Портативний пристрій для обробки торців та крайок труб при їх підготуванні для зварювання
Номер патенту: 102582
Опубліковано: 10.11.2015
Автори: Смоляков Валерій Кузьмич, Махлін Наум Мордухович, Лобанов Леонід Михайлович, Водолазський Валерій Євгенович
Формула / Реферат
Портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання, що містить привод, переважно кутовий, у вигляді пневмо- або електродвигуна, нерухомий корпус, в якому розміщено механізм подавання різців і кінематичний ланцюг зв'язку планшайби з редуктором, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з головкою, що містить у собі нерухомий механізм базування по зовнішній поверхні труби, яка підлягає зварюванню, та нерухомий корпус, всередині якого встановлено планшайбу, що обертається навколо неповоротної труби, при цьому на планшайбі розміщені тримачі різців, який відрізняється тим, що нерухомий механізм базування головки пристрою виконано швидкоз′єднуваним з її нерухомим корпусом додатково введеними щонайменше двома швидкодіючими підпружиненими фіксаторами, наприклад, важільного типу, а до складу головки додатково введено механізм самоцентрування, наприклад, цангового типу, який співвісно з повздовжньою віссю труби, що обробляється, та з повздовжньою віссю механізму базування з'єднано з останнім.
Текст
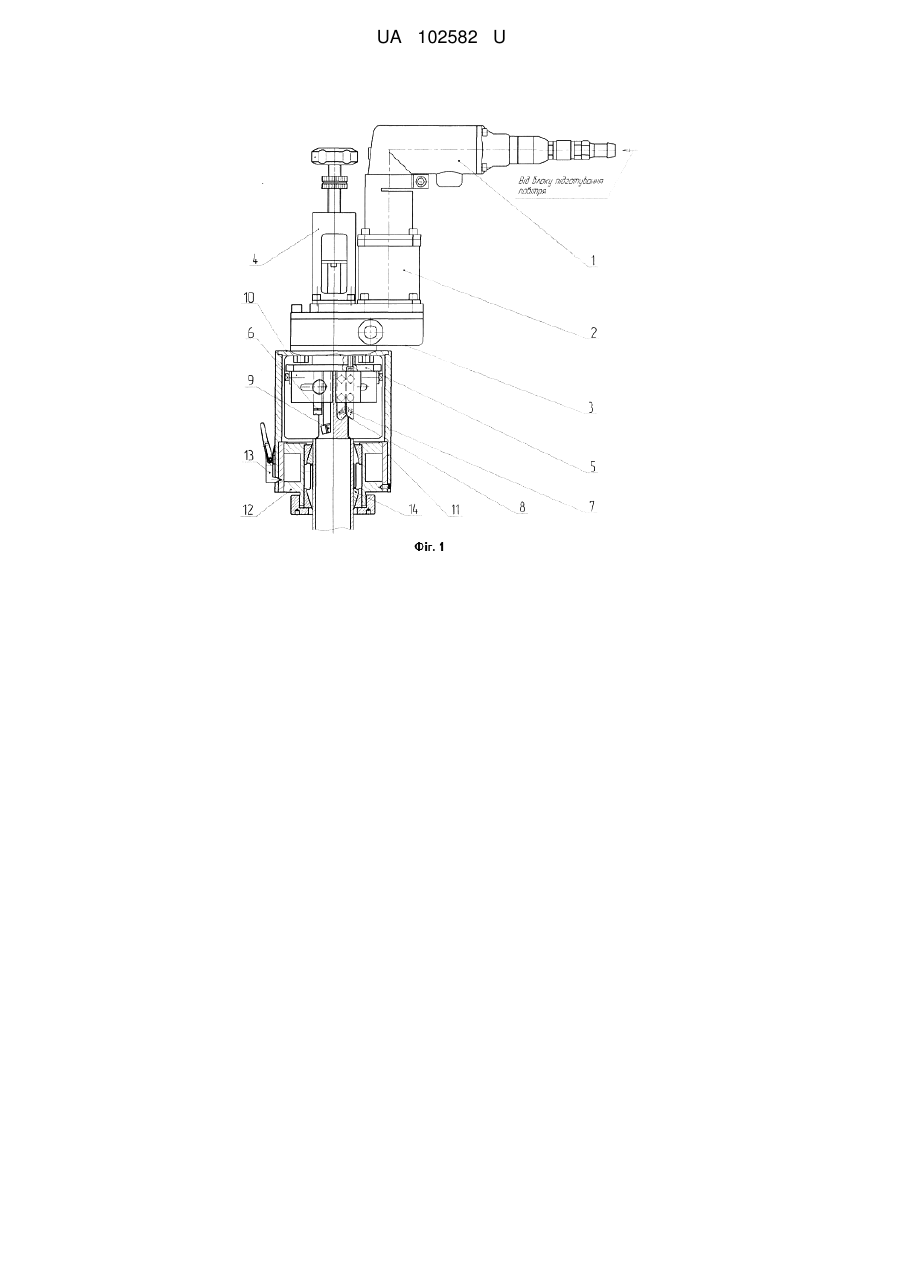
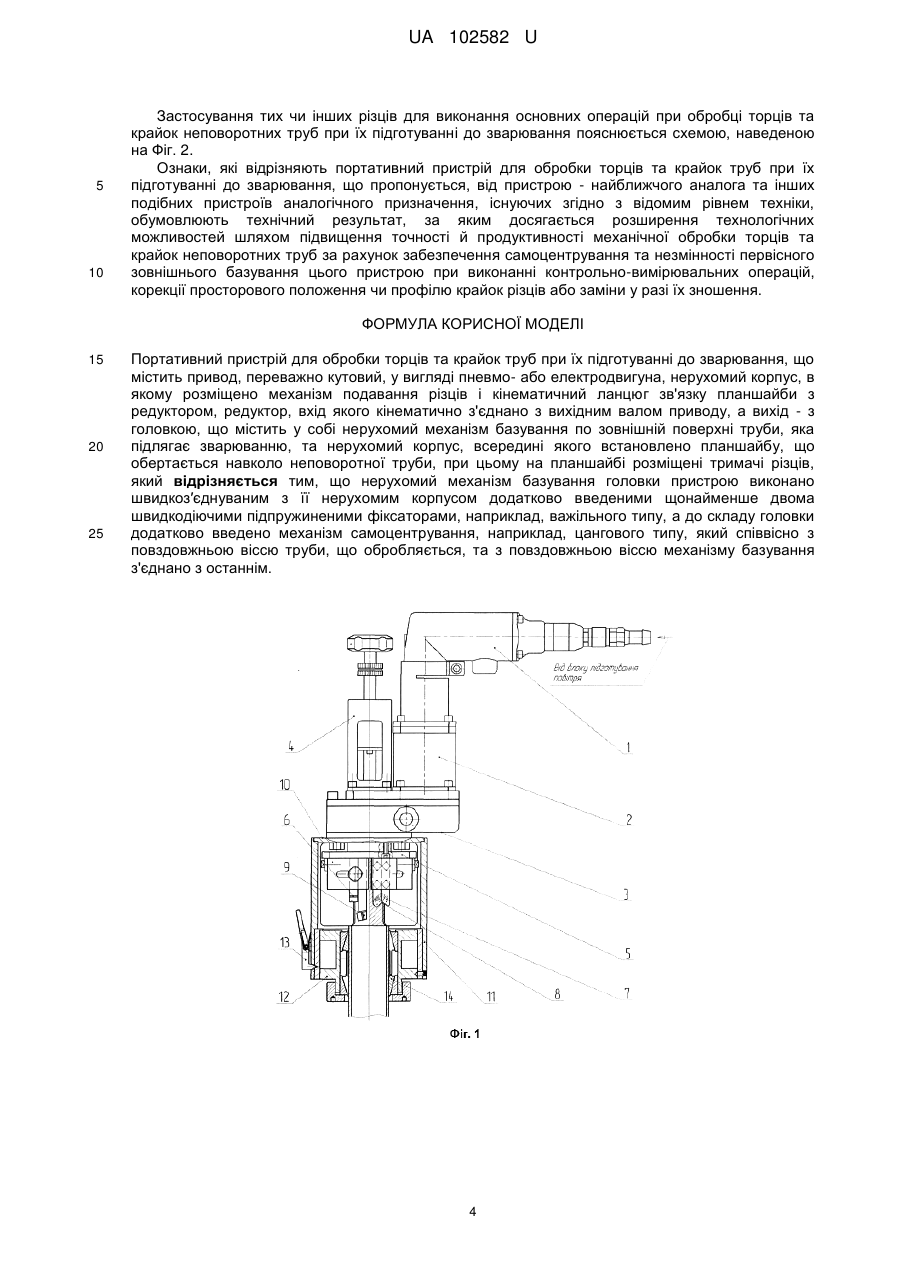
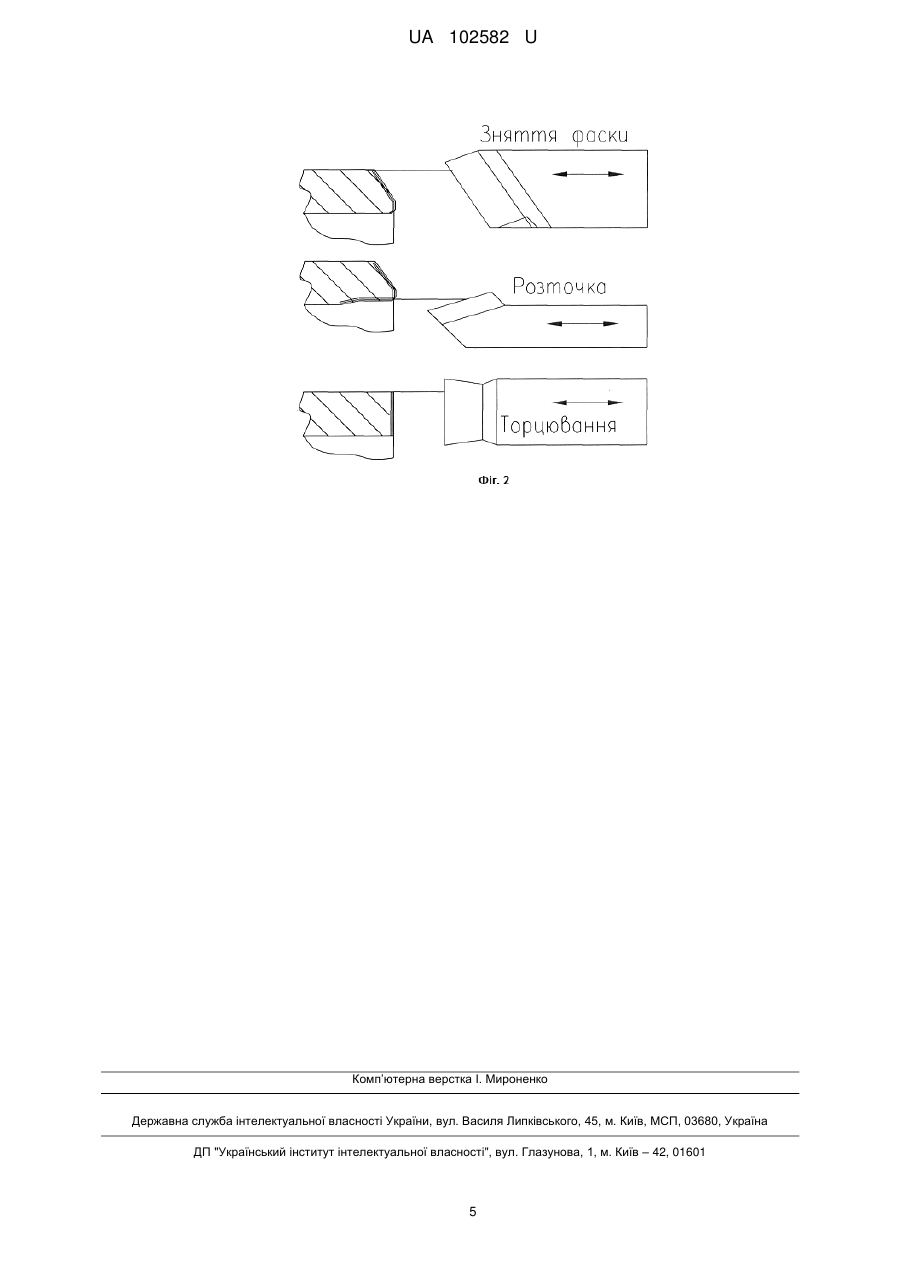
Реферат: Портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання містить привод, переважно кутовий, у вигляді пневмо- або електродвигуна, нерухомий корпус, в якому розміщено механізм подавання різців і кінематичний ланцюг зв'язку планшайби з редуктором, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з головкою, що містить у собі нерухомий механізм базування по зовнішній поверхні труби, яка підлягає зварюванню, та нерухомий корпус, всередині якого встановлено планшайбу, що обертається навколо неповоротної труби, при цьому на планшайбі розміщені тримачі різців. Нерухомий механізм базування головки пристрою виконано швидкоз′єднуваним з її нерухомим корпусом додатково введеними щонайменше двома швидкодіючими підпружиненими фіксаторами, наприклад, важільного типу, а до складу головки додатково введено механізм самоцентрування, наприклад, цангового типу, який співвісно з повздовжньою віссю труби, що обробляється, та з повздовжньою віссю механізму базування з'єднано з останнім. UA 102582 U (12) UA 102582 U UA 102582 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до сфери дугового та плазмового зварювання і наплавлення, а саме до пристроїв для підготування неповоротних стиків труб до зварювання шляхом механічної обробки їх торців та крайок (торцювачів), зокрема трубопроводів різного призначення об'єктів енергетики. Трубопроводи об'єктів енергетики, нафтогазового комплексу, хімічних виробництв та інших галузей економіки у більшості випадків є базовими елементами технологічних ланцюгів цих об'єктів. Наприклад, при монтажі одного енергоблока атомної електростанції (АЕС) з реактором водо-водяного типу потрібно виконувати щонайменше 120000 зварних з'єднань трубопроводів у вигляді, як правило, неповоротних стиків. Функції, що виконують трубопроводи енергоблоків АЕС, і їх вплив на ресурс, надійність та ядерну безпеку енергоблоків АЕС, складність умов їх експлуатації, під час якої трубопроводи зазнають впливу(в більшості випадків одночасного) високих температур, підвищеного тиску, корозійної і радіаційної активності теплоносія та інших середовищ, тіснява в місцях проведення зварювальних робіт та обмеженість доступу до цих місць обумовлюють високі вимоги до якості, службових властивостей і корозійної стійкості зварних з'єднань таких трубопроводів. Суттєва більшість аналогічних вимог існує і щодо зварних з'єднань трубопроводів об'єктів інших галузей економіки. Численними дослідженнями та практикою доведено, що задоволення цих вимог можливе лише за умови забезпечення високої якості підготування торців труб або крайок розкриття неповоротних стиків трубопроводів до зварювання шляхом їх механічної обробки за допомогою спеціалізованого металорізального обладнання. Відомо пристрій для механічної обробки торців труб при їх підготуванні до зварювання (торцювач), до складу якого входять кутовий привод у вигляді пневмо- або електродвигуна, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з планшайбою, на якій встановлено тримачі різців, механізм подавання, механізми базування та затискання (фіксації) на внутрішній поверхні труби, що підлягає обробці [Машина пневматическая "Мангуст - Миди - МТ". Инструкция по эксплуатации МД.00.00-03 ИЭ /НИТЛ Санкт-Петербургского Государственного морского технического университета. - СПб, 2010. - 41 с.]. Аналогічну побудову має трубний торцювач ТТ-80 Aotai [Каталог DIAMOND TOOL.-M., 20052012]. Ці пристрої хоча й забезпечують здійснення підрізання торців труб та формування внутрішньої та зовнішньої фасок, проте мають обмежені технологічні можливості, що принципово обумовлено виключно внутрішнім базуванням цих пристроїв (базуванням по внутрішній поверхні труби, що підлягає обробці). Саме через це, по-перше, мають місце ускладнення для виконання обов'язкових контрольно-вимірювальних операцій, після завершення кожної з яких виникає необхідність повторного базування, що неминуче негативно впливає на точність обробки; по-друге, практично унеможливлюється виконання розточування внутрішнього діаметра труби, що необхідно для запобігання зміщенню повздовжніх осей труб, які підлягають зварюванню одна з одною, або ж усунення різниці їх внутрішніх діаметрів, а також для забезпечення умов радіографічного контролю зварних з'єднань цих труб; по-третє, виникає потреба в значних витратах часу на підготовчі та налагоджувальні операції, які передують безпосередньо операціям обробки. Разом з тим, достеменно встановлено, що забезпечення високої якості попередньої механічної обробки торців труб чи крайок розкриття неповоротних стиків трубопроводів, їх складання та наступного зварювання можливе за умови, якщо механізми обробки, складання, центрування та здійснення зварювання базуються по зовнішній поверхні труби, яка підлягає зварюванню [Белоусов А.Н., Чернышов Г.Г. Некоторые вопросы подготовки стыков труб под сварку// Сварочное производство, 1977, № 4. С. 39-41]. Найближчим аналогом до портативного пристрою для обробки торців та крайок труб при їх підготуванні до зварювання, що пропонується, є пристрій, що містить привод, переважно кутовий, у вигляді пневмо- або електродвигуна, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з моноблочною головкою, що обертається навколо неповоротної труби, при цьому на планшайбі встановлено тримачі різців, механізм базування по зовнішній поверхні труби, яка підлягає зварюванню, механізм подавання різців [Каталог фірми "PROTEM" /: Etoile sur Rhome(France): PROTEM SAS Zl Les Bosses.-2015,]. Прикладом такої побудови пристрою для обробки торців та крайок труб при їх підготуванні до зварювання можуть слугувати торцювачі серії SE (наприклад, SE 65). Основним недоліком пристрою – найближчого аналога є його обмежені технологічні можливості, що обумовлено труднощами виконання контрольно-вимірювальних операцій, здійснення яких для процесу механічної обробки торців труб чи крайок розкриття неповоротних стиків трубопроводів є обов'язковим. Особливо це стосується контролю геометричних розмірів 1 UA 102582 U 5 10 15 20 25 30 35 40 45 50 55 60 внутрішньої фаски та розточування внутрішнього діаметра труби. Через моноблочну конструкцію головки, що обертається навколо труби, здійснення переважної більшості вимірів із застосуванням контрольно-вимірювальних інструментів можливе лише у випадку зняття пристрою-найближчого аналога з труби та виконання необхідного наступного корегування просторового положення різучого і повторного базування найближчого аналога на трубі. В свою чергу, повторне базування практично виключає можливість точного відтворення положення робочих органів пристрою відносно осей труби, що негативно впливає на точність механічної обробки за допомогою пристрою - найближчого аналога, а також на витрати часу, необхідні для виконання доволі складних підготовчих та налагоджувальних операцій. Крім цього, конструкції механізму базування, який входить до складу головки, бракує необхідної точності центрування пристрою відносно повздовжньої осі труби, що обробляється, у випадках відхилень, навіть припустимих, її діаметру та кільцевої форми. В основу корисної моделі, що заявляється, поставлена задача розширення технологічних можливостей пристрою для обробки торців та крайок труб при їх підготуванні до зварювання за рахунок забезпечення незмінності первісного зовнішнього базування цього пристрою при виконанні контрольно-вимірювальних операцій, корекції просторового положення чи профілю крайок різців або заміни у разі їх зношення. Поставлена задача вирішується тим, що у пристрій для обробки торців та крайок труб, який містить у собі привод, переважно кутовий, у вигляді пневмо- або електродвигуна, нерухомий корпус, в якому розміщено механізм подавання різців і кінематичний ланцюг зв'язку планшайби з редуктором, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з моноблочною головкою, що містить механізм базування по зовнішній поверхні труби, яка підлягає зварюванню, та нерухомий корпус, всередині якого встановлено планшайбу, що обертається навколо неповоротної труби, при цьому на планшайбі розміщені тримачі різців, в якому, згідно з корисною моделлю, нерухомий механізм базування головки пристрою виконано швидкоз'єднуваним з її нерухомим корпусом додатково введеними щонайменше двома швидкодіючими підпружиненими фіксаторами, наприклад, важільного типу, а до складу головки додатково введено механізм самоцентрування, наприклад, цангового типу, який співвісно з повздовжньою віссю труби, що обробляється, та з повздовжньою віссю механізму базування з'єднано з останнім. Розширення у порівнянні з найближчим аналогом технологічних можливостей, а відтак і сфери застосування, пристрою для обробки торців та крайок труб при їх підготуванні до зварювання досягається за рахунок надбання можливості виключення необхідності виконання повторного центрування при багаторазових зніманнях робочих складових пристрою з труби, що обробляється, та за рахунок надання можливості задовільного центрування пристрою відносно повздовжньої осі цієї труби, у тому числі у разі наявності регламентованих припустимих відхилень її поперечного перерізу від номінальної форми. В результаті цього забезпечується повторюваність положення робочих органів пристрою відносно осей труби незалежно від кількості знімань його робочих складових, а також значно підвищуються точність й продуктивність механічної обробки, що створює сприятливі передумови отримання якісного зварного з'єднання. Корисну модель, що пропонується, пояснюють креслення: Фіг. 1 - загальний вигляд портативного пристрою для обробки торців та крайок труб при їх підготуванні до зварювання; Фіг. 2 - схема виконання основних операцій при обробці торців та крайок труб при їх підготуванні до зварювання. Портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання (Фіг. 1) складається з приводу 1, редуктора 2, нерухомого корпусу 3, що містить механізм 4 подавання різців та кінематичний ланцюг зв'язку редуктора 2 з планшайбою 5, на якій встановлено тримачі різців - підрізного 6, прохідних 7 та 8 (для формування зовнішньої та внутрішньої фасок відповідно), розточувального 9 або ж різців інших конфігурацій, головки 10, до складу якої входять: нерухомий корпус 11, у внутрішній порожнині якого планшайба 5 з різцями 6…9 обертається навколо неповоротної труби, що обробляється, механізм 12 базування пристрою на цій трубі, швидкодіючі підпружинені фіксатори 13, механізм 14 самоцентрування пристрою на трубі, що обробляється, відносно її повздовжньої осі. Як привод 1 може слугувати пневмо- або ж електродвигун переважно кутової конструкції, що надає додаткові зручності при застосуванні пристрою, який пропонується. Вихідний вал привода 1 кінематично з'єднано з входом редуктора 2, який знижує число обертів вихідного вала привода 1 і за допомогою встановленого у нерухомому корпусі 3 кінематичного ланцюга зв'язку виходу редуктора 2 з планшайбою 5 забезпечує її обертання навколо неповоротної труби, що 2 UA 102582 U 5 10 15 20 25 30 35 40 45 50 55 60 обробляється, з необхідною для обробки швидкістю. Для оптимізації масогабаритних показників та коефіцієнта корисної дії редуктор 2 може бути виконано у вигляді планетарного редуктора. Зворотно-поступальне переміщення різців 6…9 здійснюється за допомогою закріпленого у нерухомому корпусі 3 реверсивного механізму 4 подавання. Механізм 4 може бути виконано, наприклад, у такий спосіб, завдяки якому при обертанні маховичка механізму відбуваються обертання його ходового гвинта і, внаслідок зв'язку цього гвинта з планшайбою 5, відповідне переміщення останньої уздовж її вала, при цьому забезпечується однаковий крок переміщення для всіх встановлених на планшайбі 5 різців 6…9. Нерухомий корпус 3 з'єднано з нерухомим корпусом 11 головки 10. В порожнині корпусу 11 відбувається не тільки зворотно-поступальне переміщення планшайби 5 уздовж її вала, а й здійснюється більшість процесів власне обробки торця чи крайки труби. Крім корпусу 11, в головці 10 передбачена наявність механізму 12 базування, основою якого є швидкоз'єднуваний порожнистий корпус та розміщені всередині цього корпусу змінні (в залежності від діаметра труби, що обробляється, ) циліндричні вставки. Швидке з'єднання/роз'єднання порожнистого корпусу з нерухомим корпусом 11 головки 10 здійснюється за допомогою двох швидкодіючих підпружинених фіксаторів 13, встановлених на полярно протилежних поверхнях нерухомого корпусу 11. За допомогою змінних вставок механізму 12 базування цей механізм з'єднано з механізмом 14 самоцентрування, який може бути виконаним, наприклад, у вигляді механізму затискання цангового типу. Опис роботи портативного пристрою для обробки торців та крайок труб при їх підготуванні до зварювання. Портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання, загальний вигляд якого наведено на Фіг. 1, працює наступним чином. Після завершення попередніх налагоджувальних операцій, які виконуються в залежності від матеріалу, діаметра, товщини стінки та заданого профілю торця чи крайки труби, що підлягає обробці, на початковій стадії обробки здійснюються операції по базуванню і центруванню на зовнішній поверхні труби швидкоз'єднуваного механізму 12 базування, поєднаного з механізмом 14 самоцентрування. Потім за допомогою швидкодіючих фіксаторів 13 виконується з'єднання механізму 12 базування з нерухомим корпусом 11 головки 10 пристрою. Після цього на вхід приводу 1 подається енергоносій - повітряно-масляна суміш з блока підготування повітря, якщо привод 1 побудовано на базі пневмодвигуна, або напруга живлення у випадку електродвигуна. Це викличе обертання вихідного вала приводу 1 і шестерень редуктора 2, який за допомогою розміщеного в нерухомому корпусі 3 кінематичного ланцюга зв'язку виходу редуктора 2 з планшайбою 5 забезпечує передавання потужності 5 від приводу 1 до планшайби 5 та її обертання навколо неповоротної труби з необхідною для обробки швидкістю. Далі за допомогою закріпленого у нерухомому корпусі 3 реверсивного механізму 4 подавання вручну здійснюється одночасне переміщення встановлених на планшайбі різців (наприклад, б…9) у напрямку до неповоротної труби, що підлягає обробці, яка починається з моменту торкання робочих крайок до поверхонь цієї труби. Виконання безпосередньо обробки забезпечується шляхом подальшого подавання встановлених на планшайбі 5 різців у напрямку до неповоротної труби за допомогою механізму 4. Для здійснення протягом циклу обробки обов'язкових контрольно-вимірювальних операцій встановлені на планшайбі 5 різці (наприклад, 6…9) за допомогою механізму 4 подавання переміщують зі зони обробки у напрямку від неповоротної труби до такого просторового положення різців, при якому повністю виключається їх торкання до будь-якої поверхні труби, що обробляється. Далі припиняють подавання енергоносія до входу приводу 1 і після повної зупинки обертання планшайби 5 за допомогою швидкодіючих фіксаторів 13 здійснюють роз'єднання механізму 12 базування з нерухомим корпусом 11 головки 10 пристрою, при цьому механізм 12 базування, поєднаний з механізмом 14 самоцентрування, залишається на зовнішній поверхні труби, що обробляється. Такої ж послідовності операцій з виведення різців зі зони обробки та вимкнення приводу 1 дотримуються і у разі задоволення потреби заміни того чи іншого різця або корекції його робочої крайки. По завершенні чергових контрольно-вимірювальних операцій або операцій з заміни різця або корекції його робочої крайки за допомогою швидкодіючих фіксаторів 13 знову виконується з'єднання механізму 12 базування з нерухомим корпусом 11 головки 10 пристрою та, після цього, повторне вмикання приводу 1. Далі робота усіх функціональних вузлів пристрою повторюється аналогічно вищенаведеному. По завершенні обробки неповоротної труби після виведення різців із зони обробки і повного припинення обертання планшайби 5 за допомогою швидкодіючих фіксаторів 13 виконують роз'єднання механізму 12 базування з нерухомим корпусом 11 головки 10 пристрою, а далі здійснюють операції по зняттю із зовнішньої поверхні неповоротної труби, що оброблена, механізму 12 базування, поєднаного з механізмом 14 самоцентрування. 3 UA 102582 U 5 10 Застосування тих чи інших різців для виконання основних операцій при обробці торців та крайок неповоротних труб при їх підготуванні до зварювання пояснюється схемою, наведеною на Фіг. 2. Ознаки, які відрізняють портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання, що пропонується, від пристрою - найближчого аналога та інших подібних пристроїв аналогічного призначення, існуючих згідно з відомим рівнем техніки, обумовлюють технічний результат, за яким досягається розширення технологічних можливостей шляхом підвищення точності й продуктивності механічної обробки торців та крайок неповоротних труб за рахунок забезпечення самоцентрування та незмінності первісного зовнішнього базування цього пристрою при виконанні контрольно-вимірювальних операцій, корекції просторового положення чи профілю крайок різців або заміни у разі їх зношення. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Портативний пристрій для обробки торців та крайок труб при їх підготуванні до зварювання, що містить привод, переважно кутовий, у вигляді пневмо- або електродвигуна, нерухомий корпус, в якому розміщено механізм подавання різців і кінематичний ланцюг зв'язку планшайби з редуктором, редуктор, вхід якого кінематично з'єднано з вихідним валом приводу, а вихід - з головкою, що містить у собі нерухомий механізм базування по зовнішній поверхні труби, яка підлягає зварюванню, та нерухомий корпус, всередині якого встановлено планшайбу, що обертається навколо неповоротної труби, при цьому на планшайбі розміщені тримачі різців, який відрізняється тим, що нерухомий механізм базування головки пристрою виконано швидкоз′єднуваним з її нерухомим корпусом додатково введеними щонайменше двома швидкодіючими підпружиненими фіксаторами, наприклад, важільного типу, а до складу головки додатково введено механізм самоцентрування, наприклад, цангового типу, який співвісно з повздовжньою віссю труби, що обробляється, та з повздовжньою віссю механізму базування з'єднано з останнім. 4 UA 102582 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюPortable device for processing ends and edges of pipes in preparation thereof for welding
Автори англійськоюLobanov Leonid Mykhailovych, Smoliakov Valerii Kuzmych, Vodolazskyi Valerii Yevhenovych, Makhlin Naum Mordukhovych
Назва патенту російськоюПортативное устройство для обработки торцов и кромок труб при их подготовке к сварке
Автори російськоюЛобанов Леонид Михайлович, Смоляков Валерий Кузьмич, Водолазский Валерий Евгеньевич, Махлин Наум Мордухович
МПК / Мітки
МПК: B23K 9/235, B23K 10/00
Мітки: портативний, підготуванні, торців, пристрій, крайок, труб, обробки, зварювання
Код посилання
<a href="https://ua.patents.su/7-102582-portativnijj-pristrijj-dlya-obrobki-torciv-ta-krajjok-trub-pri-kh-pidgotuvanni-dlya-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Портативний пристрій для обробки торців та крайок труб при їх підготуванні для зварювання</a>
Процес ковальського зварювання торців труб та колона труб, торці яких з’єднані за цим процесом
Номер патенту: 81774
Опубліковано: 11.02.2008
Автори: Зійслінг Дйюрре Ганс, Ден Боуер Йоханіс Йозефу, Воллебрегт Ян Ерік, Дімітріадіс Клістеніс, Коул Ентоні Томас, Андерсон Марк Вілсон
МПК: B23K 13/00, B23K 20/02, B23K 20/00
Мітки: торців, цим, торці, з'єднані, ковальського, колона, труб, яких, процесом, зварювання, процес
Формула / Реферат:
1. Процес ковальського зварювання торців труб, в якому торці труб нагріваються до заздалегідь визначеної температури вище 1200 градусів Цельсія та оточуються неокислювальним та/або відновлювальним захисним газом, коли торці труб стискаються разом, причому процес містить охолодження торців, зварених за допомогою ковальського зварювання від вказаної температури вище 1200 до 600 градусів Цельсія або нижче протягом 3 хвилин після ковальського...
Пристрій для зварювання труб з термопластів
Номер патенту: 24692
Опубліковано: 10.07.2007
Автори: Ніконова Катерина Станіславівна, Гончаренко Василій Власович, Коваленко Ігор Валентинович
МПК: B29C 65/02
Мітки: зварювання, труб, пристрій, термопластів
Формула / Реферат:
1. Пристрій для зварювання труб з термопластів, що містить зварювальний блок-центратор у вигляді встановлених на напрямні двох плит, на яких шарнірно закріплені затискні хомути, виконані з двох напівобойм із змінними вкладишами, і привід для центрування труб, їх переміщення і створення зварювального тиску, нагрівач та електронний блок керування, який відрізняється тим, що гідроциліндри виконані знімними з початковою різною довжиною та...
Машина для пресового зварювання труб

Номер патенту: 94989
Опубліковано: 10.12.2014
Автори: Коваль Михайло Павлович, Клименко Володимир Іванович, Галахов Микола Вікторович, Кучук-Яценко Сергій Іванович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: машина, зварювання, труб, пресового
Формула / Реферат:
Машина для пресового зварювання труб, що включає встановлені на направляючих рухливий і нерухомий блоки, відкидні затискачі, магніти, розташовані в спеціальних корпусах, закріплених на блоках і відкидних затискачах, механізм осадки, механізм затиснення, яка відрізняється тим, що має привід осадки здвоєний електромеханічний, на кожну направляючу відповідно, механізми затиснення - притискні рамки, забезпечені гвинтовими парами і...
Пристрій для зварювання пластикових труб
Номер патенту: 1393
Опубліковано: 16.09.2002
Автор: Топорін Сергій Сергійович
МПК: B29C 65/00, B23K 3/02
Мітки: зварювання, труб, пластикових, пристрій
Формула / Реферат:
Пристрій для зварювання пластикових труб між собою і з фітингами при виконанні монтажних робіт, який складається із корпусу, знімних оправок для нагріву кінців труб і фітингів, термометра з таймером, який відрізняється тим, що нагрівальним елементом знімних оправок є полум'я портативного газового пальника, який входить у пристрій.
Машина для пресового зварювання труб

Номер патенту: 86744
Опубліковано: 10.01.2014
Автори: Коваль Михайло Павлович, Кучук-Яценко Сергій Іванович, Клименко Володимир Іванович, Качинський Володимир Станіславович, Галахов Микола Вікторович
МПК: B23K 9/00
Мітки: машина, труб, зварювання, пресового
Формула / Реферат:
Машина для пресового зварювання труб, що включає встановлені на направляючих рухливий і нерухомий блоки, станину, механізм осадки, відкидні затискачі, механізм затиснення, яка відрізняється тим, що привід осадки електромеханічний, механізми затиснення - П-подібні рамки, з гвинтовими прижимами, шарнірно зв'язані з рухомим і нерухомим блоками, стійки з пазами для направляючих знімні, магніти розташовані в спеціальних корпусах, закріплених на...
Попередній патент: Композиція інгредієнтів для виробництва варених ковбас
Наступний патент: З’єднання з призматичною пружною самофіксуючою шпонкою
Випадковий патент: Опорний пристрій для розміщення мікроорганізмів у системі очищення стічних вод