Спосіб склеювання оптичних деталей
Номер патенту: 106142
Опубліковано: 25.04.2016
Автори: Дорожинський Гліб Вячеславович, Маслов Володимир Петрович

Формула / Реферат
Спосіб склеювання оптичних деталей, що включає очищення деталей і контроль їх перед склеюванням, підготовку оптичного клею, нанесення оптичного клею на деталі, що склеюють, видалення надлишку клею, юстирування та витримку склеєних деталей при температурі навколишнього середовища, остаточне чищення деталей після склеювання, який відрізняється тим, що попередньо визначають показник заломлення та швидкості полімеризації оптичного клею рефрактометром, робота якого заснована на явищі поверхневого плазмонного резонансу.
Текст
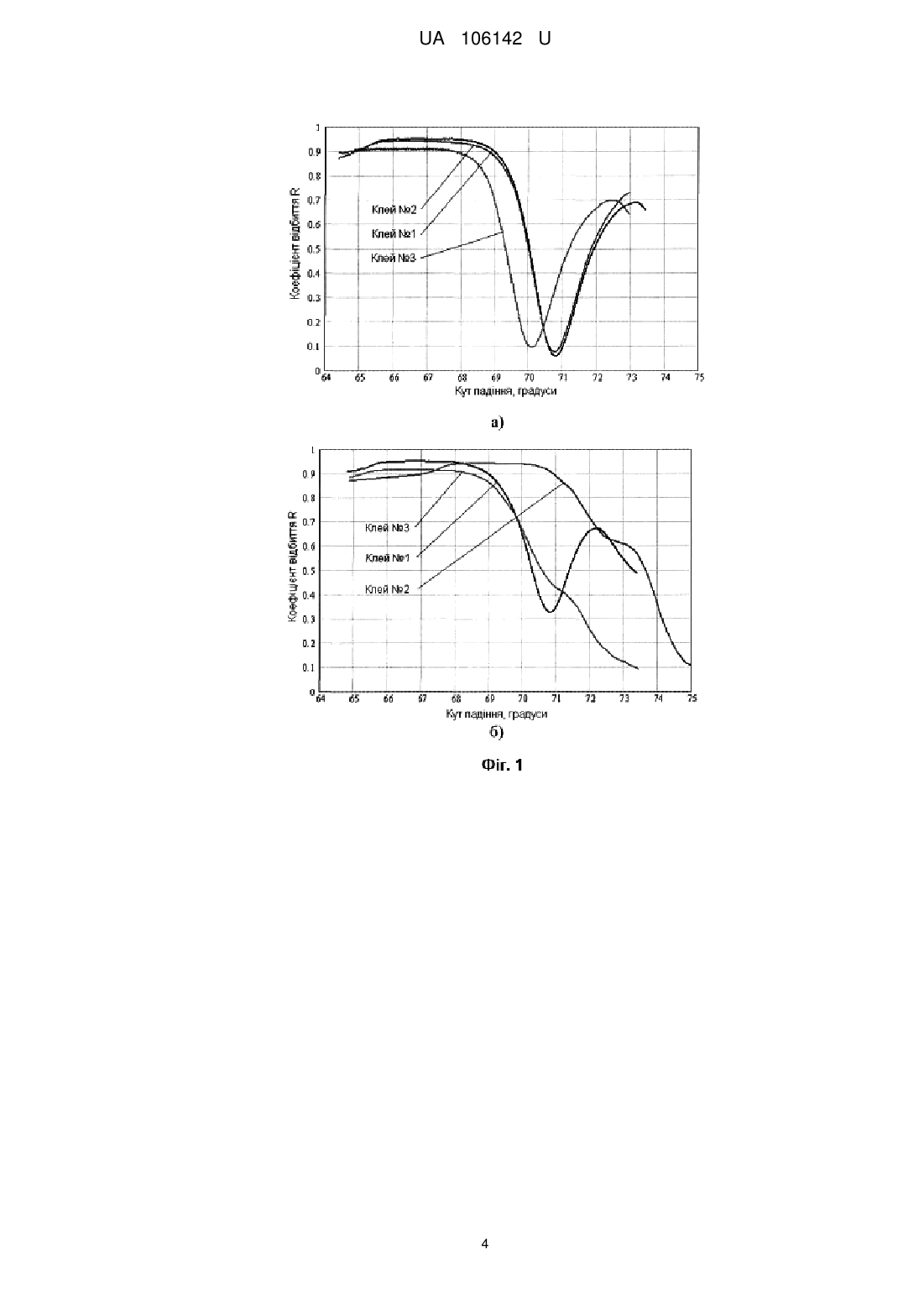
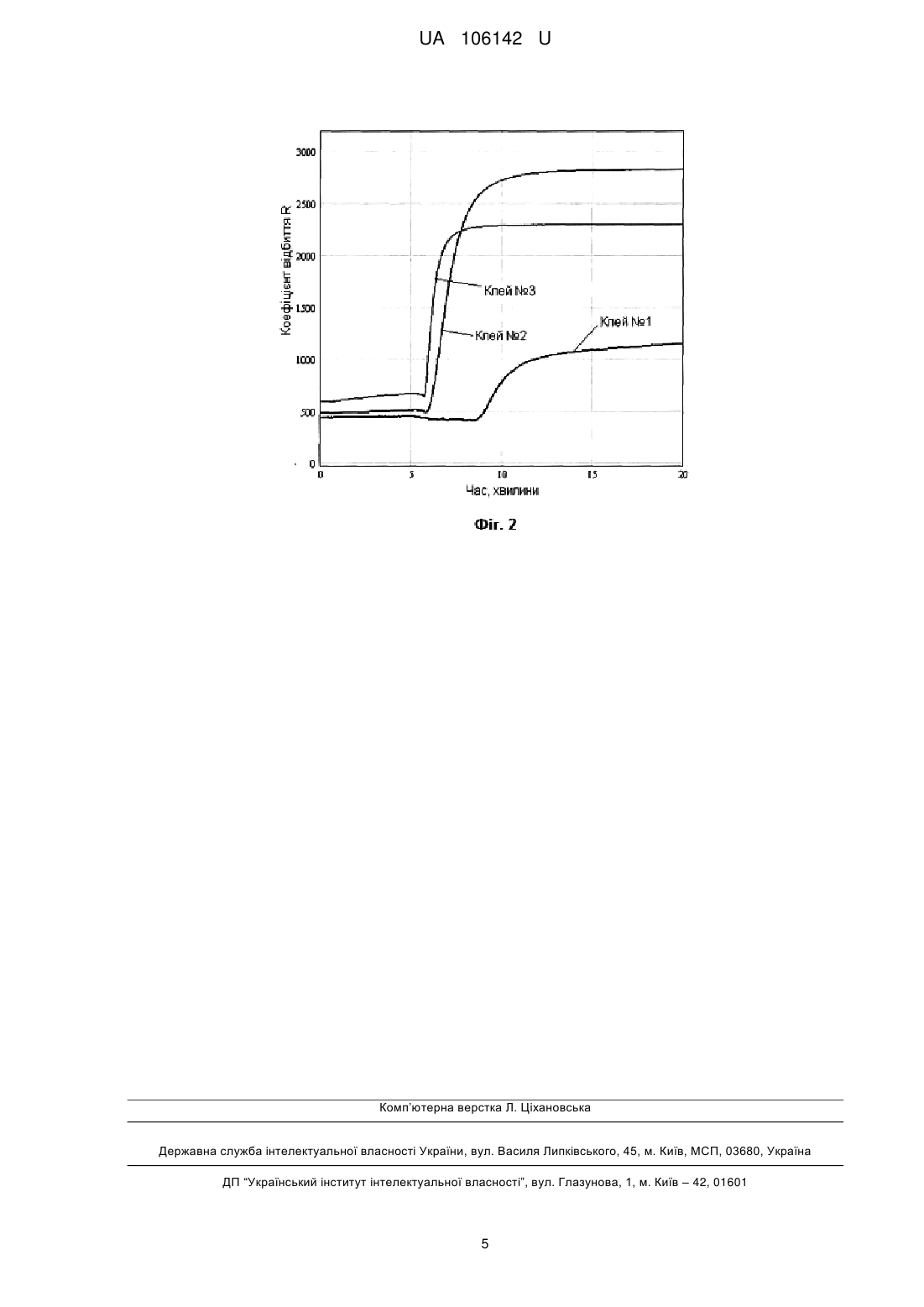
Реферат: Спосіб склеювання оптичних деталей включає очищення деталей і контроль їх перед склеюванням, підготовку оптичного клею, нанесення оптичного клею на деталі, що склеюють, видалення надлишку клею, юстирування та витримку склеєних деталей при температурі навколишнього середовища, остаточне чищення деталей після склеювання. Попередньо визначають показник заломлення та швидкості полімеризації оптичного клею рефрактометром, робота якого заснована на явищі поверхневого плазмонного резонансу. UA 106142 U (12) UA 106142 U UA 106142 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології склеювання оптичних деталей і може бути використана на підприємствах оптичної промисловості при виготовленні оптичних приладів, а також для розробки нових прецизійних композицій оптичних клеїв. Відомий спосіб отвердіння фототвердіючої клейової композиції [1], відповідно до якого фототвердіючу клейову композицію розміщують між деталями, котрі склеюються, далі опромінюють місце склеювання УФ-світлом протягом 5-15 хвилин, після чого виконують термодополімеризацію при температурі в межах 35-50 °C протягом 45-60 хвилин з наступним охолодженням та витримкою протягом 8-10 годин. Вищенаведений аналог дозволяє отримати клейове з'єднання з високою адгезією до скла та високою стійкістю до зовнішнього атмосферного впливу, але тривалий час полімеризації та необхідності наступної витримки ускладнює її використання у масовому виробництві, внаслідок високої тривалості загального технологічного процесу складання. Крім цього, цей спосіб передбачає додаткове використання термічної обробки, що збільшує витрати та ускладнює технологію. Також відомий спосіб склеювання [2], відповідно до якого фототвердіючу клейову композицію наносять на одну з деталей (деталь 1), котрі склеюються, далі виконують сушіння деталі з клейовою композицією при температурі 40 °C протягом 10 хвилин, далі опромінюють УФ-світлом протягом 1 хвилини, після чого другу не покриту клейовою композицією деталь (деталь 2) притискають до деталі 1 в місці нанесення клейової композиції. Через 10 секунд після об'єднання деталей з'єднання має максимальну міцність. Наведений вище спосіб дозволяє отримати міцне з'єднання оптичних деталей за короткий проміжок часу, але потребує процес сушіння, що ускладнює технологічний процес виготовлення оптичних конструкцій. Найбільш близьким способом, прийнятим за прототип, є спосіб склеювання оптичних деталей [3], що включає підготовку деталей до склеювання, що складається з попереднього очищення деталей і контролю перед склеюванням, підготовку оптичного клею, шляхом його попереднього підігріву до певної температури, нанесення оптичного клею на склеювані деталі, видалення надлишку клею, юстирування склеєних деталей, витримку склеєних деталей при температурі навколишнього середовища, остаточного чищення деталей після склеювання та контролю. Недоліком прототипу є те, що відсутня процедура контролю показника заломлення та коефіцієнта поглинання оптичного клею для забезпечення надійного оптичного контакту, що зменшує точність оптичних параметрів з'єднання оптичних деталей. Також цей спосіб не передбачає визначення швидкості полімеризації, що не дає оптимізувати за часом технологічний процес склеювання і є економічно невигідним. Таким чином, спосіб за прототипом є тривалим і недостатньо точним щодо забезпечення заданого показника заломлення та поглинання клейового шва. В основу корисної моделі поставлена задача розробки способу склеювання оптичних деталей, який забезпечує заданий показник заломлення та поглинання клейового шва і визначає оптимальні режими полімеризації. Поставлена задача вирішується тим, що пропонується спосіб склеювання оптичних деталей, що включає очищення деталей і контроль їх перед склеюванням, підготовку оптичного клею, нанесення оптичного клею на деталі, що склеюють, видалення надлишку клею, юстирування та витримку склеєних деталей при температурі навколишнього середовища, остаточне чищення деталей після склеювання, у якому, відповідно до корисної моделі, попередньо визначають показник заломлення та швидкості полімеризації оптичного клею рефрактометром, робота якого заснована на явищі поверхневого плазмонного резонансу. Новизна запропонованого способу визначається сукупністю відомих та нових операцій, та використанням оптичного методу, який засновано на явищі поверхневого плазмонного резонансу (ППР). Ефект ППР виникає при взаємодії електромагнітного випромінюваннявидимого діапазону з межею поділу двох середовищ. При цьому умовою існування поверхневого плазмону є наявність у робочому діапазоні негативної діелектричної проникності у одного з середовищ, що граничать. Оскільки для металів діелектрична проникність, обумовлена плазмою вільних електронів, негативна в широкому спектральному діапазоні, металева плівка (переважно Аu чи Ag) на діелектричній підкладці є чутливим елементом ППР сенсора. Явище ППР полягає в різкому зменшенні інтенсивності світла, відбитого від вищевказаної границі поділу, що спостерігається при специфічній довжині хвилі і специфічному куті падіння. Для того, щоб одержати резонансну ППР криву, можна або змінювати довжину хвилі падаючого світла при фіксованому куті падіння, або, використовуючи монохроматичне випромінювання, 1 UA 106142 U 5 10 15 20 25 30 35 40 45 50 55 60 змінювати кут падіння. При цьому відомі три способи для збудження поверхневого плазмону з використанням: металізованих дифракційних ґраток [4], металізованої скляної призми (конфігурація Кречмана) чи призми в близькому контакті з металізованою скляною підкладкою (конфігурація Отто). Форма резонансної кривої і положення мінімуму будуть визначатися оптичними характеристиками всієї структури в цілому, включаючи середовище, що контактує з металевою плівкою з протилежної сторони. В корисній моделі, що заявляється, використовується конфігурація Кречмана. Форма кривої плазмонного резонансу і, зокрема, положення мінімуму, залежать: від показника заломлення призми, оптичних констант і товщини металевої плівки, у якій збуджується поверхневий плазмонний резонанс, та від оптичних параметрів і товщини шару, що контактує з металевим робочим елементом. Фіксуючи зміну резонансних умов виникнення плазмонного ефекту, тобто досліджуючи зміну положення мінімуму плазмонного резонансу у часі, можна зробити висновки про процеси адсорбції та взаємодії молекул, що відбуваються на розглянутій межі поділу та характеризувати їх кількісно. Результати вимірів математично обробляються по спеціально розробленому алгоритму. За рахунок механічної розгортки по куту падіння випромінювання на робочий елемент сенсор забезпечує діапазон по куту падіння - 17 кутових градусів. Це дозволяє отримувати повну ППР-криву та за допомогою спеціального програмного забезпечення вираховувати оптичні константи та товщини шарів, що входять до системи. А також працювати з середовищами, які мають показники заломлення від 1,0 до 1,5. -7 За допомогою ППР можна визначати показники заломлення з чутливістю ±4×10 та точністю -7 ±2×10 . Крім цього, метод ППР дозволяє використовувати для аналізу дуже малі проби досліджуваної речовини від 10 до 50 мкл, що є економічно вигідним у разі використання коштовних досліджуваних речовин та матеріалів. Таким чином, ППР - це оптоелектронне явище, що використовується для розробки чутливих тонкоплівкових рефрактометрів. Приклад реалізації. Для реалізації запропонованого способу був використаний розроблений в Інституті фізики напівпровідників ім. В.Є. Лашкарьова НАН України двоканальний прилад ПЛАЗМОН-7, який працює на основі явища поверхневого плазмонного резонансу (ППР). Як джерело випромінювання використовується напівпровідниковий інжекційний лазер GaAs з довжиною хвилі 850 нм. Точність вимірювання показника заломлення за величиною кута мінімуму ППР -5 -5 приладом ПЛАЗМОН-7 становить ±2×10 , а чутливість - 5×10 . Досліджували три зразки фотополімерного УФ-клею. Зразки відрізнялись між собою складом клею. Для усіх зразків використовувалися клеї, які полімеризуються під впливом ультрафіолетового випромінювання довжиною хвилі в межах 340-380 нм (ближній ультрафіолет). Зразок № 1 мав ультрафіолетовий клей без домішок. Зразок № 2 мав ультрафіолетовий клей як в зразку № 1 тільки з кремнійорганічним акрилатом АД1. Зразок № 3 мав ультрафіолетовий клей як в зразку № 1, але з кремнійорганічним акрилатом АД2. Крім цього, клей № 1 мав більший вміст розріджувача. Клеї пронумеровані так само як і зразки, відповідно 1, 2 та 3. Кожен зразок являв собою скляну пластинку товщиною 1 мм розміром 20×20 мм зі скла Ф1 (показник заломлення відносно вакууму n=1,61) на поверхню якої було спочатку нанесено плазмоносійний шар золота товщиною близько 50 нм, а на шар золота нанесений УФ-клей. Спочатку була виміряна залежність коефіцієнта відбиття (інтенсивності відбитого від зразка променя лазера) від кута падіння лазерного випромінювання на зразок з неполімеризованим клеєм. За цією залежністю були визначені спочатку характеристики поверхневого плазмонного резонансу (ППР) (мінімум кривої плазмонного резонансу та її півширина) та кут повного внутрішнього відбиття (ПВВ) на межі клей-повітря, а потім методом чисельної обробки результатів було визначено показник заломлення неполімеризованого клею. Далі було виконано процес полімеризації клею шляхом опромінення його ультрафіолетом напівпровідникового діода протягом 20 хвилин. Під час процесу полімеризації виконувалось вимірювання кінетики зсуву кривої ППР шляхом вимірювання залежності коефіцієнта відбиття від часу в певній точці на лівому схилі ППР кривої, тобто при фіксованому куті падіння лазерного променя на зразок. Ця точка була вибрана на лінійній ділянці кривої ППР. Після закінчення процесу полімеризації була знову виміряна залежність коефіцієнта відбиття від кута падіння лазерного випромінювання на зразок з полімеризованим клеєм та проведена процедура визначення показника заломлення полімеризованого клею. Усі результати вимірювань оброблялися за допомогою спеціально розробленої програми і записувалися на ПК. Виміряна залежність коефіцієнта відбиття R від кута падіння лазерного випромінювання на зразки із не полімеризованими та полімеризованими клеями наведені на фіг. 1. На фіг. 1а) наведені криві відбиття для трьох клеїв. V-подібна ділянка кривої відбиття і є кривою ППР. Цю 2 UA 106142 U 5 10 15 ділянку можна характеризувати кутовим положенням і коефіцієнтом відбиття у мінімумі. Кутове положення мінімуму визначає показник заломлення досліджуваної речовини (у нашому випадку клей), а коефіцієнтом відбиття у мінімумі - поглинання клеєм. Кінетика процесу полімеризації зображена на фіг. 2. Вимірювалась і записувалась зміна значення коефіцієнта відбиття в часі для трьох зразків. Початкове значення коефіцієнта відбиття відповідало точці на лівому схилі кривої ППР для кожного клею до полімеризації. Цій точці відповідав певний кут падіння лазерного променя на поверхню розділу золото-клей. Під час процесу полімеризації ППР крива зміщувалась вправо, в результаті чого вибрана точка повзла вверх по схилу ППР кривої, тому значення коефіцієнта відбиття зростало. Кожний клей полімеризувався з різною швидкістю, тому швидкість пересування точки була різна і як результат зміна коефіцієнта відбиття теж. Це видно за нахилом кінетичних кривих. За результатами числових розрахунків було визначено показники заломлення n для клеїв до та після полімеризації (див. таблицю). В таблицю також занесені значення кутів Брюстера (ΘБ) та кутів мінімуму кривих ППР (Θmin) у кутових градусах до і після полімеризації. Також вказані відносні прирощення у відсотках значень кутів (δΘ min, δΘБ) та абсолютне прирощення показника заломлення клею Δn. Таблиця Результати вимірювань показника заломлення клейових композицій до і після полімеризації № зразка 1 2 3 20 25 30 35 До полімеризації min Б n град град 70,82 65,78 1,4615 70,77 65,70 1,4602 70,11 64,99 1,4507 Після полімеризації min Б n град град 70,84 65,82 1,4628 73,42 68,22 1,4816 71,13 65,95 1,4655 Відносна зміна, % δmin 0,03 3,75 1,46 δБ 0,06 3,83 1,48 Δn -3 ×10 1,3 21,4 14,8 Використовуючи явище поверхневого плазмонного резонансу, вдалось з високою точністю визначити показники заломлення досліджуваних клейових композицій до та після полімеризації та визначити швидкості їх полімеризації, що забезпечує високу якість продукції і відповідності клейового шва технічним вимогам до цього з'єднання. Результати вимірювань показали, що точність та чутливість для запропонованого способу дозволяє виконати експрес контроль оптико-полімеризаційних характеристик оптичного клею для склеювання оптичних деталей, що у порівнянні з прототипом, забезпечить підвищення точності та надійності з'єднання деталей оптичних пристроїв та систем, що особливо важливо при використанні клеїв, що зберігались тривалий термін. Джерела інформації: 1. Бочкарева М.Н., Чесноков С.А., Шушунова Н.Ю. Фотоотверждаемая клеєвая композиция и способ ее отверждения, патент РФ № 2408644 С1, опубл. 2011. 2. Штудер Катя, Юнг Туня, Дитликер Курт Способ склеивания, патент РФ № 2451040 С2, опубл. 2012. 3. Кручинин Д.Ю., Яковлев О.Б. Способ склеивания оптических деталей, патент РФ № 2454379 С1, опубл. 2012. 4. Н. Raether "Surface Polaritons", Eds. Agranovich and Mills, North Holland Pubi. Сотр., Amsterdam, 1982. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб склеювання оптичних деталей, що включає очищення деталей і контроль їх перед склеюванням, підготовку оптичного клею, нанесення оптичного клею на деталі, що склеюють, видалення надлишку клею, юстирування та витримку склеєних деталей при температурі навколишнього середовища, остаточне чищення деталей після склеювання, який відрізняється тим, що попередньо визначають показник заломлення та швидкості полімеризації оптичного клею рефрактометром, робота якого заснована на явищі поверхневого плазмонного резонансу. 3 UA 106142 U 4 UA 106142 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sticking optical parts
Автори англійськоюDorozhynskyi Hlib Viacheslavovych, Maslov Volodymyr Petrovych
Назва патенту російськоюСпособ склеивания оптических деталей
Автори російськоюДорожинский Глеб Вячеславович, Маслов Владимир Петрович
МПК / Мітки
МПК: G01N 21/21, G01N 21/55, C03C 27/10, C09J 5/02, G01N 21/41, C08F 2/48
Мітки: склеювання, спосіб, деталей, оптичних
Код посилання
<a href="https://ua.patents.su/7-106142-sposib-skleyuvannya-optichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб склеювання оптичних деталей</a>
Спосіб склеювання деталей
Номер патенту: 106071
Опубліковано: 11.04.2016
Автори: Маслов Володимир Петрович, Качур Наталія Володимирівна
МПК: C09J 5/00, C09J 163/10
Мітки: склеювання, спосіб, деталей
Формула / Реферат:
Спосіб склеювання деталей, при якому поверхні деталей знежирюють, наносять на поверхні, що з'єднують, металевий адгезійний нанорозмірний шар, наносять клей, притискають деталі одну до одної і полімеризують клей, який відрізняється тим, що як адгезійний шар наносять шар хрому або титану товщиною 10-50 нм.
Спосіб склеювання полірованих деталей “моноліт”
Номер патенту: 108261
Опубліковано: 10.04.2015
Автори: Маслов Володимир Петрович, Качур Наталія Володимирівна
МПК: C03C 27/10, C09J 163/10, C09K 13/00
Мітки: спосіб, моноліт, склеювання, полірованих, деталей
Формула / Реферат:
Спосіб склеювання полірованих деталей, який включає механічну обробку, знежирення, нанесення клейової композиції, притискання деталей одна до одної та полімеризацію клейового шва, який відрізняється тим, що безпосередньо перед склеюванням полірованих деталей їх поверхні додатково полірують суспензією порошку, що входить до складу клейової композиції як наповнювач, а як рідку основу суспензії вибирають один з компонентів клею.
Спосіб маскол склеювання деталей зі скляних та склокерамічних матеріалів
Номер патенту: 9881
Опубліковано: 17.10.2005
Автори: Коломзаров Юрій Вікторович, Маслов Володимир Петрович
МПК: C03C 27/00, C23C 14/00, C04B 37/04
Мітки: склокерамічних, скляних, деталей, склеювання, спосіб, матеріалів, маскол
Формула / Реферат:
Спосіб склеювання деталей зі скла та склокерамічних матеріалів, при якому поверхні деталей знежирюють, наносять хоча б на одну зі склеюваних поверхонь клей, притискають деталі одну до одної та полімеризують клей, який відрізняється тим, що додатково перед нанесенням клею хоча б на одну зі склеюваних поверхонь наносять адгезійне вакуумне покриття товщиною від 50 до 200 нм.
Спосіб виготовлення багатогранних оптичних деталей
Номер патенту: 9880
Опубліковано: 17.10.2005
Автори: Коломзаров Юрій Вікторович, Маслов Володимир Петрович
МПК: G02B 5/04
Мітки: спосіб, виготовлення, оптичних, багатогранних, деталей
Формула / Реферат:
Спосіб виготовлення багатогранних оптичних деталей, при якому одну з граней, що утворює необхідний кут, шліфують та полірують, приєднують деталь цією полірованою гранню до пристосування, шліфують та полірують другу грань, яка утворює необхідний кут, а після обробки виготовлену деталь відокремлюють від пристосування, який відрізняється тим, що приєднання проводять за допомогою органічного оптичного клею, а відокремлення здійснюють після...
Спосіб склеювання деталей із фторопласту
Номер патенту: 71621
Опубліковано: 25.07.2012
Автори: Маслов Володимир Петрович, Коломзаров Юрій Вікторович, Венгер Євген Федорович
МПК: C22C 18/00, C03C 27/02, C04B 37/00
Мітки: спосіб, склеювання, фторопласту, деталей
Формула / Реферат:
Спосіб склеювання деталей із фторопласту, при якому поверхні деталей механічно обробляють, знежирюють, наносять хоча б на одну зі склеюваних поверхонь клей, притискають деталі одну до одної та полімеризують клей, який відрізняється тим, що після знежирення та перед нанесенням клею на поверхні з'єднуваних деталей наносять у вакуумі адгезійний наношар, що складається з двох послідовно нанесених шарів хрому та алюмінію, причому шари хрому та...
Попередній патент: Стенд для випробувань ходунків
Наступний патент: Засіб для покращення заживання ран на деревах
Випадковий патент: Спосіб моделювання гіперурикемії