Торцева ступінчаста фреза
Номер патенту: 107532
Опубліковано: 12.01.2015
Автори: Мельничук Петро Петрович, Степчин Ярослав Анатолійович

Формула / Реферат
Торцева ступінчаста фреза, що містить корпус (5) фрези, торцева поверхня якого виконана у формі зрізаного конуса, і чорнові (1) та чистові (3) різальні елементи, що поділені на групи, кожна з яких має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах, причому чистові різальні елементи (3) встановлені в гніздах корпусу (5) фрези, яка відрізняється тим, що в кожну групу різальних елементів додатково введені напівчистові різальні елементи (2), що розташовані на концентричних відносно осі фрези колах і встановлені в гніздах корпусу (5) фрези, причому відповідні різальні елементи груп розташовані з різним кутовим кроком між собою, а чорнові різальні елементи (1) встановлені в осьові отвори додатково введених вузлів (4) демпфування, що розміщені в отворах корпусу (5) фрези і кожен з яких містить корпус (6) вузла демпфування, до якого притиснуті пружно-демпфуючий елемент (7) та пластини (10) радіальною (9) та вертикальною (8) гвинтовими пружинами відповідно, що стиснуті радіальним (12) та вертикальним (11) гвинтами відповідно, що встановлені в різьбових отворах корпусу (5) фрези.
Текст
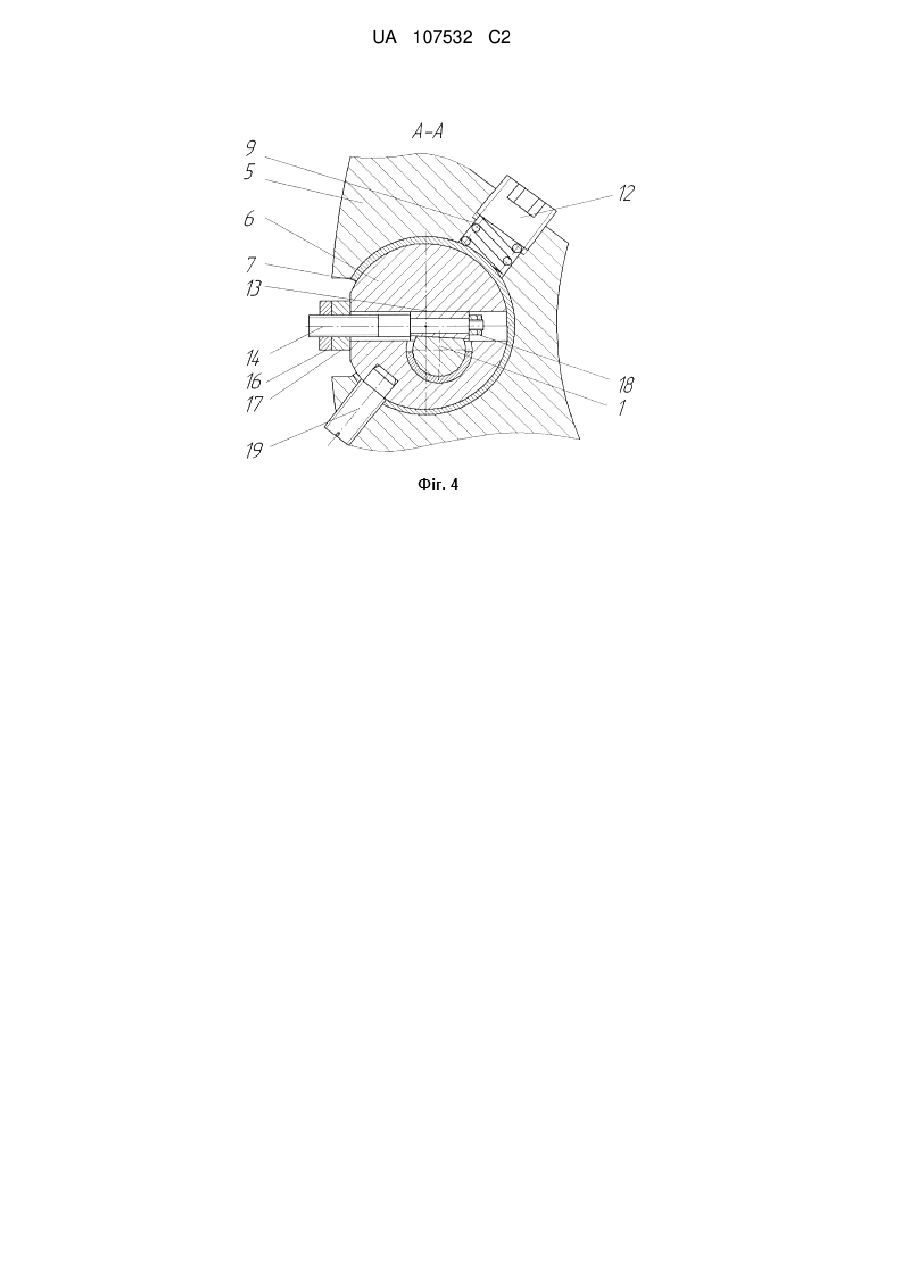
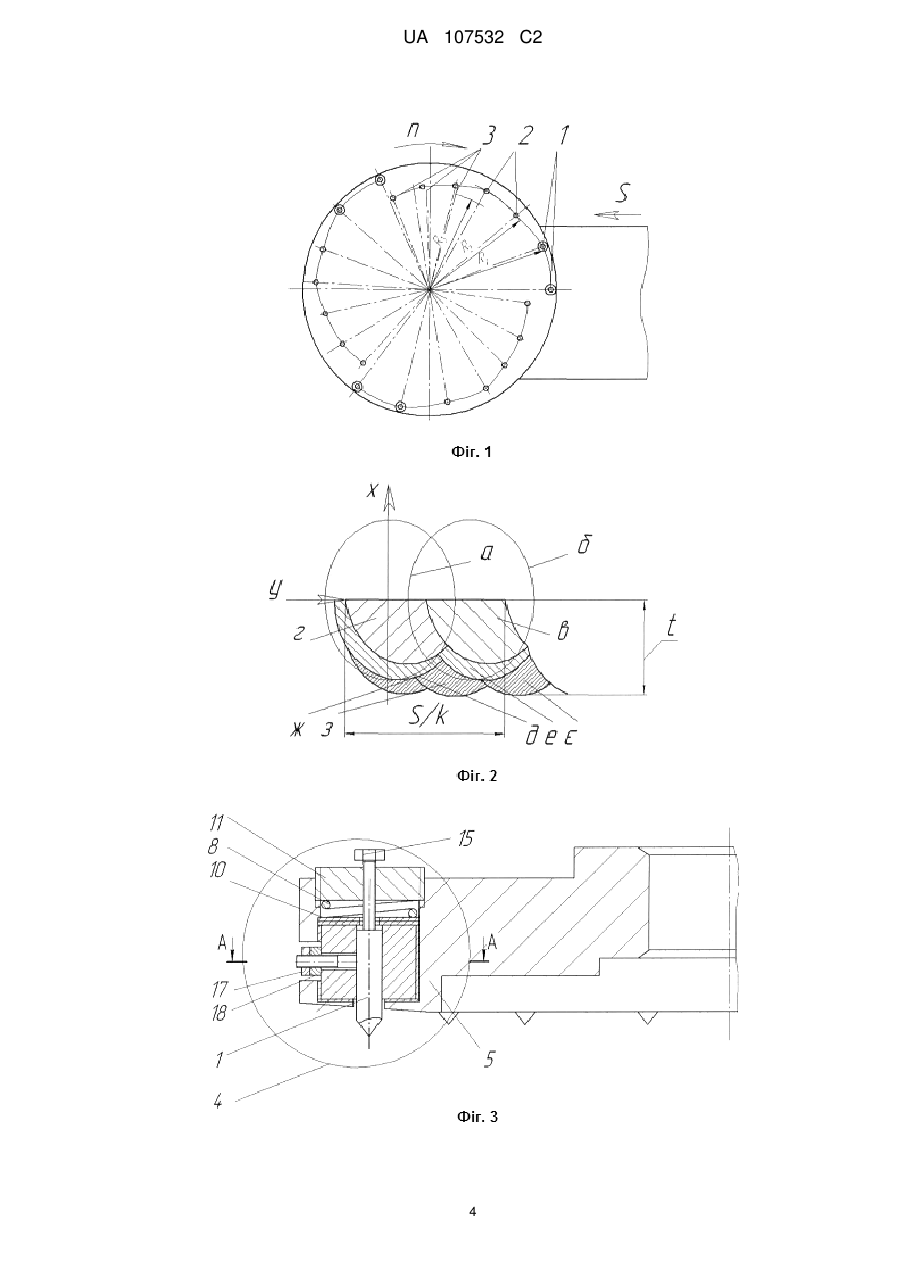
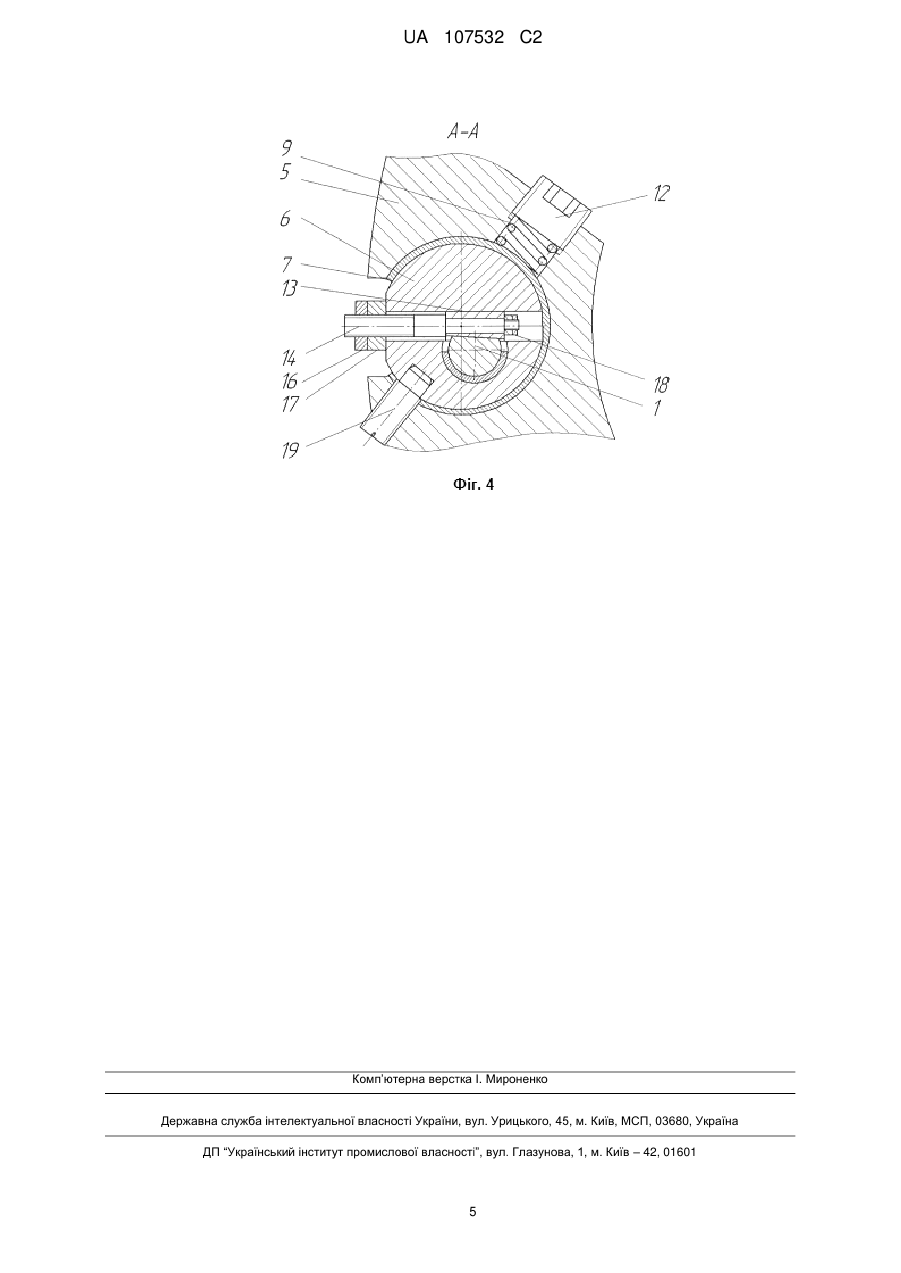
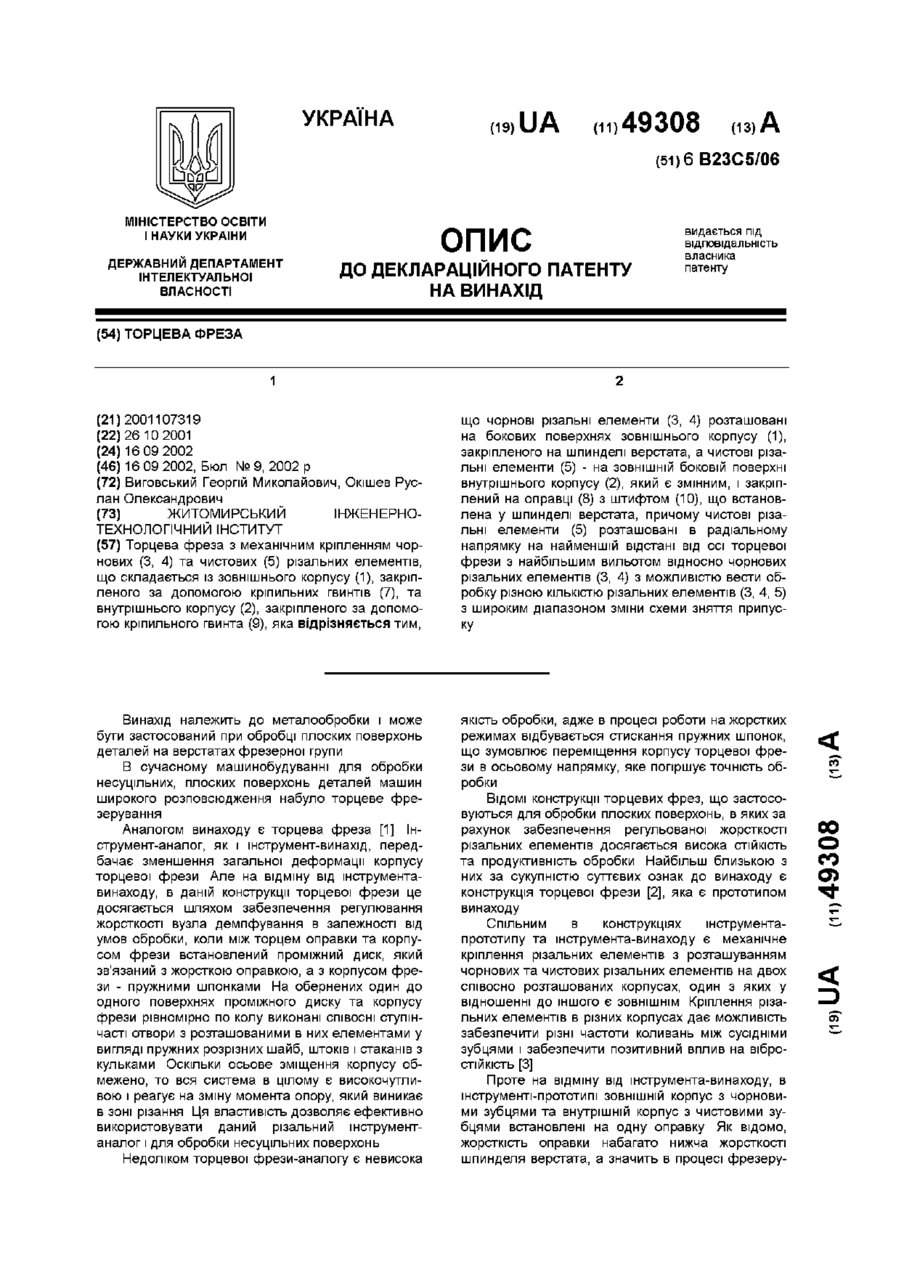
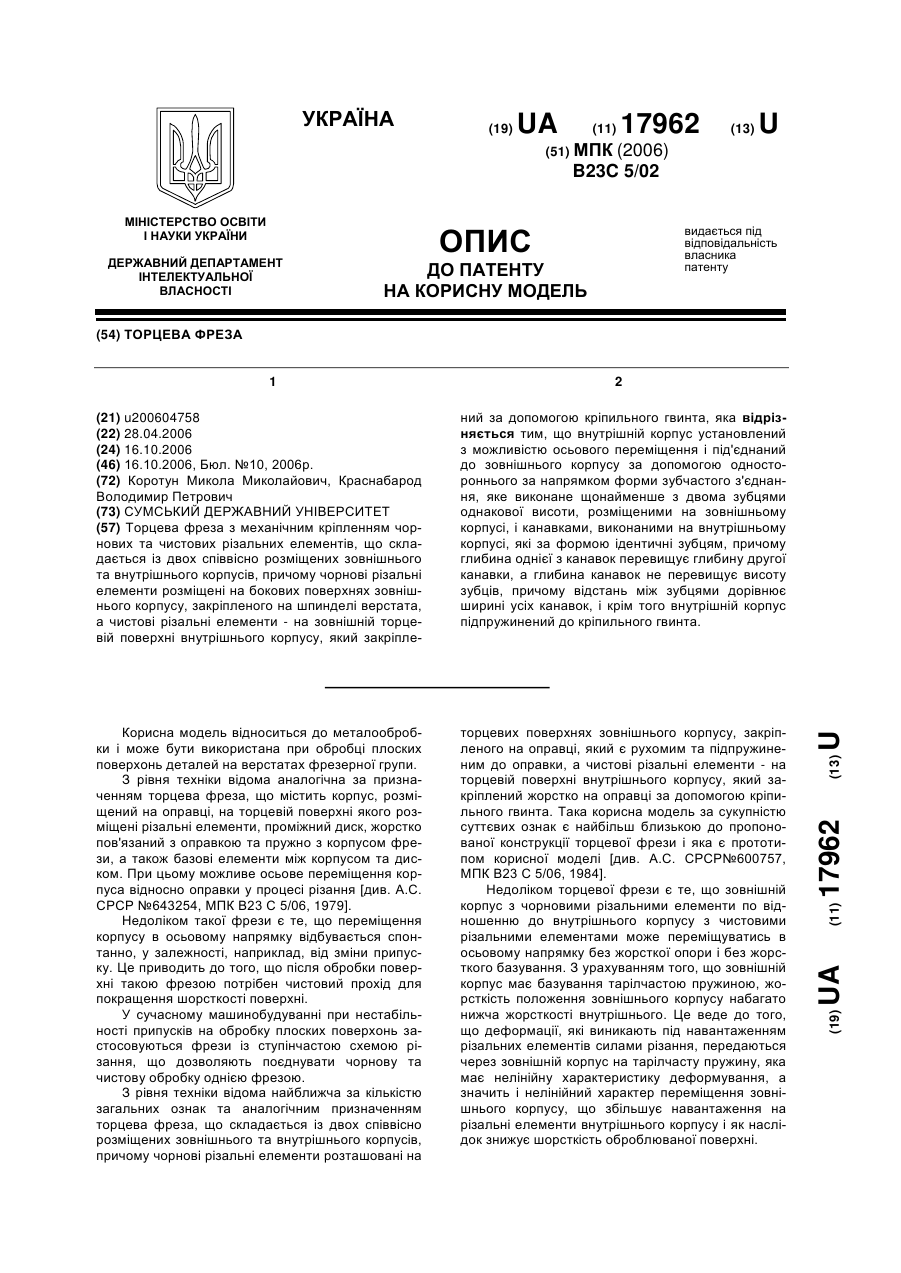
Реферат: Торцева ступінчаста фреза містить корпус (5), торцева поверхня якого виконана у формі зрізаного конуса, і чорнові (1) та чистові (3) різальні елементи, що поділені на групи, кожна з яких має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах, причому чистові різальні елементи (3) встановлені в гніздах корпусу (5) фрези. Для зниження шорсткості оброблюваної поверхні та збільшення стійкості торцевої ступінчастої фрези в кожну групу різальних елементів додатково введені напівчистові різальні елементи (2), що розташовані на концентричних відносно осі фрези колах і встановлені в гніздах корпусу (5) фрези, причому відповідні різальні елементи груп розташовані з різним кутовим кроком між собою, а чорнові різальні елементи (1) встановлені в осьові отвори додатково введених вузлів (4) демпфування, що розміщені в отворах корпусу (5) фрези і кожен з яких містить корпус (6) вузла демпфування, до якого притиснуті пружно-демпфуючий елемент (7) та пластини (10) радіальною (9) та вертикальною (8) гвинтовими пружинами відповідно, що стиснуті радіальним (12) та вертикальним (11) гвинтами відповідно, що встановлені в різьбових отворах корпусу (5) фрези. UA 107532 C2 (12) UA 107532 C2 UA 107532 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі машинобудування, а саме різальних інструментів, і може бути застосований при обробці плоских поверхонь деталей. Найбільш близькою за сукупністю суттєвих ознак до винаходу і вибраною як найближчий аналог є торцева ступінчаста фреза [1]. Спільними суттєвими ознаками фрези-прототипу і фрези-винаходу є корпус фрези, торцева поверхня якого виконана у формі зрізаного конуса, і чорнові та чистові різальні елементи, що поділені на групи, кожна з яких має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах, причому чистові різальні елементи встановлені в гніздах корпусу фрези. Але, на відміну від фрези-винаходу, у фрезі-прототипі присутній жорсткий зв'язок взаємного положення чорнових та чистових різальних елементів через корпус фрези. При одночасній участі у різанні чорнових різальних елементів, які зрізують основний об'єм матеріалу, і чистових різальних елементів, які забезпечують досягнення кінцевої чистоти та точності обробленої поверхні, жорсткий зв'язок взаємного положення призводить до значних ударних та вібраційних впливів на фрезу, і, відповідно, на чистові різальні елементи. Це, в свою чергу, є причиною збільшення шорсткості оброблюваної поверхні та підвищеної зношуваності чистових різальних елементів, що призводить до зниження стійкості фрези-прототипу. Крім того, однаковий кутовий крок між відповідними різальними елементами кожної групи призводить до періодичності ударних впливів на фрезу-прототип, що збільшує ймовірність виникнення її шкідливих автоколивань. Це, відповідно, збільшує шорсткість оброблюваної поверхні та підвищує зношуваність чистових різальних елементів, що призводить до зниження стійкості фрези-прототипу. Таким чином, суттєвими недоліками фрези-прототипу є велика шорсткість оброблюваної поверхні та низька стійкість фрези. В основу винаходу поставлено задачу вдосконалення торцевої ступінчастої фрези, що містить корпус фрези, торцева поверхня якого виконана у формі зрізаного конуса, і чорнові та чистові різальні елементи, що поділені на групи, кожна з яких має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах, причому чистові різальні елементи встановлені в гніздах корпусу фрези, шляхом того, що в кожну групу різальних елементів додатково введені напівчистові різальні елементи, що розташовані на концентричних відносно осі фрези колах і встановлені в гніздах корпусу фрези, причому відповідні різальні елементи груп розташовані з різним кутовим кроком між собою, а чорнові різальні елементи встановлені в осьові отвори додатково введених вузлів демпфування, що розміщені в отворах корпусу фрези і кожен з яких містить корпус вузла демпфування, до якого притиснуті пружно-демпфуючий елемент та пластини радіальною та вертикальною гвинтовими пружинами відповідно, що стиснуті радіальним та вертикальним гвинтами відповідно, що встановлені в різьбових отворах корпусу фрези, що забезпечить зниження шорсткості оброблюваної поверхні та збільшення стійкості торцевої ступінчастої фрези. Чорнові різальні елементи, які знімають основну частину припуску з оброблюваної деталі, сприймають найбільші ударні та вібраційні навантаження при врізанні і різанні. Вузли демпфування виконують функції розсіювання енергії ударів і коливань та віброізоляції фрези від чорнових різальних елементів. Напівчистові різальні елементи забезпечують встановлену величину припуску під чистові різальні елементи, знімаючи надлишковий припуск, залишений після чорнових різальних елементів. Це обмежує інтенсивність зношування чистових різальних елементів і забезпечує необхідний припуск для утворення мінімальної шорсткості обробленої поверхні. Напівчистові та чистові різальні елементи встановлено без вузлів демпфування для гарантованого знімання усього припуску. Завдяки їх віброізоляції від чорнових різальних елементів, як основного джерела коливань, вони забезпечують обробку з меншими ударами, нерівномірністю припуску та відхиленням від заданих розмірів. Відповідні різальні елементи груп розташовані з різним кутовим кроком для виключення періодичності дії сили, що збуджує коливання, що виникає при вході кожного наступного різального елемента різання. Таким чином, забезпечується зниження шорсткості оброблюваної поверхні та збільшення стійкості торцевої ступінчастої фрези. Суть винаходу пояснюється кресленнями. Перелік креслень: на фіг. 1 - схема розташування чорнових, напівчистових та чистових різальних елементів на вигляді знизу торцевої фрези; на фіг. 2 - схема знімання припуску чорновими, напівчистовими та чистовими різальними елементами; 1 UA 107532 C2 5 10 15 20 25 30 35 40 45 50 55 60 на фіг. 3 - переріз вузла демпфування; на фіг. 4 - вузол демпфування у збільшеному вигляді (розріз А-А з фіг. 3). Торцева ступінчаста фреза містить корпус 5 фрези, торцева поверхня якого виконана у формі зрізаного конуса, і чорнові 1, напівчистові 2 та чистові 3 різальні елементи, що поділені на групи. Кожна з груп має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах. Чистові різальні елементи 3 та напівчистові різальні елементи 2 встановлені в гніздах корпусу 5 фрези, а чорнові різальні елементи 1 встановлені в осьові отвори вузлів 4 демпфування. Відповідні різальні елементи груп розташовані з різним кутовим кроком між собою. Кожен з вузлів 4 демпфування містить корпус 6 вузла демпфування, до якого притиснуті пружно-демпфуючий елемент 7 та пластини 10 радіальною 9 та вертикальною 8 гвинтовими пружинами відповідно. Радіальна 9 та вертикальна 8 гвинтові пружини стиснуті радіальним 12 та вертикальним 11 гвинтами відповідно, що встановлені в різьбових отворах корпусу 5 фрези. В різьбовому отворі вертикального гвинта 11 встановлений мікрометричний гвинт 15. Конус 13, штир 14, гайки 16, 18 та контргайка 17 призначені для закріплення чорнового різального елемента 1 в корпусі 6 вузла демпфування. Гвинт-фіксатор 19 протидіє повороту корпусу 6 вузла демпфування відносно власної осі та не обмежує вертикальне переміщення корпусу 6 вузла демпфування. На фіг. 1 зображено схему розташування чорнових 1, напівчистових 2 та чистових 3 різальних елементів на вигляді знизу торцевої фрези. Різальні елементи розташовані трьома групами. У кожній групі, наприклад, є два чорнових різальних елементи 1, встановлених у вузлах 4 демпфування, два напівчистових різальних елементи 2 та три чистових різальних елементи 3. Радіуси розташування чорнових 1, напівчистових 2 та чистових 3 (R1, R2, R3 відповідно) різальних елементів вибираються в залежності від діаметра фрези, величини подачі S на оборот фрези та кутового кроку їх розташування для забезпечення зрізання шарів припуску за схемою на фіг. 2 (n - частота обертання фрези). На фіг. 2 зображено схему знімання припуску однією групою різальних елементів фрези: а, б - теоретичне положення лез чорнових різальних елементів 1 відносно загального припуску t на обробку (без урахування величини зміщення вузлів 4 демпфування при врізанні лез чорнових різальних елементів 1 в осьовому напрямку x та радіальному напрямку у); в, г - прогнозована величина припуску, який зрізується чорновими різальними елементами 1 з урахуванням їх відтиснення від оброблюваної поверхні; д, e - прогнозована величина припуску, який зрізується напівчистовими різальними елементами 2 з урахуванням припуску, зрізаного чорновими різальними елементами 1; є, ж, з - прогнозована величина припуску, який зрізується чистовими різальними елементами 3 з утворенням обробленої поверхні. Величина S/k - величина припуску, який зрізується третиною різальних елементів (розташованих на одній спіралі) у напрямку подачі торцевої фрези відносно заготовки: S величина подачі заготовки на оборот фрези, k=3 - кількість спіралей різальних елементів. Схема на фіг. 2 показує, що незалежно від величини зміщення чорнових різальних елементів 1, після проходу напівчистових різальних елементів 2 зберігається встановлена величина припуску під чистові різальні елементи 3, що зменшує інтенсивність їх зношування і забезпечує необхідний припуск для утворення мінімальної шорсткості обробленої поверхні. На фіг. 3 показана конструкція одного з вузлів 4 демпфування в складі торцевої фрези з установленим у ньому одним з чорнових різальних елементів 1. На фіг. 4 показано у збільшеному вигляді розріз А-А одного з вузлів 4 демпфування, що зображений на фіг. 3. У отворах корпусу 5 фрези розміщено вузли 4 демпфування, у кожному з яких корпус 6 вузла демпфування встановлено в пружно-демпфуючий елемент 7, який дозволяє радіальне зміщення цього корпусу. Кожний з чорнових різальних елементів 1 утримується конусом 13 та штирем 14 і регулюється в осьовому напрямку мікрометричним гвинтом 15 відносно корпусу 6 вузла демпфування. До корпусу 6 вузла демпфування притиснуті також пластини 10 вертикальною гвинтовою пружиною 8, натяг якої регулюється вертикальним гвинтом 11. В радіальному напрямку положення корпусу 6 кожного з вузлів демпфування забезпечується радіальною гвинтовою пружиною 9, натяг якої регулюється радіальним гвинтом 12. Гвинтфіксатор 19 фіксує корпус 6 вузла демпфування від повороту навколо осі. Встановлення вузла 4 демпфування та закріплення чорнових різальних елементів 1 виконується таким чином. У відповідний вертикальний отвір корпусу 5 фрези встановлюється корпус 6 вузла 4 демпфування з пластинами 10 та пружно-демпфуючим елементом 7 і вертикальна гвинтова пружина 8. У відповідний радіальний отвір корпусу 5 фрези встановлюються радіальна 9 2 UA 107532 C2 5 10 15 20 25 30 35 40 45 гвинтова пружина. Попередній натяг обох пружин забезпечується гвинтами: вертикальним гвинтом 11 (у вертикальному напрямку) та радіальним гвинтом 12 (у радіальному напрямку). У зовнішній радіальний отвір корпусу 5 фрези встановлюється гвинт-фіксатор 19, який протидіє повороту корпусу 6 вузла демпфування навколо власної осі та допускає його вертикальне переміщення. При цьому корпус 6 вузла демпфування займає крайнє нижнє та крайнє ліве положення у корпусі 5 фрези (фіг. 3, фіг. 4). Після закріплення корпусу 6 вузла демпфування у його осьовий отвір встановлюється один з чорнових різальних елементів 1, а у радіальний отвір - штир 14, на якому з обох кінців нарізані різьби. На штир 14 насаджується конус 13 та загвинчується гайкою 16 та контргайкою 17 для запобігання відгвинчуванню гайки 16. Кожен з чорнових різальних елементів 1 закріплюється після його кінцевого виставлення за допомогою мікрометричного гвинта 15 на необхідну глибину різання. Закріплення виконується відносно корпусу 6 вузла демпфування за рахунок переміщення праворуч штиря 14 при загвинчуванні гайки 16. Після закріплення кожного з чорнових різальних елементів 1 мікрометричний гвинт 15 відводиться. Попередній натяг вертикальної 8 та радіальної 9 гвинтових пружин (фіг. 3, фіг. 4) виконують для компенсації ударних навантажень на фрезу при врізанні кожного з чорнових різальних елементів 1 в оброблювану заготовку. Торцева ступінчаста фреза працює таким чином. При врізанні кожного з чорнових різальних елементів 1 у заготовку сила різання долає натяг вертикальної 8 і радіальної 9 пружин та призводить до зміщення корпусу 6 вузла демпфування в осьовому напрямку х та радіальному напрямку у (фіг. 3, фіг. 4). При цьому різальна кромка кожного з чорнових різальних елементів 1 займає положення (фіг. 2) між теоретичним а, б та прогнозованим в, г положеннями із забезпеченням мінімального ударного впливу на фрезу і, відповідно, на роботу напівчистових 2 та чистових 3 різальних елементів. Під час різання чорновими різальними елементами 1 відбувається вібропереміщення кожного корпусу 6 вузла демпфування в осьовому та радіальному напрямах відносно пластин 10 та пружнодемпфуючого елемента 7 і розсіювання енергії вібрацій. Утворені на поверхні різання нерівності зрізуються напівчистовими різальними елементами 2, які жорстко встановлені у корпусі 5 фрези (без вузлів демпфування). Кінцеве забезпечення якості обробки виконується чистовими різальними елементами 3, які також жорстко встановлені у корпусі 5 фрези. Джерела інформації: 1. А.с. СССР № 1036475, МПК В 23 С 5/06. Торцовая ступенчатая фреза / Г.Н. Выговский. Заявл. 24.05.82, опуб. 23.08.83, бюл. № 31. ФОРМУЛА ВИНАХОДУ Торцева ступінчаста фреза, що містить корпус (5) фрези, торцева поверхня якого виконана у формі зрізаного конуса, і чорнові (1) та чистові (3) різальні елементи, що поділені на групи, кожна з яких має форму спіралі, а відповідні різальні елементи груп розташовані на концентричних відносно осі фрези колах, причому чистові різальні елементи (3) встановлені в гніздах корпусу (5) фрези, яка відрізняється тим, що в кожну групу різальних елементів додатково введені напівчистові різальні елементи (2), що розташовані на концентричних відносно осі фрези колах і встановлені в гніздах корпусу (5) фрези, причому відповідні різальні елементи груп розташовані з різним кутовим кроком між собою, а чорнові різальні елементи (1) встановлені в осьові отвори додатково введених вузлів (4) демпфування, що розміщені в отворах корпусу (5) фрези і кожен з яких містить корпус (6) вузла демпфування, до якого притиснуті пружно-демпфуючий елемент (7) та пластини (10) радіальною (9) та вертикальною (8) гвинтовими пружинами відповідно, що стиснуті радіальним (12) та вертикальним (11) гвинтами відповідно, що встановлені в різьбових отворах корпусу (5) фрези. 3 UA 107532 C2 4 UA 107532 C2 Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюMelnychuk Petro Petrovych
Автори російськоюМельничук Петр Петрович
МПК / Мітки
МПК: B23C 5/06
Мітки: фреза, торцева, ступінчаста
Код посилання
<a href="https://ua.patents.su/7-107532-torceva-stupinchasta-freza.html" target="_blank" rel="follow" title="База патентів України">Торцева ступінчаста фреза</a>
Торцева ступінчаста фреза

Номер патенту: 68181
Опубліковано: 15.07.2004
Автори: Глембоцька Лариса Євгеніївна, Мельничук Петро Петрович
МПК: B23C 5/02
Мітки: ступінчаста, торцева, фреза
Формула / Реферат:
1. Торцева ступінчаста фреза, на корпусі якої встановлені ступенями окремі ножі зі змінними кутами в плані головних різальних кромок, величини яких виконано зростаючими зі збільшенням радіусів кіл, на яких вони розташовані, яка відрізняється тим, що кути нахилу головних різальних кромок виконані негативними, їх величини, а також величини передніх кутів ножів, виконані зростаючими зі збільшенням радіусів кіл, на яких вони розташовані.2....
Торцева фреза
Номер патенту: 49308
Опубліковано: 16.09.2002
Автори: Окішев Руслан Олександрович, Виговський Георгій Миколайович
МПК: B23C 5/02
Формула / Реферат:
Торцева фреза з механічним кріпленням чорнових (3, 4) та чистових (5) різальних елементів, що складається із зовнішнього корпусу (1), закріпленого за допомогою кріпильних гвинтів (7), та внутрішнього корпусу (2), закріпленого за допомогою кріпильного гвинта (9), яка відрізняється тим, що чорнові різальні елементи (3, 4) розташовані на бокових поверхнях зовнішнього корпусу (1), закріпленого на шпинделі верстата, а чистові різальні елементи (5)...
Торцева ступінчаста фреза

Номер патенту: 77232
Опубліковано: 15.11.2006
Автор: Глембоцька Лариса Євгеніївна
МПК: B23C 5/00
Мітки: торцева, ступінчаста, фреза
Формула / Реферат:
Торцева ступінчаста фреза, що містить корпус, торцева поверхня якого виконана у вигляді пояса еліпсоїда обертання, різальні елементи, які розташовані на спіралі та виконані однакової висоти відносно поверхні пояса, яка відрізняється тим, що спіраль виконана багатовитковою у вигляді спіралі Ферма, кількість використаних витків якої визначається за формулою:
Торцева фреза
Номер патенту: 17962
Опубліковано: 16.10.2006
Автори: Коротун Микола Миколайович, Краснабарод Володимир Петрович
МПК: B23C 5/02
Формула / Реферат:
Торцева фреза з механічним кріпленням чорнових та чистових різальних елементів, що складається із двох співвісно розміщених зовнішнього та внутрішнього корпусів, причому чорнові різальні елементи розміщені на бокових поверхнях зовнішнього корпусу, закріпленого на шпинделі верстата, а чистові різальні елементи - на зовнішній торцевій поверхнівнутрішнього корпусу, який закріплений за допомогою кріпильного гвинта, яка відрізняється тим, що...
Торцева фреза

Номер патенту: 39855
Опубліковано: 10.03.2009
Автори: Білосорочка Руслан Володимирович, Кушніров Павло Васильович
МПК: B23C 5/00
Формула / Реферат:
Торцева фреза, що містить корпус, у якому за допомогою кріпильних гвинтів установлені різальні вставки, яка відрізняється тим, що різальні вставки розташовані на кожному з протилежних торців корпусу.
Попередній патент: Високотемпературний надпровідний обмежувач струму короткого замикання з повністю кріогенним охолодженням
Наступний патент: Прокатний валок
Випадковий патент: Спосіб проведення блокад при лікуванні невралгії трійчастого нерва, переважно периферичного генезу