Стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні
Номер патенту: 103031
Опубліковано: 25.11.2015
Автори: Внуков Юрій Миколайович, Гермашев Антон Ігорович, Козлова Олена Борисівна, Дядя Сергій Іванович, Кучугуров Марк Валерійович

Формула / Реферат
Стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пластини міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразка, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, яка може бути виконана у вигляді аналого-цифрового перетворювача та електронно-обчислювальної машини, посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткову масу контрольної пластини, з можливістю зміни її положення вздовж висоти паза, який відрізняється тим, що масивну основу стенда розташовано на діелектричній поверхні, до стенда під'єднано джерело живлення, а до фрези - рухомий струмознімач, з'єднаний з реєструючою апаратурою та блоком аналізу наявності контакту між фрезою та досліджуваним зразком.
Текст
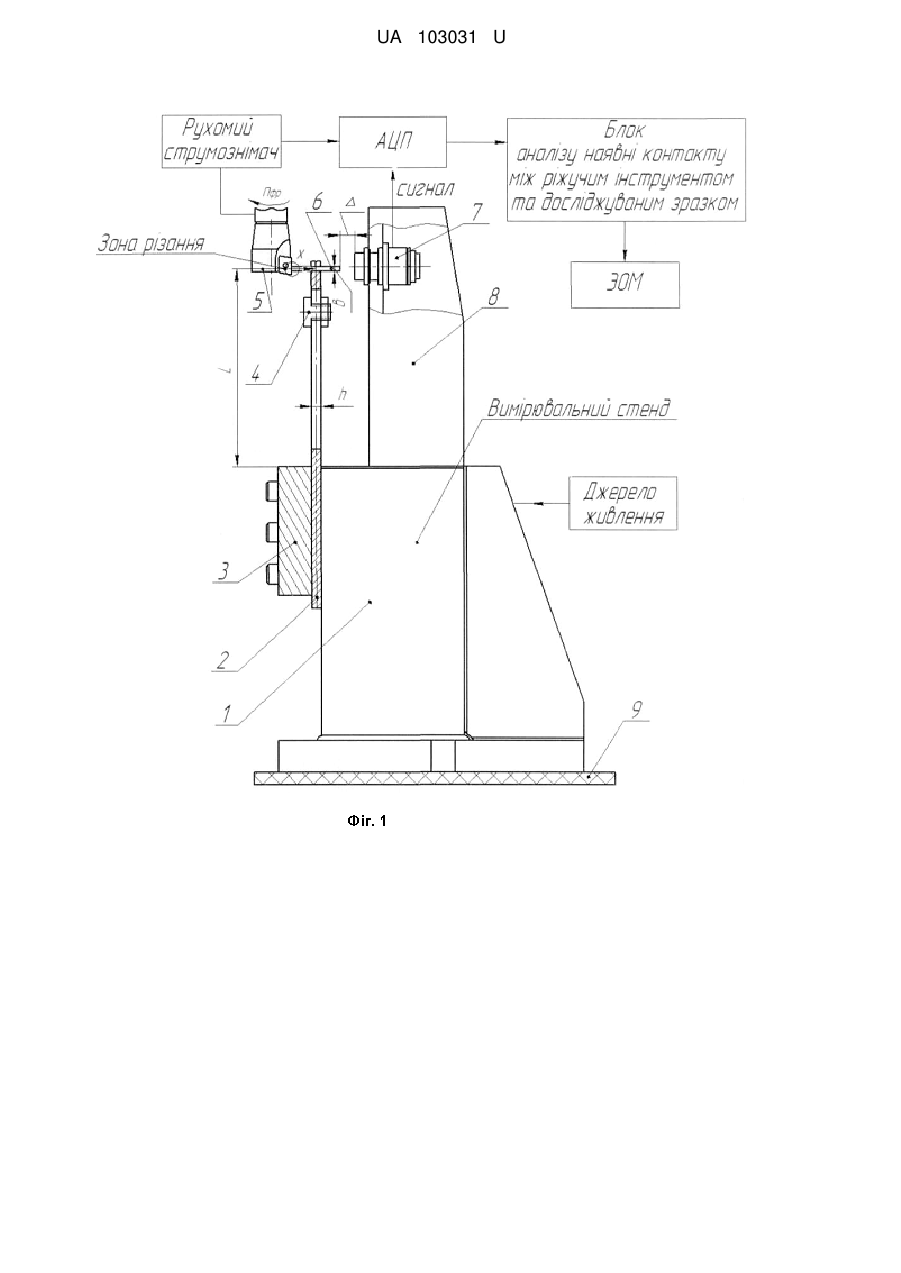
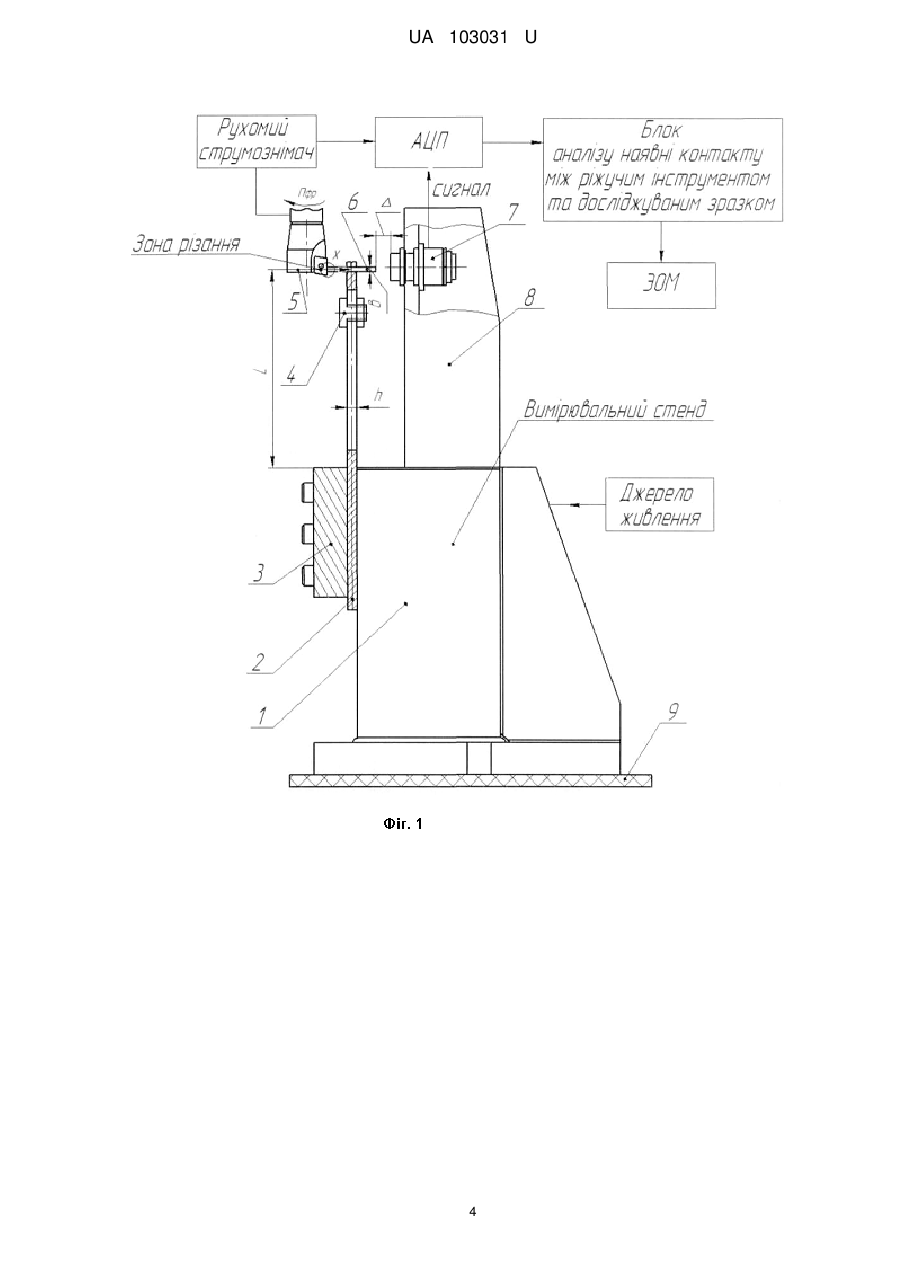
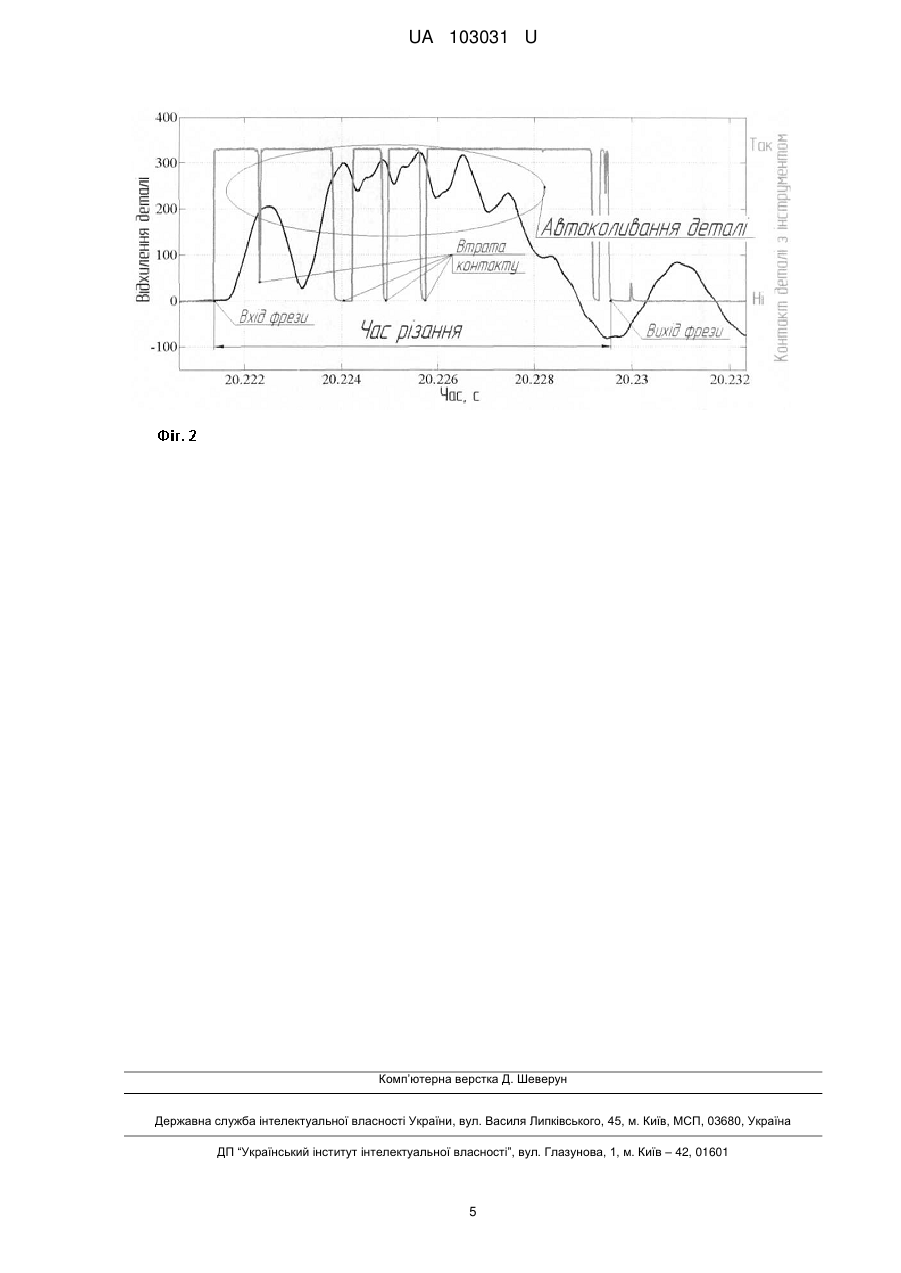
Реферат: Стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пластини міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок. В масивний основі стенда, навпроти досліджуваного зразка, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, яка може бути виконана у вигляді аналого-цифрового перетворювача та електронно-обчислювальної машини. Посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткову масу контрольної пластини, з можливістю зміни її положення вздовж висоти паза. Масивну основу стенда розташовано на діелектричній поверхні, до стенда під'єднано джерело живлення, а до фрези - рухомий струмознімач, з'єднаний з реєструючою апаратурою та блоком аналізу наявності контакту між фрезою та досліджуваним зразком. UA 103031 U (12) UA 103031 U UA 103031 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, конкретно - стосується конструкції стенда для оцінки коливального процесу деталі при циліндричному фрезеруванні. Вібрації є негативним фактором при обробці тонкостінних деталей, таких як лопатки ГТД. Особливе погіршення умов обробки спостерігається, коли зрізання припуску здійснюється при регенеративних автоколиваннях, при цьому можлива втрата контакту інструмента і заготовки. Таке явище значно підвищує знос інструмента, шпиндельних вузлів фрезерного верстата а також погіршує шорсткість поверхні. Відома конструкція пристрою (1) для контролю хвилястості оброблюваної поверхні в процесі фрезерування, що містить засіб знімання інформації у вигляді двох датчиків вібропереміщень, встановлених в горизонтальній площині в центральній зоні шпинделя фрези ортогонально один одному, і засоби збору та обробки інформації, комутаційно пов'язані зі згаданими датчиками, яка відрізняється тим, що вона додатково забезпечена лазерним датчиком і відбивними елементами, при цьому відбивні елементи зафіксовані в центральній зоні шпинделя під технологічно регламентованим кутом до його поверхні, а їх кількість відповідає числу зубів фрези, причому лазерний датчик встановлений з можливістю фокусування променя на поверхню відбивних елементів і комутаційно пов'язаний із засобами збору та обробки інформації, який відрізняється тим, що він додатково оснащений регульованою противагою, встановленою на шпинделі та забезпечений струмознімачем. Прототипом вибрана відома конструкція стенда (2) для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пластини міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивній основі стенда, навпроти досліджуваного зразка, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, який відрізняється тим, що посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткова маса контрольної пластини, з можливістю зміни її положення вздовж висоти паза. В наведених конструкціях не можливо встановлювати контакт фрези і тонкостінної деталі під час процесу зняття припуску зубом фрези та водночас простежувати коливальний рух деталі. Таким чином, не можливо спостерігати при яких автоколиваннях деталі інструмент втрачає з нею контакт в положеннях її найбільшого відхилення від положення рівноваги у напрямку дії примусової сили. В основу корисної моделі поставлена задача розробки стенда для оцінки коливального процесу деталі при циліндричному фрезеруванні, який дозволяє фіксувати наявність контакту інструмента з деталлю та водночас записувати віброграму відхилення деталі під час обробки фрезеруванням. Поставлена задача вирішується тим, що стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пластини міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразка, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткову масу контрольної пластини, з можливістю зміни її положення вздовж висоти паза, згідно з корисною моделлю, масивну основу стенда розташовано на діелектричній поверхні, до стенда під'єднано джерело живлення, а до фрези рухомий струмознімач, з'єднаний з реєструючою апаратурою та блоком аналізу наявності контакту між фрезою та досліджуваним зразком. Консольна виступаюча контрольна пластина дозволяє імітувати пружну систему тонкостінної деталі. Завдяки закріпленню досліджуваного зразка на контрольній пластині використання пластини є багаторазовим. Завдяки вертикальному пазу, який виконано на контрольній пластині, можливо розташування додаткової маси контрольної пластини, яка суттєво змінює динамічні характеристики пружної системи тонкостінної деталі, при постійних статичних характеристиках. Можливість зміни положення додаткової маси контрольної пластини дозволяє регулювати зміну динамічних характеристик системи в широкому діапазоні. Завдяки діелектричній прокладці, на якій розташовано масивну основу стенда, джерелу живлення, яке підведено до стенда, рухомому струмознімачу, який розташовано на фрезі та блоці аналізу наявності контакту між фрезою та досліджуваним зразком можливо фіксувати наявність контакту інструмента та деталі. 1 UA 103031 U 5 10 15 20 25 30 35 40 45 50 55 Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей шляхом конструкційних удосконалень розроблений стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Корисна модель пояснюється на фіг. 1, де зображено схему стенда. До масивної основи 1, яка може бути встановлена на робочий стіл будь-якого фрезерного верстата, притиском 3 кріпиться прямокутна пластина 2. Ця пластина моделює пружну систему тонкостінної деталі. Так як товщина пластини є найменшим розміром, то механічні коливання будуть порушуватися в напрямку х. У цьому випадку можна вважати, що розглянута система має один ступінь свободи. У верхній частині пружної пластини 2 жорстко закріплюється зразок 6 із оброблюваного матеріалу. Обробка здійснюється фрезою 5. Сили відхилення, що виникають в механічній системі, вимірюють датчиком 7. Індуктивний проксиметр (XS1 М12АР120 торгової марки Osiprox®) 7, закріплюють на стійці 8, жорстко пов'язаній з основою 1. Цим датчиком фіксується зміна зазору між торцем датчика і оброблюваним зразком. В вертикальному пазу, який виконано на пластині 2 може встановлюватись додаткова маса 4. Стенд встановлюється на діелектричній прокладці - 9. До масивної основи стенда - 1 підведено джерело живлення з напругою, а до фрези - рухомий струмознімач, який при контакті з досліджуваним зразком 6 передає напругу до аналого-цифрового перетворювача. Сигнал з аналогово-цифрового перетворювача аналізується в блоку аналізу наявності контакту між фрезою та досліджуваним зразком. Стенд працює наступним чином. Контрольна пластина 2 кріпиться до масивної основи 1 притиском 3. Після чого на контрольну пластину 2 встановлюють досліджуваний зразок 6 (розміром 50×20×2) таким чином, щоб оброблювана поверхня досліджуваного зразка розташовувалась паралельно повздовжнього руху стола станка, для забезпечення рівномірного знімання припуску. Для фрезерування використовували контрольну пластину з конструкційної сталі Ст. 3 товщиною h=4 мм, шириною В=60 мм та висотою вильоту L=80 мм. Фрезерування виконували однозубою циліндричною кінцевою фрезою Canela 1220.07 з твердосплавними змінними пластинами при наступних режимах різання: швидкість обертання шпинделя верстата FWD-32J - nфр=560 об./хв., припуск - t=0,5 мм, подача - Sz=0,05 мм/зуб (зустрічне фрезерування), висота фрезерованої поверхні b=2 мм, фрезерування здійснювалось по всій довжині досліджуваного зразка - 6. В процесі фрезерування виконували запис коливань досліджуваного зразка - 6 індуктивним датчиком - 7 та фіксували напругу на рухомому струмознімачі. Сигнал з датчика та напруга з струмознімача фіксували на одному аналогоцифровому перетворювачі. Таким чином запис обох сигналів відбувався водночас, що дає змогу з високою точністю їх співставляти. На фіг. 2 показано відхилення деталі під час зрізання припуску зубом фрези та наявність контакту між фрезою - 5 та деталлю. З цієї фігури видно, що обробка відбувається при наявності автоколивань. При максимальних відхиленнях деталі в сторону дії примусової сили, контакту між деталлю та інструментом не спостерігається. При таких умовах обробки суттєво зменшується період стійкості інструмента, строк експлуатації верстата. Проведення вимірювань з такою високою точністю дозволяє досліджувати процеси фрезерування тонкостінних деталей, підбирати найбільш оптимальні режими, досліджувати вплив геометрії інструмента, статичних та динамічних характеристик деталі на умови обробки. Виходячи з вищевикладеного, можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Пат. RU 2487784 МПК (2006) В23С9/00, Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования/ Юркевич Владимир Васильевич, Григорьев Сергей Николаевич, Машков Андрей Юрьевич - 2012120379/02; Заявл. 2012120379/02; Опубл 20.07.2013. 2. Пат. UА 94974 МПК (2006) G01H11/00; G01M7/02, Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей, Логомінов Віктор Олексійович, Гермашев Антон Ігорович, Дядя Сергій Іванович, Козлова Олена Борисівна u201405981; заявл 02.06.2014; опубл 10.12.2014. Режим доступа: http://base.uipv.org/searchINV/search.php?action=viewdetails&IdClaim=207140 2 UA 103031 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пластини міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразка, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, яка може бути виконана у вигляді аналого-цифрового перетворювача та електронно-обчислювальної машини, посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткову масу контрольної пластини, з можливістю зміни її положення вздовж висоти паза, який відрізняється тим, що масивну основу стенда розташовано на діелектричній поверхні, до стенда під'єднано джерело живлення, а до фрези - рухомий струмознімач, з'єднаний з реєструючою апаратурою та блоком аналізу наявності контакту між фрезою та досліджуваним зразком. 3 UA 103031 U 4 UA 103031 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for investigation of workpiece oscillating process under cylindrical cutting
Автори англійськоюVnukov Yurii Mykolaiovych, Hermashev Anton Ihorovych, Kuchuhurov Mark Valeriiovych, Diadia Serhii Ivanovych, Kozlova Olena Borysivna
Назва патенту російськоюСтенд для оценки колебательного процесса детали при цилиндрическом фрезировании
Автори російськоюВнуков Юрий Николаевич, Гермашев Антон Игоревич, Кучугуров Марк Валериевич, Дядя Сергей Иванович, Козлова Елена Борисовна
МПК / Мітки
МПК: G01H 11/00, G01M 7/02
Мітки: процесу, стенд, деталі, коливального, фрезеруванні, циліндричному, оцінки
Код посилання
<a href="https://ua.patents.su/7-103031-stend-dlya-ocinki-kolivalnogo-procesu-detali-pri-cilindrichnomu-frezeruvanni.html" target="_blank" rel="follow" title="База патентів України">Стенд для оцінки коливального процесу деталі при циліндричному фрезеруванні</a>
Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей
Номер патенту: 94974
Опубліковано: 10.12.2014
Автори: Дядя Сергій Іванович, Козлова Олена Борисівна, Логомінов Віктор Олексійович, Гермашев Антон Ігорович
МПК: G01H 11/00, G01M 7/02
Мітки: фрезеруванні, кінцевому, стенд, деталей, тонкостінних, циліндричному, дослідження, елементів, коливань
Формула / Реферат:
Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти...
Стенд для діагностики коливань тонкостінної деталі типу лопаток моноколеса газотурбінного двигуна (гтд) при кінцевому фрезеруванні
Номер патенту: 94382
Опубліковано: 10.11.2014
Автори: Анпілогов Дмитро Ігорович, Гермашев Антон Ігорович, Логомінов Віктор Олексійович
МПК: G01M 7/02, G01H 11/00
Мітки: газотурбінного, тонкостінної, кінцевому, фрезеруванні, коливань, моноколеса, стенд, гтд, лопаток, деталі, типу, діагностики, двигуна
Формула / Реферат:
Стенд для діагностики коливань тонкостінної деталі типу лопаток газотурбінного двигуна (ГТД) моноколеса при кінцевому фрезеруванні, який має масивну основу та датчик виміру рівня вібрації, з'єднаний з реєструючою апаратурою, стенд оздоблено трьома паралельно розташованими між собою пластинами, які нижніми частинами міцно з'єднані між собою та з основою, а верхні частини пластин утворюють між собою простір, який може заповнюватись...
Стенд для дослідження силових параметрів процесу транспортування сипких матеріалів
Номер патенту: 68112
Опубліковано: 12.03.2012
Автори: Гевко Роман Богданович, Романовський Роман Михайлович, Дзюра Володимир Олексійович
МПК: B65G 33/00
Мітки: параметрів, процесу, стенд, силових, матеріалів, сипких, транспортування, дослідження
Формула / Реферат:
Стенд для дослідження силових параметрів процесу транспортування сипких матеріалів, що виконаний у вигляді рами з опорами, на яких закріплено циліндричну трубу, який відрізняється тим, що в циліндричній трубі розміщено циліндричний поршень, в якому виконано центральний циліндричний отвір і три отвори меншого діаметра по периферії, в які встановлено штуцери, на які натягнуті шланги для подачі повітря, які з'єднані з краном і джерелом...
Спосіб зниження частоти коливального процесу
Номер патенту: 77427
Опубліковано: 15.12.2006
Автори: Фалько Олексій Леонідович, Заплетніков Ігор Миколайович, Фалько Леонід Григорович
Мітки: зниження, процесу, спосіб, коливального, частоти
Формула / Реферат:
Спосіб зниження частоти коливального процесу, що здійснюється при власних коливаннях пружної коливної системи під дією примусової сили, який відрізняється тим, що частоту власних коливань встановлюють шляхом регулювання співвідношення пружності і маси коливної системи в два рази менше за частоту дії примусової сили, а примусовою силою є магнітна дія від статора електромагніта на якір, з’єднаний з пружною коливною системою, яка виникає при...
Спосіб зниження частоти коливального процесу
Номер патенту: 70727
Опубліковано: 15.10.2004
Автор: Фалько Олексій Леонідович
МПК: B06B 1/00
Мітки: процесу, частоти, спосіб, коливального, зниження
Формула / Реферат:
1. Спосіб зниження частоти коливального процесу, що здійснюється при власних коливаннях пружної коливної системи при впливі сили, що змушує коливатися систему, який відрізняється тим, що частота власних коливань пружної коливної системи встановлюється в два рази меншою за частоту дії сили, що змушує коливатися систему, а вплив сили, що змушує коливатися систему, на пружну коливну систему, здійснюється раз у два періоди коливань сили, що...
Попередній патент: Спосіб лікування хронічного генералізованого пародонтиту у хворих, які підлягають дентальній імплантації
Наступний патент: Фіксатор для остеосинтезу переломів шийки стегнової кістки системи руденко
Випадковий патент: Спосіб пластики шкіри після видалення великих пігментних невусів за допомогою тканинного експандера