Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем

Формула / Реферат
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого в нижній чаші резервуара, надають обертальних рухів з кутовою швидкістю, рівною швидкості обертання імпелера, при віддаленні від центра резервуара до його периферії швидкість обертання вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, який відрізняється тим, що обробку проводять в умовах додаткових відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружно-пластичне деформування, виявляються при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, робоче середовище з розміром гранул не більш 25 мм поміщають у жорстко встановлений резервуар, що має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, робочому середовищу за допомогою імпелера у вигляді зрізаного конуса з гофрованою поверхнею встановленого більшою основою до днища резервуара, від електродвигуна через конічний редуктор, клинопасову передачу та гнучку муфту надають обертального руху із швидкістю 50…1440 об/хв., шпинделю верстата та жорстко сполученому з ним багатомісному пристрою з оброблюваними деталями передають обертальний рух із швидкістю 31,5…1400 об/хв. і занурюють його у резервуар з циркулюючим робочим середовищем, забезпечують мікрорізання та пружно-пластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять за рахунок використання раціональних поєднань швидкостей обертання імпелера та шпинделя, найменша відстань L між робочою поверхнею резервуара та імпелера, а також поверхнями оброблюваних деталей, для забезпечення нерозривного кругового та хвилевого руху гранул робочого середовища вибирається з умови L³b, де b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара з умови забезпечення рівномірності тиску середовища у всіх його зонах приблизно дорівнює 3R+h, тобто Н»3R+h, радіус R циліндричної частини резервуару приймається рівним (1,5…1,6)r, тобто R»(1,5…1,6)r, де r - радіус основи резервуара, висота h з метою регулювання сили взаємодії робочого середовища і оброблюваних деталей приймається рівною (0,1…0,2)H, тобто h=(0,1…0,2)H.
Текст
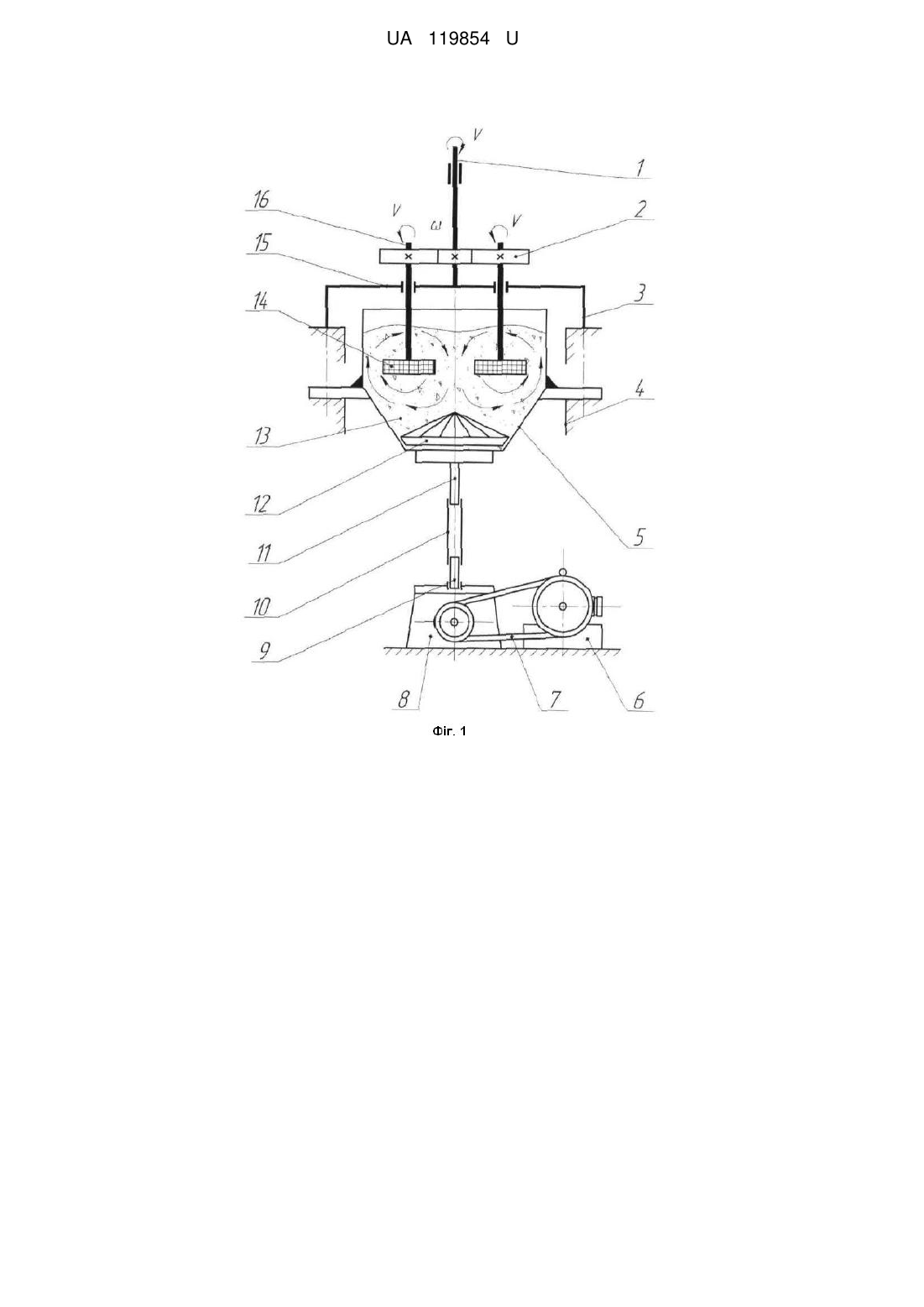
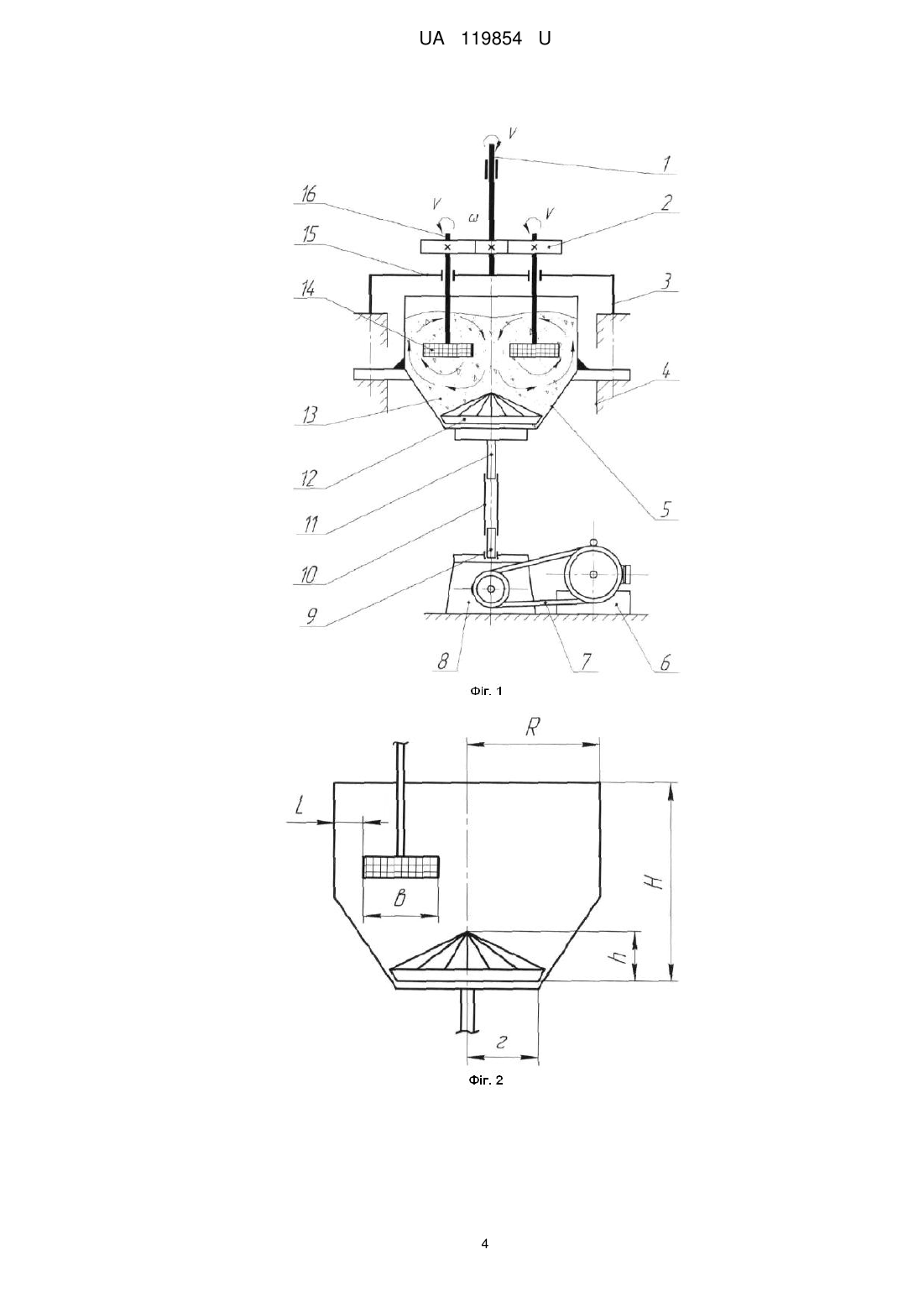
Реферат: Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем полягає в тому, що у резервуар на жорсткій опорі завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого в нижній чаші резервуара, надають обертальних рухів з кутовою швидкістю, рівною швидкості обертання імпелера, при віддаленні від центра резервуара до його периферії швидкість обертання вмісту резервуара зменшується. Видаляють дефектний шар матеріалу, зменшують шорсткість поверхні. Обробку проводять в умовах додаткових відцентрових сил, що впливають на робоче середовище. Робоче середовище з розміром гранул щонайбільше 25 мм поміщають у жорстко встановлений резервуар, що має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю. Робочому середовищу надають обертального руху із швидкістю 50…1440 об./хв. Шпинделю верстата та жорстко сполученому з ним багатомісному пристрою з оброблюваними деталями передають обертальний рух і занурюють його у резервуар з циркулюючим робочим середовищем. UA 119854 U (12) UA 119854 U UA 119854 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробних галузей промисловості, що використовують технології оздоблювально-зачищувальної обробки вільним абразивним середовищем у виготовленні деталей типу тіл обертання, що мають різні розміри і форму складності поверхні. Відомий спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої порожнистих чаш у вигляді циліндра та зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, що дорівнює швидкості обертання імпелера, при віддаленні від центра резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні [1] - прототип. Не дивлячись на промислове впроваджування, відомий спосіб оздоблювальнозачищувальної обробки вільним абразивним середовищем малоефективний для корпусних деталей, що мають збільшені габарити та масу, що пов'язане зі складністю завантаження деталей у резервуар і подальше її вивантаження крізь горловину, що має малу площу. Також обробка корпусних деталей "внасип" пов'язана з виникненням технологічного браку у вигляді забоїн, вм'ятин та інших дефектів, отриманих від взаємних зіткнень деталей, при їх циркуляційному русі. Обробка за відомим способом площинних деталей типу дисків та пластин пов'язана з утворенням зведень деталей, злипанням їх у пакети та взаємним перекриттям оброблюваних поверхонь, що викликає порушення циклу обробки та появу до 20 % браку. В основу корисної моделі поставлена задача удосконалення способу оздоблювальнозачищувальної обробки вільним абразивним середовищем шляхом того, що обробку проводять в умовах дії додаткових відцентрових сил, які впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружно-пластичне деформування, виявляються при рівномірному та стабільному контакті з оздоблювальною поверхнею будь-якої складності. Такий характер відцентрової взаємодії робочого середовища та оброблюваних деталей формується при створенні у конструкції верстата двох паралельних автономно регульованих елементів механізму резервуара, кінематично пов'язаного з імпелером, що обертається, та механізмом жорстко встановленого пристрою для базування та закріплення оброблюваних деталей, які поодинці або пакетами встановлюють на карусельно розташованих встановлювальних пальцях багатомісного пристрою, сполученого зі шпинделем верстата передачею двопарного зачеплення циліндричних коліс та можливістю обертального зворотно-поступального руху при занурені у робочу зону резервуара і виході з неї до та після обробки. При такому конструкторському вирішені способу оздоблювально-зачищувальної обробки вільним абразивним середовищем у резервуарі створюється єдиний циркуляційний характер руху гранул середовища, вільно проникаючих до усіх важкодоступних поверхонь оброблюваних деталей,що приведе до високої інтенсивності обробки, керування якою здійснюється при виборі раціональних поєднань параметрів обертального руху імпелера та шпинделя з оброблюваними деталями. Поставлена задача досягається тим, що у способі оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що в резервуар на жорсткій опорі завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера надають обертальний рух з кутовою швидкістю рівною швидкості обертання імпелера, при віддаленні від центра резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, згідно корисної моделі, обробку проводять в умовах дії додаткових відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному та стабільному контакті з оброблювальною поверхнею будь-якої складності, робоче середовище з розміром гранул не більше 25 мм розміщують у жорстко встановлений резервуар, який має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, робочому середовищу за допомогою імпелера у вигляді зрізаного конуса з гофрованою поверхнею встановленою більшою основою до днища резервуара, від електродвигуна через конічний редуктор, клинопасову передачу та гнучку муфту надають обертальний рух із швидкістю 50…1440 об./хв., шпинделю верстата та жорстко сполученому з ним багатомісному пристрою з оброблюваними деталями передають обертальний рух із 1 UA 119854 U 5 10 15 20 25 30 35 40 45 швидкістю 31,5…1440 об./хв. і занурюють його у резервуар з циркулюючим робочим середовищем, забезпечують мікрорізання та пружно-пластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять за рахунок використання раціональних поєднані швидкостей обертання імпелера, найменша відстань L - між робочою поверхнею резервуара і імпелера, а також поверхнями оброблюваних деталей для забезпечення нерозривного кругового та хвилевого руху гранул робочого середовища, обирається з умови Lb, де b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара з умови забезпечення тиску середовища в усіх його зонах приблизно дорівнює 3R+h, тобто Н3R+h, радіус R циліндричної частини резервуара приймається рівним (1,5…1,6)r, тобто R=(1,5…1,6)r, де r - радіус основи резервуара, висота h імпелера з метою регулювання сили взаємодії робочого середовища і оброблюваних деталей приймається рівною (0,1…0,2)Н, тобто h=(0,1…0,2)Н. Суть корисної моделі пояснюється ілюстративним матеріалом, де на фіг. 1 та фіг. 2 показано пристрій для реалізації способу оздоблювально-зачищувальної обробки вільним абразивним середовищем, який містить: шпиндель - 1; зубчасту передачу - 2; жорстку опору -3,4; резервуар - 5; електродвигун - 6; клинопасову передачу - 7; конічний редуктор - 8; вали - 9, 11; гнучку муфту - 10; імпелер - 12; робоче середовище - 13; оброблювані деталі - 14; багатомісний пристрій - 15; встановлювальні пальці - 16. Спосіб здійснюється таким чином: оброблювані деталі 14 встановлюють на карусельно розташованих встановлювальних пальцях 16 багатомісного пристрою 15, сполученого зубчастою передачею 2 двопарного зачеплення циліндричних коліс зі шпинделем 1, якому надають обертальний рух, резервуар 5 встановлений на жорсткій опорі 4, шпиндель 1 з багатомісним пристроєм 15 жорстко встановленим на опорі 3 розміщують у робочій зоні резервуара 5, заповненого робочим середовищем 13, що одержує круговий та хвильовий рух від імпелера 12. Обертальний рух від електродвигуна 6 через клинопасову передачу 7 передається до конічного редуктора 8, вал якого за допомогою гнучкої муфти 10 сполучається з валом 11 імпелера 12. В результаті комплексного використання відцентрових сил, що впливають на робоче середовище і оброблювані деталі проводять обробку, видаляють дефектний шар матеріалу, досягають необхідної шорсткості поверхні. Приклад. Виконували операцію оздоблювально-зачищувальної обробки, пов'язану з видаленням задирок, скругленням гострих крайок, а також віброшліфуванням з метою зменшення шорсткості поверхні до Ra=0,63 мкм на заготівках деталі "Втулка спеціальна" складної форми, комбінованої сполученнями циліндричних, конічних та криволінійних поверхонь, з наявністю перепадів діаметральних розмірів, а також крізним центральним отвором, який використовувався для встановлення у багатомісному пристрої верстату. Дефекти поверхні отримані на попередніх операціях точіння та свердління. Матеріал заготівок - сталь 20 ГОСТ 1050-84. Товщина задирок у основі 0,15…0,18 мм. Початкова шорсткість поверхні Ra=2,5 мкм. Розміри заготівок: довжина 100 мм; найбільший діаметр 60 мм. Оздоблювальнозачищувальна обробка проводилась згідно зі способом, що заявляється, у резервуарі, який дозволяє одночасно розмістити 16 заготівок. Як робоче середовище використовувалися кулі діаметром 4…5 мм, виконані з технічного фарфору ГОСТ 20419-83. Робоче середовище та заготівки змочувалися хімічно-активним розчином на лужній основі. Режими обробки: швидкість обертання шпинделя - 1000 об./хв.; швидкість обертання імпелера - 800 об./хв.; машинний час обробки - 40 хв. Дефекти поверхні видалені повністю, досягнута необхідна шорсткість поверхні при природному відтінку метала. Сортувальний контроль якості обробки появу браку не встановив. 50 Джерело інформації: 1. А.с. 385487 СССР, МКИ В24С 3/08 Отделочная установка для центробежной обработки поверхностей / И.Н. Карташов, Б.П. Румянцев, М.Е. Шаинский, П.С. Банатов, В.А. Власов, М.Н. Найш, Г.И. Корецкий, Е.С. Кислица, П.П. Аулов, А.А. Шевцов (СССР). - № 1487830/25-8; Заявлено 02.11.1970; Опубл. 14.03.73. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого в нижній чаші резервуара, надають обертальних рухів з кутовою швидкістю, рівною швидкості обертання 2 UA 119854 U 5 10 15 20 25 імпелера, при віддаленні від центра резервуара до його периферії швидкість обертання вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, який відрізняється тим, що обробку проводять в умовах додаткових відцентрових сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружно-пластичне деформування, виявляються при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, робоче середовище з розміром гранул не більш 25 мм поміщають у жорстко встановлений резервуар, що має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, робочому середовищу за допомогою імпелера у вигляді зрізаного конуса з гофрованою поверхнею встановленого більшою основою до днища резервуара, від електродвигуна через конічний редуктор, клинопасову передачу та гнучку муфту надають обертального руху із швидкістю 50…1440 об./хв., шпинделю верстата та жорстко сполученому з ним багатомісному пристрою з оброблюваними деталями передають обертальний рух із швидкістю 31,5…1400 об./хв. і занурюють його у резервуар з циркулюючим робочим середовищем, забезпечують мікрорізання та пружно-пластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять за рахунок використання раціональних поєднань швидкостей обертання імпелера та шпинделя, найменша відстань L між робочою поверхнею резервуара та імпелера, а також поверхнями оброблюваних деталей, для забезпечення нерозривного кругового та хвилевого руху гранул робочого середовища вибирається з умови Lb, де b - найбільший габаритний розмір оброблюваної деталі, висота Н резервуара з умови забезпечення рівномірності тиску середовища у всіх його зонах приблизно дорівнює 3R+h, тобто Н3R+h, радіус R циліндричної частини резервуару приймається рівним (1,5…1,6)r, тобто R(1,5…1,6)r, де r - радіус основи резервуара, висота h з метою регулювання сили взаємодії робочого середовища і оброблюваних деталей приймається рівною (0,1…0,2)H, тобто h=(0,1…0,2)H. 3 UA 119854 U 4 UA 119854 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 31/06
Мітки: середовищем, вільним, абразивним, оздоблювально-зачищувальної, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/7-119854-sposib-ozdoblyuvalno-zachishhuvalno-obrobki-vilnim-abrazivnim-seredovishhem.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем</a>
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 73789
Опубліковано: 10.10.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: абразивним, вільним, оздоблювально-зачищувальної, спосіб, обробки, середовищем
Формула / Реферат:
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертальний рух з кутовою швидкістю, що дорівнює швидкості обертання...
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 70824
Опубліковано: 25.06.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: абразивним, обробки, вільним, спосіб, оздоблювально-зачищувальної, середовищем
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, рівною швидкості обертання імпелера, при віддаленні від центру резервуара до його...
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 73755
Опубліковано: 10.10.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: спосіб, середовищем, абразивним, вільним, оздоблювально-зачищувальної, обробки
Формула / Реферат:
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, що дорівнює швидкості обертання...
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 119852
Опубліковано: 10.10.2017
Автор: Міцик Андрій Володимирович
МПК: B24B 31/00
Мітки: оздоблювально-зачищувальної, абразивним, середовищем, обробки, вільним, спосіб
Формула / Реферат:
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням...
Віброверстат для оздоблювально-зачищувальної обробки деталей
Номер патенту: 69967
Опубліковано: 25.05.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: обробки, оздоблювально-зачищувальної, деталей, віброверстат
Формула / Реферат:
Віброверстат для оздоблювально-зачищувальної обробки деталей, що містить жорстко змонтований на основі і завантажений робочим середовищем резервуар, в якому пружно розміщена багатомісна коливальна система з оброблюваними деталями, сполучена з віброзбуджувачем, який відрізняється тим, що резервуар виконано "U"-подібної форми поперечного перерізу і оснащено гідродинамічними пристроями, встановленими у нижній радіусній частині днища...
Попередній патент: Спосіб віброобробки деталей
Наступний патент: Спосіб профілактики геморагічної хвороби новонароджених
Випадковий патент: Гнучкий пакувальний матеріал