Спосіб фрезерування зубців циліндричних зубчастих коліс з евольвентним профілем
Номер патенту: 110741
Опубліковано: 10.02.2016
Автори: Підгаєцький Михайло Матвійович, Скібінський Олександр Іванович, Апаракін Антон Русланович
Формула / Реферат
1. Спосіб фрезерування зубців циліндричних зубчастих коліс з евольвентним профілем, що включає попереднє прорізання дисковими фрезами з наступним фрезеруванням черв'ячними фрезами, розташованими на загальному інструментальному шпинделі, який відрізняється тим, що черв'ячні фрези утворюють комплект з двох штук, встановлених опозитно один одному їх передніми гранями на відстані, тотожній модулю оброблюваного колеса, кожна з яких обробляє однойменний евольвентний профіль зуба.
2. Спосіб за п. 1, який відрізняється тим, що попереднє прорізання дисковими фрезами виконується в умовах одиничного ділення при розташуванні інструментального шпинделя перпендикулярно повздовжній осі оброблюваного зуба, а фрезерування відбувається комплектом з двох черв'ячних фрез, які мають єдину ріжучу кромку, що є продовженням радіусів кривизни оброблюваного колеса, при цьому, якщо перша фреза оброблює профіль при обертанні деталі, наприклад по годинниковій стрілці, то друга при обертанні в протилежному напрямку, а вісь інструментального шпинделя розташована під кутом q до повздовжньої осі оброблюваного зуба, що визначається виразом:
q=90°-w,
де: w - кут нахилу гвинтової лінії фрези, град.
Текст
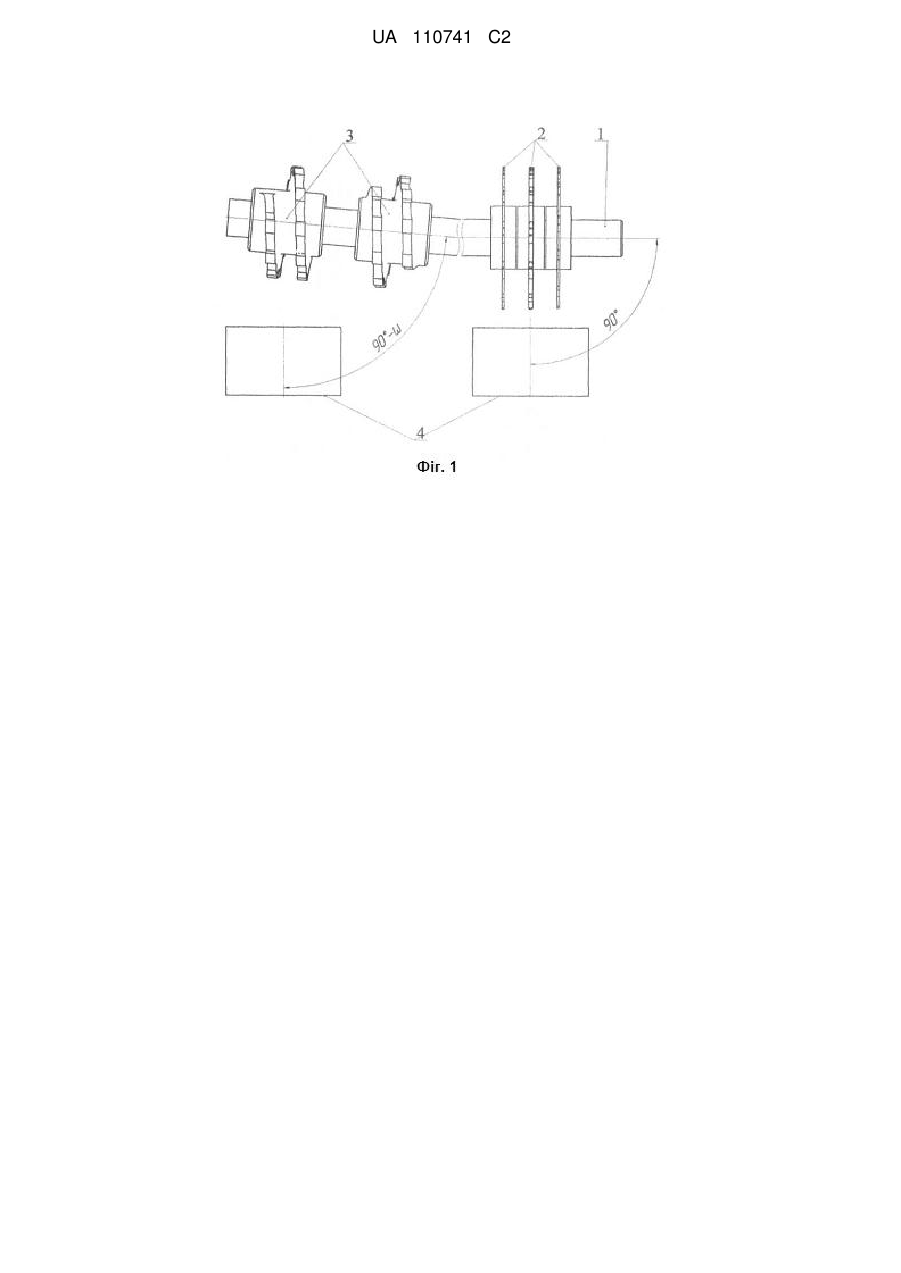
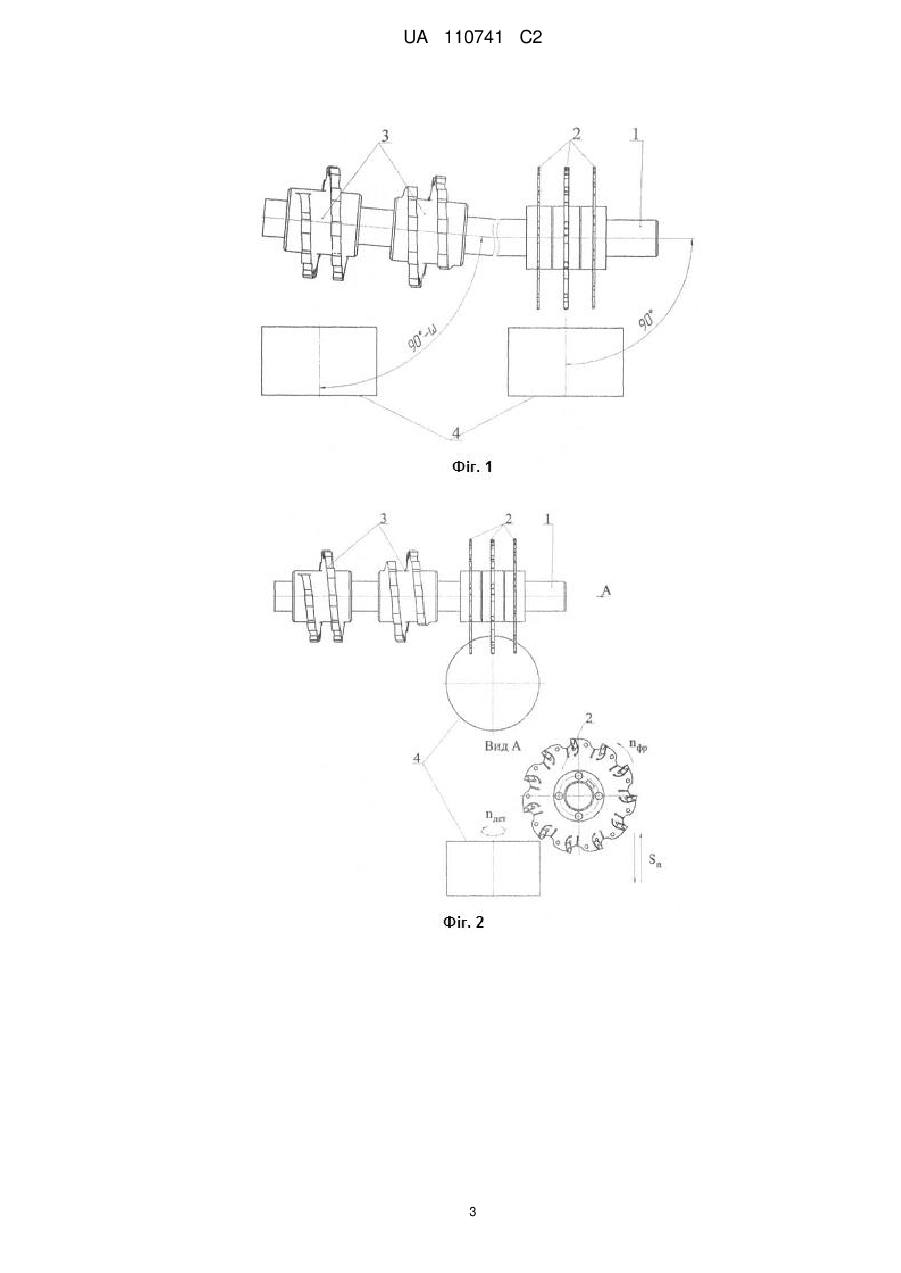
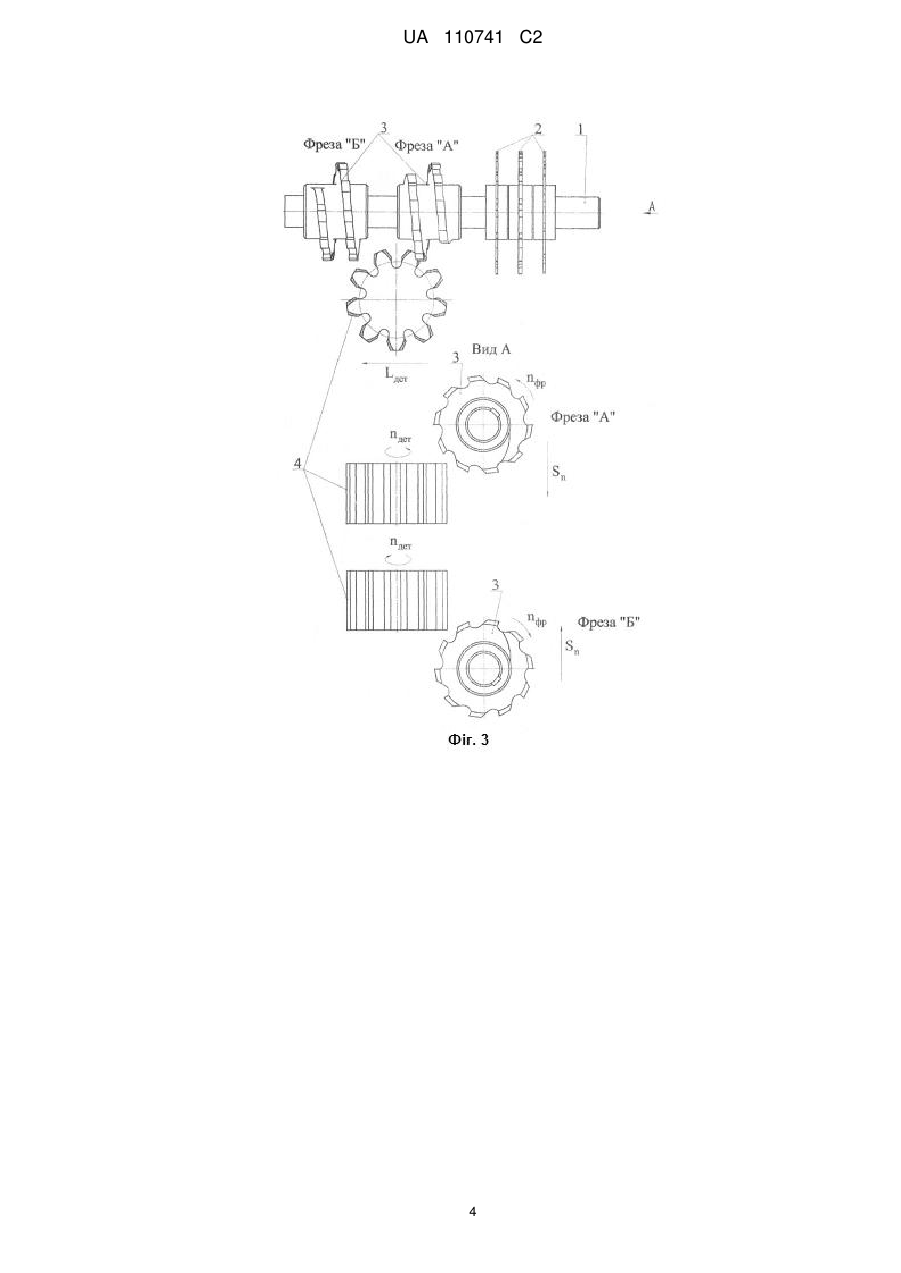
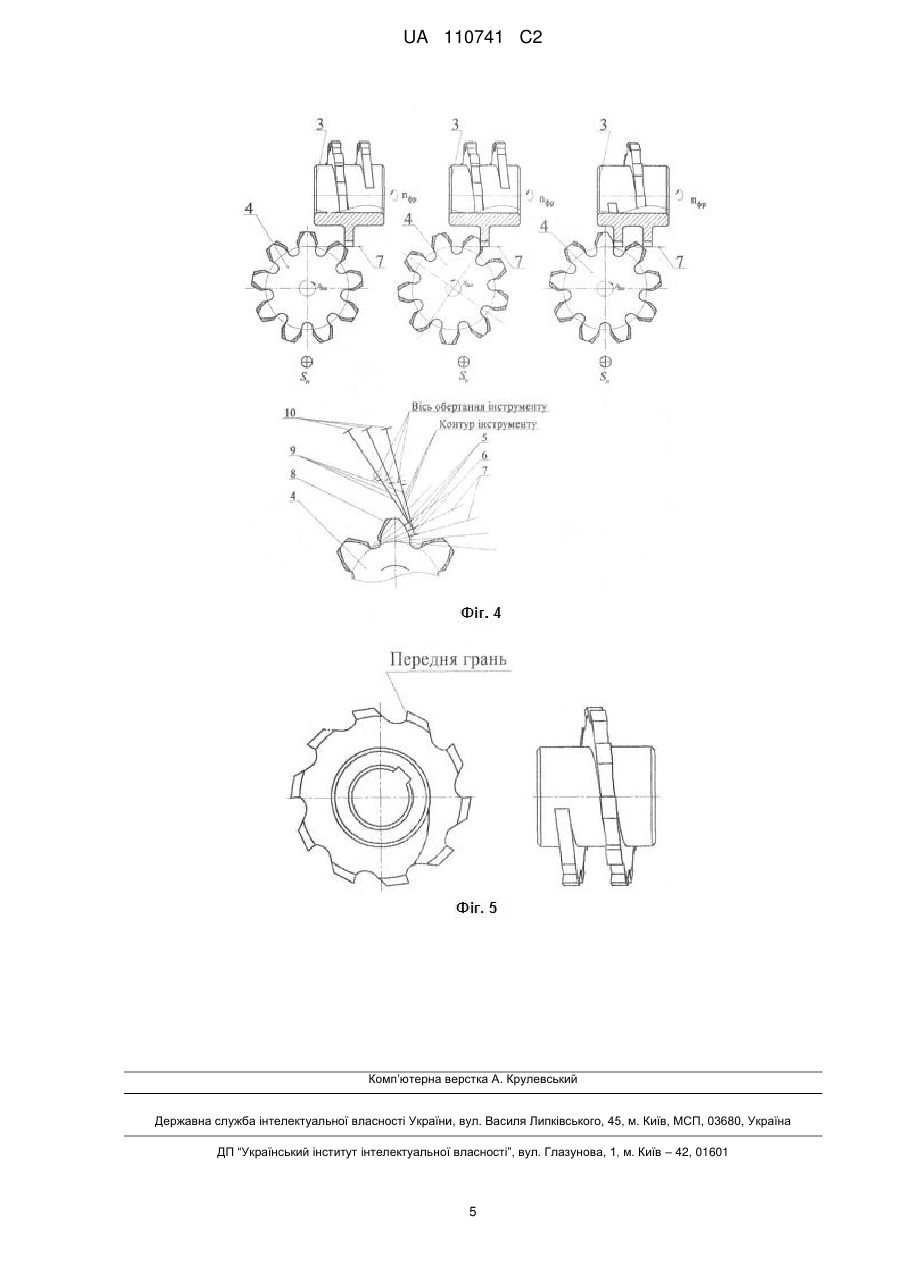
Реферат: Спосіб фрезерування зубців циліндричних зубчастих коліс з евольвентним профілем, що включає попереднє прорізання дисковими фрезами з наступним фрезеруванням черв'ячними фрезами, розташованими на загальному інструментальному шпинделі. Для зниження енерговитрат на процес обробки та підвищення ресурсу кінематичних ланцюгів верстата в заявленому способі черв'ячні фрези утворюють комплект з двох штук, встановлених опозитно один одному їх передніми гранями на відстані, тотожній модулю оброблюваного колеса, кожна з яких обробляє однойменний евольвентний профіль зуба. UA 110741 C2 (12) UA 110741 C2 UA 110741 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі машинобудування, а саме до обробки циліндричних зубчастих коліс; може бути використаний для обробки крупномодульних, малозубих циліндричних зубчастих коліс. Відомий спосіб зубофрезерування фірми HÖFLER. Спосіб здійснюють за два проходи: попереднє прорізання дисковою фрезою в умовах одиничного ділення та чистове зубофрезерування черв'ячною фрезою за методом обкатування, що відтворює зачеплення черв'ячної передачі, при якому оброблюване колесо здійснює обертання навколо власної осі, а черв'ячна фреза здійснює обертальний рух різання навколо власної осі і поступальний рух подачі [1]. Недоліком відомого способу є: 1. Черв'ячна фреза має високу трудомісткість виготовлення і низьку стійкість, а це призводить до великих витрат на інструмент. [2] 2. Наявність не вільного стружкоутворення, що підвищує сили різання. В свою чергу, виникнення великих сил різання сприяє виникненню внутрішньої напруги в поверхневому шарі матеріалу, зносу інструменту, зносу кінематичних вузлів верстата. [3] В основу винаходу поставлено задачу створення способу обробки зубчастих профілів простим лезовим інструментом в умовах вільного стружкоутворення, при рівномірному завантаженні профілів зубців ділильної пари зубооброблюючого верстата. Поставлена задача вирішується за допомогою пропонованого способу обробки евольвентних поверхонь циліндричних зубчастих коліс, який складається з двох операцій: попереднього прорізання та черв'ячно-контурного зубофрезерування. Особливості запропонованого способу обробки евольвентних поверхонь циліндричних зубчастих коліс пояснюються графічними зображеннями. На фіг. 1 зображено інструментальний шпиндель 1 з послідовно розміщеними на ньому наступними інструментами: - комплект дискових фрез для попереднього прорізання 2; - комплект черв'ячно-контурних фрез 3, що складається з двох штук, розташованих на розрахунковій відстані одна від одної (на відстані, тотожній модулю оброблюваного колеса), при цьому передні грані обумовлених фрез розташовані опозитно. При обробці черв′ячно-контурними фрезами, вісь інструментального шпинделя розташовується під кутом до повздовжньої осі оброблюваного зуба, що визначається виразом: =90°-, де: - кут нахилу гвинтової лінії фрези, град. На фіг. 2 зображено схему роботи верстата на першій позиції, на якій здійснюється прорізка западин в умовах одиничного ділення комплектом дискових фрез 2. Процес прорізання западин здійснюється як при подачі "зверху вниз" (зустрічне фрезерування), так і при подачі "знизу вгору", після одиничного поділу (попутне фрезерування). На фіг. 3 зображено схему роботи верстата на другій позиції, на якій відбувається обробка в умовах безперервного обкату. При переміщенні, наприклад, вниз працює одна з комплекту черв'ячно-контурних фрез, при цьому обробляються однойменні, праві чи ліві, профілі на всіх зубцях. Після закінчення проходу "зверху вниз" відбувається переміщення інструментального шпинделя, і в роботу вступає друга фреза, яка здійснює обробку опозитного профілю, при ході фрезерного супорта "знизу вгору". На фіг. 4 зображено оброблюване циліндричне зубчасте колесо 4, з припуском на чистову обробку 8. Пропонований спосіб реалізується інструментом 3 за умови, що формоутворююча ріжуча кромка 10 інструмента 3 знаходиться на продовженні радіусів кривизни 7 номінального евольвентного 6 профілю зубців оброблюваного колеса 4 так, що її початкова точка 5 описує при русі формоутворення обумовлений номінальний евольвентний профіль 6 зубця. На фіг. 5 зображено конструктивне виконання інструмента для здійснення пропонованого методу. Інструмент працює єдиною ріжучою кромкою, яка є продовженням радіусів кривизни евольвентного профілю і розміщена на гвинтовій лінії з кроком, рівним кроку зубчатого колеса. Робота верстата здійснюється в двопозиційному режимі. На першій позиції (фіг. 2) здійснюється прорізка западин в умовах одиничного ділення комплектом дискових фрез при розташуванні інструментального шпинделя перпендикулярно повздовжній осі оброблюваного зуба. Процес прорізання западин здійснюється як при подачі "зверху вниз" (зустрічне фрезерування), так і при подачі "знизу вгору", після одиничного поділу (попутне фрезерування). 1 UA 110741 C2 5 10 15 20 25 Після закінчення прорізання всіх западин виконується переміщення інструментального шпинделя на другу позицію, після чого здійснюється поворот планшайби з інструментальним шпинделем 1 на кут підйому гвинтової лінії черв'ячних фрез. На другій робочій позиції (фіг. 3) обробка проводиться в умовах безперервного обкату. При переміщенні інструменту 3, наприклад, вниз працює одна з комплекту черв'ячно-контурних фрез 3, при цьому обробляються праві чи ліві профілі на всіх зубцях. Після закінчення проходу "зверху вниз" відбувається переміщення інструментального шпинделя, і в роботу вступає друга фреза, яка здійснює обробку опозитного профілю, при ході фрезерного супорта "знизу вгору". Напрямок обертання деталі при обробці опозитних профілів протилежний напрямку обертання при першому переході, аналогічно для фрези. Здійснення запропонованого методу обробки можливе на існуючих зубофрезерних верстатах з ЧПУ. Перевагами обумовленого способу обробки евольвентних поверхонь зубців циліндричних зубчастих коліс є: зниження енергетичних витрат на процес обробки приблизно в 3…4 разів; підвищення ресурсу кінематичних ланцюгів верстата (зниження сили різання в 4…5 разів; чорнове прорізання зубців без участі кінематичних ланцюгів верстата; наявність реверсу черв'ячної ділильної пари при обробці лівих і правих профілів підвищує ресурс); збереження машинного часу обробки на рівні традиційного зубофрезерування черв'ячними фрезами. Використання запропонованого способу лезової обробки евольвентних поверхонь зубців циліндричних зубчастих коліс дозволить знизити собівартість обробки в 1,5-2,5 разу. Використанні джерела: 1. Кинематическая структура металлорежущих станков. / А.А. Федотенок, - М.: Машиностроение, 1970. - 403 с. 2. Медведицков С.Н. Высокопроизводительное зубонарезание фрезами. - М: Машиностроение, 1981. - 104 с., ил. 3. Сидоренко А.К. Червячные фрезы: Опыт НКМЗ. - М.: Машиностроение, 1980. - 83 с, ил. ФОРМУЛА ВИНАХОДУ 30 35 40 45 1. Спосіб фрезерування зубців циліндричних зубчастих коліс з евольвентним профілем, що включає попереднє прорізання дисковими фрезами з наступним фрезеруванням черв'ячними фрезами, розташованими на загальному інструментальному шпинделі, який відрізняється тим, що черв'ячні фрези утворюють комплект з двох штук, встановлених опозитно один одному їх передніми гранями на відстані, тотожній модулю оброблюваного колеса, кожна з яких обробляє однойменний евольвентний профіль зуба. 2. Спосіб за п. 1, який відрізняється тим, що попереднє прорізання дисковими фрезами виконується в умовах одиничного ділення при розташуванні інструментального шпинделя перпендикулярно повздовжній осі оброблюваного зуба, а фрезерування відбувається комплектом з двох черв'ячних фрез, які мають єдину ріжучу кромку, що є продовженням радіусів кривизни оброблюваного колеса, при цьому, якщо перша фреза оброблює профіль при обертанні деталі, наприклад по годинниковій стрілці, то друга при обертанні в протилежному напрямку, а вісь інструментального шпинделя розташована під кутом до повздовжньої осі оброблюваного зуба, що визначається виразом: =90°-, де: - кут нахилу гвинтової лінії фрези, град. 2 UA 110741 C2 3 UA 110741 C2 4 UA 110741 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюPidhaietskyi Mykhailo Matviiovych
Автори російськоюПодгаецкий Михаил Матвеевич
МПК / Мітки
МПК: B23F 21/14, B23F 5/22, B23F 21/16
Мітки: зубчастих, фрезерування, циліндричних, коліс, евольвентним, зубців, спосіб, профілем
Код посилання
<a href="https://ua.patents.su/7-110741-sposib-frezeruvannya-zubciv-cilindrichnikh-zubchastikh-kolis-z-evolventnim-profilem.html" target="_blank" rel="follow" title="База патентів України">Спосіб фрезерування зубців циліндричних зубчастих коліс з евольвентним профілем</a>
Інструмент для накатування циліндричних зубчастих коліс та заокруглення торцевих поверхонь зубців
Номер патенту: 61792
Опубліковано: 17.11.2003
Автори: Чигринець Анатолій Дмитрович, Дулеба Андрій Дмитрович
МПК: B23F 19/00, B21H 5/00
Мітки: зубчастих, торцевих, поверхонь, коліс, накатування, зубців, інструмент, циліндричних, заокруглення
Формула / Реферат:
Інструмент для накатування циліндричних зубчастих коліс та заокруглення торцевих поверхонь зубців, виконаний у вигляді зубчастого валка, в тілі реборд якого виконані заглиблення заокругленої форми з кроком, що дорівнює кроку зубчастого валка, який відрізняється тим, що переріз впадин реборд має форму еліпса, більша вісь якого дорівнює ширині впадини зубця в даному перерізі по хорді, а мала вісь дорівнює 0,4 - 0,9 великої.
Спосіб підвищення міцності на згин зубців циліндричних зубчастих коліс
Номер патенту: 84487
Опубліковано: 25.10.2013
Автори: Підгайчук Ярослав Олександрович, Костогриз Сергій Григорович, Ткачук Андрій Васильович
МПК: B23F 15/00
Мітки: згин, зубців, циліндричних, зубчастих, підвищення, спосіб, міцності, коліс
Формула / Реферат:
1. Спосіб підвищення міцності на згин зубців циліндричних зубчастих коліс, який полягає у коригуванні профілю зубців, який відрізняється тим, що коригування профілів зубців здійснюється у вихідному твірному контурі зубців, причому крок зубців у трансформованому твірному контурі обчислюється за формулою:, (1)де
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: інструмент, коліс, двоперехідного, нарізання, зубчастих, зубонарізний, циліндричних
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Накладний верстат для фрезерування крупномодульних косозубих зубчастих коліс
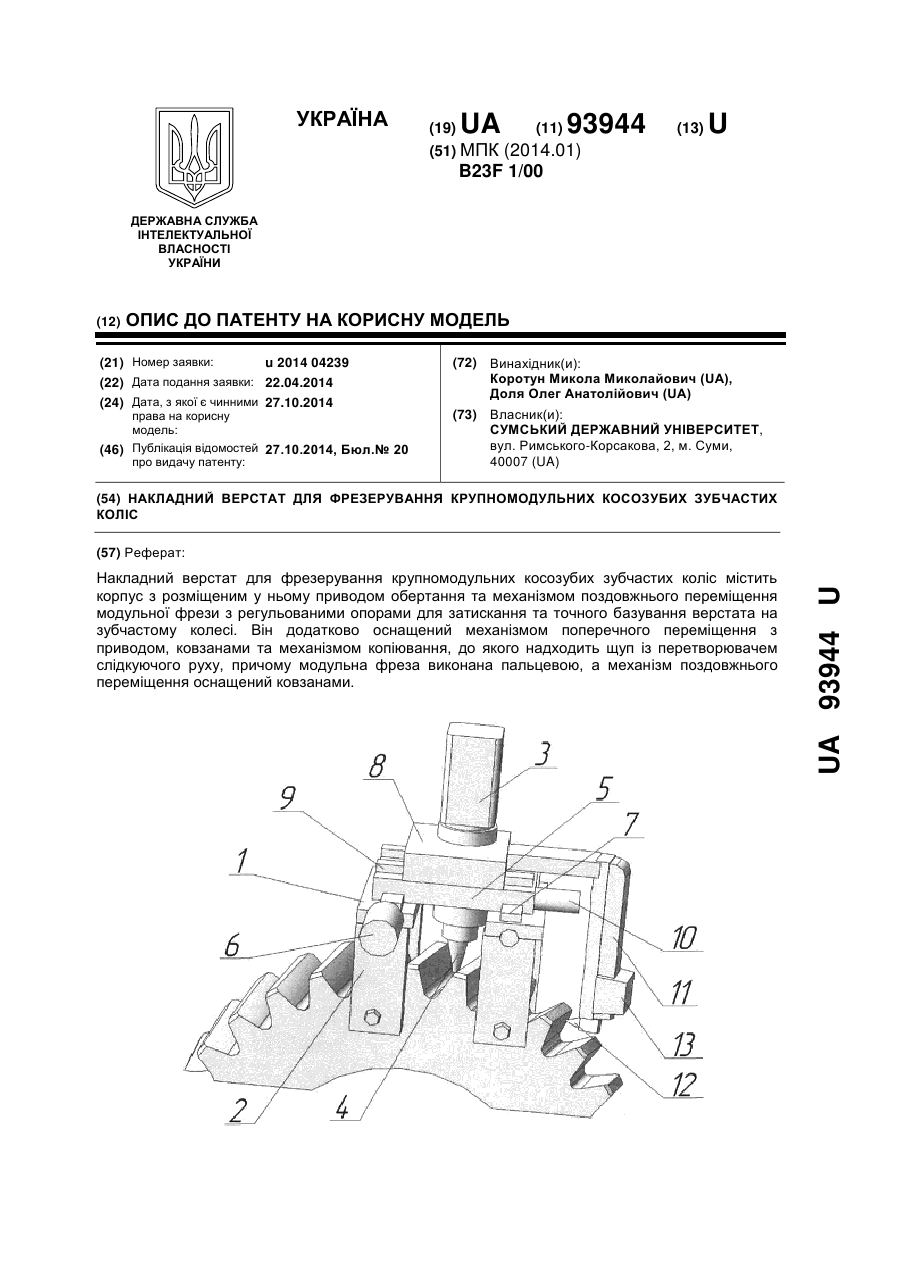
Номер патенту: 93944
Опубліковано: 27.10.2014
Автори: Коротун Микола Миколайович, Доля Олег Анатолійович
МПК: B23F 1/00
Мітки: зубчастих, верстат, накладний, косозубих, крупномодульних, коліс, фрезерування
Формула / Реферат:
Накладний верстат для фрезерування крупномодульних косозубих зубчастих коліс, що містить корпус з розміщеним у ньому приводом обертання та механізмом поздовжнього переміщення модульної фрези з регульованими опорами для затискання та точного базування верстата на зубчастому колесі, який відрізняється тим, що додатково оснащений механізмом поперечного переміщення з приводом, ковзанами та механізмом копіювання, до якого надходить щуп із...
Спосіб обробки евольвентних поверхонь циліндричних зубчастих коліс
Номер патенту: 97626
Опубліковано: 25.03.2015
Автори: Єрмоленко Аліна Єгорівна, Коротун Микола Миколайович
МПК: B23F 19/00
Мітки: обробки, коліс, евольвентних, поверхонь, зубчастих, циліндричних, спосіб
Формула / Реферат:
Спосіб обробки евольвентних поверхонь циліндричних зубчастих коліс, що здійснюють в умовах обкату дисковим інструментом, розміщеним на шпинделі, який переміщують повздовж оброблюваної поверхні із швидкістю повздовжньої подачі, з утворенням номінального евольвентного профілю, який відрізняється тим, що дисковий інструмент розміщують так, що його центральна точка знаходиться на шпинделі і описує при русі формоутворення номінальний евольвентний...
Попередній патент: Спосіб одержання гранульованого добрива
Наступний патент: Брейси для лікування клишоногості у дітей по методу понсеті
Випадковий патент: Мікротитратор