Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Невідомський Володимир Олександрович, Носков Володимир Васильович, Каштанов Олександр Миколайович, Кирилов Генріх Леонідович
Формула / Реферат
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.
2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом деформації виготовляють з відрізків труб корпус ролика та стакани, який відрізняється тим, що окремо виготовляють заготівки корпуса і стаканів і на зовнішній поверхні заготівок стаканів нарізають кільцеві канавки, фіксують стакани відносно корпусу, після цього кінці корпусу деформують без нагрівання до входження їх торців в кільцеві канавки стаканів.
3. Пристрій для виготовлення ролика стрічкового конвеєра, що містить стенд з засобами для скріплення стаканів з корпусом та складання і змащування підшипникових вузлів, який відрізняється тим, що засіб для скріплення стаканів з корпусом виконаний у вигляді штампа, оснащеного циліндричним утримувачем корпусу і двома співвісними матрицями з центрувальними виступами для стаканів, при цьому верхня матриця оснащена фіксатором стакана.
4. Пристрій для виготовлення ролика стрічкового конвеєра по п. 3, який відрізняється тим, що фіксатор стакана виконаний у вигляді пружинних розрізних кілець, установлених в кільцевих канавках, нарізаних на поверхні центрувального виступу верхньої матриці.
Текст
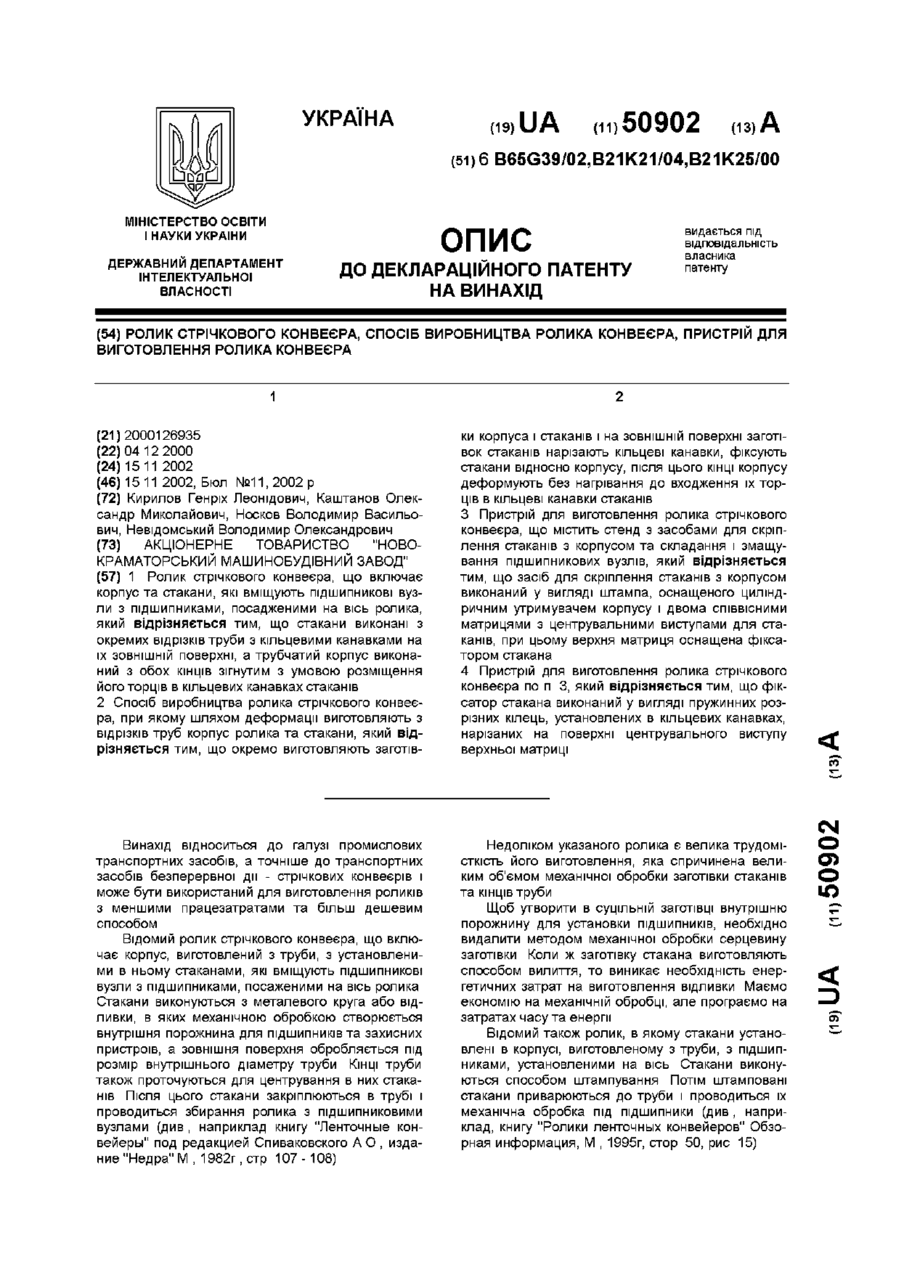
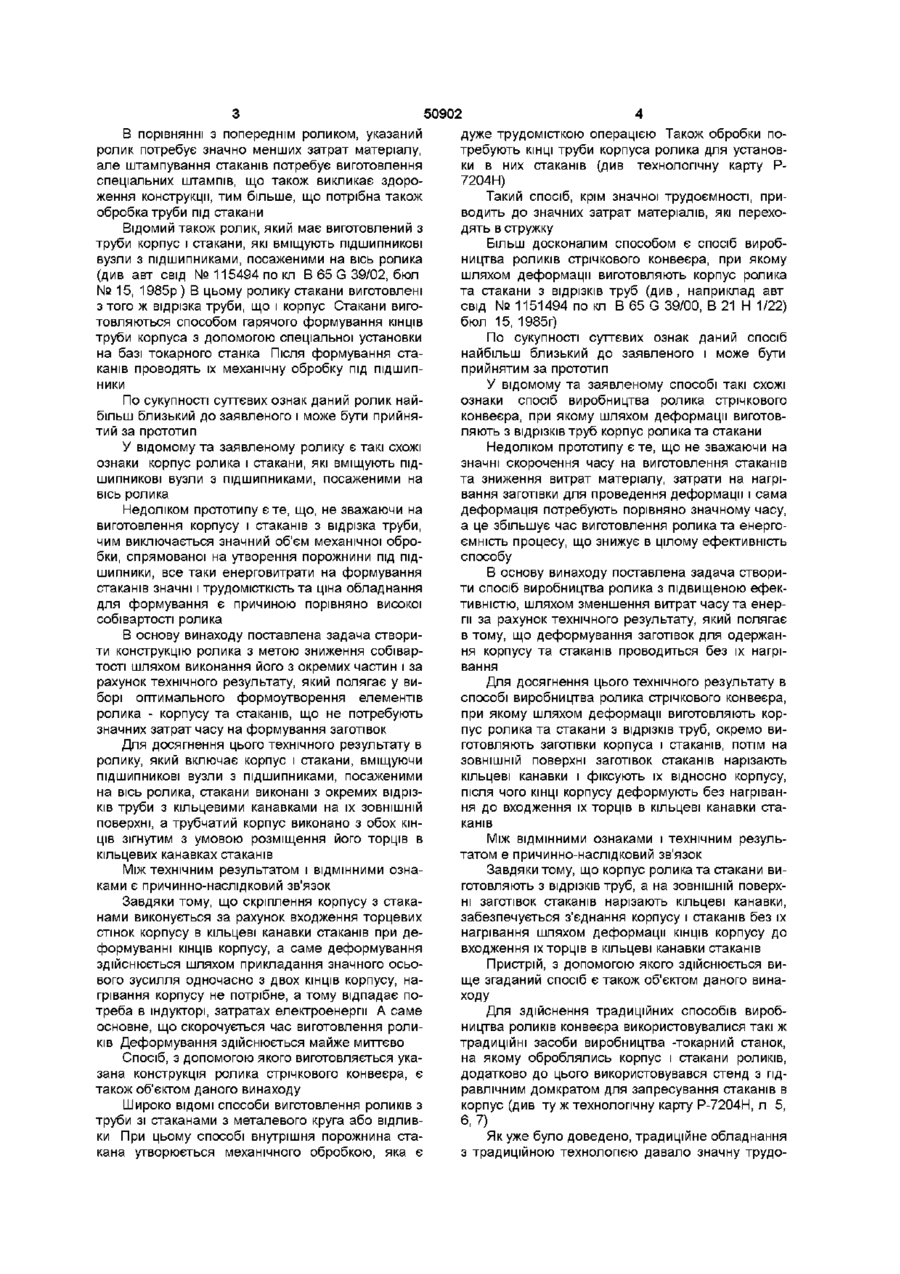
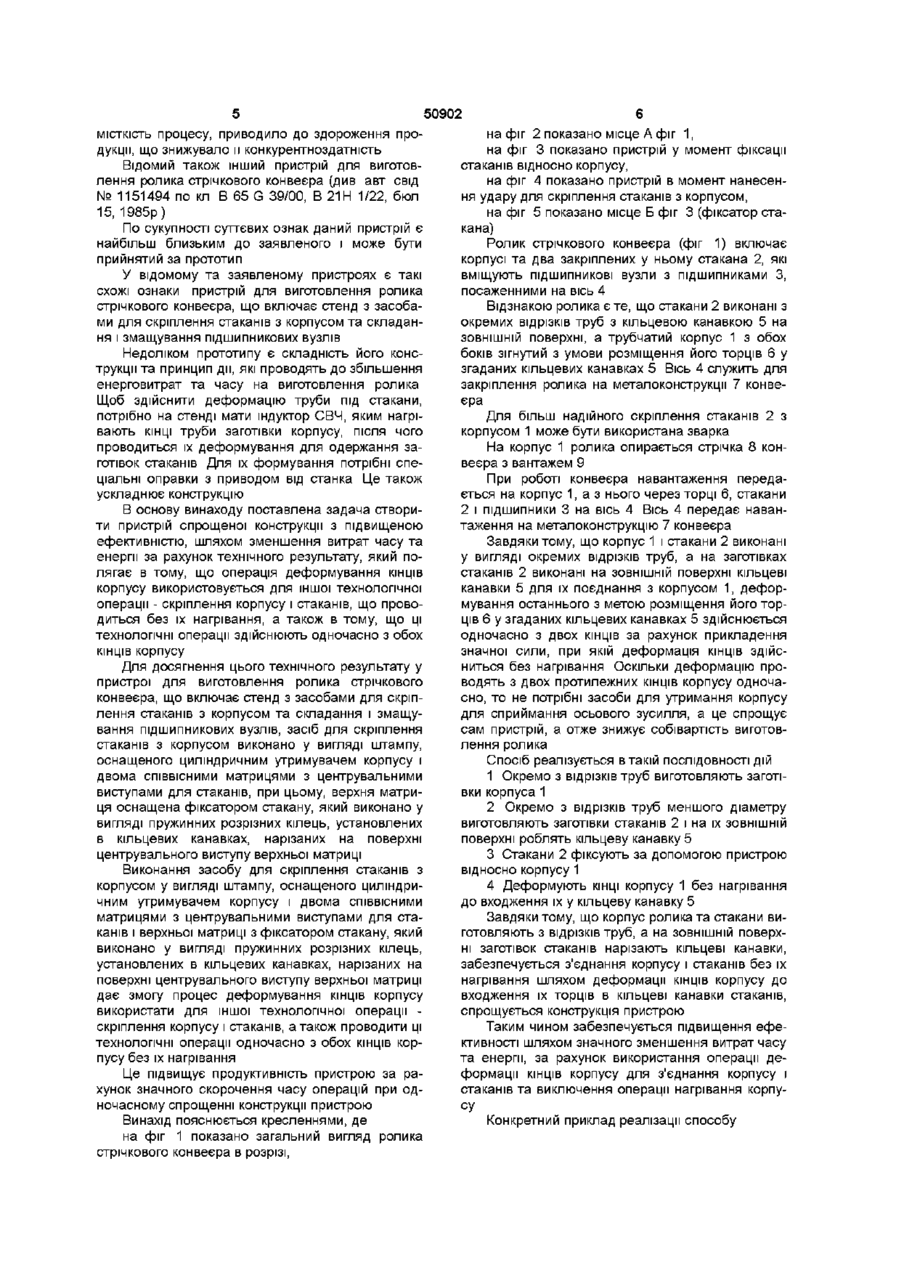
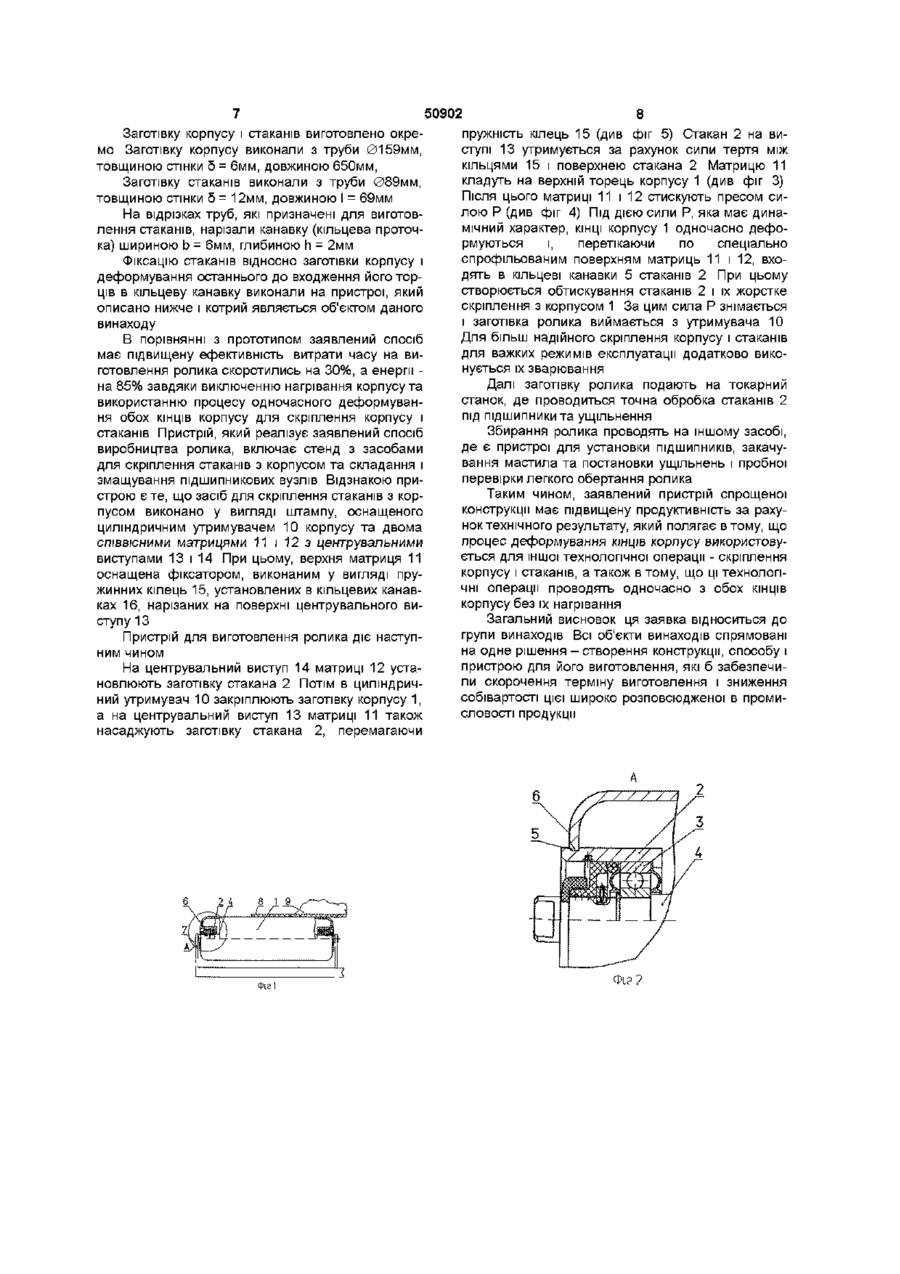
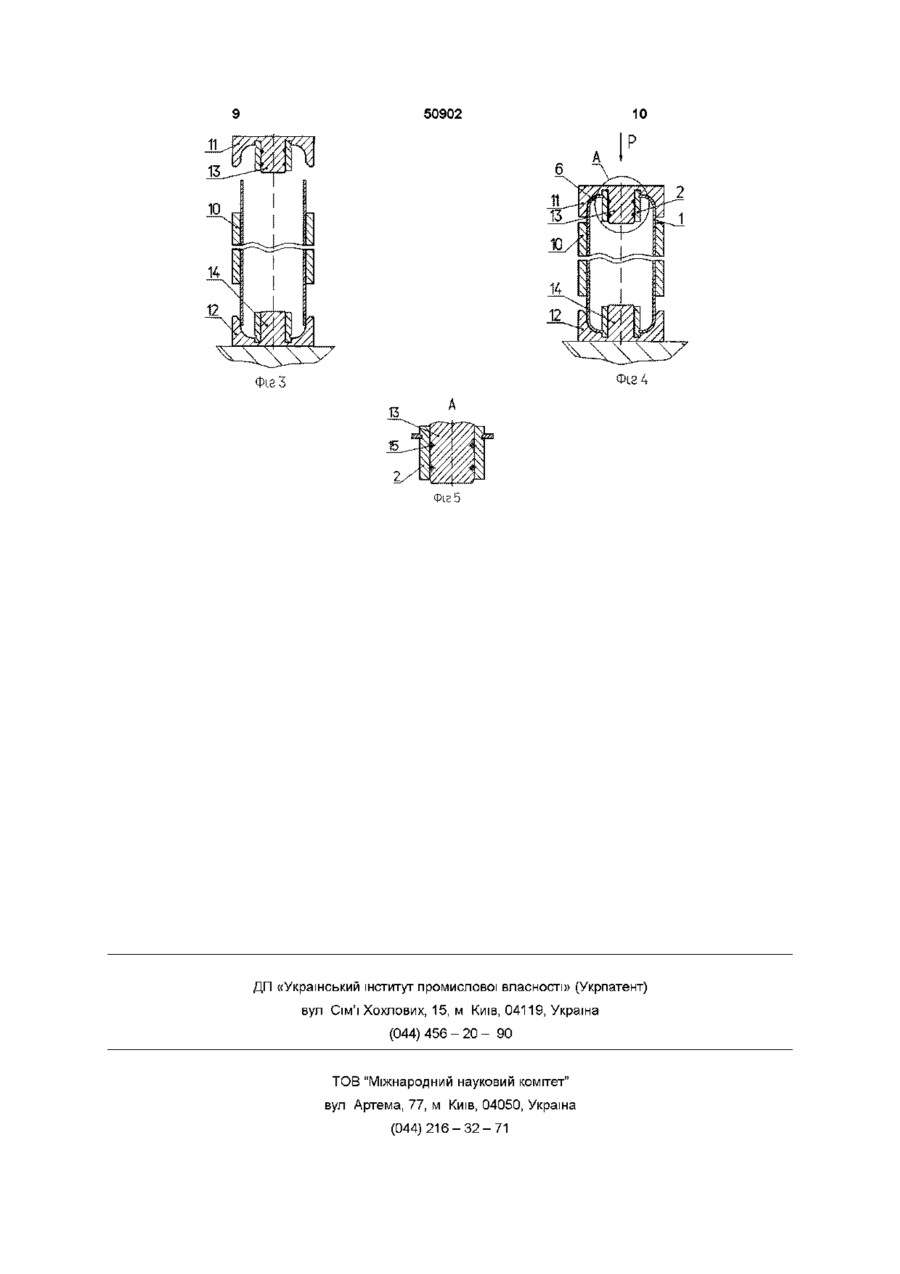
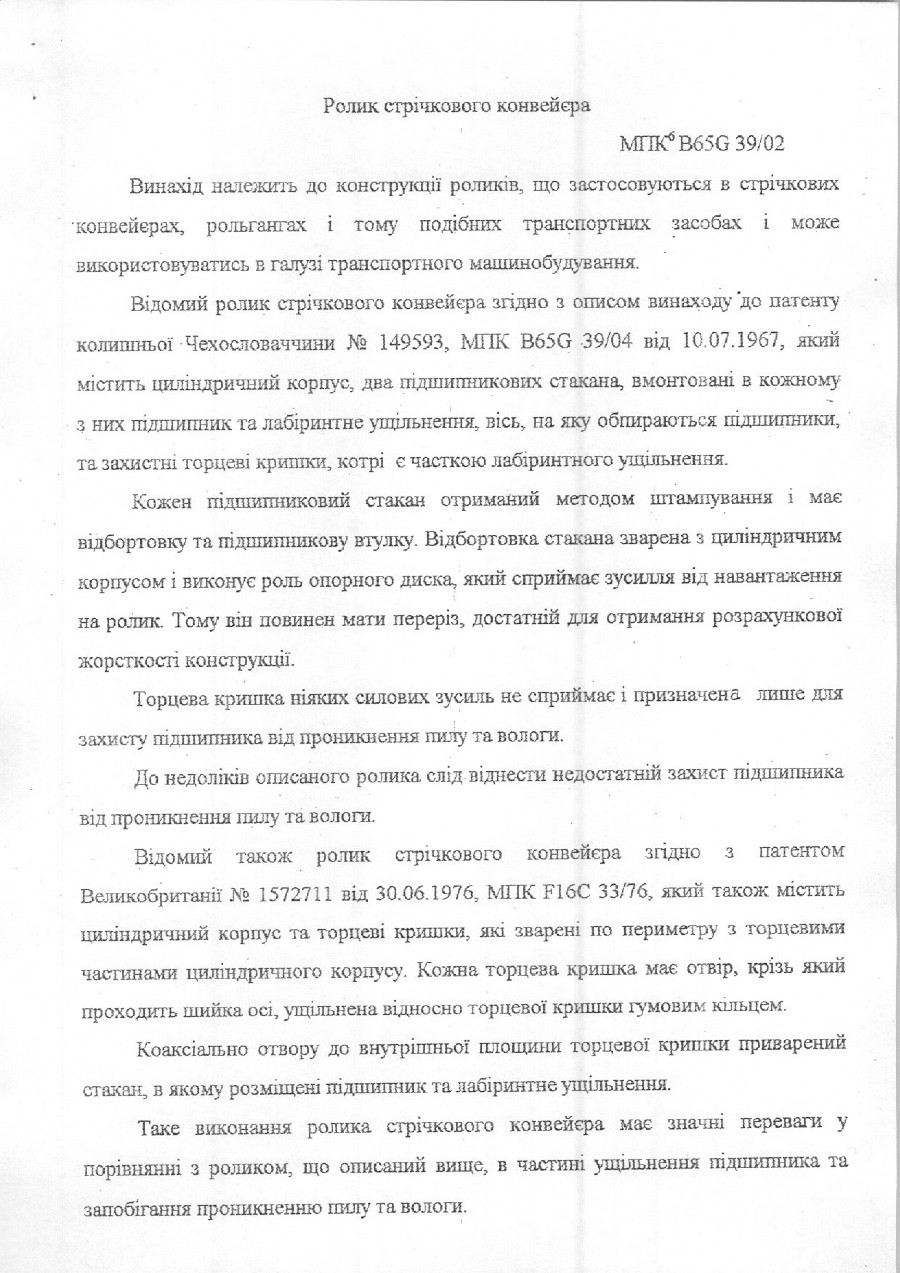
1 Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують ПІДШИПНИКОВІ вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх ЗОВНІШНІЙ поверхні, а трубчатий корпус виконаний з обох КІНЦІВ зігнутим з умовою розміщення його торців в кільцевих канавках стаканів 2 Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом деформації виготовляють з відрізків труб корпус ролика та стакани, який відрізняється тим, що окремо виготовляють заготів Винахід відноситься до галузі промислових транспортних засобів, а точніше до транспортних засобів безперервної дії - стрічкових конвеєрів і може бути використаний для виготовлення роликів з меншими працезатратами та більш дешевим способом Відомий ролик стрічкового конвеєра, що включає корпус, виготовлений з труби, з установленими в ньому стаканами, які вміщують ПІДШИПНИКОВІ вузли з підшипниками, посаженими на вісь ролика Стакани виконуються з металевого круга або відливки, в яких механічною обробкою створюється внутрішня порожнина для ПІДШИПНИКІВ та захисних пристроїв, а зовнішня поверхня обробляється під розмір внутрішнього діаметру труби КІНЦІ труби також проточуються для центрування в них стаканів Після ЦЬОГО стакани закріплюються в трубі і проводиться збирання ролика з підшипниковими вузлами (див , наприклад книгу "Ленточные конвейеры" под редакцией Спиваковского А О , издание "Недра" М , 1982г, стр 107 -108) ки корпуса і стаканів і на ЗОВНІШНІЙ поверхні заготівок стаканів нарізають кільцеві канавки, фіксують стакани відносно корпусу, після цього КІНЦІ корпусу деформують без нагрівання до входження їх торців в кільцеві канавки стаканів 3 Пристрій для виготовлення ролика стрічкового конвеєра, що містить стенд з засобами для скріплення стаканів з корпусом та складання і змащування підшипникових вузлів, який відрізняється тим, що засіб для скріплення стаканів з корпусом виконаний у вигляді штампа, оснащеного циліндричним утримувачем корпусу і двома СПІВВІСНИМИ матрицями з центрувальними виступами для стаканів, при цьому верхня матриця оснащена фіксатором стакана 4 Пристрій для виготовлення ролика стрічкового конвеєра по п 3, який відрізняється тим, що фіксатор стакана виконаний у вигляді пружинних розрізних кілець, установлених в кільцевих канавках, нарізаних на поверхні центрувального виступу верхньої матриці Недоліком указаного ролика є велика трудомісткість його виготовлення, яка спричинена великим об'ємом механічної обробки заготівки стаканів та КІНЦІВ труби Щоб утворити в суцільній заготівці внутрішню порожнину для установки ПІДШИПНИКІВ, необхідно видалити методом механічної обробки серцевину заготівки Коли ж заготівку стакана виготовляють способом вилиття, то виникає необхідність енергетичних затрат на виготовлення відливки Маємо економію на механічній обробці, але програємо на затратах часу та енергії Відомий також ролик, в якому стакани установлені в корпусі, виготовленому з труби, з підшипниками, установленими на вісь Стакани виконуються способом штампування Потім штамповані стакани приварюються до труби і проводиться їх механічна обробка під підшипники (див , наприклад, книгу "Ролики ленточных конвейеров" Обзорная информация, М , 1995г, crop 50, рис 15) о о> о ю 50902 В порівнянні з попереднім роликом, указаний ролик потребує значно менших затрат матеріалу, але штампування стаканів потребує виготовлення спеціальних штампів, що також викликає здороження конструкції, тим більше, що потрібна також обробка труби під стакани Відомий також ролик, який має виготовлений з труби корпус і стакани, які вміщують ПІДШИПНИКОВІ вузли з підшипниками, посаженими на вісь ролика (див авт свід №115494 по кл В 65 G 39/02, бюл № 15, 1985р) В цьому ролику стакани виготовлені з того ж відрізка труби, що і корпус Стакани виготовляються способом гарячого формування КІНЦІВ труби корпуса з допомогою спеціальної установки на базі токарного станка Після формування стаканів проводять їх механічну обробку під підшипники По сукупності суттєвих ознак даний ролик найбільш близький до заявленого і може бути прийнятий за прототип У відомому та заявленому ролику є такі схожі ознаки корпус ролика і стакани, які вміщують ПІДШИПНИКОВІ вузли з підшипниками, посаженими на вісь ролика Недоліком прототипу є те, що, не зважаючи на виготовлення корпусу і стаканів з відрізка труби, чим виключається значний об'єм механічної обробки, спрямованої на утворення порожнини під підшипники, все таки енерговитрати на формування стаканів значні і трудомісткість та ціна обладнання для формування є причиною порівняно високої собівартості ролика В основу винаходу поставлена задача створити конструкцію ролика з метою зниження собівартості шляхом виконання його з окремих частин і за рахунок технічного результату, який полягає у виборі оптимального формоутворення елементів ролика - корпусу та стаканів, що не потребують значних затрат часу на формування заготівок Для досягнення цього технічного результату в ролику, який включає корпус і стакани, вміщуючи ПІДШИПНИКОВІ вузли з підшипниками, посаженими на вісь ролика, стакани виконані з окремих відрізків труби з кільцевими канавками на їх ЗОВНІШНІЙ поверхні, а трубчатий корпус виконано з обох КІНЦІВ зігнутим з умовою розміщення його торців в кільцевих канавках стаканів Між технічним результатом і ВІДМІННИМИ ознаками є причинно-наслідковий зв'язок Завдяки тому, що скріплення корпусу з стаканами виконується за рахунок входження торцевих стінок корпусу в кільцеві канавки стаканів при деформуванні КІНЦІВ корпусу, а саме деформування здійснюється шляхом прикладання значного осьового зусилля одночасно з двох КІНЦІВ корпусу, нагрівання корпусу не потрібне, а тому відпадає потреба в індукторі, затратах електроенергії А саме основне, що скорочується час виготовлення роликів Деформування здійснюється майже миттєво Спосіб, з допомогою якого виготовляється указана конструкція ролика стрічкового конвеєра, є також об'єктом даного винаходу Широко ВІДОМІ способи виготовлення роликів з труби зі стаканами з металевого круга або відливки При цьому способі внутрішня порожнина стакана утворюється механічного обробкою, яка є дуже трудомісткою операцією Також обробки потребують КІНЦІ труби корпуса ролика для установки в них стаканів (див технологічну карту Р7204Н) Такий спосіб, крім значної трудоємності, приводить до значних затрат матеріалів, які переходять в стружку Більш досконалим способом є спосіб виробництва роликів стрічкового конвеєра, при якому шляхом деформації виготовляють корпус ролика та стакани з відрізків труб (див , наприклад авт свід № 1151494 по кл В 65 G 39/00, В 21 Н 1/22) бюл 15, 1985г) По сукупності суттєвих ознак даний спосіб найбільш близький до заявленого і може бути прийнятим за прототип У відомому та заявленому способі такі схожі ознаки спосіб виробництва ролика стрічкового конвеєра, при якому шляхом деформації виготовляють з відрізків труб корпус ролика та стакани Недоліком прототипу є те, що не зважаючи на значні скорочення часу на виготовлення стаканів та зниження витрат матеріалу, затрати на нагрівання заготівки для проведення деформації і сама деформація потребують порівняно значному часу, а це збільшує час виготовлення ролика та енергоємність процесу, що знижує в цілому ефективність способу В основу винаходу поставлена задача створити спосіб виробництва ролика з підвищеною ефективністю, шляхом зменшення витрат часу та енергії за рахунок технічного результату, який полягає в тому, що деформування заготівок для одержання корпусу та стаканів проводиться без їх нагрівання Для досягнення цього технічного результату в способі виробництва ролика стрічкового конвеєра, при якому шляхом деформації виготовляють корпус ролика та стакани з відрізків труб, окремо виготовляють заготівки корпуса і стаканів, потім на ЗОВНІШНІЙ поверхні заготівок стаканів нарізають кільцеві канавки і фіксують їх відносно корпусу, після чого КІНЦІ корпусу деформують без нагрівання до входження їх торців в кільцеві канавки стаканів Між ВІДМІННИМИ ознаками і технічним результатом є причинно-наслідковий зв'язок Завдяки тому, що корпус ролика та стакани виготовляють з відрізків труб, а на ЗОВНІШНІЙ поверхні заготівок стаканів нарізають кільцеві канавки, забезпечується з'єднання корпусу і стаканів без їх нагрівання шляхом деформації КІНЦІВ корпусу до входження їх торців в кільцеві канавки стаканів Пристрій, з допомогою якого здійснюється вище згаданий спосіб є також об'єктом даного винаходу Для здійснення традиційних способів виробництва роликів конвеєра використовувалися такі ж традиційні засоби виробництва -токарний станок, на якому оброблялись корпус і стакани роликів, додатково до цього використовувався стенд з гідравлічним домкратом для запресування стаканів в корпус (див ту ж технологічну карту Р-7204Н, л 5, 6,7) Як уже було доведено, традиційне обладнання з традиційною технологією давало значну трудо 50902 МІСТКІСТЬ процесу, приводило до здороження продукції, що знижувало и конкурентноздатність Відомий також інший пристрій для виготовлення ролика стрічкового конвеєра (див авт свід № 1151494 по кл В 65 G 39/00, В 21Н 1/22, бюл 15, 1985р) По сукупності суттєвих ознак даний пристрій є найбільш близьким до заявленого і може бути прийнятий за прототип У відомому та заявленому пристроях є такі схожі ознаки пристрій для виготовлення ролика стрічкового конвеєра, що включає стенд з засобами для скріплення стаканів з корпусом та складання і змащування підшипникових вузлів Недоліком прототипу є складність його конструкції та принцип дії, які проводять до збільшення енерговитрат та часу на виготовлення ролика Щоб здійснити деформацію труби під стакани, потрібно на стенді мати індуктор СВЧ, яким нагрівають КІНЦІ труби заготівки корпусу, після чого проводиться їх деформування для одержання заготівок стаканів Для їх формування потрібні спеціальні оправки з приводом від станка Це також ускладнює конструкцію В основу винаходу поставлена задача створити пристрій спрощеної конструкції з підвищеною ефективністю, шляхом зменшення витрат часу та енергії за рахунок технічного результату, який полягає в тому, що операція деформування КІНЦІВ корпусу використовується для іншої технологічної операції - скріплення корпусу і стаканів, що проводиться без їх нагрівання, а також в тому, що ці технологічні операції здійснюють одночасно з обох КІНЦІВ корпусу Для досягнення цього технічного результату у пристрої для виготовлення ролика стрічкового конвеєра, що включає стенд з засобами для скріплення стаканів з корпусом та складання і змащування підшипникових вузлів, засіб для скріплення стаканів з корпусом виконано у вигляді штампу, оснащеного циліндричним утримувачем корпусу і двома СПІВВІСНИМИ матрицями з центрувальними виступами для стаканів, при цьому, верхня матриця оснащена фіксатором стакану, який виконано у вигляді пружинних розрізних кілець, установлених в кільцевих канавках, нарізаних на поверхні центрувального виступу верхньої матриці Виконання засобу для скріплення стаканів з корпусом у вигляді штампу, оснащеного циліндричним утримувачем корпусу і двома СПІВВІСНИМИ матрицями з центрувальними виступами для стаканів і верхньої матриці з фіксатором стакану, який виконано у вигляді пружинних розрізних кілець, установлених в кільцевих канавках, нарізаних на поверхні центрувального виступу верхньої матриці дає змогу процес деформування КІНЦІВ корпусу використати для іншої технологічної операції скріплення корпусу і стаканів, а також проводити ці технологічні операції одночасно з обох КІНЦІВ корпусу без їх нагрівання Це підвищує продуктивність пристрою за рахунок значного скорочення часу операцій при одночасному спрощенні конструкції пристрою Винахід пояснюється кресленнями, де на фіг 1 показано загальний вигляд ролика стрічкового конвеєра в розрізі, на фіг 2 показано місце А фіг 1, на фіг 3 показано пристрій у момент фіксації стаканів відносно корпусу, на фіг 4 показано пристрій в момент нанесення удару для скріплення стаканів з корпусом, на фіг 5 показано місце Б фіг 3 (фіксатор стакана) Ролик стрічкового конвеєра (фіг 1) включає корпусі та два закріплених у ньому стакана 2, які вміщують ПІДШИПНИКОВІ вузли з підшипниками З, посаженними на вісь 4 Відзнакою ролика є те, що стакани 2 виконані з окремих відрізків труб з кільцевою канавкою 5 на ЗОВНІШНІЙ поверхні, а трубчатий корпус 1 з обох боків зігнутий з умови розміщення його торців 6 у згаданих кільцевих канавках 5 Вісь 4 служить для закріплення ролика на металоконструкції 7 конвеєра Для більш надійного скріплення стаканів 2 з корпусом 1 може бути використана зварка На корпус 1 ролика опирається стрічка 8 конвеєра з вантажем 9 При роботі конвеєра навантаження передається на корпус 1, а з нього через торці 6, стакани 2 і підшипники 3 на вісь 4 Вісь 4 передає навантаження на металоконструкцію 7 конвеєра Завдяки тому, що корпус 1 і стакани 2 виконані у вигляді окремих відрізків труб, а на заготівках стаканів 2 виконані на ЗОВНІШНІЙ поверхні кільцеві канавки 5 для їх поєднання з корпусом 1, деформування останнього з метою розміщення його торців 6 у згаданих кільцевих канавках 5 здійснюється одночасно з двох КІНЦІВ за рахунок прикладення значної сили, при якій деформація КІНЦІВ ЗДІЙСНИТЬСЯ без нагрівання Оскільки деформацію проводять з двох протилежних КІНЦІВ корпусу одночасно, то не потрібні засоби для утримання корпусу для сприймання осьового зусилля, а це спрощує сам пристрій, а отже знижує собівартість виготовлення ролика Спосіб реалізується в такій ПОСЛІДОВНОСТІ ДІЙ 1 Окремо з відрізків труб виготовляють заготівки корпуса 1 2 Окремо з відрізків труб меншого діаметру виготовляють заготівки стаканів 2 і на їх ЗОВНІШНІЙ поверхні роблять кільцеву канавку 5 3 Стакани 2 фіксують за допомогою пристрою відносно корпусу І 4 Деформують КІНЦІ корпусу 1 без нагрівання до входження їх у кільцеву канавку 5 Завдяки тому, що корпус ролика та стакани виготовляють з відрізків труб, а на ЗОВНІШНІЙ поверхні заготівок стаканів нарізають кільцеві канавки, забезпечується з'єднання корпусу і стаканів без їх нагрівання шляхом деформації КІНЦІВ корпусу до входження їх торців в кільцеві канавки стаканів, спрощується конструкція пристрою Таким чином забезпечується підвищення ефективності шляхом значного зменшення витрат часу та енергії, за рахунок використання операції деформації КІНЦІВ корпусу для з'єднання корпусу і стаканів та виключення операції нагрівання корпусу Конкретний приклад реалізації способу 50902 Заготівку корпусу і стаканів виготовлено окремо Заготівку корпусу виконали з труби 0159мм, товщиною стінки 5 = 6мм, довжиною 650мм, Заготівку стаканів виконали з труби 089мм, товщиною стінки 5 = 12мм, довжиною І = 69мм На відрізках труб, які призначені для виготовлення стаканів, нарізали канавку (кільцева проточка) шириною b = 6мм, глибиною h = 2мм Фіксацію стаканів відносно заготівки корпусу і деформування останнього до входження його торців в кільцеву канавку виконали на пристрої, який описано нижче і котрий являється об'єктом даного винаходу В порівнянні з прототипом заявлений спосіб має підвищену ефективність витрати часу на виготовлення ролика скоротились на 30%, а енергії на 85% завдяки виключенню нагрівання корпусу та використанню процесу одночасного деформування обох КІНЦІВ корпусу для скріплення корпусу і стаканів Пристрій, який реалізує заявлений спосіб виробництва ролика, включає стенд з засобами для скріплення стаканів з корпусом та складання і змащування підшипникових вузлів Відзнакою пристрою є те, що засіб для скріплення стаканів з корпусом виконано у вигляді штампу, оснащеного циліндричним утримувачем 10 корпусу та двома СПІВВІСНИМИ матрицями 11 і 12 з центрувальними виступами 13 і 14 При цьому, верхня матриця 11 оснащена фіксатором, виконаним у вигляді пружинних кілець 15, установлених в кільцевих канавках 16, нарізаних на поверхні центрувального виступу 13 Пристрій для виготовлення ролика діє наступним чином На центрувальний виступ 14 матриці 12 установлюють заготівку стакана 2 Потім в циліндричний утримувач 10 закріплюють заготівку корпусу 1, а на центрувальний виступ 13 матриці 11 також насаджують заготівку стакана 2, перемагаючи Фіг1 8 пружність кілець 15 (див фіг 5) Стакан 2 на виступі 13 утримується за рахунок сили тертя між кільцями 15 і поверхнею стакана 2 Матрицю 11 кладуть на верхній торець корпусу 1 (див фіг 3) Після ЦЬОГО матриці 11 і 12 стискують пресом силою Р (див фіг 4) Під ДІЄЮ СИЛИ Р, яка має дина мічний характер, КІНЦІ корпусу 1 одночасно деформуються і, перетікаючи по спеціально спрофільованим поверхням матриць 11 і 12, входять в кільцеві канавки 5 стаканів 2 При цьому створюється обтискування стаканів 2 і їх жорстке скріплення з корпусом 1 За цим сила Р знімається і заготівка ролика виймається з утримувача 10 Для більш надійного скріплення корпусу і стаканів для важких режимів експлуатації додатково виконується їх зварювання Далі заготівку ролика подають на токарний станок, де проводиться точна обробка стаканів 2 під підшипники та ущільнення Збирання ролика проводять на іншому засобі, де є пристрої для установки ПІДШИПНИКІВ, закачування мастила та постановки ущільнень і пробної перевірки легкого обертання ролика Таким чином, заявлений пристрій спрощеної конструкції має підвищену продуктивність за рахунок технічного результату, який полягає втому, що процес деформування КІНЦІВ корпусу використовується для іншої технологічної операції - скріплення корпусу і стаканів, а також в тому, що ці технологічні операції проводять одночасно з обох КІНЦІВ корпусу без їх нагрівання Загальний висновок ця заявка відноситься до групи винаходів Всі об'єкти винаходів спрямовані на одне рішення - створення конструкції, способу і пристрою для його виготовлення, які б забезпечили скорочення терміну виготовлення і зниження собівартості цієї широко розповсюдженої в промисловості продукції Фіг? 50902 10 Фіг 4 Фів5 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller of band conveyor, method for conveyor roller fabrication, unit for making the conveyor roller
Автори англійськоюNoskov Volodymyr Vasyliovych, Nevidomskyi Volodymyr Oleksandrovych
Назва патенту російськоюРолик ленточного конвейера, способ производства ролика конвейера, устройство для изготовления ролика конвейера
Автори російськоюНосков Владимир Васильевич, Невидомский Владимир Александрович
МПК / Мітки
МПК: B21K 21/00, B21K 25/00, B65G 39/02
Мітки: ролик, стрічкового, спосіб, пристрій, конвеєра, виробництва, виготовлення, ролика
Код посилання
<a href="https://ua.patents.su/5-50902-rolik-strichkovogo-konveehra-sposib-virobnictva-rolika-konveehra-pristrijj-dlya-vigotovlennya-rolika-konveehra.html" target="_blank" rel="follow" title="База патентів України">Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра</a>
Ролик стрічкового конвеєра
Номер патенту: 47058
Опубліковано: 17.06.2002
Автори: Соколов Аркадій Михайлович, Вишневський Олег Йосипович, Шипілова Любов Генадієвна, Осипенко Анатолій Васильович
МПК: B65G 39/02
Мітки: ролик, стрічкового, конвеєра
Формула / Реферат:
Ролик стрічкового конвеєра, що містить циліндричний корпус, торцеві кришки з співвісними отворами для шийок осі ролика, та два підшипникових стакана з відбортовками, які обпираються на вісь вмонтованими в них підшипниками, а відбортовки стаканів жорстко з'єднані з торцевими кришками з середини корпусу, який відрізняється тим, що діаметр відбортовки кожного підшипникового стакана дорівнює діаметру торцевої кришки, а по периметру торцева кришка...
Складена вісь ролика стрічкового конвеєра

Номер патенту: 48269
Опубліковано: 15.08.2002
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/02
Мітки: ролика, складена, стрічкового, конвеєра, вісь
Формула / Реферат:
Складена вісь ролика стрічкового конвеєра, що складається з двох півосей з хвостовиками і проміжного елемента, виконаного у вигляді труби, кінцеві частини якого сполучено з хвостовиками півосей нероз’ємними з'єднаннями, яка відрізняється тим, що хвостовики півосей виконано із зовнішніми базуючими шийками і буртами, які прилягають до них, у місцях сполучення котрих виконано кільцеві конічні канавки, а кінцеві частини проміжного елемента...
Дисковий ролик стрічкового конвеєра
Номер патенту: 26731
Опубліковано: 12.11.1999
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/04
Мітки: дисковий, конвеєра, ролик, стрічкового
Формула / Реферат:
1. Дисковий ролик стрічкового конвеєра, який має встановлений на осі в підшипникових вузлах циліндричний корпус з напресованими захисними дисками, виконаними з еластомеру, і встановлені між ними розпірні втулки, посаджені на корпус, який відрізняється тим, що розпірні втулки посаджено на корпус з кільцевим зазором і встановлено кінцевими ділянками на опорні елементи, напресовані на корпус і виконані з еластомеру.2. Ролик по п.1, який...
Ролик стрічкового конвеєра
Номер патенту: 51213
Опубліковано: 15.11.2002
Автори: Томурко Олександр Андрійович, Колупаев Олександр Федорович, Волошин Анатолій Григорович
МПК: B65G 39/09
Мітки: ролик, стрічкового, конвеєра
Формула / Реферат:
Ролик стрічкового конвеєра, що містить корпус, підшипникові вузли, обладнані по торцях ущільнювальними елементами, що мають два кільця зі зверненими один до одного з торцевих сторін виступами і западинами рівномірно розташованими по довжині окружності кілець з можливістю розміщення виступів одного з кілець у западинах іншого, який відрізняється тим, що виступи і западини утворені окремими симетричними парами елементів у вигляді пластинчастих...
Ролик стрічкового конвеєра

Номер патенту: 40086
Опубліковано: 16.07.2001
Автор: Плахтій Борис Дмитрович
МПК: B65G 39/09
Мітки: конвеєра, стрічкового, ролик
Формула / Реферат:
1. Ролик конвеєра, що включає у себе трубу с корпусами підшипників, вісь з установленими на ній підшипниками, ущільнювальні вузли з ущільнювальними кільцами, що мають на торцях виступи, і кришками, який відрізняється тим, що ущільнювальне кільце розміщене між лабіринтними кришками, розташованими нерухомо на корпусі підшипника і осі ролика, з можливістю його вільного переміщення в осьовому напрямку, а виступи з якими знаходяться в зачепленні...
Попередній патент: Спосіб діагностики аутоімунних захворювань печінки
Наступний патент: Захисне покриття
Випадковий патент: Гідроксиметиларилзаміщені піролотриазини як інгібітори alk1