мідній кромці менш 40 % від величини максимального коливання дуги приводить до виникнення непроварів з боку міді, а більше 60 % - до несплавлення з боку сталевої кромки. При цьому відхилення дуги на сталеву крайку через проміжки, величина яких менш 0,3 товщ. кромок, що зварюють, приводять до збільшення вмісту заліза у швах, а більше 0,8 товщ, кромок, що зварюють - до нерівномірного оплавлення сталі, погіршення, , властивостей зварних з'єднань і хвилеподібного формування валиків з боку сталевої кромки. На фіг. 1 представлена схема асиметричних коливань електрода відносно лінії стику. На фіг. 2 представлена схема асиметричних коливань електрода відносно зварюваних кромок. Запропонований спосіб був випробуваний при зварюванні міді марки М1 зі сталлю марки Ст3. Досліди проводили із застосуванням дроту марки М1 діам. 5 мм і флюсу АН60. Зварні з'єднання піддавали зовнішньому огляду й рентгеноконтролю, вивчали макро- й мікрошліфи, хімічний склад металу швів, а також проводили випробування механічних властивостей зразків, виготовлених з отриманих з'єднань міді зі сталлю. Випробування у виробничих умовах показали, що при зварюванні по запропонованому способу, випадкові короткочасні відхилення електрода від своєї осі або биття устаткування не мають помітного впливу на якість з'єднань міді зі сталлю. Умови зварювання й результати досліджень наведені в таблиці. 60 2 UA 98210 C2 Таблиця "Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю" Величина проміжків Величина між Вміст поперечних зміщенРуйнування Формування заліза в переміщень ями зразків швів швах, % електрода, мм електрода на сталь, мм На МаксиНа міді сталі мальна 3 4 5 6 7 8 9 1 20 10 10 11,5 по міді добре 1 20 10 10 3,57 по міді добре 1 20 10 10 2,31 по міді добре 1 20 10 10 1,12 по міді добре по зоні сплавлен1 20 10 10 0,73 зигзагоподібне ня шовсталь 1 12 6 10 6,97 по міді добре 1 14 7 10 3,87 по міді добре 1 40 20 10 2,75 по міді добре 1 46 23 10 5,18 по міді зигзагоподібне 1 20 10 4 7,35 по міді добре 1 20 10 6 3,48 по міді добре 1 20 10 16 1,75 по міді добре по зоні сплавлен1 20 10 20 0,82 зигзагоподібне ня шовсталь 2 20 10 10 10,54 по міді добре 25 15 12 2,47 по міді добре 30 15 15 2,25 по міді добре 30 10 15 7,23 по міді добре 30 12 15 3,97 по міді добре 30 18 15 1,08 по міді добре 30 20 15 0,59 по шву зигзагоподібне Товщина Кількість зварюколивань в ваних циклі кромок, мм На міді 1 2 20+20 1 2 5 7 8 4 4 4 4 4 4 4 4 25+25 30+30 5 4 3 5 3 3 3 3 Дефекти 10 тріщини відсутні відсутні відсутні відсутні підрізи відсутні відсутні непровари відсутні відсутні відсутні відсутні тріщини відсутні відсутні підрізи відсутні відсутні відсутні Як видно з таблиці, застосування запропонованого способу зварювання в границях, що заявляються, у всіх випадках дозволяє одержати більш високу якість зварних з'єднань міді зі сталлю в порівнянні з іншими способами. Висока якість зварних з'єднань міді зі сталлю при низькій чуттєвості до короткочасних випадків биття електрода або устаткування під час зварювання дозволяє рекомендувати запропонований спосіб для широкого промислового впровадження. ФОРМУЛА ВИНАХОДУ 10 15 Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю, при якому основну частину дуги концентрують на мідній кромці, який відрізняється тим, що під час зварювання роблять асиметричні коливання електрода по заданій програмі: після кожних 2-7 поперечних коливань електрода від ліній стику на мідну кромку його один раз відхиляють на сталеву кромку, після чого цикл повторюють, величина поперечних коливань електрода на мідній кромці становить 40-60 % від максимальної величини поперечних коливань електрода, що дорівнює 0,7-2,0 товщини кромок, що зварюють, а частоту коливань і швидкість зварювання підбирають таким чином, щоб відхилення дуги на сталеву кромку відбувалися через проміжки, 3 UA 98210 C2 рівні 0,3-0,8 товщини кромок, що зварюють, при цьому всі параметри асиметричних коливань електрода встановлюють заздалегідь, орієнтують його вздовж лінії стику й ведуть зварювання в автоматичному режимі без додаткових коректувань. Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding dissimilar metals, mainly copper and steel
Автори англійськоюKoleda Volodymyr Mykolaiovych, Iliushenko Valentyn Mykhailovych
Назва патенту російськоюСпособ дуговой сварки разнородных металлов, преимущественно меди со сталью
Автори російськоюКоледа Владимир Николаевич, Илюшенко Валентин Михайлович
МПК / Мітки
МПК: B23K 9/16
Мітки: міді, переважно, сталлю, різнорідних, дугового, автоматичного, спосіб, зварювання, металів
Код посилання
<a href="https://ua.patents.su/6-98210-sposib-avtomatichnogo-dugovogo-zvaryuvannya-riznoridnikh-metaliv-perevazhno-midi-zi-stallyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного дугового зварювання різнорідних металів, переважно міді зі сталлю</a>
Спосіб автоматичного дугового зварювання міді зі сталлю
Номер патенту: 25873
Опубліковано: 26.02.1999
Автори: Шехтер Семен Якович, Аношин Валерій Опанасович, Бойко Олександр Павлович, Ульяницький Василь Никифорович
МПК: B23K 9/16, B23K 31/00
Мітки: дугового, міді, зварювання, сталлю, автоматичного, спосіб
Формула / Реферат:
Способ автоматической дуговой сварки меди со сталью, при котором сварку элементов конструкции ведут плавящимся электродом в поворотном положении кольцевым швом, при этом плавящийся электрод смещают от стыка в сторону медного элемента и с "зенита" вдоль кольцевого шва, отличающийся тем, что электрод смещают с "зенита" на расстояние, равное (0,55 - 1,3) длины сварочной ванны в сторону, противоположную направлению вращения, а...
Спосіб зварювання різнорідних металів
Номер патенту: 35838
Опубліковано: 10.10.2008
Автори: Гальцов Ігор Олександрович, Каленська Ганна Василівна, Гедрович Анатолій Іванович
МПК: B23K 9/23, B23K 33/00
Мітки: металів, зварювання, різнорідних, спосіб
Формула / Реферат:
Спосіб зварювання різнорідних металів, при якому на поверхні оброблення для забезпечення рівномірності проплавлення, на стороні металу з більшим коефіцієнтом теплопровідності виконують рифлення, який відрізняється тим, що в процесі зварювання разом зі зварювальним дротом (електродом) у зварювальну ванну подають макрохолодильники (відрізки зварювального дроту того ж складу довжиною 2-3 мм), а зварювальному дроту передають низькочастотні...
Спосіб автоматичного керування дозованої подачі електроенергії під час дугового зварювання металів

Номер патенту: 67206
Опубліковано: 10.02.2012
Автори: Борцов Сергій Володимирович, Вайц Дмитро Володимирович, Співак Віктор Михайлович
МПК: B23K 9/00
Мітки: автоматичного, дозованої, спосіб, зварювання, електроенергії, керування, дугового, подачі, металів
Формула / Реферат:
Спосіб автоматичного керування дозованої подачі електроенергії під час дугового зварювання металів, що передбачає перетворення параметрів електричної енергії, створення електричної дуги, яка розплавлює метал електроду в послідовність крапель, які заповнюють стик зварювальних металів, який відрізняється тим, що за допомогою телевізійної камери отримують, зображення процесу формування крапель розплавленого присадкового металу, обробляють...
Спосіб зварювання деталей з різнорідних металів тиском
Номер патенту: 57982
Опубліковано: 25.03.2011
Автори: Онацька Ніна Олександрівна, Демиденко Лариса Юріївна, Вовченко Олександр Іванович, Половинка Володимир Дмитрович
МПК: B23K 31/02
Мітки: металів, деталей, зварювання, спосіб, різнорідних, тиском
Формула / Реферат:
Спосіб зварювання деталей з різнорідних металів тиском, що включає стискання поверхонь деталей, що зварюються, пропускання серії імпульсів струму уздовж зони зварювання із визначеною кількістю імпульсів, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання в повітряному середовищі, який відрізняється тим, що імпульси струму пропускають уздовж зони зварювання по деталі, яка має більший питомий...
Спосіб зварювання високошвидкісним співударянням плоских деталей із різнорідних металів
Номер патенту: 54720
Опубліковано: 25.11.2010
Автори: Онацька Ніна Олександрівна, Демиденко Лариса Юріївна, Вовченко Олександр Іванович, Половинка Володимир Дмитрович
МПК: B23K 11/26, B23K 9/22
Мітки: зварювання, плоских, деталей, високошвидкісним, різнорідних, спосіб, металів, співударянням
Формула / Реферат:
Спосіб зварювання високошвидкісним співударянням плоских деталей із різнорідних металів шляхом кидання деталі, що приварюється, до нерухомої деталі, розташованої до неї із зазором, за допомогою електровибухової дії, який відрізняється тим, що деталь, яка приварюється, розташовують на торцевій поверхні товстостінної втулки, всередині якої встановлюють електровибуховий патрон, а нерухому деталь розташовують під кутом 6-12° до деталі, що...
Попередній патент: Спосіб диференційної діагностики початкових проявів недостатності кровопостачання головного мозку та дисциркулярної енцефалопатії
Наступний патент: Активатор
Випадковий патент: Спосіб випробування плити на перекритті та пристрій для його здійснення