Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей
Номер патенту: 94974
Опубліковано: 10.12.2014
Автори: Логомінов Віктор Олексійович, Дядя Сергій Іванович, Козлова Олена Борисівна, Гермашев Антон Ігорович
Формула / Реферат
Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразку, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, який відрізняється тим, що посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткова маса контрольної пластини, з можливістю зміни її положення вздовж висоти пазу.
Текст
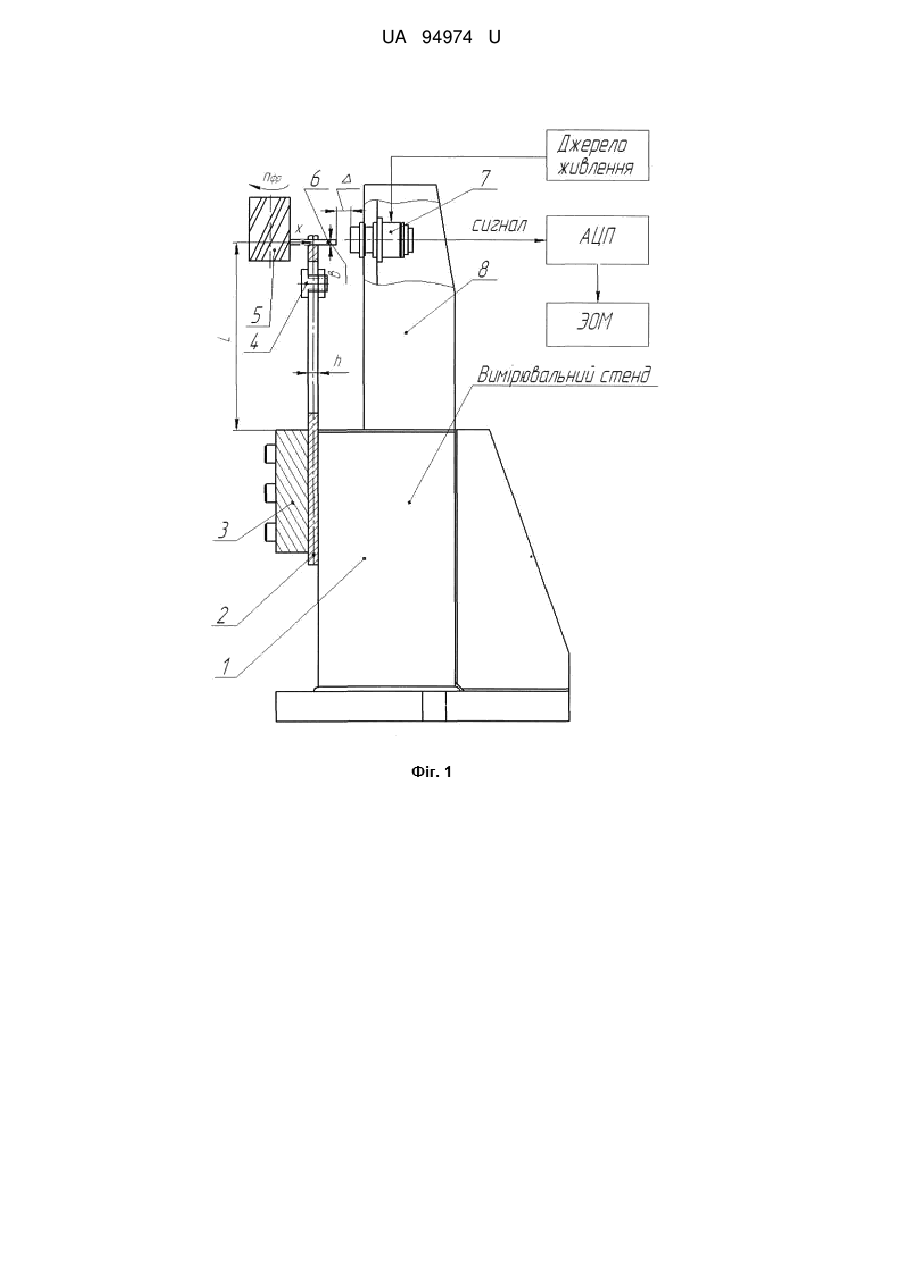
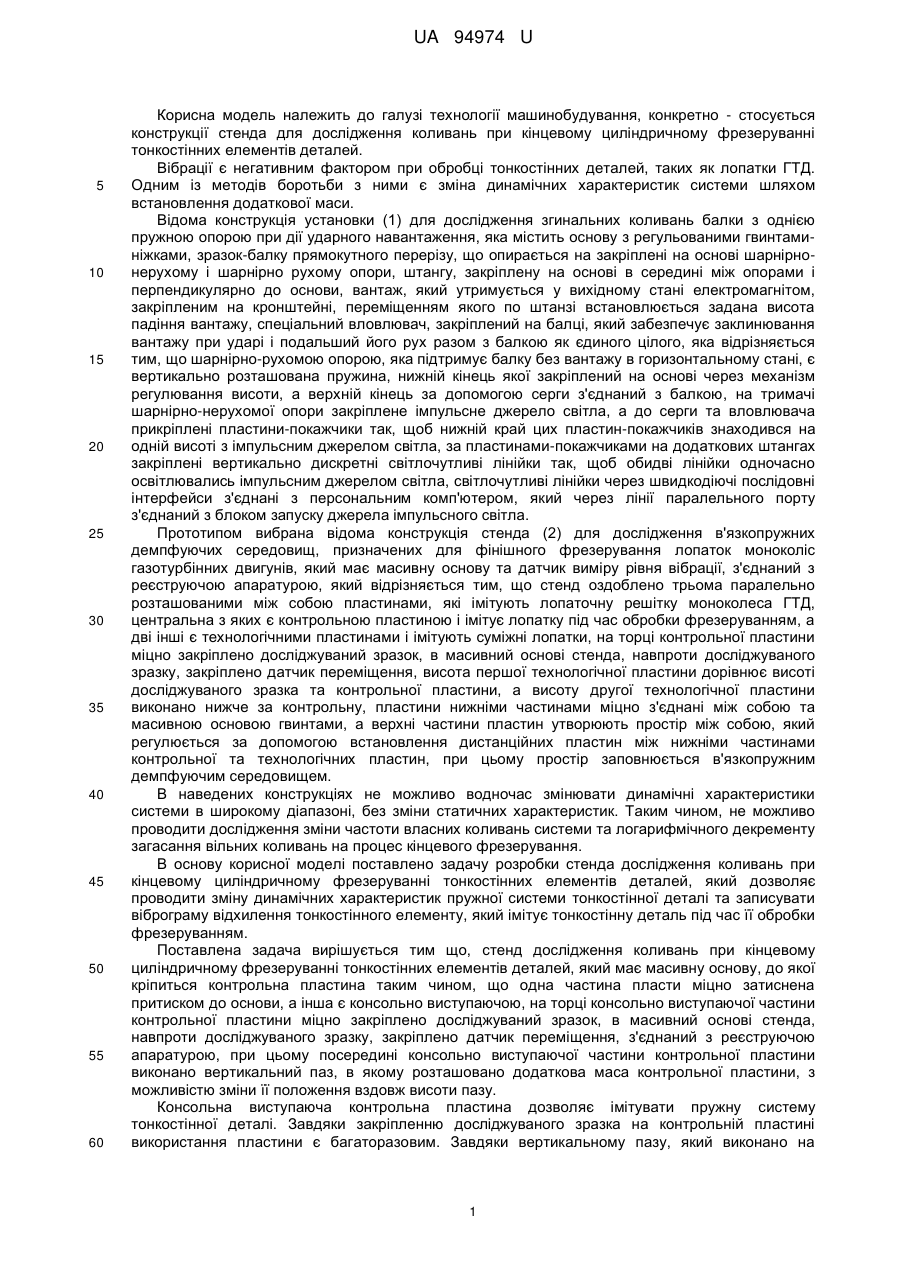
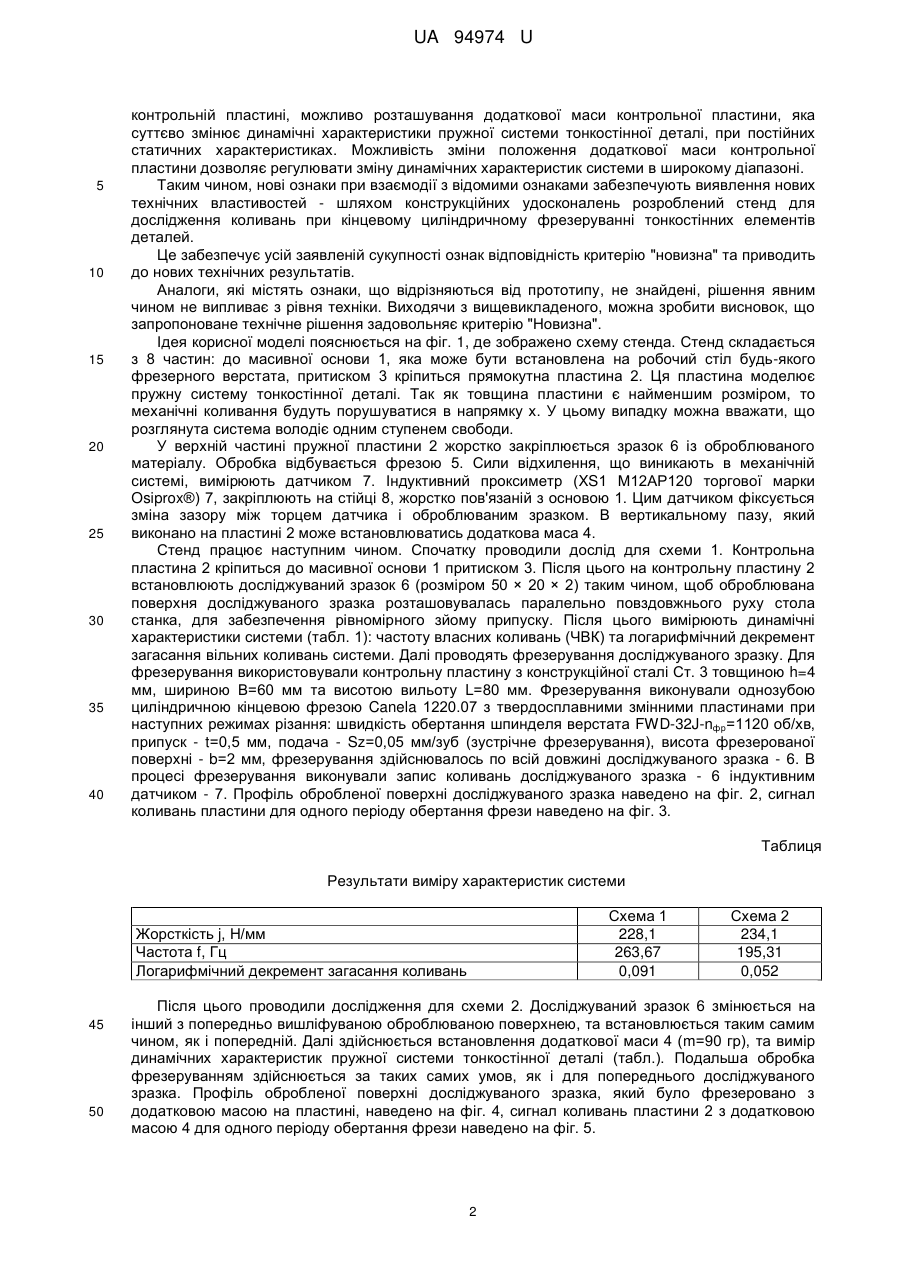
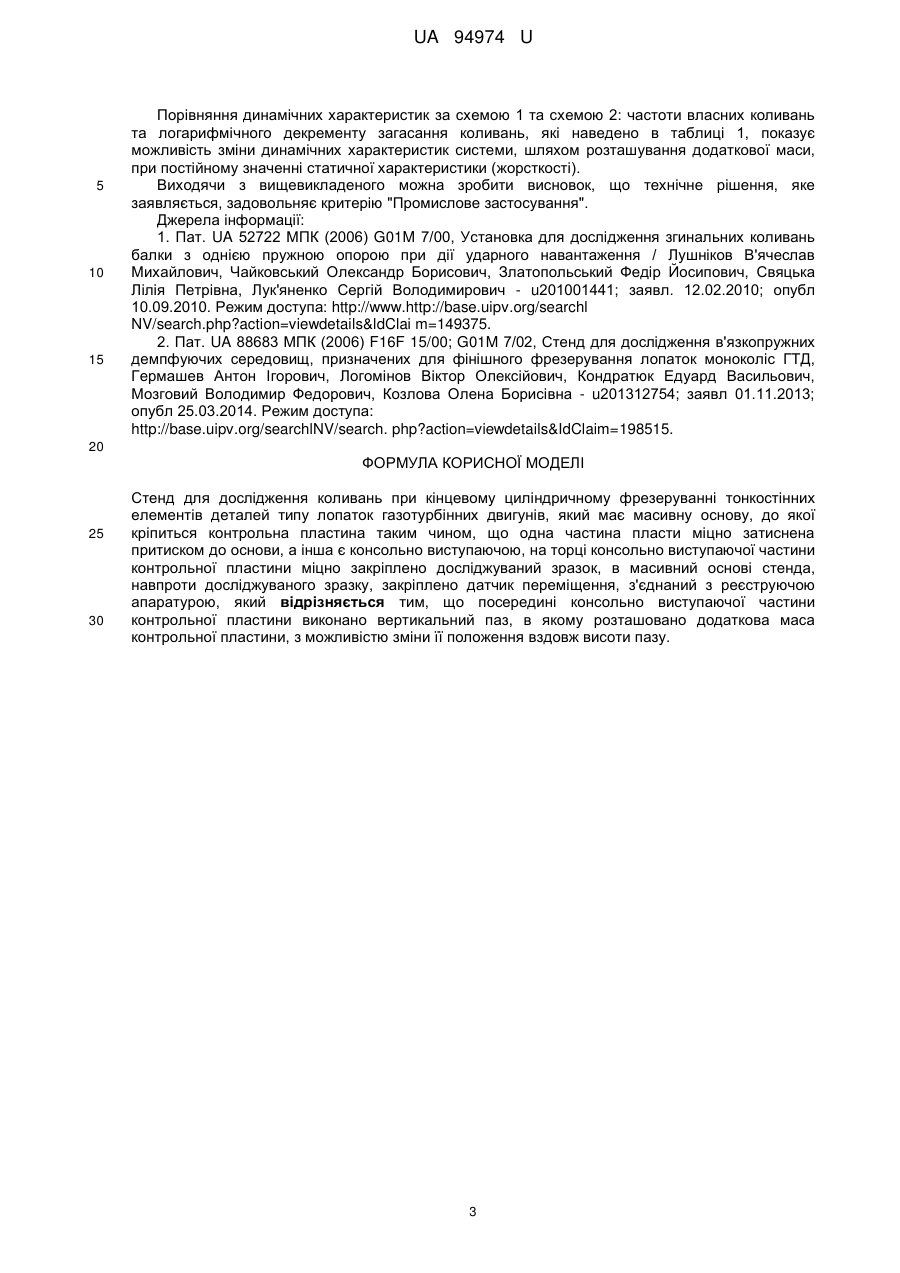
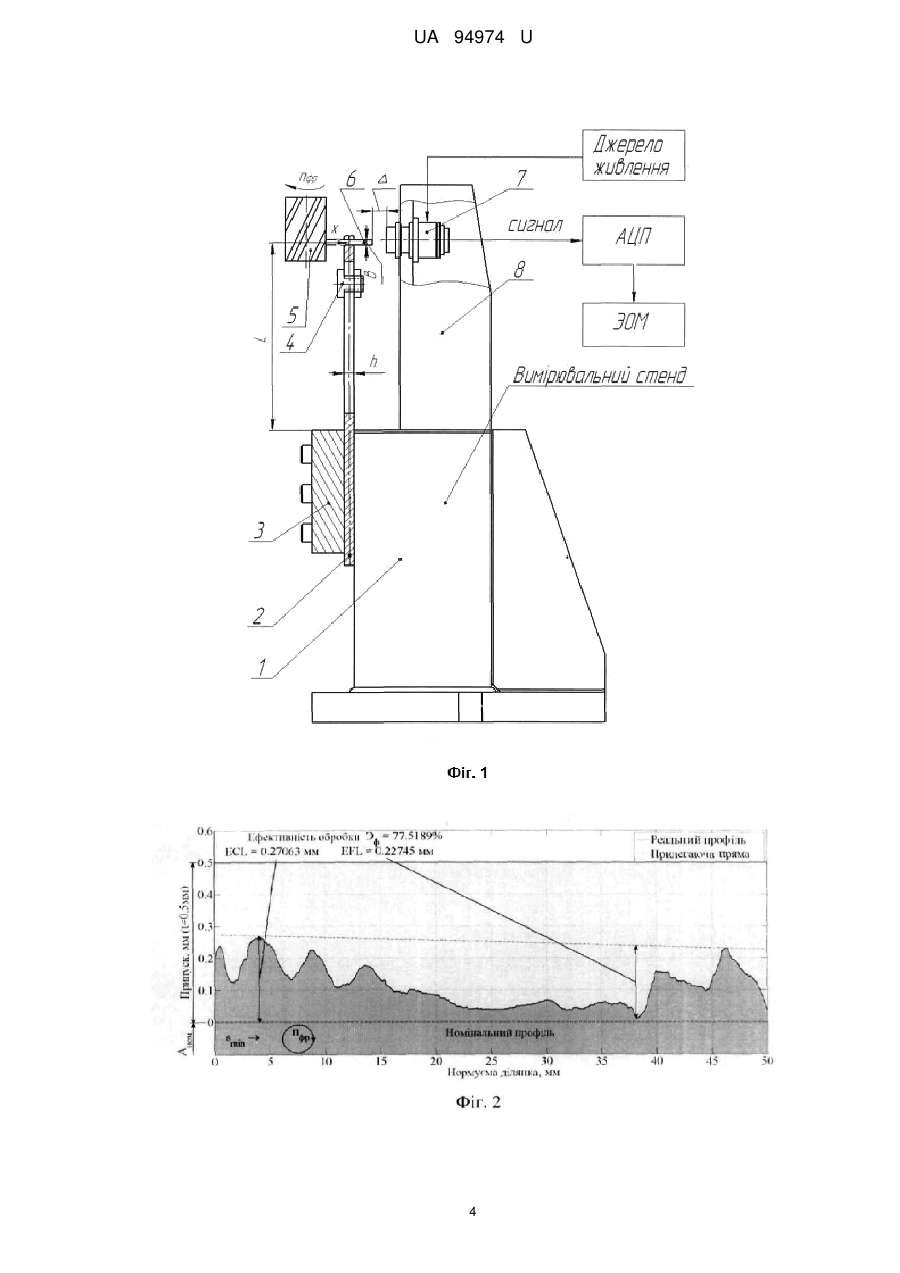
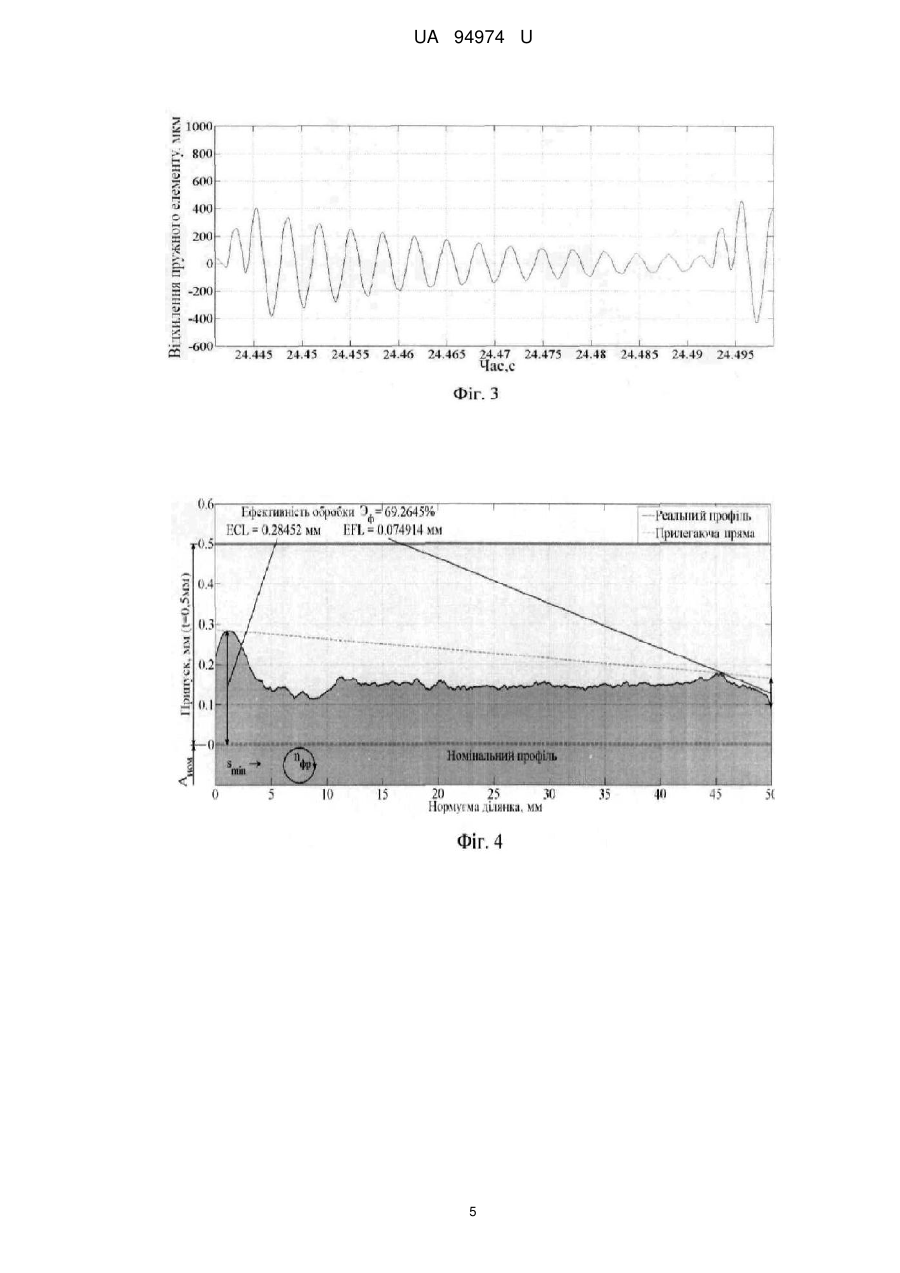
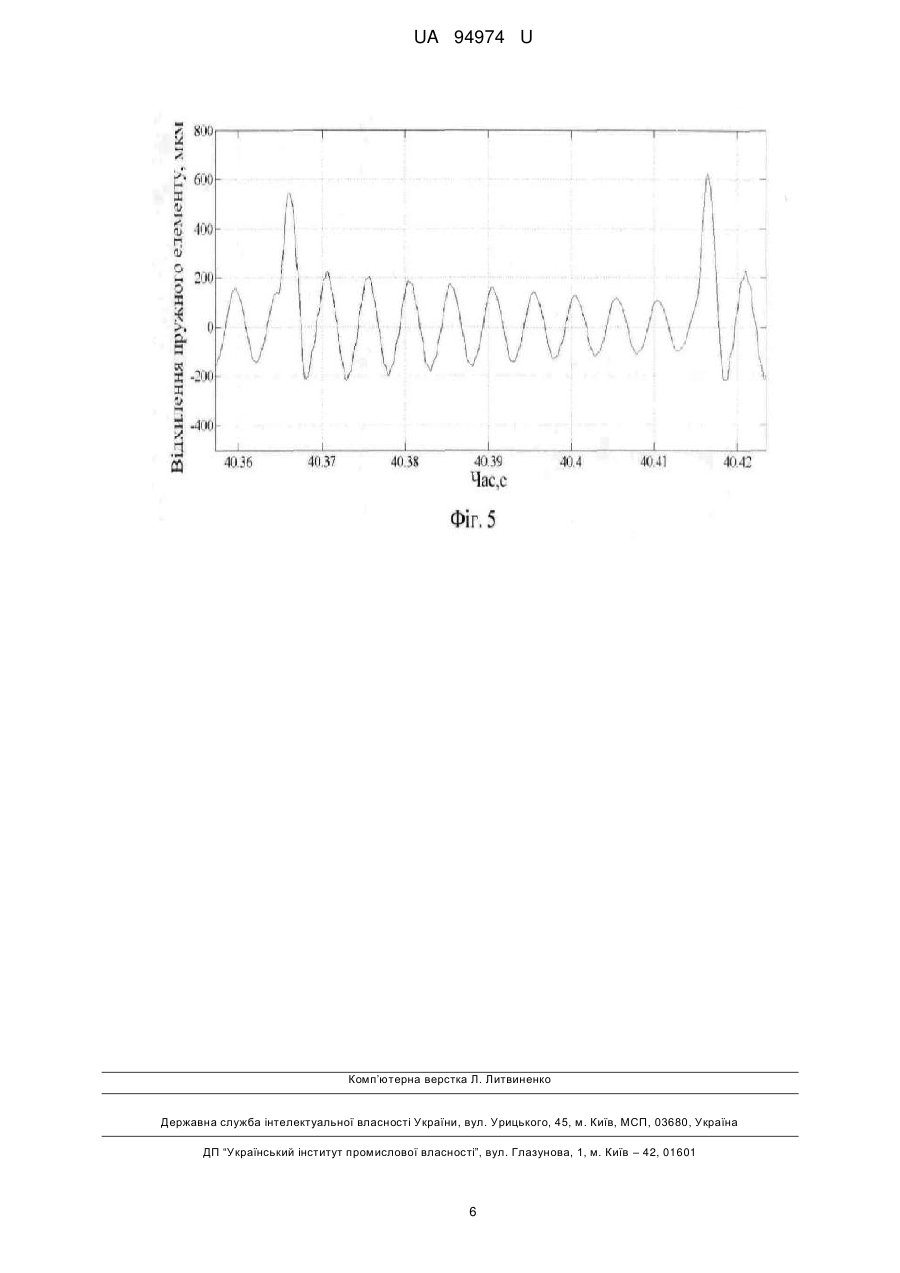
Реферат: Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразку, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою. Посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткова маса контрольної пластини, з можливістю зміни її положення вздовж висоти пазу. UA 94974 U (12) UA 94974 U UA 94974 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, конкретно - стосується конструкції стенда для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей. Вібрації є негативним фактором при обробці тонкостінних деталей, таких як лопатки ГТД. Одним із методів боротьби з ними є зміна динамічних характеристик системи шляхом встановлення додаткової маси. Відома конструкція установки (1) для дослідження згинальних коливань балки з однією пружною опорою при дії ударного навантаження, яка містить основу з регульованими гвинтаминіжками, зразок-балку прямокутного перерізу, що опирається на закріплені на основі шарнірнонерухому і шарнірно рухому опори, штангу, закріплену на основі в середині між опорами і перпендикулярно до основи, вантаж, який утримується у вихідному стані електромагнітом, закріпленим на кронштейні, переміщенням якого по штанзі встановлюється задана висота падіння вантажу, спеціальний вловлювач, закріплений на балці, який забезпечує заклинювання вантажу при ударі і подальший його рух разом з балкою як єдиного цілого, яка відрізняється тим, що шарнірно-рухомою опорою, яка підтримує балку без вантажу в горизонтальному стані, є вертикально розташована пружина, нижній кінець якої закріплений на основі через механізм регулювання висоти, а верхній кінець за допомогою серги з'єднаний з балкою, на тримачі шарнірно-нерухомої опори закріплене імпульсне джерело світла, а до серги та вловлювача прикріплені пластини-покажчики так, щоб нижній край цих пластин-покажчиків знаходився на одній висоті з імпульсним джерелом світла, за пластинами-покажчиками на додаткових штангах закріплені вертикально дискретні світлочутливі лінійки так, щоб обидві лінійки одночасно освітлювались імпульсним джерелом світла, світлочутливі лінійки через швидкодіючі послідовні інтерфейси з'єднані з персональним комп'ютером, який через лінії паралельного порту з'єднаний з блоком запуску джерела імпульсного світла. Прототипом вибрана відома конструкція стенда (2) для дослідження в'язкопружних демпфуючих середовищ, призначених для фінішного фрезерування лопаток моноколіс газотурбінних двигунів, який має масивну основу та датчик виміру рівня вібрації, з'єднаний з реєструючою апаратурою, який відрізняється тим, що стенд оздоблено трьома паралельно розташованими між собою пластинами, які імітують лопаточну решітку моноколеса ГТД, центральна з яких є контрольною пластиною і імітує лопатку під час обробки фрезеруванням, а дві інші є технологічними пластинами і імітують суміжні лопатки, на торці контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразку, закріплено датчик переміщення, висота першої технологічної пластини дорівнює висоті досліджуваного зразка та контрольної пластини, а висоту другої технологічної пластини виконано нижче за контрольну, пластини нижніми частинами міцно з'єднані між собою та масивною основою гвинтами, а верхні частини пластин утворюють простір між собою, який регулюється за допомогою встановлення дистанційних пластин між нижніми частинами контрольної та технологічних пластин, при цьому простір заповнюється в'язкопружним демпфуючим середовищем. В наведених конструкціях не можливо водночас змінювати динамічні характеристики системи в широкому діапазоні, без зміни статичних характеристик. Таким чином, не можливо проводити дослідження зміни частоти власних коливань системи та логарифмічного декременту загасання вільних коливань на процес кінцевого фрезерування. В основу корисної моделі поставлено задачу розробки стенда дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей, який дозволяє проводити зміну динамічних характеристик пружної системи тонкостінної деталі та записувати віброграму відхилення тонкостінного елементу, який імітує тонкостінну деталь під час її обробки фрезеруванням. Поставлена задача вирішується тим що, стенд дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразку, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, при цьому посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткова маса контрольної пластини, з можливістю зміни її положення вздовж висоти пазу. Консольна виступаюча контрольна пластина дозволяє імітувати пружну систему тонкостінної деталі. Завдяки закріпленню досліджуваного зразка на контрольній пластині використання пластини є багаторазовим. Завдяки вертикальному пазу, який виконано на 1 UA 94974 U 5 10 15 20 25 30 35 40 контрольній пластині, можливо розташування додаткової маси контрольної пластини, яка суттєво змінює динамічні характеристики пружної системи тонкостінної деталі, при постійних статичних характеристиках. Можливість зміни положення додаткової маси контрольної пластини дозволяє регулювати зміну динамічних характеристик системи в широкому діапазоні. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - шляхом конструкційних удосконалень розроблений стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей. Це забезпечує усій заявленій сукупності ознак відповідність критерію "новизна" та приводить до нових технічних результатів. Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не випливає з рівня техніки. Виходячи з вищевикладеного, можна зробити висновок, що запропоноване технічне рішення задовольняє критерію "Новизна". Ідея корисної моделі пояснюється на фіг. 1, де зображено схему стенда. Стенд складається з 8 частин: до масивної основи 1, яка може бути встановлена на робочий стіл будь-якого фрезерного верстата, притиском 3 кріпиться прямокутна пластина 2. Ця пластина моделює пружну систему тонкостінної деталі. Так як товщина пластини є найменшим розміром, то механічні коливання будуть порушуватися в напрямку х. У цьому випадку можна вважати, що розглянута система володіє одним ступенем свободи. У верхній частині пружної пластини 2 жорстко закріплюється зразок 6 із оброблюваного матеріалу. Обробка відбувається фрезою 5. Сили відхилення, що виникають в механічній системі, вимірюють датчиком 7. Індуктивний проксиметр (XS1 М12АР120 торгової марки Osiprox®) 7, закріплюють на стійці 8, жорстко пов'язаній з основою 1. Цим датчиком фіксується зміна зазору між торцем датчика і оброблюваним зразком. В вертикальному пазу, який виконано на пластині 2 може встановлюватись додаткова маса 4. Стенд працює наступним чином. Спочатку проводили дослід для схеми 1. Контрольна пластина 2 кріпиться до масивної основи 1 притиском 3. Після цього на контрольну пластину 2 встановлюють досліджуваний зразок 6 (розміром 50 × 20 × 2) таким чином, щоб оброблювана поверхня досліджуваного зразка розташовувалась паралельно повздовжнього руху стола станка, для забезпечення рівномірного зйому припуску. Після цього вимірюють динамічні характеристики системи (табл. 1): частоту власних коливань (ЧВК) та логарифмічний декремент загасання вільних коливань системи. Далі проводять фрезерування досліджуваного зразку. Для фрезерування використовували контрольну пластину з конструкційної сталі Ст. 3 товщиною h=4 мм, шириною В=60 мм та висотою вильоту L=80 мм. Фрезерування виконували однозубою циліндричною кінцевою фрезою Canela 1220.07 з твердосплавними змінними пластинами при наступних режимах різання: швидкість обертання шпинделя верстата FWD-32J-nфр=1120 об/хв, припуск - t=0,5 мм, подача - Sz=0,05 мм/зуб (зустрічне фрезерування), висота фрезерованої поверхні - b=2 мм, фрезерування здійснювалось по всій довжині досліджуваного зразка - 6. В процесі фрезерування виконували запис коливань досліджуваного зразка - 6 індуктивним датчиком - 7. Профіль обробленої поверхні досліджуваного зразка наведено на фіг. 2, сигнал коливань пластини для одного періоду обертання фрези наведено на фіг. 3. Таблиця Результати виміру характеристик системи Схема 1 228,1 263,67 0,091 Жорсткість j, Н/мм Частота f, Гц Логарифмічний декремент загасання коливань 45 50 Схема 2 234,1 195,31 0,052 Після цього проводили дослідження для схеми 2. Досліджуваний зразок 6 змінюється на інший з попередньо вишліфуваною оброблюваною поверхнею, та встановлюється таким самим чином, як і попередній. Далі здійснюється встановлення додаткової маси 4 (m=90 гр), та вимір динамічних характеристик пружної системи тонкостінної деталі (табл.). Подальша обробка фрезеруванням здійснюється за таких самих умов, як і для попереднього досліджуваного зразка. Профіль обробленої поверхні досліджуваного зразка, який було фрезеровано з додатковою масою на пластині, наведено на фіг. 4, сигнал коливань пластини 2 з додатковою масою 4 для одного періоду обертання фрези наведено на фіг. 5. 2 UA 94974 U 5 10 15 Порівняння динамічних характеристик за схемою 1 та схемою 2: частоти власних коливань та логарифмічного декременту загасання коливань, які наведено в таблиці 1, показує можливість зміни динамічних характеристик системи, шляхом розташування додаткової маси, при постійному значенні статичної характеристики (жорсткості). Виходячи з вищевикладеного можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію "Промислове застосування". Джерела інформації: 1. Пат. UA 52722 МПК (2006) G01M 7/00, Установка для дослідження згинальних коливань балки з однією пружною опорою при дії ударного навантаження / Лушніков В'ячеслав Михайлович, Чайковський Олександр Борисович, Златопольський Федір Йосипович, Свяцька Лілія Петрівна, Лук'яненко Сергій Володимирович - u201001441; заявл. 12.02.2010; опубл 10.09.2010. Режим доступа: http://www.http://base.uipv.org/searchl NV/search.php?action=viewdetails&ldClai m=149375. 2. Пат. UA 88683 МПК (2006) F16F 15/00; G01M 7/02, Стенд для дослідження в'язкопружних демпфуючих середовищ, призначених для фінішного фрезерування лопаток моноколіс ГТД, Гермашев Антон Ігорович, Логомінов Віктор Олексійович, Кондратюк Едуард Васильович, Мозговий Володимир Федорович, Козлова Олена Борисівна - u201312754; заявл 01.11.2013; опубл 25.03.2014. Режим доступа: http://base.uipv.org/searchlNV/search. php?action=viewdetails&IdClaim=198515. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей типу лопаток газотурбінних двигунів, який має масивну основу, до якої кріпиться контрольна пластина таким чином, що одна частина пласти міцно затиснена притиском до основи, а інша є консольно виступаючою, на торці консольно виступаючої частини контрольної пластини міцно закріплено досліджуваний зразок, в масивний основі стенда, навпроти досліджуваного зразку, закріплено датчик переміщення, з'єднаний з реєструючою апаратурою, який відрізняється тим, що посередині консольно виступаючої частини контрольної пластини виконано вертикальний паз, в якому розташовано додаткова маса контрольної пластини, з можливістю зміни її положення вздовж висоти пазу. 3 UA 94974 U 4 UA 94974 U 5 UA 94974 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюLohominov Viktor Oleksiiovych
Автори російськоюЛогоминов Виктор Алексеевич
МПК / Мітки
МПК: G01M 7/02, G01H 11/00
Мітки: фрезеруванні, коливань, дослідження, циліндричному, кінцевому, деталей, елементів, тонкостінних, стенд
Код посилання
<a href="https://ua.patents.su/8-94974-stend-dlya-doslidzhennya-kolivan-pri-kincevomu-cilindrichnomu-frezeruvanni-tonkostinnikh-elementiv-detalejj.html" target="_blank" rel="follow" title="База патентів України">Стенд для дослідження коливань при кінцевому циліндричному фрезеруванні тонкостінних елементів деталей</a>
Стенд для діагностики коливань тонкостінної деталі типу лопаток моноколеса газотурбінного двигуна (гтд) при кінцевому фрезеруванні
Номер патенту: 94382
Опубліковано: 10.11.2014
Автори: Гермашев Антон Ігорович, Логомінов Віктор Олексійович, Анпілогов Дмитро Ігорович
МПК: G01M 7/02, G01H 11/00
Мітки: моноколеса, двигуна, газотурбінного, лопаток, коливань, тонкостінної, типу, кінцевому, діагностики, гтд, деталі, фрезеруванні, стенд
Формула / Реферат:
Стенд для діагностики коливань тонкостінної деталі типу лопаток газотурбінного двигуна (ГТД) моноколеса при кінцевому фрезеруванні, який має масивну основу та датчик виміру рівня вібрації, з'єднаний з реєструючою апаратурою, стенд оздоблено трьома паралельно розташованими між собою пластинами, які нижніми частинами міцно з'єднані між собою та з основою, а верхні частини пластин утворюють між собою простір, який може заповнюватись...
Стенд для дослідження в’язкопружних демпфуючих середовищ, призначених для фінішного фрезерування лопаток моноколіс газотурбінних двигунів
Номер патенту: 88683
Опубліковано: 25.03.2014
Автори: Мозговий Володимир Федорович, Козлова Олена Борисівна, Гермашев Антон Ігорович, Кондратюк Едуард Васильович, Логомінов Віктор Олексійович
МПК: G01M 7/02, F16F 15/00
Мітки: призначених, демпфуючих, двигунів, середовищ, фрезерування, в'язкопружних, дослідження, лопаток, газотурбінних, стенд, фінішного, моноколіс
Формула / Реферат:
Стенд для дослідження в'язкопружних демпфуючих середовищ, призначених для фінішного фрезерування лопаток моноколіс газотурбінних двигунів (ГТД), який має масивну основу та датчик виміру рівня вібрації, з'єднаний з реєструючою апаратурою, який відрізняється тим, що стенд оснащено трьома паралельно розташованими між собою пластинами, які імітують лопаточну решітку моноколеса ГТД, центральна з яких є контрольною пластиною і імітує лопатку під...
Стенд для дослідження гнучких коливань довгомірних вантажів при їх транспортуванні
Номер патенту: 33464
Опубліковано: 15.02.2001
Автори: Бушманов Дмитро Володимирович, Табуненко Володимир Олександрович, Іванченко Олег Васильович, Прокопов Володимир Олександрович
МПК: G09B 23/06
Мітки: стенд, гнучких, вантажів, транспортуванні, довгомірних, коливань, дослідження
Формула / Реферат:
Стенд для дослідження гнучких коливань довгомірних вантажів при їх транспортуванні, який містить імітатор платформи транспортного засобу, виконаний у вигляді балки, на якій з можливістю переміщення повздовж неї встановлені опорні пояси та змінні амортизатори, зв'язані з стрижнем та опорними поясами, з'єднаними за допомогою пружної підвіски, яка складається із декількох розташованих на станині переставних демпферів та зв'язаних з ними жорстких...
Стенд для дослідження елементів стрічкового конвеєра
Номер патенту: 26882
Опубліковано: 10.10.2007
Автори: Кузьменко Володимир Іванович, Доброногова Вікторія Юріївна, Сурело Володимир Олександрович
МПК: B65G 15/00
Мітки: стрічкового, дослідження, конвеєра, елементів, стенд
Формула / Реферат:
Стенд для дослідження елементів стрічкового конвеєра, який містить раму, встановлені на ній привідний і натяжний барабани і стрічку, що їх огинає, робоча гілка якої розташована на роликах, який відрізняється тим, що на рамі конвеєра жорстко закріплюються в повздовжніх Т-подібних пазах кронштейни навантажувального пристрою, в отворах яких встановлена вісь з розташованою на ній з можливістю повороту втулкою і жорстко закріпленою вздовж втулки...
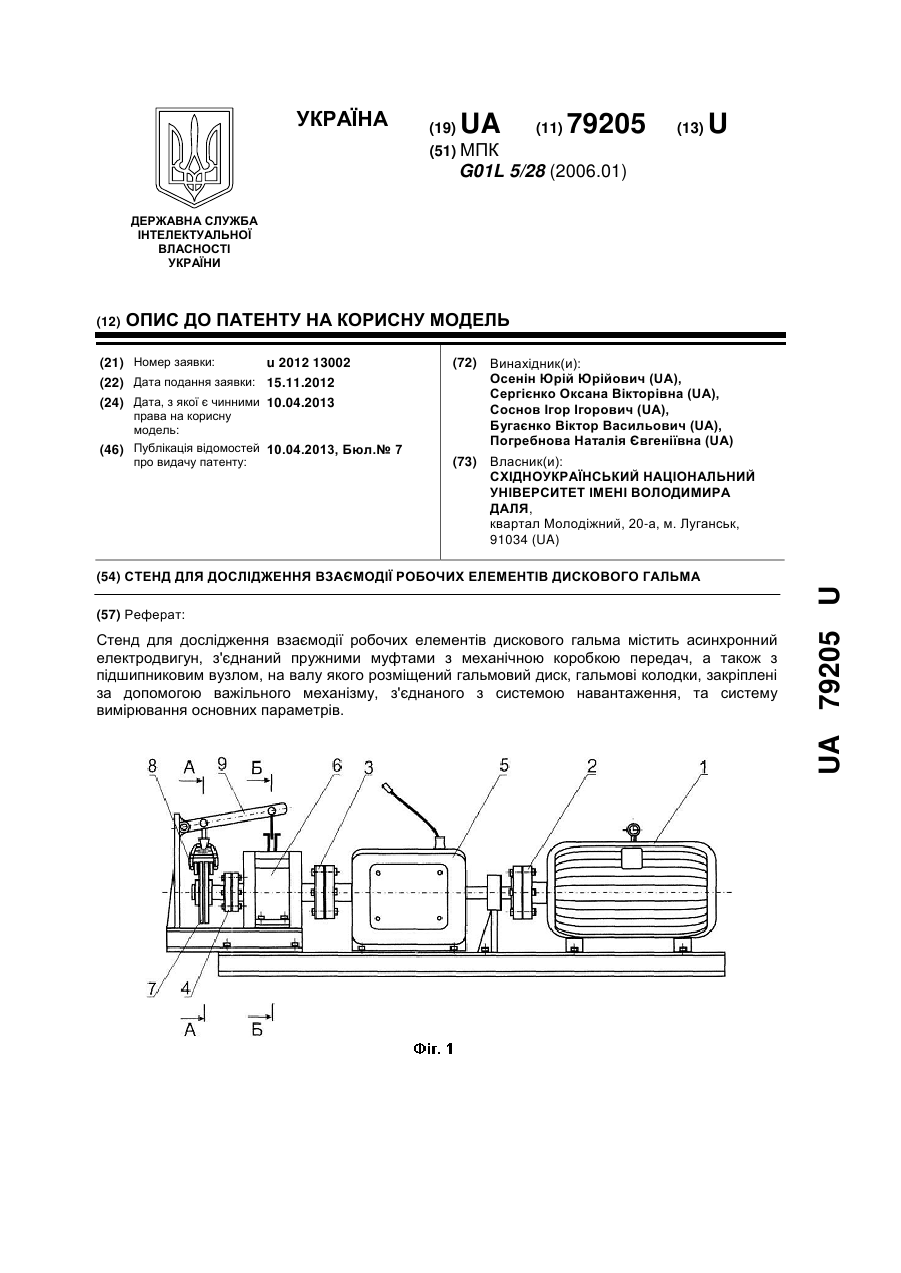
Стенд для дослідження взаємодії робочих елементів дискового гальма
Номер патенту: 79205
Опубліковано: 10.04.2013
Автори: Погребнова Наталія Євгеніївна, Сергієнко Оксана Вікторівна, Осенін Юрій Юрійович, Соснов Ігор Ігорович, Бугаєнко Віктор Васильович
МПК: G01L 5/28
Мітки: стенд, робочих, дискового, елементів, дослідження, гальма, взаємодії
Формула / Реферат:
Стенд для дослідження взаємодії робочих елементів дискового гальма, який відрізняється тим, що містить асинхронний електродвигун, з'єднаний пружними муфтами з механічною коробкою передач, а також з підшипниковим вузлом, на валу якого розміщений гальмовий диск, гальмові колодки, закріплені за допомогою важільного механізму, з'єднаного з системою навантаження, та систему вимірювання основних параметрів.
Попередній патент: Біоенергетична установка
Наступний патент: Різцевий блок для чорнових токарних робіт
Випадковий патент: Спосіб хірургічного лікування механічної жовтяниці внаслідок непрохідності жовчних проток у воротах печінки