Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем

Формула / Реферат
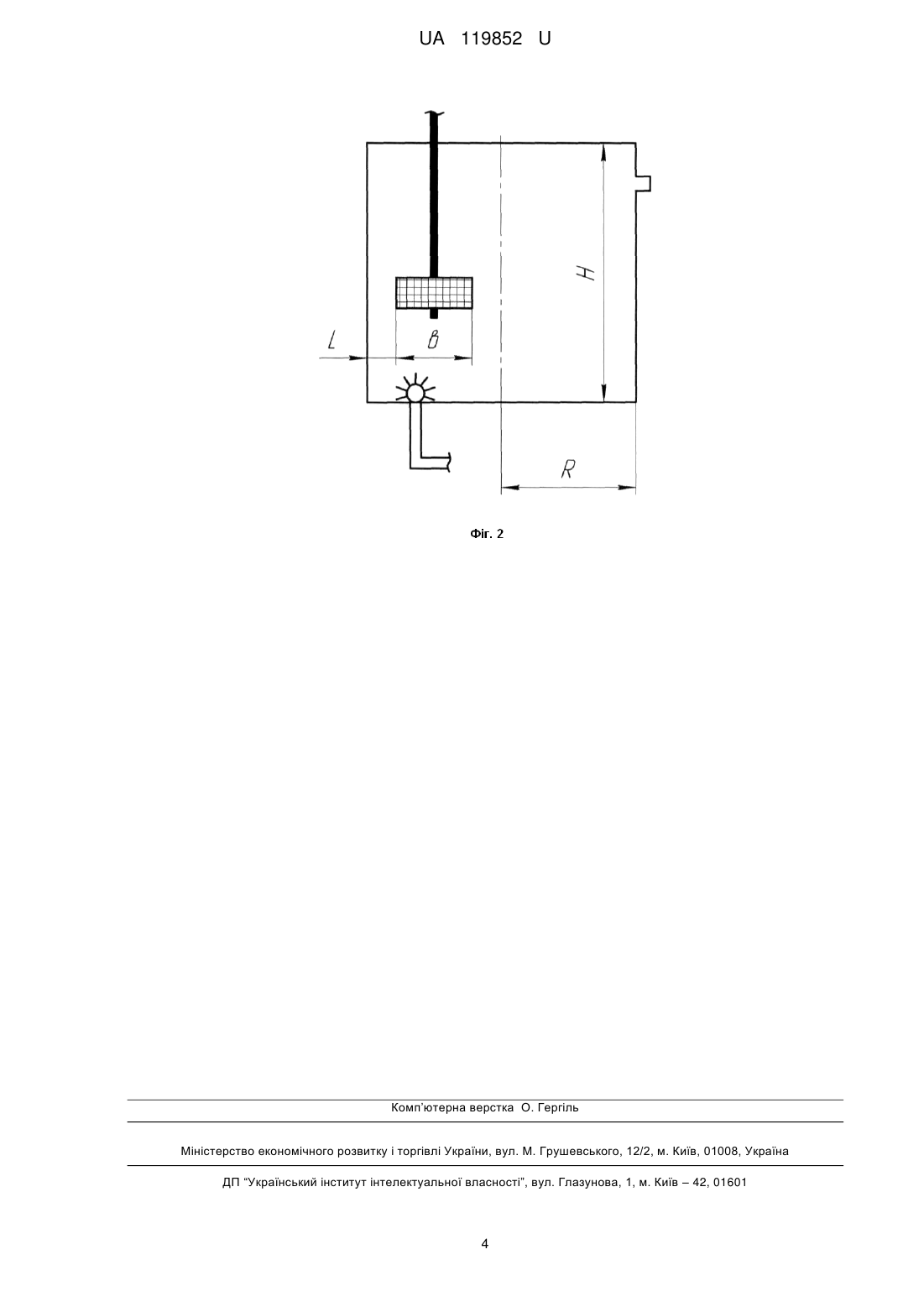
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні і зміцнюють її, який відрізняється тим, що обробку проводять при використанні енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини на дрібнодисперсне робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному і стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16, технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм розміщують у змонтованому на жорсткій опорі циліндричному резервуарі, на площі основи якого симетрично встановлені гідродинамічні пристрої, за допомогою яких формують струменевий рух потоків рідини, що подається під тиском, оброблювані деталі поодинці або пакетами встановлюють на розташованих за концентричними колами пальцях багатомісного пристрою, сполученого зі шпинделем передачею двопарного зачеплення циліндричних коліс, шпинделю віброверстата надають обертальний рух із швидкістю 31,5…1400 об/хв. та занурюють його у резервуар з робочим середовищем, що знаходиться у псевдозрідженому стані, забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень швидкості обертання шпинделя, а також тиску та витрат рідини у потоках струменевого руху, найменша відстань L у робочій зоні резервуара, вільної від оброблюваних деталей, з метою забезпечення рівномірності переходу робочого середовища з рівноважного стану у псевдозріджене вибирається з умови L ≥ b, де b - найбільший габаритний розмір оброблюваної деталі, висота H резервуара з умови забезпечення рівномірності тиску псевдозрідженого середовища на всіх рівнях розповсюдження струменевого руху рідини не перевищує (2…2,5)R, тобто Η ≤ (2…2,5)R, де R - радіус підстави резервуара.
Текст
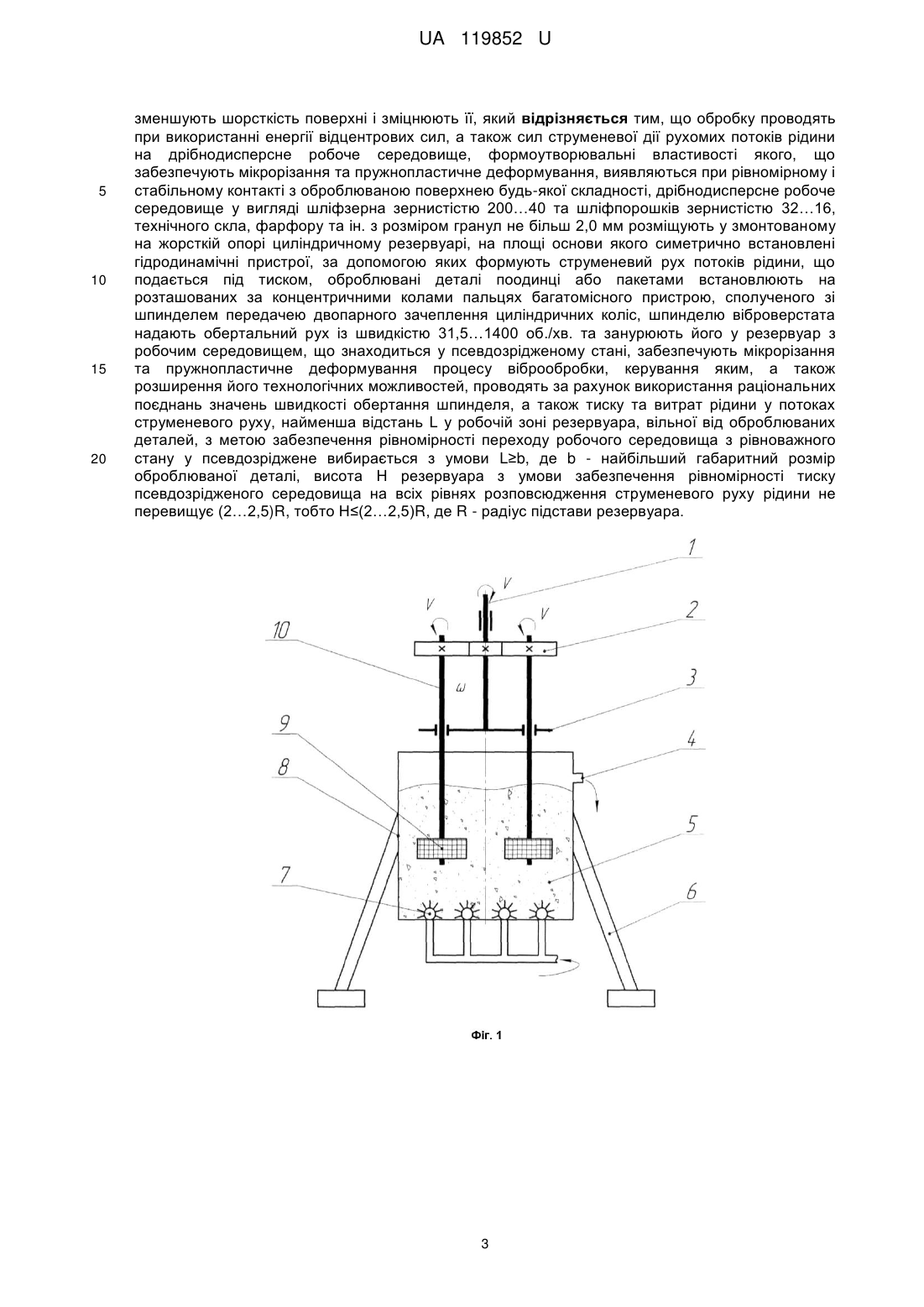
Реферат: Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні і зміцнюють її. Обробку проводять при використанні енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини на дрібнодисперсне робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному і стабільному контакті з оброблюваною поверхнею будь-якої складності. Дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16, технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм розміщують у змонтованому на жорсткій опорі циліндричному резервуарі, на площі основи якого симетрично встановлені гідродинамічні пристрої, за допомогою яких формують струменевий рух потоків рідини, що подається під тиском. Оброблювані деталі поодинці або пакетами встановлюють на розташованих за концентричними колами пальцях багатомісного пристрою, сполученого зі шпинделем передачею двопарного зачеплення циліндричних коліс. Шпинделю віброверстата надають обертальний рух із швидкістю 31,5…1400 об./хв. та занурюють його у резервуар з робочим середовищем, що знаходиться у псевдозрідженому стані. Забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень швидкості обертання шпинделя, а також тиску та витрат рідини у потоках струменевого руху. Найменшу відстань L у робочій зоні резервуара, вільної від оброблюваних деталей, вибирають за умови L≥b, де b - найбільший габаритний розмір оброблюваної деталі, висота H резервуара з умови забезпечення рівномірності тиску псевдозрідженого середовища на всіх рівнях розповсюдження струменевого руху рідини не перевищує (2…2,5)R, тобто Η≤(2…2,5)R, де R - радіус підстави резервуара. UA 119852 U (12) UA 119852 U UA 119852 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробних галузей промисловості, що використовують технологію та обладнання оздоблювально-зачищувальних операцій у виготовленні середньота великогабаритних корпусних деталей з центральним крізним отвором, а також деталей типу тіло обертання. Відомо спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять у обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні і зміцнюють її [1, 2] - найближчий аналог. Не дивлячись на широке промислове впроваджування, відомий спосіб недостатньо ефективний для номенклатури корпусних деталей складної форми, утвореної сполученням циліндричних та інших криволінійних поверхонь, а також складнопрофільних конструкцій деталей типу тіло обертання. Обробка таких деталей, наприклад, в умовах традиційної вібраційної дії робочого середовища не забезпечує без значного, у 2…4 рази, підвищення машинного часу обробки, повного видалення дефектів у важкодоступних для гранул середовища місцях поверхні деталі, таких як ніші, кишені, глухі отвори та інше, що робить спосіб віброобробки економічно недоцільним. Основною причиною низької ефективності обробки є недостатня кінематична активність гранул середовища в їх циркуляції, що вимагає додаткового осцилюючого руху, який формується при динамічному впливі на середовище комбінованої схеми енергетичних дій. В основу корисної моделі поставлено задачу удосконалення способу оздоблювальнозачищувальної обробки вільним абразивним середовищем деталей, шляхом того, що обробку проводять при використанні енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини на дрібнодисперсне робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному і стабільному контакті з оброблюваною поверхнею будь-якої складності. Оброблювані деталі поодинці або пакетами встановлюють на розташованих по концентричних колах пальцях багатомісного пристрою, сполученого зі шпинделем верстата передачею двопарного зачеплення циліндричних коліс, який має при зануренні у робочу зону резервуара, а також виходу з неї до і після обробки, можливість обертального руху, робоче середовище, завантажене у резервуар одночасно ущільнюють обертальним рухом оброблюваних деталей, а також струменевим рухом потоків рідини, періодично подаючи її у резервуар і регулюючи тиск та витрату з умови технологічної необхідності зміни стану середовища від рівноважного до псевдозрідженого. При такому оформленні способу оздоблювально-зачищувальної обробки, який супроводжується одночасною дією на робоче середовище та оброблювані деталі енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини, у резервуарі формується комбінована схема енергетичних дій, що створюють єдиний циркуляційний характер руху гранул середовища, вільно проникаючих до усіх важкодоступних поверхонь оброблюваних деталей, що призведе до високої інтенсивності обробки, керування якою здійснюють при виборі раціональних поєднань параметрів обертального руху шпинделя з оброблюваними деталями, а також тиску і витрат рідини, що подається в резервуар. Поставлена задача вирішується тим, що у способі оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, що здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, зменшують шорсткість поверхні і зміцнюють її, відповідно до корисної моделі, обробку проводять при використанні енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини на дрібнодисперсне робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному і стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16, технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм розміщують у змонтованому на жорсткій опорі циліндричному резервуарі, на площі основи якого симетрично встановлені гідродинамічні пристрої, за допомогою яких формують струменевий рух потоків рідини, що подається під тиском, оброблювані деталі поодинці або пакетами встановлюють на розташованих за концентричними колами пальцях багатомісного 1 UA 119852 U 5 10 15 20 25 30 35 40 45 50 пристрою, сполученого зі шпинделем передачею двопарного зачеплення циліндричних коліс, шпинделю верстата надають обертальний рух із швидкістю 31,5…1400 об./хв. та занурюють його у резервуар з робочим середовищем, що знаходиться у псевдозрідженому стані, забезпечують мікрорізання та пружнопластичне деформування процесу оздоблювальнозачищувальної обробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень швидкості обертання шпинделя, а також тиску та витрат рідини у потоках струменевого руху, найменша відстань L у робочій зоні резервуара, вільної від оброблюваних деталей, з метою забезпечення рівномірності переходу робочого середовища з рівноважного стану у псевдозріджене вибирається з умови L ≥ b, де b - найбільший габаритний розмір оброблюваної деталі, висота Η резервуара з умови забезпечення рівномірності тиску псевдозрідженого середовища на всіх рівнях розповсюдження струменевого руху рідини не перевищує (2…2,5)R, тобто Η ≤ (2…2,5)R, де R - радіус основи резервуара. Суть корисної моделі пояснюється ілюстративним матеріалом, де на фіг. 1 показано пристрій для реалізації способу оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, що містить шпиндель 1, зубчасту передачу 2, багатомісний пристрій 3, відведення 4, робоче середовище 5, опора 6, гідродинамічні пристрої 7, резервуар8, оброблювані деталі 9, настановні пальці 10. На фіг. 2 показано співвідношення геометричних розмірів елементів резервуара та оброблюваних деталей. Спосіб здійснюють таким чином. Оброблювані деталі 9 встановлюють на розташованих за концентричними колами настановних пальцях 10 багатомісного пристрою 3 для встановлення оброблюваних деталей 9, сполученого зубчастою передачею 2 двопарного зачеплення циліндричних коліс зі шпинделем 1, якому додають обертальний рух. Шпиндель 1 з пристроєм 3 та оброблюваними деталями 9 розміщують у робочій зоні резервуара 8, встановленого на жорстких опорах 6 та заповненого дрібнодисперсним робочим середовищем, яке обертальним рухом деталей 9 ущільнюють до стану, при якому ще не наступає загасання відносного переміщення та взаємного тиску середовища 5 та деталей 9. До гідродинамічних пристроїв 7 під тиском подають рідину і, регулюючи її витрату струменевим рухом потоків, ущільнюють робоче середовище 5 до стану псевдозрідженості. У результаті мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, досягають необхідної шорсткості поверхні, проводять її зміцнення. Відпрацьована рідина під дією рухомих деталей зосереджується у верхній частині резервуара 8, а надлишок рідини через відведення 4 витікає у відстійник. При виключенні шпинделя 1 пристрій 3 з деталями 9 витягують з резервуара 8 і оброблені деталі 9 видаляють з настановних пальців 10. Приклад. Виконували операцію оздоблювально-зачищувальної обробки по видаленню задирок, скругленню гострих крайок, а також віброшліфуванню з метою досягнення шорсткості поверхні, відповідної Ra=0,63…0,32 мкм на заготівках корпусних деталей, матеріал заготівок АЛ9 ГОСТ 1583-93. Форма складна, мають місце ніші, кишені, глухі і крізні отвори, різнопрофільні поверхні, утворені сполученням малих радіусів з важкодоступними для обробки ділянками. Розміри заготівок 90×80×70 мм. Початкова шорсткість поверхні Ra=2,5 мкм. Обробка проводилась на лабораторному віброверстаті, об'єм резервуара якого дозволяв одночасно розмістити 6 деталей. Як робоче середовище використовувався шліфпорошок корунду кремнію чорного зернистістю 32. Режими обробки: швидкість обертання шпинделя 800 об./хв. Тиск і витрата рідини, що подається у резервуар, забезпечував псевдозріджений стан робочого середовища. Джерело інформації: 1. Бабичев Α.Π. Вибрационные станки для обработки деталей /А.П. Бабичев, В.Б. Трунин, Ю.М. Самодумский, В.П. Устинов. - Μ.: Машиностроение, 1984. - 168 с. 2. Бабичев А.П. Наладка и эксплуатация станков для вибрационной обработки /А.П. Бабичев, Т.Н. Рысева, В.А. Самадуров, М.А. Тамаркин. - М.: Машиностроение, 1988. - 64 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем деталей, який полягає в тому, що оброблювані деталі поодинці або пакетами встановлюють у пристрої на вертикальному шпинделі, який приводять в обертальний рух і занурюють у робочу зону підпружиненого резервуара, заповненого робочим середовищем, яке здійснює плоскі коливальні рухи, в циркуляційних потоках вмісту резервуара мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар металу, 2 UA 119852 U 5 10 15 20 зменшують шорсткість поверхні і зміцнюють її, який відрізняється тим, що обробку проводять при використанні енергії відцентрових сил, а також сил струменевої дії рухомих потоків рідини на дрібнодисперсне робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному і стабільному контакті з оброблюваною поверхнею будь-якої складності, дрібнодисперсне робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16, технічного скла, фарфору та ін. з розміром гранул не більш 2,0 мм розміщують у змонтованому на жорсткій опорі циліндричному резервуарі, на площі основи якого симетрично встановлені гідродинамічні пристрої, за допомогою яких формують струменевий рух потоків рідини, що подається під тиском, оброблювані деталі поодинці або пакетами встановлюють на розташованих за концентричними колами пальцях багатомісного пристрою, сполученого зі шпинделем передачею двопарного зачеплення циліндричних коліс, шпинделю віброверстата надають обертальний рух із швидкістю 31,5…1400 об./хв. та занурюють його у резервуар з робочим середовищем, що знаходиться у псевдозрідженому стані, забезпечують мікрорізання та пружнопластичне деформування процесу віброобробки, керування яким, а також розширення його технологічних можливостей, проводять за рахунок використання раціональних поєднань значень швидкості обертання шпинделя, а також тиску та витрат рідини у потоках струменевого руху, найменша відстань L у робочій зоні резервуара, вільної від оброблюваних деталей, з метою забезпечення рівномірності переходу робочого середовища з рівноважного стану у псевдозріджене вибирається з умови L≥b, де b - найбільший габаритний розмір оброблюваної деталі, висота H резервуара з умови забезпечення рівномірності тиску псевдозрідженого середовища на всіх рівнях розповсюдження струменевого руху рідини не перевищує (2…2,5)R, тобто Η≤(2…2,5)R, де R - радіус підстави резервуара. 3 UA 119852 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 31/00
Мітки: вільним, спосіб, абразивним, оздоблювально-зачищувальної, середовищем, обробки
Код посилання
<a href="https://ua.patents.su/6-119852-sposib-ozdoblyuvalno-zachishhuvalno-obrobki-vilnim-abrazivnim-seredovishhem.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем</a>
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 73789
Опубліковано: 10.10.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: середовищем, вільним, абразивним, спосіб, оздоблювально-зачищувальної, обробки
Формула / Реферат:
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертальний рух з кутовою швидкістю, що дорівнює швидкості обертання...
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 70824
Опубліковано: 25.06.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: вільним, абразивним, оздоблювально-зачищувальної, спосіб, середовищем, обробки
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, рівною швидкості обертання імпелера, при віддаленні від центру резервуара до його...
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 73755
Опубліковано: 10.10.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: спосіб, середовищем, вільним, обробки, оздоблювально-зачищувальної, абразивним
Формула / Реферат:
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, що дорівнює швидкості обертання...
Верстат для оздоблювально-зачищувальної обробки деталей
Номер патенту: 81893
Опубліковано: 10.07.2013
Автори: Сирота Олександр Андрійович, Міцик Володимир Якович
МПК: B24C 1/00
Мітки: обробки, деталей, оздоблювально-зачищувальної, верстат
Формула / Реферат:
Верстат для оздоблювально-зачищувальної обробки деталей, що містить жорстко встановлений на основі, завантажений дрібнодисперсним робочим середовищем, резервуар з гідродинамічними пристроями, які приводять робоче середовище за допомогою рідини, що подається, до стану абразивної суспензії, у верхній частині резервуара змонтовано верстатний пристрій, на настановних пальцях якого спільно з дистанційними кільцями та конусними обтічниками, які...
Віброверстат для оздоблювально-зачищувальної обробки деталей
Номер патенту: 69967
Опубліковано: 25.05.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: віброверстат, оздоблювально-зачищувальної, деталей, обробки
Формула / Реферат:
Віброверстат для оздоблювально-зачищувальної обробки деталей, що містить жорстко змонтований на основі і завантажений робочим середовищем резервуар, в якому пружно розміщена багатомісна коливальна система з оброблюваними деталями, сполучена з віброзбуджувачем, який відрізняється тим, що резервуар виконано "U"-подібної форми поперечного перерізу і оснащено гідродинамічними пристроями, встановленими у нижній радіусній частині днища...
Попередній патент: Високовольтний імпульсний конденсатор
Наступний патент: Спосіб віброобробки деталей
Випадковий патент: Спосіб лікування захворювань тварин, викликаних mycoplasma hyopneumoniae