Спосіб виготовлення ролика стрічкового конвеєра
Формула / Реферат
Спосіб виготовлення ролика стрічкового конвеєра, що включає операції підготовки трубчастих і листових заготівок, виготовлення з трубчастих заготівок корпусу ролика, а з листових заготівок - корпусів підшипників, установлення підшипників, розміщених у корпусі підшипника, з ущільненнями на вісь ролика з наступною холодною деформацією кінців корпусу ролика шляхом прикладання до його кінців через оправки з однобічним приводом подовжніх осьових деформуючих зусиль, який відрізняється тим, що попередньо холодною деформацією з листової заготівки виготовляють корпус підшипника, деформацію кінців трубчастої заготівки корпусу ролика виконують після запресовування в нього корпусів підшипників з розміщеними в них підшипниками й ущільненнями, насадженими на вісь, при цьому до кінців корпусу ролика через оправки подовжні осьові деформуючі зусилля прикладають в імпульсному режимі.
Текст
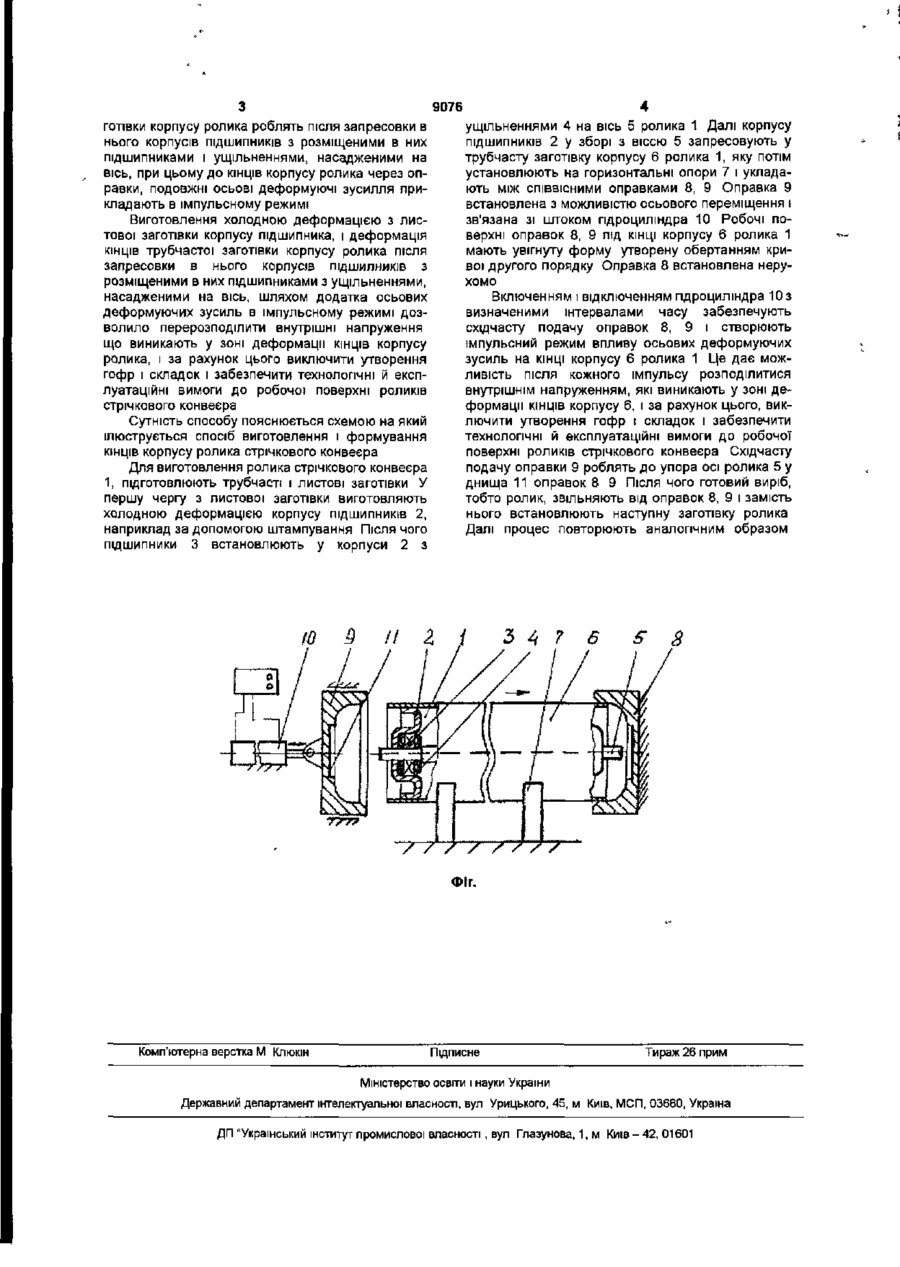
УКРАЇНА (19)U A (11,9076 из» U (51) 7 B65G39/02,B21K21/04,B21K25/00 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) СПОСІБ ВИГОТОВЛЕННЯ РОЛИКА СТРІЧКОВОГО КОНВЕЄРА (21)20041210228 * (22)13 12 2004 (24) 15 09 2005 (46) 15 09 2005, Бюл № 9, 2005 р (72) Шибанова Євгенія Іванівна (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "КЗСТІ" (57) Спосіб виготовлення ролика стрічкового конвеєра що включає операції підготовки трубчастих і листових заготівок, виготовлення з трубчастих заготівок корпусу ролика, а з листових заготівок корпусів ПІДШИПНИКІВ, установлення ПІДШИПНИКІВ, розміщених у корпусі підшипника, з ущільненнями Корисна модель відноситься до області промислових транспортних засобів, зокрема до стрічкових конвеєрів і може бути використана для виготовлення роликів Відомий спосіб виготовлення ролика стрічкового конвеєра по А с СРСР № 115494, МКИ З B65G39/02, бюл №15, 1985 р, який включає операції підготовки трубчастих і листових заготівок і виготовлення з трубчастих заготівок корпусу ролика, з листових заготівок корпусів підшипників, установлення ПІДШИПНИКІВ, розміщених у корпусі підшипника з ущільненнями на вісь ролика, з наступною холодною деформацією КІНЦІВ корпусу ролика шляхом додатка до його КІНЦІВ радіальних зусиль Найбільш близьким аналогом до корисної моделі, що заявляється, по сукупності співпадаючих ознак і очікуваному технічному результату, є спосіб виготовлення ролика стрічкового конвеєра, по патенту України № 50902 А, МПК5 B65G39/02, В21К21/04, В21К25/00, бюл №11, 15 112002 р, що включає операції підготовки трубчастих і листових заготівок і виготовлення з трубчастих заготівок корпусу ролика, з листових заготівок корпусів ПІДШИПНИКІВ, установлення ПІДШИПНИКІВ, розміщених у корпусі підшипника з ущільненнями на вісь ролика, з наступною холодною деформацією КІНЦІВ корпусу ролика шляхом додатка до його КІНЦІВ через оправлення з однобічним приводом подовжніх осьових деформуючих зусиль > на вісь ролика з наступною холодною деформацією КІНЦІВ корпусу ролика шляхом прикладання до його КІНЦІВ через оправки з однобічним приводом подовжніх осьових деформуючих зусиль, який відрізняється тим, що попередньо холодною деформацією з листової заготівки виготовляють корпус підшипника, деформацію КІНЦІВ трубчастої заготівки корпусу ролика виконують після запресовування в нього корпусів ПІДШИПНИКІВ з розміщеними в них підшипниками й ущільненнями, насадженими на вісь, при цьому до КІНЦІВ корпусу ролика через оправки подовжні осьові деформуючі зусилля прикладають в імпульсному режимі Зважаючи на те, що через технологічні вимоги експлуатації роликів на їхній робочій поверхні не допускаються наявність дефектів у вигляді виступів, гофр чи нерівностей, що приводять на цих ділянках до інтенсивного зносу конвеєрної стрічки Однак, виконані корпуси роликів ВІДПОВІДНО ДО ВИщенаведених способів, на кінцях мають гофри і складки, що утворяться в процесі їхньої обробки холодною деформацією що є істотним недоліком В основу корисної моделі поставлена задача удосконалити спосіб виготовлення ролика стрічкового конвеєра шляхом зміни режиму холодної деформації, виключити утворення гофр і складок на кінцях корпусу ролика і за рахунок цього, забезпечити технологічні й експлуатаційні вимоги до робочої поверхні роликів стрічкового конвеєра Задача вирішена тим, що в способі виготовлення ролика стрічкового конвеєра, що включає операції підготовки трубчастих і листових заготівок і виготовлення з трубчастих заготівок корпусу ролика, з листових заготівок корпусів ПІДШИПНИКІВ, установлення ПІДШИПНИКІВ, розміщених у корпусі підшипника з ущільненнями на вісь ролика, з наступною холодною деформацією КІНЦІВ корпусу ролика шляхом додатка до його КІНЦІВ через оправлення з однобічним приводом подовжніх осьових деформуючих зусиль, ВІДПОВІДНО до корисної моделі, попередньо холодною деформацією з листової заготівки виготовляють корпус підшипника, деформацію КІНЦІВ трубчастої за о 9076 ущільненнями 4 на вісь 5 ролика 1 Далі корпусу готівки корпусу ролика роблять після запресовки в ПІДШИПНИКІВ 2 у зборі з віссю 5 запресовують у нього корпусів ПІДШИПНИКІВ з розміщеними в них трубчасту заготівку корпусу 6 ролика 1, яку потім підшипниками і ущільненнями, насадженими на установлюють на горизонтальні опори 7 і укладавісь, при цьому до КІНЦІВ корпусу ролика через опють між СПІВВІСНИМИ оправками 8, 9 Оправка 9 равки, подовжні осьові деформуючі зусилля привстановлена з можливістю осьового переміщення і кладають в імпульсному режимі зв'язана зі штоком гідроциліндра 10 Робочі поВиготовлення холодною деформацією з лисверхні оправок 8, 9 під КІНЦІ корпусу 6 ролика 1 тової заготівки корпусу підшипника, і деформація мають увігнуту форму утворену обертанням криКІНЦІВ трубчастої заготівки корпусу ролика після вої другого порядку Оправка 8 встановлена нерузапресовки в нього корпусів ПІДШИПНИКІВ З хомо розміщеними в них підшипниками з ущільненнями, насадженими на вісь, шляхом додатка осьових Включенням і відключенням гідроциліндра Ю з деформуючих зусиль в імпульсному режимі дозвизначеними інтервалами часу забезпечують волило перерозподілити внутрішні напруження східчасту подачу оправок 8, 9 і створюють що виникають у зоні деформації КІНЦІВ корпусу імпульсний режим впливу осьових деформуючих ролика, і за рахунок цього виключити утворення зусиль на КІНЦІ корпусу 6 ролика 1 Це дає можгофр і складок і забезпечити технологічні й експливість після кожного імпульсу розподілитися луатаційні вимоги до робочої поверхні роликів внутрішнім напруженням, які виникають у зоні дестрічкового конвеєра формації КІНЦІВ корпусу 6, і за рахунок цього, виключити утворення гофр і складок і забезпечити Сутність способу пояснюється схемою на який технологічні й експлуатаційні вимоги до робочої ілюструється спосіб виготовлення і формування поверхні роликів стрічкового конвеєра Східчасту КІНЦІВ корпусу ролика стрічкового конвеєра подачу оправки 9 роблять до упора осі ролика 5 у Для виготовлення ролика стрічкового конвеєра днища 11 оправок 8 9 Після чого готовий виріб, 1, підготовлюють трубчасті і листові заготівки У тобто ролик, звільняють від оправок 8, 9 і замість першу чергу з листової заготівки виготовляють нього встановлюють наступну заготівку ролика холодною деформацією корпусу підшипників 2, Далі процес повторюють аналогічним образом наприклад за допомогою штампування Після чого підшипники 3 встановлюють у корпуси 2 з Ю $ ft Z / / / 1 / / З А 7 6 • Фіг. Комп'ютерна верстка М Клюкін Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності, вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of roller of belt conveyor
Назва патенту російськоюСпособ изготовления ролика ленточного конвейера
МПК / Мітки
МПК: B65G 39/02, B21K 25/00, B21K 21/00
Мітки: стрічкового, конвеєра, спосіб, ролика, виготовлення
Код посилання
<a href="https://ua.patents.su/2-9076-sposib-vigotovlennya-rolika-strichkovogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ролика стрічкового конвеєра</a>
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Каштанов Олександр Миколайович, Носков Володимир Васильович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович
МПК: B21K 21/00, B21K 25/00, B65G 39/02
Мітки: стрічкового, виробництва, виготовлення, спосіб, конвеєра, ролика, пристрій, ролик
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Складена вісь ролика стрічкового конвеєра

Номер патенту: 48269
Опубліковано: 15.08.2002
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: вісь, складена, конвеєра, стрічкового, ролика
Формула / Реферат:
Складена вісь ролика стрічкового конвеєра, що складається з двох півосей з хвостовиками і проміжного елемента, виконаного у вигляді труби, кінцеві частини якого сполучено з хвостовиками півосей нероз’ємними з'єднаннями, яка відрізняється тим, що хвостовики півосей виконано із зовнішніми базуючими шийками і буртами, які прилягають до них, у місцях сполучення котрих виконано кільцеві конічні канавки, а кінцеві частини проміжного елемента...
Складена вісь ролика стрічкового конвеєра
Номер патенту: 66906
Опубліковано: 15.06.2004
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: ролика, стрічкового, конвеєра, складена, вісь
Формула / Реферат:
1. Складена вісь ролика стрічкового конвеєра, що містить дві півосі і штангу, кінцеві частини якої з'єднані з півосями механічними нероз'ємними з'єднаннями за допомогою їх запресування в торцеві отвори, що виконані в півосях, яка відрізняється тим, що торцеві отвори в півосях виконані циліндричними із заглибленими рельєфними пазухами, а кінцеві частини штанги виконані у вигляді стержнів круглого перерізу і з'єднані з півосями за допомогою...
Ролик стрічкового конвеєра
Номер патенту: 4310
Опубліковано: 17.01.2005
Автори: Шабрацька Наталья Володимирівна, Івлєв Евген Олександрович, Герасименко Вячеслав Георгійович, Шкітак Ярослав Миколайович
МПК: B65G 39/00
Мітки: стрічкового, конвеєра, ролик
Формула / Реферат:
Ролик стрічкового конвеєра, що містить обичайку, вісь, підшипники, установлені зовнішніми кільцями в підшипникових стаканах, закріплених за допомогою кільцевих опор у кінцевих частинах обичайки, а внутрішніми кільцями - на осі, і підшипникові ущільнення, який відрізняється тим, що підшипникові стакани із зовнішніх сторін виконані із фланцями, а кільцеві опори з внутрішніх сторін виконані з кільцевими западинами, при цьому підшипникові стакани...
Ролик стрічкового конвеєра
Номер патенту: 47058
Опубліковано: 17.06.2002
Автори: Осипенко Анатолій Васильович, Соколов Аркадій Михайлович, Вишневський Олег Йосипович, Шипілова Любов Генадієвна
МПК: B65G 39/02
Мітки: ролик, стрічкового, конвеєра
Формула / Реферат:
Ролик стрічкового конвеєра, що містить циліндричний корпус, торцеві кришки з співвісними отворами для шийок осі ролика, та два підшипникових стакана з відбортовками, які обпираються на вісь вмонтованими в них підшипниками, а відбортовки стаканів жорстко з'єднані з торцевими кришками з середини корпусу, який відрізняється тим, що діаметр відбортовки кожного підшипникового стакана дорівнює діаметру торцевої кришки, а по периметру торцева кришка...
Попередній патент: Спосіб одержання піногасника
Наступний патент: Спосіб лікування переданемічного стану у жінок у першому триместрі вагітності
Випадковий патент: Орбіктрон - генератор дифракційного випромінювання