Антиадгезійне, зносостійке покриття
Номер патенту: 112246
Опубліковано: 12.12.2016
Автори: Свідерській Владислав Петрович, Кириченко Людмила Мефодіївна

Формула / Реферат
Антиадгезійне, зносостійке покриття на основі порошкової композиції, що включає фторовмісний співполімер в вигляді фторопласту 4МБ, нітрид бору, оксид хрому та дифенілсиландіол, яке відрізняється тим, що додатково містить графіт Сl і ламінарну сполуку графіту, яка інтеркальована FeCl3, при співвідношенні компонентів в композиції в таких кількостях, мл:
фторопласт 4МБ
100,0
нітрид бору
0,3-0,5
графіт Сl
5,0-10,0
ламінарна сполука графіту, яка інтеркальована FeCl3
1-5
оксид хрому
1,0-1,5
дифенілсиландіол
0,05-0,5,
при цьому дисперсність порошкової композиції знаходиться в межах 40-80 мкм, перед нанесенням порошкову композицію піддають термообробці при 150 °C протягом 1 години, з наступним оплавленням на робочій поверхні виробу при температурі 360-370 °C протягом 2 годин і охолодженням до кімнатної температури зі швидкістю не більше 40 °C за годину.
Текст
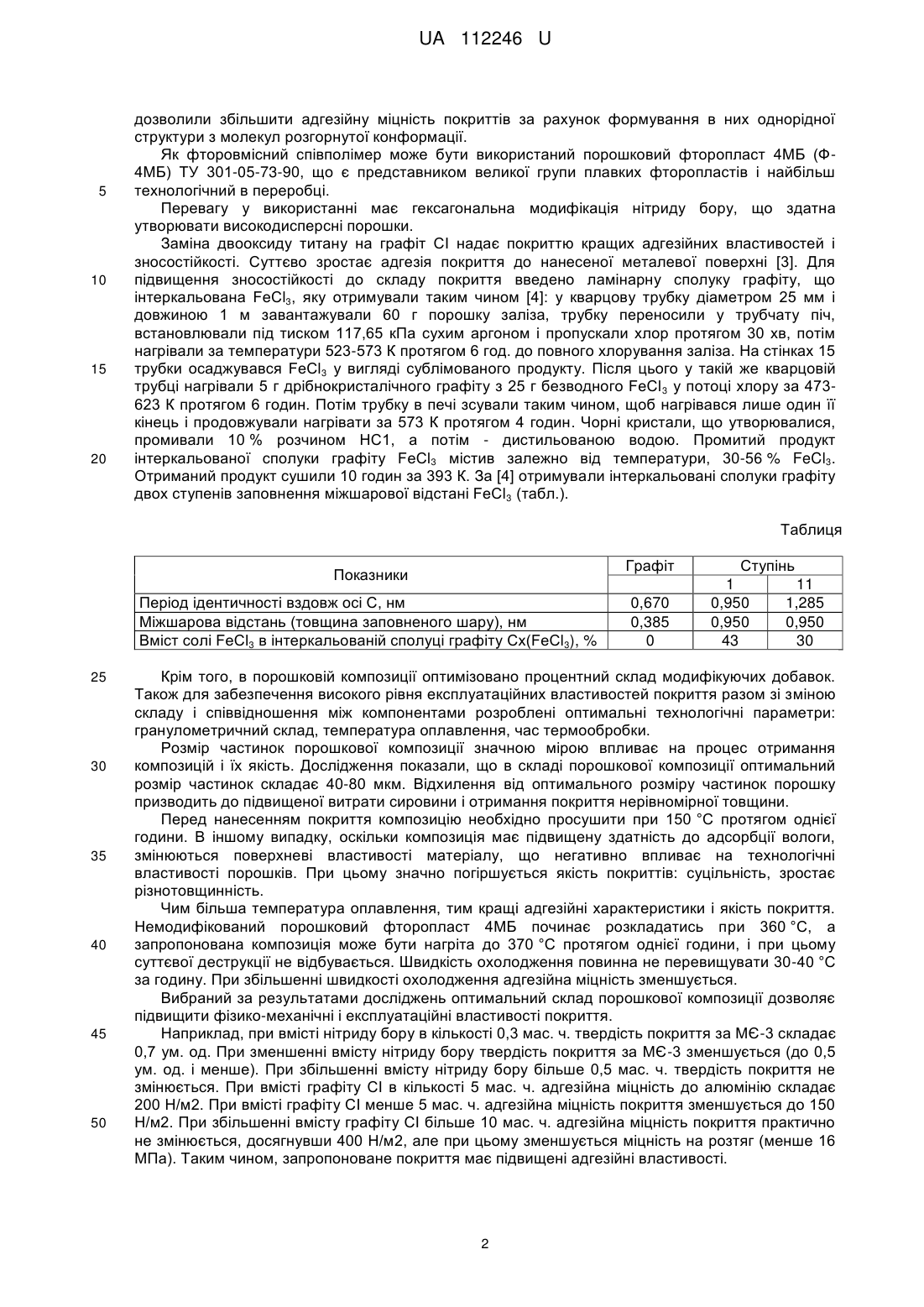
Реферат: UA 112246 U UA 112246 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до антиадгезійних, зносостійких покриттів, що використовуються в харчових виробництвах. Відома [1] порошкова композиція на основі фторопласту 4МБ співполімеру тетрафторетилену з гексафторпропіленом - 100 мл, містить дисульфід молібдену 4,0-10,0; нітрид бору - 1,0-2,0; оксид хрому 2,0-4,0; трифенілфосфін 4,0-6,0; дифенілсиландіол 5,0-8,0. Відома [2] порошкова композиція на основі фторопласту 4МБ - 100 м. ч., містить нітрид бору 0,3-0,5; двооксид титану 0,5-1,0; оксид хрому 1,0-1,5; дифенілсиландіол 0,05-0,5. Ці покриття мають цілий ряд суттєвих недоліків. Так, наявність дисульфіду молібдену при жорстких умовах експлуатації призводить до розтріскування покриття і втрати антиадгезійних властивостей. Крім того, дисульфід молібдену має схильність до гідролітичної реакції. Трифенілфосфін є токсичним. Покриття, отримані за патентом РФ № 2041903, мають структурну неоднорідність і підвищені внутрішні напруження. В результаті цього відбувається розтріскування покриття і зниження його адгезії до металу. Встановлено, що наявність двоокису титану в складі порошкового покриття (патент РФ № 2256681) [2] надає йому абразивних властивостей і погіршує антиадгезійні властивості. Задачею корисної моделі є створення нового типу антиадгезійного покриття з високою зносостійкістю, що вільне від вказаних недоліків. При цьому покриття повинно забезпечувати достатні антиадгезійні властивості між поверхнею оснащення і харчовим продуктом в високотемпературних умовах харчових технологій без використання харчових мастил, що попереджує піроліз останніх і забруднення хлібобулочних виробів продуктами піролізу, скорочення енерговитрат і спрощення обслуговування хлібопекарських агрегатів. При цьому підвищується якість продукції, підвищується рентабельність виробництва і збільшення термінів використання технологічного інвентарю і оснащення. Поставлена задача вирішується тим, що розроблено антиадгезійне, зносостійке покриття на основі порошкової композиції, що включає фторовмісний співполімер в вигляді фторопласту 4 МБ, згідно з корисною моделлю, з метою підвищення зносостійкості і адгезії до нанесеної металевої поверхні воно містить графіт Cl і ламінарну сполуку графіту, яка інтеркальована FeCl3, при співвідношенні компонентів композиції в таких кількостях, м. ч.: фторопласт 4МБ 100,0 нітрид бору 0,3-0,5 графіт Сl 5,0-10,0 ламінарна сполука графіту, яка інтеркальована FeCl3 1-5 оксид хрому 1,0-1,5 дифенілсиландіол 0,05-0,5. При цьому дисперсність порошкової композиції знаходиться в межах 40-80 мкм. Перед нанесенням порошкову композицію піддають термообробці при 150 °C протягом однієї години з наступним оплавленням на робочій поверхні деталі при температурі 360-370 °C (протягом чотирьох годин) і охолодженням до кімнатної температури зі швидкістю не більше 40 °C за годину. Приклад: Металева поверхня перед нанесенням покриття очищується дробоструминною обробкою від окалини, продуктів корозії. Жирові забруднення ліквідовуються розчинниками. Для стальних поверхонь використовують фосфатування. Завершальними операціями підготовки поверхні є промивка з наступним сушінням. 100 г фторопласту 4 МБ, 0,4 г нітриду бора, 7,5 г графіту СІ, 3 г ламінарної сполуки графіту, яка інтеркальована FeC13, 1,25 г оксиду хрому і 0,25 г дифенілсиландіолу перемішували в млинку МРП-1М протягом 6 хвилин. Після цього виконували фракціонування порошку з метою отримання фракції 40-80 мкм композиції. Перед нанесенням композицію піддавали термообробці протягом однієї години при 150 °C. Нанесення покриття здійснювали способом електростатичного розпилення порошку першого шару при напруженості електричного поля 50 кВ, а для наступних шарів - при напруженості 60-70 кВ. 45 Після цього виріб з нанесеним покриттям поміщали в нагрівальну піч для оплавлення, де витримували при температурі 360-370 °C протягом 2-х годин. Після цього виріб охолоджували до кімнатної температури зі швидкістю 30-40 °C за годину. Отримане покриття має робочу товщину 70-80 мкм; адгезійну міцність 350 н/м2, твердість 0,7 ум. од.; лінійний знос 13/18 мкм при 20/150 °C; термостійкість (втрата маси складає 0,1 мг) при 360 °C; еластичність за Еріксоном 1,5-2,0 мм. Для неполярних полімерів класу фторопластів адгезійна міцність до різних матеріалів практично дорівнює нулю. Ця особливість не дозволяла створити порошкове покриття з високою адгезією до металу без попередньої модифікації фторопластів. Запропоновані етапи модифікації з застосуванням сполук, що виконують функції диспергаторів структуроутворювачів, 1 UA 112246 U 5 10 15 20 дозволили збільшити адгезійну міцність покриттів за рахунок формування в них однорідної структури з молекул розгорнутої конформації. Як фторовмісний співполімер може бути використаний порошковий фторопласт 4МБ (Ф4МБ) ТУ 301-05-73-90, що є представником великої групи плавких фторопластів і найбільш технологічний в переробці. Перевагу у використанні має гексагональна модифікація нітриду бору, що здатна утворювати високодисперсні порошки. Заміна двооксиду титану на графіт СІ надає покриттю кращих адгезійних властивостей і зносостійкості. Суттєво зростає адгезія покриття до нанесеної металевої поверхні [3]. Для підвищення зносостійкості до складу покриття введено ламінарну сполуку графіту, що інтеркальована FeCl3, яку отримували таким чином [4]: у кварцову трубку діаметром 25 мм і довжиною 1 м завантажували 60 г порошку заліза, трубку переносили у трубчату піч, встановлювали під тиском 117,65 кПа сухим аргоном і пропускали хлор протягом 30 хв, потім нагрівали за температури 523-573 К протягом 6 год. до повного хлорування заліза. На стінках 15 трубки осаджувався FeCl3 у вигляді сублімованого продукту. Після цього у такій же кварцовій трубці нагрівали 5 г дрібнокристалічного графіту з 25 г безводного FeCl 3 у потоці хлору за 473623 К протягом 6 годин. Потім трубку в печі зсували таким чином, щоб нагрівався лише один її кінець і продовжували нагрівати за 573 К протягом 4 годин. Чорні кристали, що утворювалися, промивали 10 % розчином НС1, а потім - дистильованою водою. Промитий продукт інтеркальованої сполуки графіту FeCl3 містив залежно від температури, 30-56 % FeCl3. Отриманий продукт сушили 10 годин за 393 К. За [4] отримували інтеркальовані сполуки графіту двох ступенів заповнення міжшарової відстані FeCl3 (табл.). Таблиця Графіт Показники Період ідентичності вздовж осі С, нм Міжшарова відстань (товщина заповненого шару), нм Вміст солі FeCl3 в інтеркальованій сполуці графіту Cx(FeCl3), % 25 30 35 40 45 50 0,670 0,385 0 Ступінь 1 11 0,950 1,285 0,950 0,950 43 30 Крім того, в порошковій композиції оптимізовано процентний склад модифікуючих добавок. Також для забезпечення високого рівня експлуатаційних властивостей покриття разом зі зміною складу і співвідношення між компонентами розроблені оптимальні технологічні параметри: гранулометричний склад, температура оплавлення, час термообробки. Розмір частинок порошкової композиції значною мірою впливає на процес отримання композицій і їх якість. Дослідження показали, що в складі порошкової композиції оптимальний розмір частинок складає 40-80 мкм. Відхилення від оптимального розміру частинок порошку призводить до підвищеної витрати сировини і отримання покриття нерівномірної товщини. Перед нанесенням покриття композицію необхідно просушити при 150 °C протягом однієї години. В іншому випадку, оскільки композиція має підвищену здатність до адсорбції вологи, змінюються поверхневі властивості матеріалу, що негативно впливає на технологічні властивості порошків. При цьому значно погіршується якість покриттів: суцільність, зростає різнотовщинність. Чим більша температура оплавлення, тим кращі адгезійні характеристики і якість покриття. Немодифікований порошковий фторопласт 4МБ починає розкладатись при 360 °C, а запропонована композиція може бути нагріта до 370 °C протягом однієї години, і при цьому суттєвої деструкції не відбувається. Швидкість охолодження повинна не перевищувати 30-40 °C за годину. При збільшенні швидкості охолодження адгезійна міцність зменшується. Вибраний за результатами досліджень оптимальний склад порошкової композиції дозволяє підвищити фізико-механічні і експлуатаційні властивості покриття. Наприклад, при вмісті нітриду бору в кількості 0,3 мас. ч. твердість покриття за МЄ-3 складає 0,7 ум. од. При зменшенні вмісту нітриду бору твердість покриття за МЄ-3 зменшується (до 0,5 ум. од. і менше). При збільшенні вмісту нітриду бору більше 0,5 мас. ч. твердість покриття не змінюється. При вмісті графіту СІ в кількості 5 мас. ч. адгезійна міцність до алюмінію складає 200 Н/м2. При вмісті графіту СІ менше 5 мас. ч. адгезійна міцність покриття зменшується до 150 Н/м2. При збільшенні вмісту графіту СІ більше 10 мас. ч. адгезійна міцність покриття практично не змінюється, досягнувши 400 Н/м2, але при цьому зменшується міцність на розтяг (менше 16 МПа). Таким чином, запропоноване покриття має підвищені адгезійні властивості. 2 UA 112246 U 5 10 15 20 25 30 35 40 45 50 55 60 Встановлено [5], що ультрадисперсні наповнювачі при вмісті їх в фторопластовій композиції до 5 мас. % відіграють роль штучних зародків структуроутворення, змінюючиструктуру полімеру від стрічкової до сферолітної, тобто такі наповнювачі структурно-активні відносно до фторопластів. Введення їх в композицію змінює механізм кристалізації фторопласту. Механізм дії добавок полягає в тому, що на поверхні твердих частинок зародкоутворювача в результаті адсорбції і фізико-хімічної взаємодії з сегментами макромолекул виникають впорядковані області полімеру, що відіграють роль центрів кристалізації. Макромолекули переходять зі стану статичного клубка в стан впорядкованого розташування регулярних ділянок ланцюгів, виникає дальній порядок, що визначає відповідний рівень надмолекулярної структури. За малих вмістів наповнювача (1-5 мас. %) швидкість кристалізації зростає, а при збільшенні концентрації наповнювача зменшується в результаті координації частинок одна з одного, збільшення їх розмірів і зниження структурної активності. За вмістом наповнювача від 1 до 5 мас. % відбуваються такі структурні зміни в фторопластовій композиції: утворюються сфероліти спочатку неоднорідні за своїми геометричними параметрами, далі однорідність їх зростає, спостерігається збільшення густини упакування, частинки наповнювача розташовуються в міжелементних об'ємах матриці, координаційно зв'язуються один з одним з утворенням каркасної структури. Зносостійкість матеріалу при цьому зростає, а фізико-механічні характеристики дещо підвищуються або залишаються на рівні вихідного матеріалу. Збільшення вмісту наповнювача від 1 до 5 мас. % в складі фторопластової композиції супроводжується інтенсифікацією в поверхневих шарах деструктивних і структуруючих процесів. В них наповнювач виступає агентом зшивання фрагментів триборозкладу макромолекул. Це і пояснює механізм підвищення зносостійкості композиційних фторопластових матеріалів. Окрім цього частинки наповнювача приймають участь в формуванні зносостійкого поверхневого шару композита з підвищеним опором до контактних деформацій, спостерігається підвищення адгезії плівки переносу до контртіла за рахунок координаційної активності наночастинок. Такі наночастинки утворюються при змішуванні і подрібненні полімерної композиції, до складу якої входить ламінарна сполука графіту інтеркальована FeCl3, а також при терті по поверхні, на яку нанесено розроблене покриття. За вмістом ламінарної сполуки графіту, яка інтеркальована FeCl3 (ЛСГ з FeCl3), в кількості 1 мас. ч. лінійний знос покриття складає 14/19 мкм при 20/150 °C. За вмістом (ЛСГЗ FeCl3) менше 1 мас. ч. лінійний знос збільшується від 25 мкм при 20 °C до 40 мкм при 150 °C. При збільшенні вмісту (ЛСГ з FeCl3) більше 5 мас. ч. лінійний знос покриття зменшується повільно. При цьому збільшується шорсткість покриття, що призводить до погіршення антиадгезійних властивостей. За вмістом оксиду хрому 1 мас. ч. термостійкість покриття складає 360 °C. За вмістом оксиду хрому менше 1,0 мас. ч. термостійкість покриття зменшується (до 320 °C). При збільшенні вмісту оксиду хрому більше 1,5 мас. ч. термостійкість покриття не змінюється. За вмістом в композиції дифенілсиландіолу 0,05-0,5 мас. ч. термостійкість покриття складає 350-360 °C. За вмістом в композиції дифенілсиландіолу менше 0,05 мас. ч. термостійкість покриття зменшується (до 320 °C). За вмістом в композиції дифенілсиландіолу більше 0,5 мас. ч. термостійкість покриття не змінюється. Основними стадіями технологічного процесу отримання порошкових антиадгезійних покриттів на основі порошку фторопласту 4МБ є наступні: підготовка поверхні, на яку наноситься покриття; приготування композиції; термообробка композиції; нанесення порошкового покриття; оплавлення покриття з наступним природним охолодженням до кімнатної температури. При цьому відмінністю в порівнянні з патентом РФ № 2256681 є стадія термообробки композиції для виділення адсорбованої вологи при температурі 150 °C протягом однієї години. Металева поверхня перед нанесенням покриття очищується дробоструминною обробкою від окалини, продуктів корозії і різних включень. Жирові забруднення виділяються розчинниками, ацетоном, бензином, спиртом і т. п. Дробоструминна обробка металевих поверхонь виконується з метою очищення поверхні від забруднень і створення штучного мікрорельєфу захисної поверхні для збільшення істинної площі контакту між адгезивом і субстратом. При цьому застосовують дрібну фракцію металічного дробу МП-1 (0,3-0,8 мм). Шорсткість поверхні при нанесенні покриття електростатичним методом повинна бути в межах Ra=0,4-0,32 мкм. Активність і чистота оброблених металічним шляхом поверхонь металу зберігається нетривалий час. Тому наступну обробку виробів (створення проміжних шарів, нанесення покриттів) доцільно виконувати безпосередньо після механічного очищення. 3 UA 112246 U 5 10 15 20 25 30 35 40 45 50 55 60 Проміжні шари суттєво покращують експлуатаційні властивості виробів з полімерними покриттями, дозволяють раціонально поєднувати властивості різних матеріалів. Створення проміжного шару є досить відповідальною операцією. Для стальних поверхонь використовують фосфатування. Фосфатні плівки витримують нагрів до 500-600 °C, захищаючи поверхню металу від окислення, що має велике значення при нанесенні покриттів. Позитивне значення фосфатних шарів полягає також в створенні додаткової шорсткості поверхні, що підлягає покриттю. Кінетика фосфатування і властивості фосфатного шару суттєво залежать від характеру попередньої підготовки поверхні. Так, для поверхні, що оброблена струменем стального дробу, процес фосфатування закінчується швидше і супроводжується утворенням тонкого щільного мікрокристалічного шару фосфатів, в той же час як для протравленої поверхні характерно утворення товстого пухкого шару крупнокристалічної плівки. Це свідчить про перевагу механічної підготовки поверхні під фосфатування. Завершальними операціями підготовки поверхні є промивка з наступним сушінням. Для приготування композиції використовують спосіб сухого приготування композиції за допомогою млинків МРП-1 М з плоскими донними ножами. Лабораторні варіанти мають параметри: діаметр ножів 0,205 і 0,345 метрів, частота обертання 120 с-1, максимальна лінійна швидкість 78 і 130 м/с відповідно до модифікацій МРП-1 і МРП-1М. Перемішування порошку з введеними компонентами здійснюється в млинку МРП-1М протягом 6 хвилин. Після цього виконується фракціонування порошку з метою отримання необхідної фракції (40-80 мкм) композиції і видалення можливих механічних включень і великих агрегатів частинок. Порошкова композиція має підвищену здатність до адсорбції вологи в результаті високорозвинутої поверхні. Процес адсорбції призводить до зміни поверхневих властивостей матеріалу, що негативно впливає на технологічні властивості порошків для нанесення і формування покриттів. Тому перед нанесенням композиція піддається термообробці протягом однієї години при 150 °C, оптимальна товщина шару порошку складає 8-10 мм. Вибір способу нанесення порошкової композиції модифікованого фторопласта визначається конструкцією обладнання, на яке наноситься покриття. Нанесення покриття для захисту внутрішньої поверхні хлібопекарських форм доцільно здійснювати способом електростатичного розпилення порошку, що дозволяє наносити порошок композиції на холодний виріб. Способи електростатичного напилення мають ряд переваг: легкість регулювання процесу, можливість його автоматизації, високу продуктивність, рівномірність покриттів по товщині, можливість отримання покриттів на тонкостінних виробах, а також на виробах, виготовлених з різнорідних матеріалів. Метод полягає в тому, що частинка порошку, дотикаючись з електродом, що розташований в головці пістолета-розпилювача, заряджається і переміщуючись вздовж силових ліній електричного поля між пістолетом і виробом осідає на виробі. На пістолет-розпилювач подається від'ємний потенціал джерел струму, а виріб заземлюється. Нанесення першого шару композиції здійснюється при напруженості електричного поля 50 кВ, а для наступних шарів напруженість збільшується до 60-70 кВ. Після нанесення покриття вироби з нанесеним покриттям поміщаються в нагрівальну піч для оплавлення, де витримуються при температурі 360-370 °C протягом 2-х годин. Після цього вироби з покриттям охолоджують до кімнатної температури зі швидкістю 3040 °C за годину (більш швидке охолодження призводить до виникнення в покритті внутрішніх напружень, що знижують адгезійну міцність і покриття відшаровується). Рівномірність розподілу компонентів забезпечується рекомендованою дисперсністю порошку і технологічними параметрами підготовки композиції. Вказаний показник контролюється шляхом дослідження зразків вільних плівок, отриманих з готової композиції (взятих в 5-6 різних точках маси композиції). Найпростішим, але достатньо точним методом підтвердження однорідності розподілу компонентів є метод зважування на аналітичних вагах ділянок вільних плівок однакової товщини, що вирізані з різних зразків. Електроннорентгенівський мікроаналіз отриманих покриттів підтвердив, що при дотриманні вказаних параметрів здійснюється практично однорідний розподіл компонентів по товщині покриття. Рівномірність нанесення покриття оцінюється також за зовнішнім виглядом покриття і за його товщиною. Покриття можна застосовувати для експлуатації: - на хлібопекарських агрегатах періодичної дії протягом не менше 5-6 місяців; - на хлібопекарських агрегатах безперервної дії з вимушеними щодобовими гарячими пробігами не менше чотирьох місяців. Антиадгезійне покриття має високий розділюючий ефект і забезпечує випічку хлібопекарської продукції за традиційною технологією без використання жирів для змащування. 4 UA 112246 U 5 10 15 20 25 Розроблене покриття можна застосовувати для виробництва заварних хлібобулочних виробів, технологія яких передбачає обробку парою. Крім того, застосування електростатичного напилення дає можливість створити рівнотовщинні покриття для такого оснащення харчового виробництва: кондитерські форми, перфоровані листи і вали, профілі складної конфігурації. Запропоноване антиадгезійне, зносостійке покриття дає можливість продовжити термін експлуатації технологічного інвентарю, замінити нержавіючу сталь і кольорові метали на вуглецеву сталь, вартість якої значно менша. При цьому підвищується якість продукції, підвищується рентабельність виробництва і збільшується термін використання технологічного інвентарю і оснащення. Покриття на основі порошкових фторопластів пройшли успішну виробничу апробацію в AT ПАТ "Оболонь", "Красилівське" м. Красилів Хмельницької обл., Роменський завод продовольчих товарів Сумської області, завод Темп м. Хмельницький, ТОВ Пластополімер м. Сімферополь та інші. Джерела інформації: 1. Пат. 2041903 Российская Федерация МПК С09Д 127/18, МПК С09Д5/03. Композиция для покрытий / Пятигорская Л.В., Сухарева Л.А., Никишина Л.В., Булгаков В.Я., Кестельман В.Н., Щербаков Э.П., Спивак Р.Х., заявитель и патентообладатель Московский государственный университет биотехнологий. - № 2041903; заявл.05.02.92; опубл. 20.08.95, Бюл. № 5. 2. Пат. 2256681 Российская Федерация МПК7 С09Д 127/18. Антипригарное, износостойкое покрытие / Губанова М.И., Семенов Г.З., Сергиенко Т.З., Ананьев В.В.; заявитель и патентообладатель Московский государственный университет прикладной биотехнологии. - № 2256681; заяв. 30.04.04; опубл. 20.07.05, Бюл. № 20. 3. Защитные покрытия из порошков фторполимеров / [Мулин Ю.А., Колесниченко В.В., Ермакова Л.П. и др.]. - Л.: ЛДНТП, 1985. - 24 с. - (Серия - Пластмассы и их применение в промышленности). 4. Использование ламинарных соединений графита с хлористым железом в качестве наполнителя полимерных систем / [В.В. Коршак, М.Е. Волькин, И.А. Грибова и др.] // Пластические массы. - 1973. - № 1 - С. 20-23. 5. Охлопкова А.А. Модификация полимеров ультрадисперсными соединениями / А.А. Охлопкова, О.А. Адрианова, С.В. Шопов. - Якутск: Яф. СОР АН, 2003. - 247 с. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Антиадгезійне, зносостійке покриття на основі порошкової композиції, що включає фторовмісний співполімер в вигляді фторопласту 4МБ, нітрид бору, оксид хрому та дифенілсиландіол, яке відрізняється тим, що додатково містить графіт Сl і ламінарну сполуку графіту, яка інтеркальована FeCl3, при співвідношенні компонентів в композиції в таких кількостях, мл: фторопласт 4МБ 100,0 нітрид бору 0,3-0,5 графіт Сl 5,0-10,0 ламінарна сполука графіту, яка 1-5 інтеркальована FeCl3 оксид хрому 1,0-1,5 дифенілсиландіол 0,05-0,5, при цьому дисперсність порошкової композиції знаходиться в межах 40-80 мкм, перед нанесенням порошкову композицію піддають термообробці при 150 °C протягом 1 години, з наступним оплавленням на робочій поверхні виробу при температурі 360-370 °C протягом 2 годин і охолодженням до кімнатної температури зі швидкістю не більше 40 °C за годину. Комп’ютерна верстка Т. Вахричева Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут інтелектуальної власності", вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C09D 127/00
Мітки: покриття, зносостійке, антиадгезійне
Код посилання
<a href="https://ua.patents.su/7-112246-antiadgezijjne-znosostijjke-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Антиадгезійне, зносостійке покриття</a>
Антиадгезійне, зносостійке покриття
Номер патенту: 72451
Опубліковано: 27.08.2012
Автори: Кириченко Людмила Мефодіївна, Свідерській Владислав Петрович
МПК: C09D 127/00
Мітки: зносостійке, антиадгезійне, покриття
Формула / Реферат:
Антиадгезійне, зносостійке покриття на основі порошкової композиції, що включає фторовмісний співполімер в вигляді фторопласту 4МБ, нітрид бору, оксид хрому та дифенілсиландіол, яке відрізняється тим, що додатково містить графіт С1 і ламінарну сполуку графіту, яка інтеркальована FеСl3, при співвідношенні компонентів в композиції в таких кількостях, мл.: фторопласт 4МБ 100,0 нітрид бору ...
Зносостійке іонно-плазменне покриття
Номер патенту: 31869
Опубліковано: 15.12.2000
Автори: Гунько Дмитро Володимирович, Загородній Олексій Борисович, Любушкін Валерій Іванович, Журавель Володимир Іванович, Большаков Володимир Іванович
МПК: C23C 14/06
Мітки: покриття, іонно-плазменне, зносостійке
Текст:
...КІБ (конденсації покрить із плазменної фази в вакуумі з іонною бомбардировкою). При цьому плазменна фаза складається з іонізованих частинок мси-лібдена та міді. Технологічні параметри процесу КІБ слідуючі: струм дуги - 100А; тиск в камері вЛО'4 Па; опорна напруга - 180В; температура на підпожці - 500°С. В табл.1 показана відносна приробітність покриття. За одиницю приймаємо значення приробітності для покриття із чистого молібдену. Але...
Антикорозійне зносостійке покриття

Номер патенту: 40405
Опубліковано: 10.04.2009
Автори: Савчук Петро Петрович, Букетов Андрій Вікторович, Кальба Євген Миколайович, Андрієвський Володимир Вікторович, Кондратюк Віктор Лукич, Гарматюк Ростислав Тарасович
МПК: C08K 3/18
Мітки: антикорозійне, зносостійке, покриття
Формула / Реферат:
Антикорозійне зносостійке покриття на основі епоксидно-діанової смоли, пластифікатора, твердника і наповнювачів, яке відрізняється тим, що складається з адгезійно-демпфіруючого і зносостійкого шарів, а як наповнювач містить ультрадисперсні частинки металовуглецевої композиції і карбіду кремнію при наступному співвідношенні в шарах:для адгезійно-демпфіруючого шару (мас. ч.):епоксидна смола ЕД...
Полімеркомпозитне зносостійке покриття
Номер патенту: 53999
Опубліковано: 17.02.2003
Автори: Митник Микола Мирославович, Букетов Андрій Вікторович, Стухляк Петро Данилович, Микитишин Андрій Григорович
МПК: C09D 5/00
Мітки: покриття, зносостійке, полімеркомпозитне
Формула / Реферат:
Полімеркомпозитне зносостійке покриття, що містить адгезійний шар, який складається з епоксидної діанової смоли, отверджувача та мінерального наповнювача, проміжний шар, який складається з епоксидної діанової смоли, каучуку та отверджувача і зносостійкий шар, який складається з епоксидної діанової смоли, аліфатичної смоли, отверджувача та мінерального наповнювача, яке відрізняється тим, що адгезійний шар як мінеральний наповнювач містить...
Полімеркомпозитне зносостійке покриття
Номер патенту: 53244
Опубліковано: 27.09.2010
Автори: Супрунович Олег Степанович, Савчук Петро Петрович, Гончарук Валентин Євгенійович, Кашицький Віталій Павлович, Лабунець Василь Федорович, Сміян Іван Сергійович
МПК: C08L 13/00, C08K 3/00
Мітки: зносостійке, покриття, полімеркомпозитне
Формула / Реферат:
Полімеркомпозитне зносостійке покриття, що містить адгезійний шар, який складається з епоксидно-діанової смоли, отверджувача - поліетиленполіаміну, та модифікатора, і поверхневий шар, який складається з епоксидно-діанової смоли, модифікатора, отверджувача - поліетиленполіаміну, та функціональних наповнювачів, яке відрізняється тим, що модифікатором для адгезійного та поверхневого шарів є кремнійорганічний лак у формі поліметилфенілсилоксану...
Попередній патент: Склад кондитерського напівфабрикату
Наступний патент: Трифазний електродний нагрівач рідини
Випадковий патент: Знімний пристрій для термоізоляції обладнання трубопроводів