Спосіб автоматичного дугового зварювання міді зі сталлю
Номер патенту: 25873
Опубліковано: 26.02.1999
Автори: Аношин Валерій Опанасович, Шехтер Семен Якович, Ульяницький Василь Никифорович, Бойко Олександр Павлович
Формула / Реферат
Способ автоматической дуговой сварки меди со сталью, при котором сварку элементов конструкции ведут плавящимся электродом в поворотном положении кольцевым швом, при этом плавящийся электрод смещают от стыка в сторону медного элемента и с "зенита" вдоль кольцевого шва, отличающийся тем, что электрод смещают с "зенита" на расстояние, равное (0,55 - 1,3) длины сварочной ванны в сторону, противоположную направлению вращения, а от стыка - в сторону медного элемента на расстояние, равное (0,8 - 1,2) толщины медного элемента, причем в качестве плавящегося электрода берут стальную электродную проволоку.
Текст
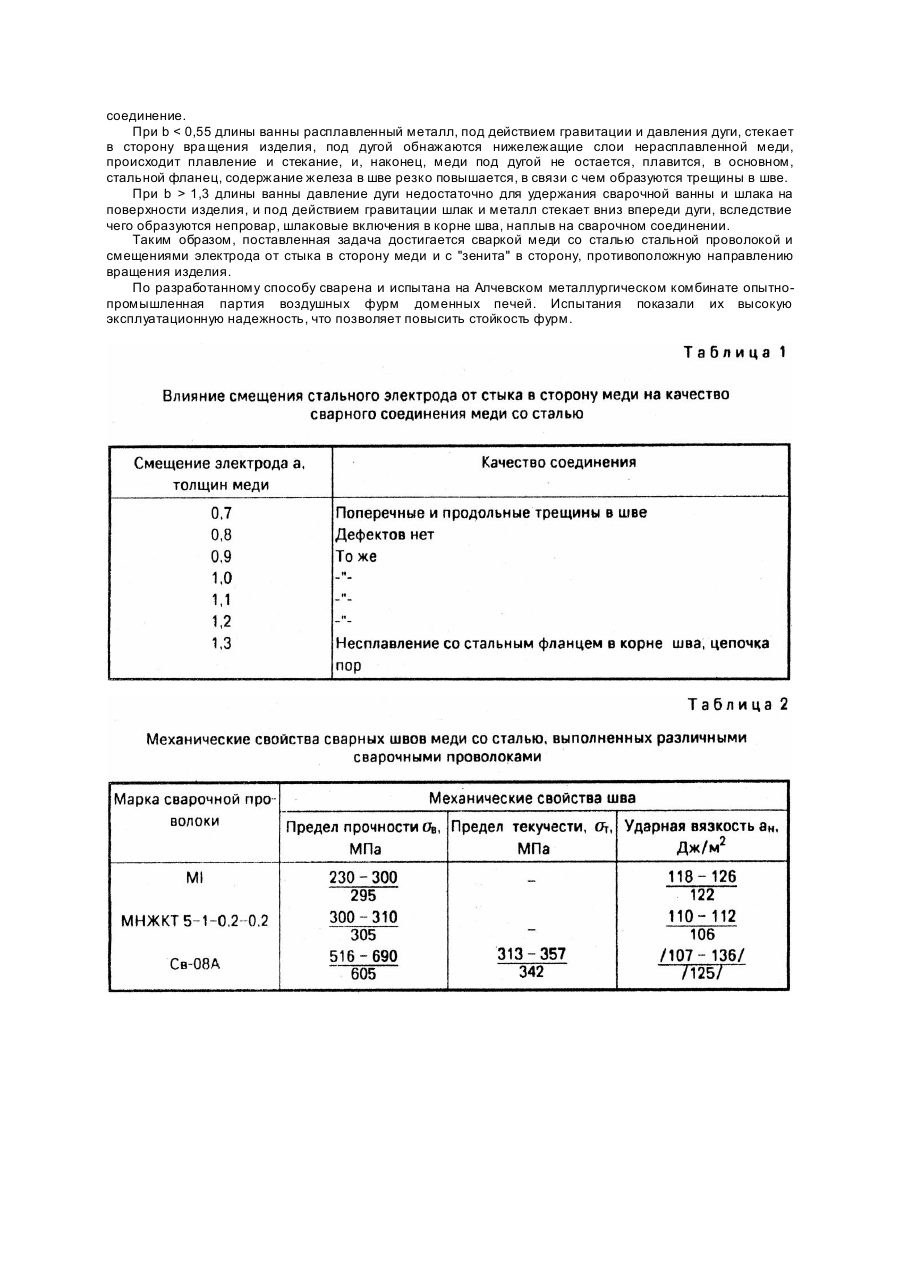
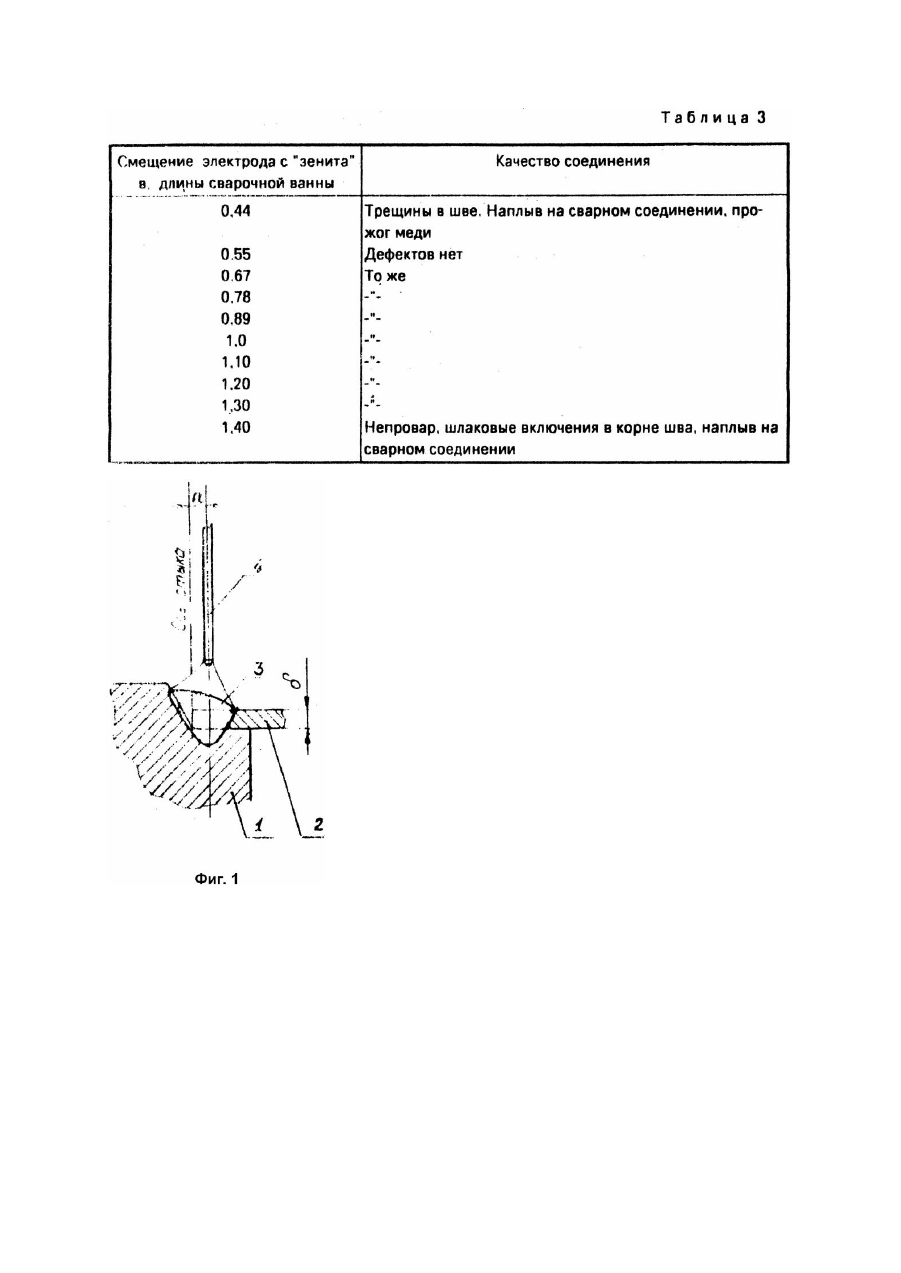
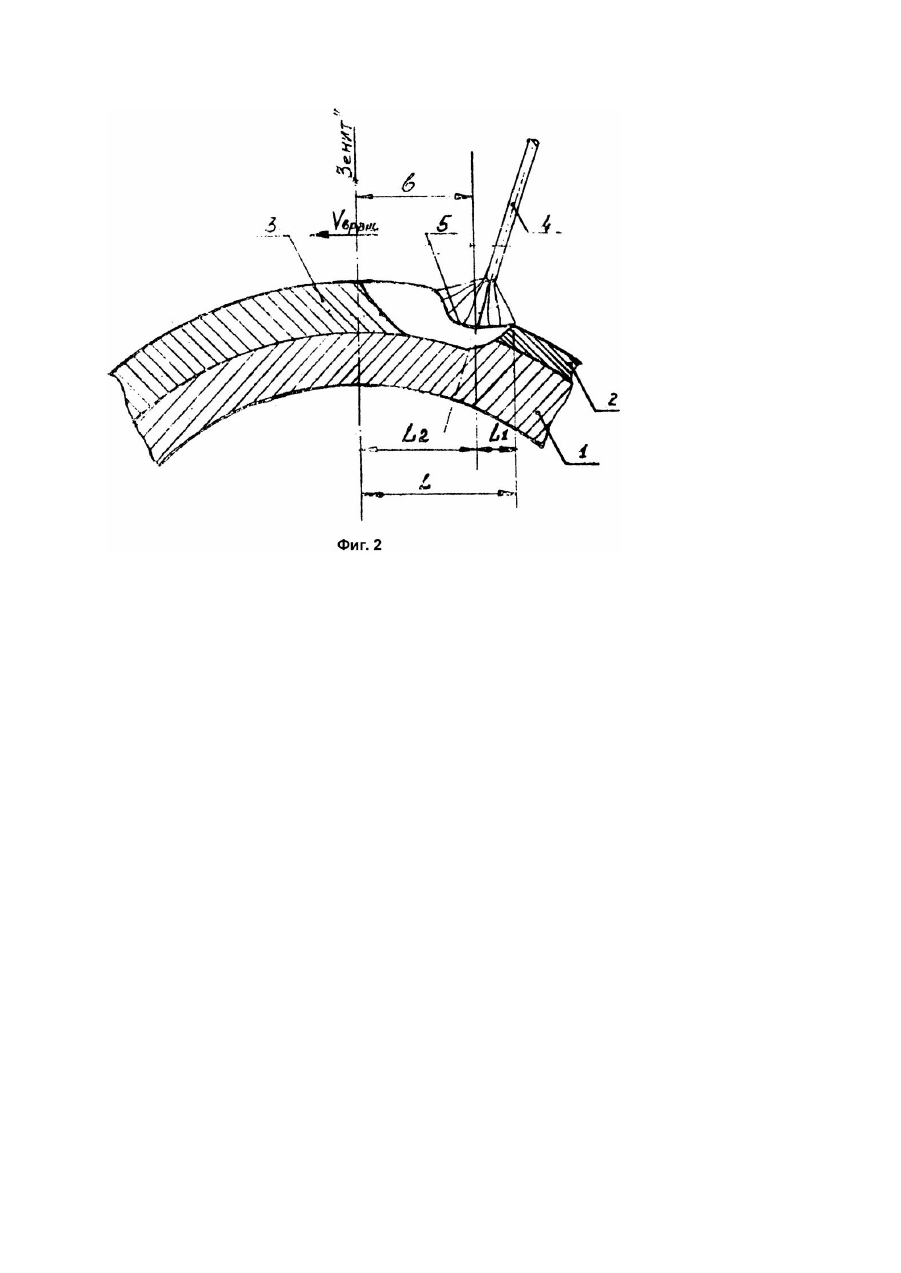
Изобретение относится к области сварки, в частности к сварке меди со сталью, например, при изготовлении воздушных фурм доменных печей. Известен способ дуговой сварки меди со сталью бронзовой проволокой, в котором производят скос свариваемых кромок под углом 15 - 60°, а стык собирают с перекрытием стальной заготовкой медной со стороны воздействия дуги, после чего осуществляют сварку, смещая электрод на величину, равную 0,5 1,5 толщины медной заготовки. Недостатком известного способа является использование дорогостоящей и остродефицитной бронзовой проволоки в качестве электрода, а также невозможность образования скоса свариваемых кромок на некоторых видах изделий (например, на кромках медных корпусов воздушных фурм). При сварке деталей без скоса кромок нет возможности воспользоваться рекомендованным смещением электрода в сторону меди. Наиболее близким по технической сущности и достигаемым результатам является способ автоматической дуговой сварки меди со сталью под флюсом с помощью проволоки из меди или бронзы при сварке тел вращения, при котором электрод смещают от стыка в сторону меди и с "зенита" вдоль кольцевого шва. Недостатком известного способа является невозможность получения качественного шва стальной проволокой при рекомендуемых смещениях электрода на медь, увязанных с величиной диаметра электрода, а также рекомендуемыми смещениями электрода с "зенита", увязанных с длиной окружности кольцевых швов на тела х вращения, а также использование дорогостоящих и дефицитных проволок из меди и бронзы. В основу изобретения поставлена задача создания такого способа автоматической дуговой сварки меди со сталью в котором применение для сварки стальной электродной проволоки и оптимального смещения электрода позволяет обеспечить сварку разнородных металлов, таких как медь со сталью без применения дорогостоящих и дефицитных медных и бронзовых проволок, а также повысить качество свариваемых швов. Поставленная задача достигается тем, что в способе автоматической дуговой сварки меди со сталью, при котором электрод смещают от стыка в сторону меди и с "зенита" вдоль кольцевого шва, согласно изобретению сварку производят стальной электродной проволокой, при этом электрод смещают с "зенита" на 0,55 - 1,3 длины сварочной ванны в сторону, противоположную направлению вращения изделия, а от стыка заготовок в сторону меди на 0,8 - 1,2 толщины медного элемента конструкции, что позволяет производить сварку разнородных металлов без применения дорогостоящих и дефицитных медных и бронзовых проволок с высоким качеством свариваемых швов. На фиг.1 представлена схема расположения стального электрода относительно оси стыка при сварке меди со сталью; на фиг.2 - схема расположения стального электрода относительно "зенита" при сварке тел вращения из меди и стали. На схеме расположения стального электрода относительно оси стыка при сварке меди со сталью представлены - фланец стальной - 1, корпус медный - 2, шов сварной - 3, электрод стальной - 4, a смещение электрода относительно оси стыка; d - толщина меди, На схеме расположения стального электрода относительно "зенита" при сварке тел вращения из меди и стали представлены: фланец стальной - 1, корпус медный - 2, сварной шов - 3 , электрод стальной - 4, сварочная ванна - 5, b - смещение электрода с "зенита" в сторону, противоположную вращению изделия; L - длина сварочной ванны; L1 - длина передней части ванны; L2 - длина задней части ванны; Vвращ. направление вращения изделия. Флюс, расплавленный шлак и шлаковая корка не показаны. Способ осуществляется следующим образом. Перед сваркой производят сборку одностороннего замкового соединения медного корпуса воздушной фурмы толщиной меди 5 - 6мм со стальным фланцем, стальную сварочную проволоку марки Св-08А диаметром 3мм смещают от оси стыка в сторону меди на 0,8 - 1,2 ее толщины (фиг.1) и с "зенита" в сторону, противоположную направлению вращения изделия, на 0,55 - 1,3 длины сварочной ванны (фиг.2). Затем производят автоматическую сварку под флюсом АН-348А при следующи х параметрах технологического процесса: I = 450А, Ug = 32В, Vсв. = 15м/ч. Многократные эксперименты позволили определить, что оптимальным является смещение стального электрода от стыка в сторону меди на 0,8 - 1,2 ее толщины (табл.1). Металлографическими исследованиями установлено, что при a 1,2 толщины меди наблюдается несплавление шва со стальным фланцем в корне шва, объясняемое фиксированной шириной шва, и наличием цепочки пор в меди вблизи границы сплавлення со швом, объясняемое недостаточным содержанием железа в шве, и соответственно, недостаточным связыванием им водорода, излишек которого и приводит к образованию цепочек пор в меди. Ме ханические испытания сварных соединений меди со сталью, выполненных при a = 0,8 - 1,2 толщины меди, позволили установить, что их механические свойства выше, чем у соединений, выполненных по традиционным технологиям (табл.2). Экспериментально установлено, что оптимальным является смещение стального электрода с "зенита" в пределах b = 0,55 - 1,3 длины сварочной ванны (табл.3). При этих условиях жидкий металл задней части сварочной ванны к моменту перехода через "зенит" успевает закристаллизоваться или находится в близком к этому состоянию и не стекает вперед, в сторону вращения изделия, остальная часть ванны удерживается от стекания в обратную сторону давлением дуги, образуется качественное сварочное соединение. При b 1,3 длины ванны давление дуги недостаточно для удержания сварочной ванны и шлака на поверхности изделия, и под действием гравитации шлак и металл стекает вниз впереди дуги, вследствие чего образуются непровар, шлаковые включения в корне шва, наплыв на сварочном соединении. Таким образом, поставленная задача достигается сваркой меди со сталью стальной проволокой и смещениями электрода от стыка в сторону меди и с "зенита" в сторону, противоположную направлению вращения изделия. По разработанному способу сварена и испытана на Алчевском металлургическом комбинате опытнопромышленная партия воздушных фурм доменных печей. Испытания показали их высокую эксплуатационную надежность, что позволяет повысить стойкость фурм.
ДивитисяДодаткова інформація
Автори англійськоюUlianytskyi Vasyl Nykyforovych
Автори російськоюУльяницкий Василий Никифорович
МПК / Мітки
МПК: B23K 9/16, B23K 31/00
Мітки: міді, автоматичного, зварювання, дугового, сталлю, спосіб
Код посилання
<a href="https://ua.patents.su/4-25873-sposib-avtomatichnogo-dugovogo-zvaryuvannya-midi-zi-stallyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного дугового зварювання міді зі сталлю</a>
Спосіб дугового зварювання
Номер патенту: 6390
Опубліковано: 29.12.1994
Автор: Татаринов Вадим Сергійович
МПК: B23K 9/173
Мітки: дугового, зварювання, спосіб
Формула / Реферат:
(57) Способ дуговой сварки, при котором за полнение разделки свариваемого стыка осуществляют отдельными валиками со смещением электрода по ширине и высоте стыка, отличающийся тем, что заполнение разделки осуществляют не сколькими электродами при последователь ном их включении в начале стыка, при этом каждый последующий электрод включают после охлаждения начала стыка до темпера туры от 150 до 250°С.
Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: дугового, спосіб, рельсів, стиків, зварювання
Формула / Реферат:
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Спосіб дугового зварювання
Номер патенту: 6225
Опубліковано: 29.12.1994
Автор: Рибачук Анатолій Тарасович
МПК: B23K 9/08
Мітки: дугового, зварювання, спосіб
Формула / Реферат:
Способ дуговой сварки, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, отличающийся тем, что, с целью повышения качества толстолистовых соединений, квадрупольное магнитное поле создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля.
Спосіб дугового зварювання мартенситних високовуглецевих сталей
Номер патенту: 25644
Опубліковано: 30.10.1998
Автори: Чигарьов Валерій Васильович, Носовський Борис Іванович, Сергієнко Юрій Вікторовіч
МПК: B23K 9/00
Мітки: мартенситних, високовуглецевих, спосіб, зварювання, дугового, сталей
Формула / Реферат:
Способ дуговой сварки мартенситных высокоуглеродистых сталей плавящимся электродом, отличающийся тем, что перед сваркой подогревают металл до 230 - 270°C с последующим местным локальным подогревом выше линии мартенситных превращений на 20 - 50°C в течение 90 - 100 секунд с опережением движения сварочной ванны.
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: сплавів, алюмінієвих, спосіб, дугового, зварювання
Формула / Реферат:
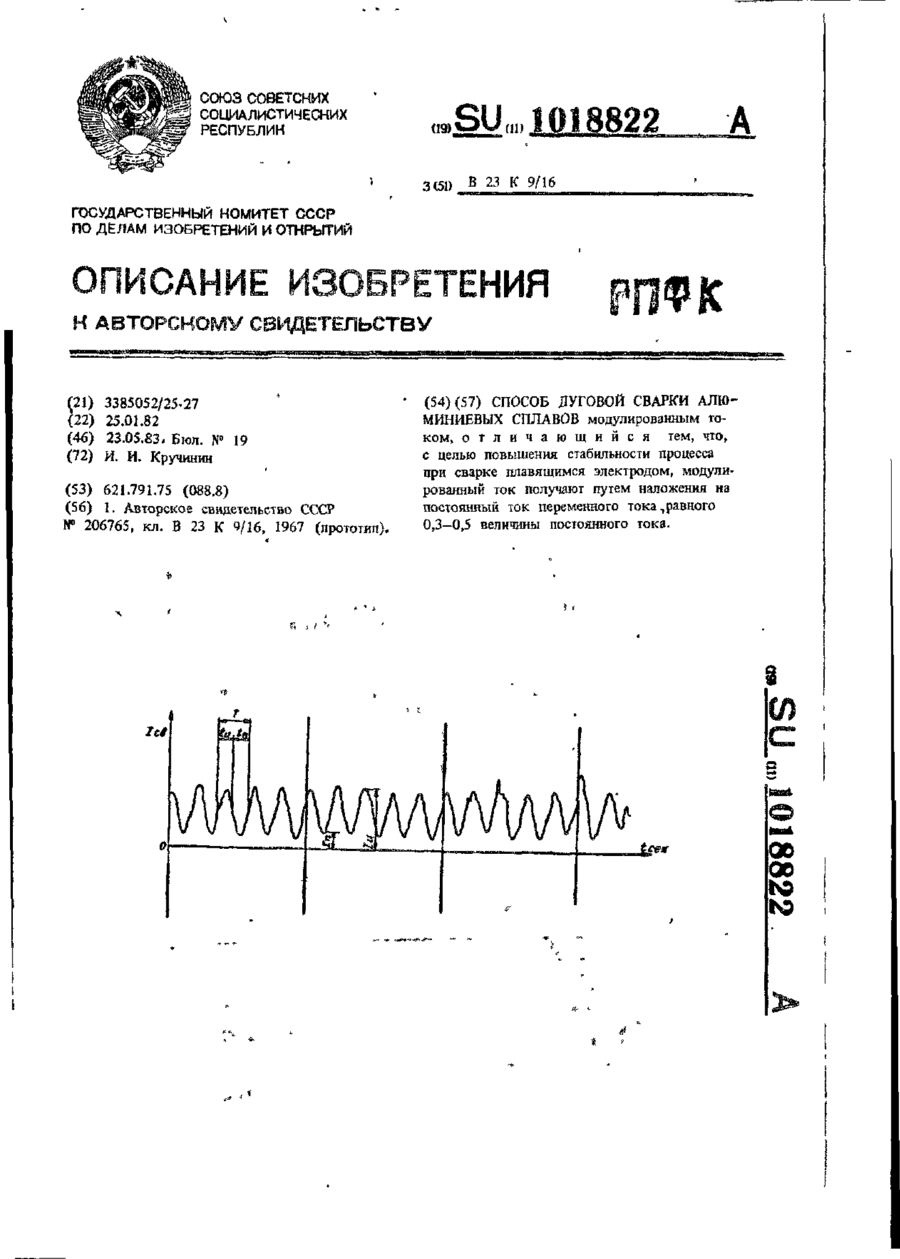
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Попередній патент: Спосіб виробництва білого столового напівсолодкого вина “великий фонтан”
Наступний патент: Амортизатор з деференційованим зусиллям стиснення
Випадковий патент: Спосіб фарбування шовкових платтяних тканин рослинними барвниками