Спосіб виготовлення бочки ролика відвідного рольганга
Номер патенту: 108363
Опубліковано: 11.07.2016
Автори: Мальований Олександр Вікторович, Волошин Олексій Іванович, Пантелеймонов Віталій Андрійович, Федоренко Людмила Миколаївна, Хохотва Ігор Іванович, Бобух Іван Олексійович, Гончаренко Сергій Віталійович


Формула / Реферат
Спосіб виготовлення бочки ролика відвідного рольганга, при якому циліндричну заготівку попередньо підігрівають до 180-200 °C, потім виконують наплавлення одним чи двома електродами робочої поверхні в 2-4 шари по гвинтовій лінії, причому перший шар наплавляють з перекриттям сусідніх наплавочних валиків у межах 1/4-1/3 їхньої ширини, а останні шари наплавляють зі збільшеним кроком між наплавочними валиками без їхнього перекриття, після чого роблять відпускання, який відрізняється тим, що для наплавлення використовують заготівку зі середньовуглецевої сталі, яку наплавляють термостійким зносостійким сплавом мартенситного класу з урахуванням припуску під механічну обробку загальною товщиною ![]() , де
, де ![]() - зовнішній радіус заготівки, причому перший шар наплавляють товщиною
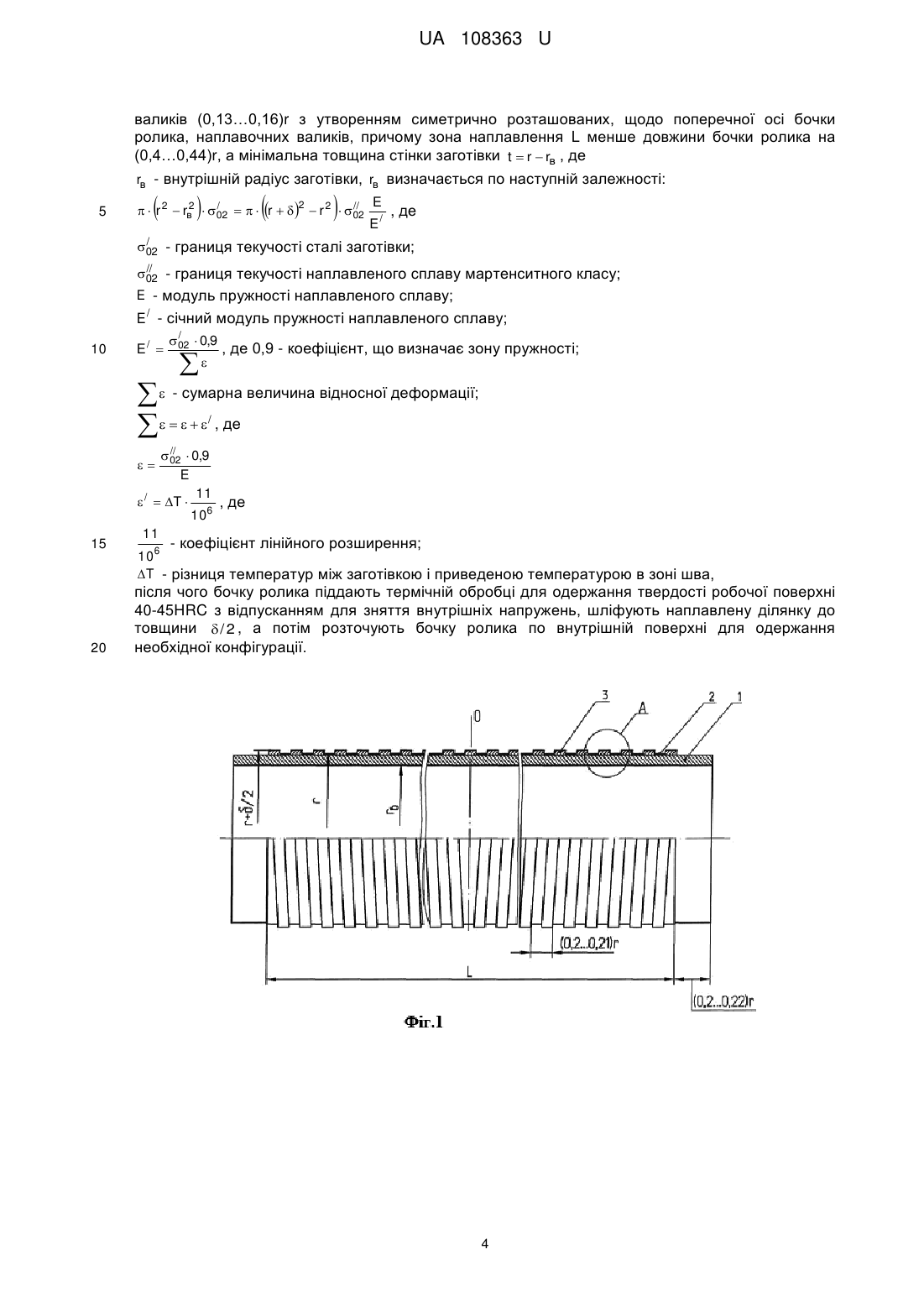
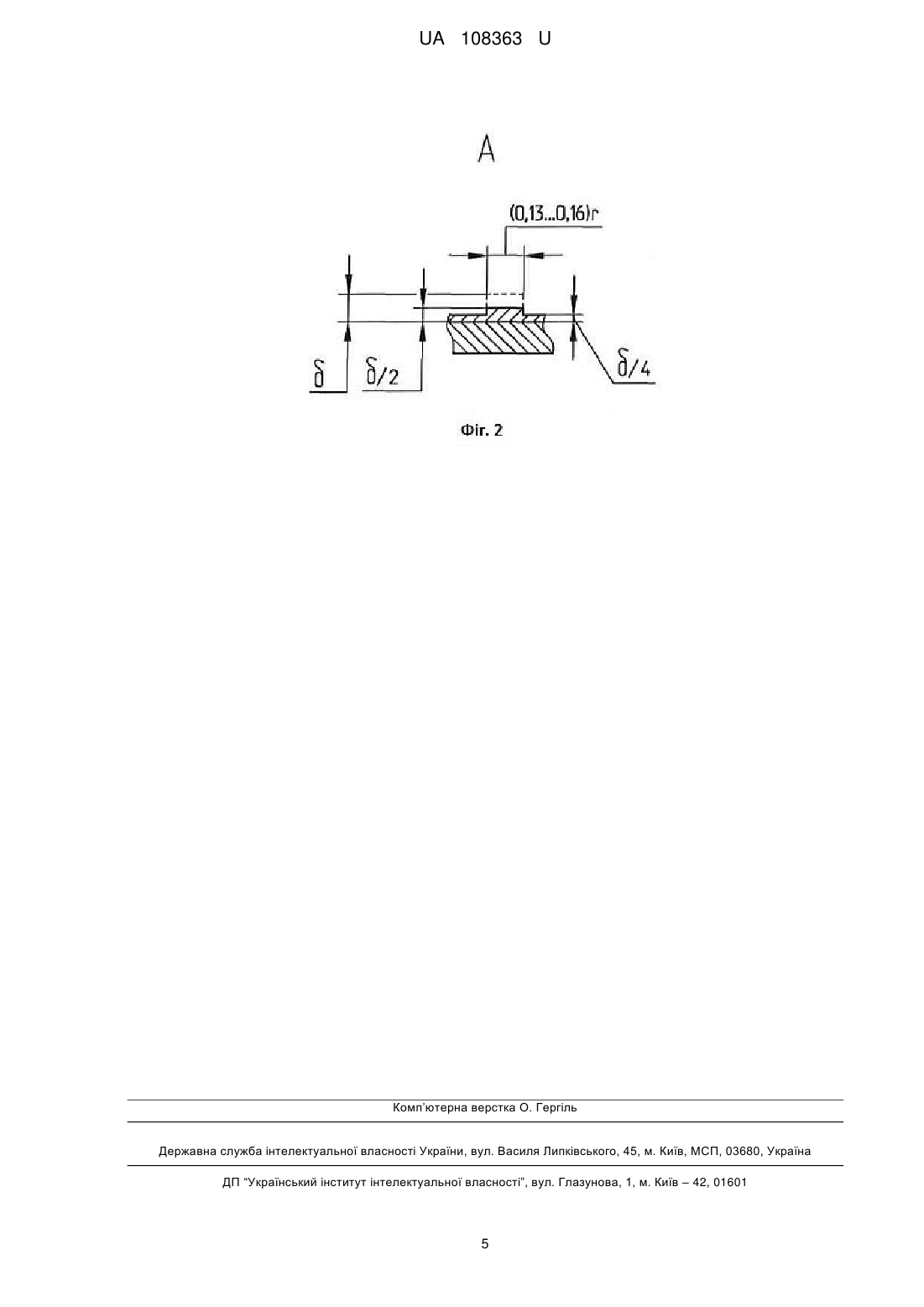
- зовнішній радіус заготівки, причому перший шар наплавляють товщиною ![]() , а наступні шари наплавляють від торців до середини бочки ролика кроком (0,2…0,21)r із шириною валиків (0,13…0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика, наплавочних валиків, причому зона наплавлення L менше довжини бочки ролика на (0,4…0,44)r, а мінімальна товщина стінки заготівки
, а наступні шари наплавляють від торців до середини бочки ролика кроком (0,2…0,21)r із шириною валиків (0,13…0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика, наплавочних валиків, причому зона наплавлення L менше довжини бочки ролика на (0,4…0,44)r, а мінімальна товщина стінки заготівки ![]() , де
, де
![]() - внутрішній радіус заготівки,
- внутрішній радіус заготівки, ![]() визначається по наступній залежності:
визначається по наступній залежності:
![]() , де
, де
![]() - границя текучості сталі заготівки;
- границя текучості сталі заготівки;
![]() - границя текучості наплавленого сплаву мартенситного класу;
- границя текучості наплавленого сплаву мартенситного класу;
![]() - модуль пружності наплавленого сплаву;
- модуль пружності наплавленого сплаву;
![]() - січний модуль пружності наплавленого сплаву;
- січний модуль пружності наплавленого сплаву;
![]() , де 0,9 - коефіцієнт, що визначає зону пружності;
, де 0,9 - коефіцієнт, що визначає зону пружності;
![]() - сумарна величина відносної деформації;
- сумарна величина відносної деформації;
![]() , де
, де
![]()
![]() , де
, де
![]() - коефіцієнт лінійного розширення;
- коефіцієнт лінійного розширення;
![]() - різниця температур між заготівкою і приведеною температурою в зоні шва,
- різниця температур між заготівкою і приведеною температурою в зоні шва,
після чого бочку ролика піддають термічній обробці для одержання твердості робочої поверхні 40-45HRC з відпусканням для зняття внутрішніх напружень, шліфують наплавлену ділянку до товщини ![]() , а потім розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації.
, а потім розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації.
Текст
Реферат: Спосіб виготовлення бочки ролика відвідного рольганга, при якому циліндричну заготівку попередньо підігрівають, потім виконують наплавлення одним чи двома електродами робочої поверхні по гвинтовій лінії. Перший шар наплавляють з перекриттям сусідніх наплавочних валиків, а останні шари наплавляють зі збільшеним кроком між наплавочними валиками без їхнього перекриття, після чого роблять відпускання. Для наплавлення використовують заготівку зі середньовуглецевої сталі, яку наплавляють термостійким зносостійким сплавом мартенситного класу з урахуванням припуску під механічну обробку. Після чого бочку ролика піддають термічній обробці для одержання твердості робочої поверхні 40-45HRC з відпусканням для зняття внутрішніх напружень, шліфують наплавлену ділянку, а потім розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації. UA 108363 U (12) UA 108363 U UA 108363 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатування металу, а саме до пов'язаних з прокатними станами пристроїв для транспортування, і може бути використана в машинобудуванні при виготовленні складених роликів відвідних рольгангів. Відомий спосіб ремонту роликів, що включає наплавлення порожніх цапф зносостійким сплавом при заданих значеннях сили струму і швидкості наплавлення (див. опис до патенту RU 2096156 С1, МПК В23Р 6/00). Наплавлення здійснюють при струмі не більш I 22t , і швидкості наплавлення не менш V 0,7t , де t - найменша товщина стінки цапфи в місці наплавлення, причому наплавлення роблять зносостійким нержавіючим сплавом мартенситно-феритного класу (вуглець 0,09…0,25; кремній 0,1…0,8; марганець 0,1…0,8; хром 12…14; нікель 0,01…0,6; залізо - інше). Недолік такого способу наплавлення роликів у тому, що наплавлюваний сплав і основний метал, на який здійснюється наплавлення, належить до того самого класу, а саме до мартенситного, що обумовлює високий рівень залишкових напружень на границі наплавленого шару і заготівки. Частково якість наплавленого шару підвищується в іншому відомому способі наплавлення під флюсами бочок роликів для переміщення листового металу (див. Рябцев І. А., Сенченков І. К. "Теорія і практика наплавочних робіт". - Київ: Єкотехнологія, 2013. - С. 251), відповідно до якого перед наплавленням поверхню бочки контролюють на наявність дефектів, які потім заварюють маловуглецевими дротами. Наплавлення ведуть з попереднім підігрівом до 180…200 °C одним чи двома дротами по гвинтовій лінії. Після наплавлення здійснюють відпускання з нагріванням до 450 °C зі швидкістю 50 °C/год., з витримкою протягом 6 годин і охолодженням з піччю. Однак, як і в попередньому способі, через залишкові напруження можлива поява тріщин термічної утоми бочок роликів. Більш сприятливий розподіл залишкових напружень і надійність забезпечує інше технічне рішення (див. Рябцев І. А., Сенченков І. К. "Теорія і практика наплавочних робіт", Київ "Єкотехнологія". 2013, с. 253). Таке технічне рішення є найбільш близьким до того, що заявляється, по сукупності істотних ознак і приймається як прототип. У відомому способі виготовлення бочки ролика відвідного рольганга також, як і в тому, що заявляється, роблять наступну послідовність дій: циліндричну заготівку попередньо підігрівають до 180-200 °C, потім виконують наплавлення одним чи двома електродами робочої поверхні в 2-4 шари по гвинтовій лінії, причому перший шар наплавляють з перекриттям сусідніх наплавочних валиків у межах 1/4-1/3 їхньої ширини, а останні шари наплавляють зі збільшеним кроком між наплавочними валиками без їхнього перекриття, після чого роблять відпускання. Крім підвищення якості наплавленого шару відомий спосіб дозволяє спростити технологію і техніку наплавлення, а також знизити вартість виготовлення ролика, однак невизначеність товщини заготівки бочки ролика і наплавленого шару, обумовлює підвищену металоємність роликів, а застосування для заготівки стали мартенситного класу підвищує вартість заготівки. В основу корисної моделі поставлена задача створити спосіб виготовлення бочки ролика відвідного рольганга, який дозволяє знизити собівартість виготовлення ролика за рахунок технічного результату, що полягає в одержанні якісного наплавленого шару розрахункової товщини при мінімальній металоємності заготівки бочки ролика. Поставлена задача вирішується тим, що в способі виготовлення бочки ролика відвідного рольганга, при якому циліндричну заготівку попередньо підігрівають до 180-200 °C, потім виконують наплавлення одним чи двома електродами робочої поверхні в 2-4 шари по гвинтовій лінії, при цьому перший шар наплавляють з перекриттям сусідніх наплавочних валиків у межах 1/4-1/3 їхньої ширини, а останні шари наплавляють зі збільшеним кроком між наплавочними валиками без їхнього перекриття, після чого роблять відпускання, відповідно до корисної моделі, для наплавлення використовують заготівку зі середньовуглецевої сталі, яку наплавляють термостійким зносостійким сплавом мартенситного класу з урахуванням припуску під механічну обробку загальною товщиною 0,04r , де r - зовнішній радіус заготівки, при цьому перший шар наплавляють товщиною / 4 , а наступні шари наплавляють від торців до середини бочки ролика кроком, рівним (0,2-0,21)r із шириною валиків (0,13-0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика, наплавочних валиків, причому зона наплавлення L менше довжини бочки ролика на (0,4-0,44)r, а мінімальна товщина стінки заготівки t r rв , де rв - внутрішній радіус заготівки, rв визначається по наступній залежності: 2 / // r 2 rв 02 r 2 r 2 02 E E/ , де / 02 - границя текучості сталі заготівки; 1 UA 108363 U // 02 - границя текучості наплавленого сплаву мартенситного класу; E - модуль пружності наплавленого сплаву; E / - січний модуль пружності наплавленого сплаву; E/ 5 / 02 0,9 , де 0,9 - коефіцієнт, що визначає зону пружності; - сумарна величина відносної деформації; / , де // 02 0,9 ; E 11 / T 6 , де 10 11 - коефіцієнт лінійного розширення; 10 15 20 25 30 35 40 45 50 10 6 T - різниця температур між заготівкою і приведеною температурою в зоні шва, після чого бочку ролика піддають термічній обробці для одержання твердості робочої поверхні 40-45HRC з відпусканням для зняття внутрішніх напружень, шліфують наплавлену ділянку до товщини / 2 , а потім розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації. Між відмітними ознаками способу, що заявляється, і досягнутим технічним результатом є причинно-наслідковий зв'язок. За рахунок виконання заготівки зі середньовуглецевої сталі з мінімальною товщиною стінки, що розраховується по вищеописаних математичних співвідношеннях, зменшується металоємність і собівартість заготівки, при цьому після наплавлення її термостійким зносостійким сплавом мартенситного класу знижується рівень залишкових напружень на границі наплавленого шару і заготівки в порівнянні з прототипом. Крім того наплавлення останніх шарів від торців до середини бочки ролика з кроком (0,2…0,21)r із шириною валиків (0,13-0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика, наплавочних валиків смуга, яка транспортується, центрується щодо подовжньої осі рольганга, виключається брак, викликаний сходом смуги з рольганга, і підвищується вихід придатного металу. Суть заявленого способу виготовлення бочки ролика відвідного рольганга пояснюється кресленнями, на яких зображено: - на фіг. 1 - бочка ролика відвідного рольганга; - на фіг. 2 - місце А на фіг. 1. Спосіб здійснюється в наступній послідовності дій: - циліндричну заготівку 1 із середньовуглецевої сталі з радіусом зовнішньої поверхні r і товщиною стінки t підігрівають до 180-200 °C; - виконують наплавлення сплавом мартенситного класу одним чи двома електродами робочої поверхні загальною товщиною 0,04r по гвинтовій лінії, при цьому перший шар 2 наплавляють товщиною / 4 з перекриттям сусідніх наплавочних валиків у межах 1/4-1/3 їхньої ширини, а останні шари 3 наплавляють від торців до середини бочки ролика з кроком (0,2-0,21)r із шириною валиків (0,13-0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика О, наплавочних валиків, причому зона наплавлення L менше довжини бочки ролика на (0,4-0,44)r; - виконують термообробку бочки ролика для одержання твердості робочої поверхні 4045HRC; - виконують відпускання для зняття внутрішніх напружень; - шліфують наплавлену ділянку до товщини / 2 ; - розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації. Реалізація способу виготовлення бочки ролика відвідного рольганга на конкретному прикладі. Діаметр робочої поверхні ролика рольганга 300 мм. Загальна товщина наплавленого шару 6 мм, прийнята з урахуванням одержання якісного наплавлення і міжремонтного періоду. Радіус наплавлюваної поверхні заготівки r 300 147 мм . 2 2 2 UA 108363 U Визначаємо rв - внутрішній радіус заготівки з рівності: 2 / // r 2 rв 02 r 2 r 2 02 E , де (1) E/ / 02 - границя текучості середньовуглецевої сталі, / 02 225 МПа ; // 02 -границя текучості наплавленого сплаву мартенситного класу, // 02 750 МПа ; 5 E - модуль пружності сплаву мартенситного класу, E 210930 МПа ; E / - січний модуль пружності сплаву для наплавлення, МПа; E/ / 02 0,9 , де 0,9 - коефіцієнт, що визначає зону пружності, де - сумарна величина відносної деформації наплавленого сплаву. При T 350 C 10 // 02 0,9 11 T 6 0,00705 ; E 10 E / 96428,57 МПа , тоді rв 92 мм t r rв 147 2 55 мм 15 20 Товщина стінки заготівки бочки рольганга під наплавлення сплаву мартенситного класу дорівнює 55 мм. Після термообробки і відпускання для зняття внутрішніх напружень, наплавлену ділянку L шліфують до розрахункового радіуса r / 2 (150 мм). Після цього розточують внутрішній діаметр бочки з урахуванням конструкції ролика і визначають ділянки з максимально можливим радіусом внутрішньої порожнини для зниження моменту інерції бочки ролика і ролика в цілому. Визначимо максимально можливий радіус порожнини бочки з вираження: 2 2 / // r 2 rmax 02 r r 2 02 k , де (2) 2 rmax - максимальний радіус розточення порожнини бочки, мм r - радіус робочої поверхні бочки ролика, мм 2 k 0,9 - коефіцієнт діапазону пропорційності напружень. 25 30 35 40 45 Тоді по залежності (2) rmax 137,6 мм Товщина стінки бочки на ділянці мінімального моменту інерції складе tmin 9,4 мм Фактична мінімальна товщина буде визначатися конфігурацією внутрішньої порожнини, зокрема, стовщення стінки в місцях примикання цапф і послідовністю операцій шліфування зовнішньої поверхні і розточенням внутрішніх порожнин. Як показує конкретний приклад реалізації способу, за рахунок відмітних ознак корисної моделі стало можливим одержати якісний наплавлений шар розрахункової товщини при мінімальній металоємності заготівки бочки ролика, що дозволяє знизити собівартість виготовлення бочки ролика відвідного рольганга. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення бочки ролика відвідного рольганга, при якому циліндричну заготівку попередньо підігрівають до 180-200 °C, потім виконують наплавлення одним чи двома електродами робочої поверхні в 2-4 шари по гвинтовій лінії, причому перший шар наплавляють з перекриттям сусідніх наплавочних валиків у межах 1/4-1/3 їхньої ширини, а останні шари наплавляють зі збільшеним кроком між наплавочними валиками без їхнього перекриття, після чого роблять відпускання, який відрізняється тим, що для наплавлення використовують заготівку зі середньовуглецевої сталі, яку наплавляють термостійким зносостійким сплавом мартенситного класу з урахуванням припуску під механічну обробку загальною товщиною 0,04r , де r - зовнішній радіус заготівки, причому перший шар наплавляють товщиною / 4 , а наступні шари наплавляють від торців до середини бочки ролика кроком (0,2…0,21)r із шириною 3 UA 108363 U валиків (0,13…0,16)r з утворенням симетрично розташованих, щодо поперечної осі бочки ролика, наплавочних валиків, причому зона наплавлення L менше довжини бочки ролика на (0,4…0,44)r, а мінімальна товщина стінки заготівки t r rв , де rв - внутрішній радіус заготівки, rв визначається по наступній залежності: 5 2 / // r 2 rв 02 r 2 r 2 02 E E/ , де / 02 - границя текучості сталі заготівки; // 02 - границя текучості наплавленого сплаву мартенситного класу; E - модуль пружності наплавленого сплаву; E / - січний модуль пружності наплавленого сплаву; 10 E/ / 02 0,9 , де 0,9 - коефіцієнт, що визначає зону пружності; - сумарна величина відносної деформації; , де / // 02 0,9 E 11 / T 6 , де 10 11 15 20 - коефіцієнт лінійного розширення; 10 6 T - різниця температур між заготівкою і приведеною температурою в зоні шва, після чого бочку ролика піддають термічній обробці для одержання твердості робочої поверхні 40-45HRC з відпусканням для зняття внутрішніх напружень, шліфують наплавлену ділянку до товщини / 2 , а потім розточують бочку ролика по внутрішній поверхні для одержання необхідної конфігурації. 4 UA 108363 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 39/00, B23K 9/04
Мітки: бочки, виготовлення, ролика, рольганга, спосіб, відвідного
Код посилання
<a href="https://ua.patents.su/7-108363-sposib-vigotovlennya-bochki-rolika-vidvidnogo-rolganga.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення бочки ролика відвідного рольганга</a>
Ролик відвідного рольганга

Номер патенту: 108008
Опубліковано: 24.06.2016
Автори: Волошин Олексій Іванович, Хохотва Ігор Іванович, Бобух Іван Олексійович, Пантелеймонов Віталій Андрійович, Мальований Олександр Вікторович, Федоренко Людмила Миколаївна, Чернов Костянтин Володимирович
МПК: B21B 27/08
Мітки: рольганга, ролик, відвідного
Формула / Реферат:
Ролик відвідного рольганга, що містить порожню бочку й торцеві цапфи, з'єднані зварними швами з дисками, у яких виконані вентиляційні циліндричні канали з розтрубами, який відрізняється тим, що порожня бочка виконана по внутрішній поверхні з посадковими поверхнями для дисків та із центральною внутрішньою поверхнею із внутрішнім діаметром (0,75-0,79)d і довжиною (0,4-0,45)d, де d - зовнішній діаметр бочки, а на інших частинах довжини бочки її...
Ролик, кільце ролика і спосіб виготовлення такого ролика
Номер патенту: 88887
Опубліковано: 10.12.2009
Автори: Карлссон Ян-Ерік, Прусік Мілінко, Глейзер Йорге
МПК: B21B 27/03, B21B 27/02
Мітки: ролика, такого, кільце, виготовлення, ролик, спосіб
Формула / Реферат:
1. Ролик, що містить, з одного боку, привідний вал (1), який має два віддалених один від одного по осі упорних кільця (2, 3), одне (2) з яких жорстко закріплене, а інше є стопорною гайкою (3), і, з іншого боку, ряд кілець (4) ролика, розміщених між закріпленим упорним кільцем і стопорною гайкою, при цьому кожне з кілець ролика складається із зовнішнього кільця (6) із твердого металу і концентричного внутрішнього кільця (7) із більш...
Спосіб виготовлення ролика стрічкового конвеєра
Номер патенту: 9076
Опубліковано: 15.09.2005
Автор: Шибанова Євгенія Іванівна
МПК: B65G 39/02, B21K 25/00, B21K 21/00
Мітки: стрічкового, спосіб, конвеєра, виготовлення, ролика
Формула / Реферат:
Спосіб виготовлення ролика стрічкового конвеєра, що включає операції підготовки трубчастих і листових заготівок, виготовлення з трубчастих заготівок корпусу ролика, а з листових заготівок - корпусів підшипників, установлення підшипників, розміщених у корпусі підшипника, з ущільненнями на вісь ролика з наступною холодною деформацією кінців корпусу ролика шляхом прикладання до його кінців через оправки з однобічним приводом подовжніх осьових...
Ролик розвертально-транспортного рольганга прокатного стана
Номер патенту: 34570
Опубліковано: 11.08.2008
Автори: Брехов Євген Володимирович, Єлецьких Володимир Іванович, Уткін Олексій Вікторович, Оконенко Сергій Іванович
МПК: B21B 39/00
Мітки: розвертально-транспортного, стана, ролик, рольганга, прокатного
Формула / Реферат:
1. Ролик розвертально-транспортного рольганга прокатного стана, що містить конічну бочку й опорні цапфи, який відрізняється тим, що бочка виконана з двох частин: одна - у вигляді зрізаного конуса, а друга - у вигляді циліндра, діаметр кола твірної якого дорівнює діаметрові меншої основи конуса.2. Ролик розвертально-транспортного рольганга прокатного стана за п. 1, який відрізняється тим, що циліндрична частина бочки ролика виконана...
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Носков Володимир Васильович, Каштанов Олександр Миколайович, Невідомський Володимир Олександрович, Кирилов Генріх Леонідович
МПК: B21K 21/00, B65G 39/02, B21K 25/00
Мітки: стрічкового, ролика, конвеєра, виробництва, ролик, спосіб, виготовлення, пристрій
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Попередній патент: Штангенциркуль-трансформер
Наступний патент: Спосіб діагностики розвитку остеопорозу
Випадковий патент: Станція фітоочищення води ultra-63