Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Формула / Реферат
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, що дорівнює швидкості обертання імпелера, при віддаленні від центру резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, який відрізняється тим, що як робоче середовище використовується у вигляді шліфзерна зернистістю 200-40 та шліфпорошків зернистістю 32-16, а також абразивних та металевих гранул з розміром 2-25 мм, зволожених хімічно-активним розчином, проводять в пружно змонтованому резервуарі, який має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, імпелер у вигляді зрізаного конуса з гофрованою поверхнею встановлюють великою основою до днища резервуара, вал імпелера, що знаходиться поза резервуаром, жорстко сполучають з інерційним віброзбуджувачем, а потім послідовно через гнучку муфту з валом конічного редуктора і за допомогою клинопасової передачі з електродвигуном, вісь вала віброзбуджувача, конструктивно розташованого поблизу до нижньої зовнішньої частини резервуара, співпадає з вертикальною віссю резервуара та перпендикулярна його перерізу у площині коливань, оброблювані деталі базують та закріплюють на установних пальцях пристрою, сполученого зі шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, що має при зануренні у робочу зону резервуара можливість обертального та одночасно коливального руху, що порушується у горизонтальній площині інерційним віброзбуджувачем, розташованим на шпинделі віброверстата, робочому середовищу надають обертальний рух зі швидкістю 50-1440 об./хв., а також коливальний рух з амплітудою 0,2-3,0 мм та частотою 30-70 Гц, шпинделю віброверстата та жорстко сполученому з ним пристрою з оброблюваними деталями надають обертального руху зі швидкістю 31,5-1400 об./хв. та коливального руху з амплітудою 0,2-3,0 мм, та частотою 30-70 Гц, шпиндель та пристрій з оброблюваними деталями занурюють у резервуар з циркулюючим робочим середовищем, здійснюють мікрорізання та пружно-пластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять шляхом раціонального поєднання значень швидкостей обертання імпелера та шпинделя, а також значень амплітудно-частотних параметрів їх коливального руху, найменша відстань L між робочими поверхнями резервуара, імпелера та поверхнями оброблюваних деталей для забезпечення нерозривного кругового та хвилевого руху робочого середовища вибирається з умови L³b, де b - найбільший габаритний розмір оброблюваної деталі, висота Η резервуара з умови забезпечення рівномірності тиску середовища в усіх його зонах приблизно дорівнює 3R + h, тобто H»3R + h, радіус R циліндричної частини резервуара приймається рівним (1,5-1,6)r, тобто R = (1,5-1,6)r, де r - радіус основи резервуара, висота h імпелера з метою регулювання сили взаємодії робочого середовища та оброблюваних деталей приймається рівною (0,1...0,2)H, тобто h = (0,1-0,2)H.
Текст
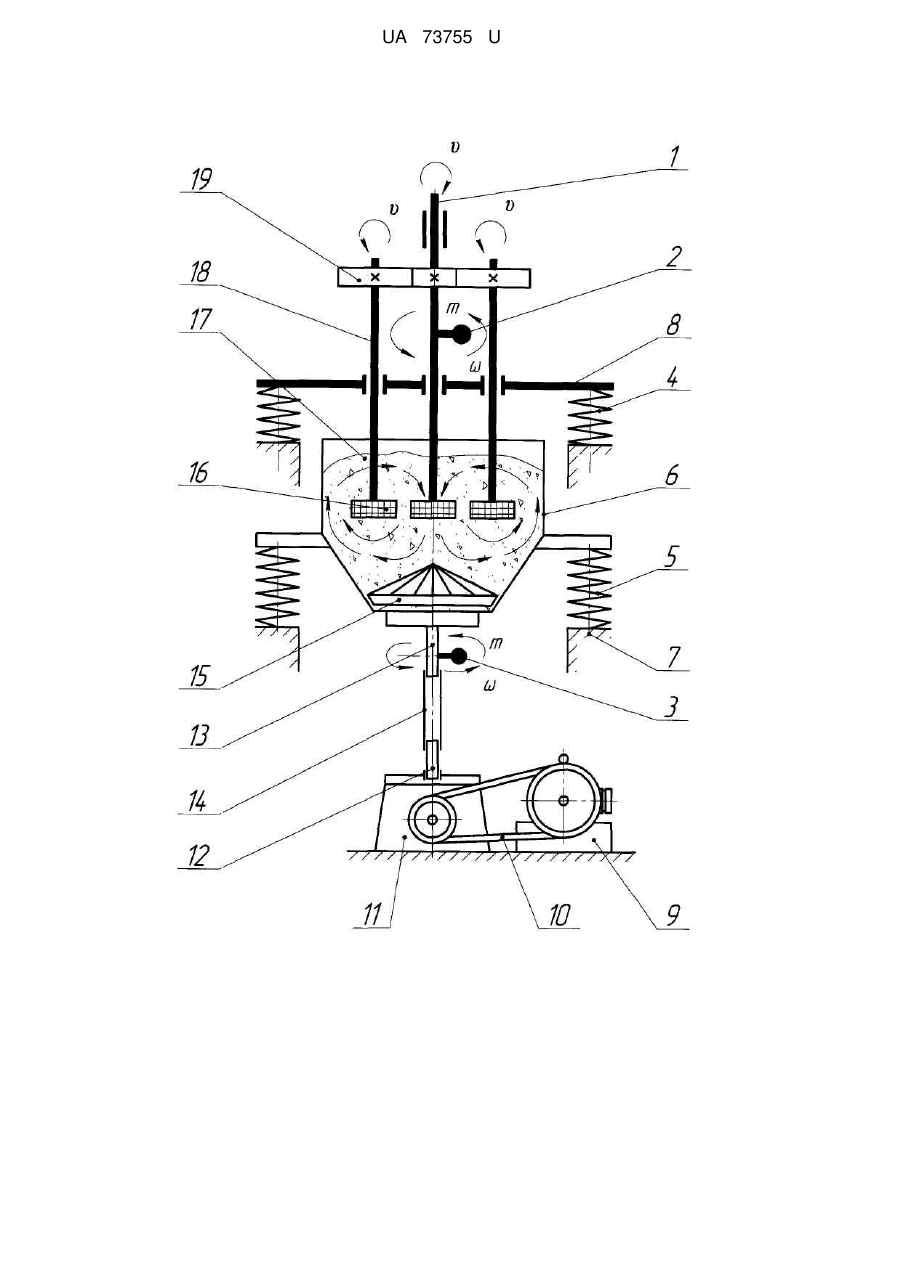
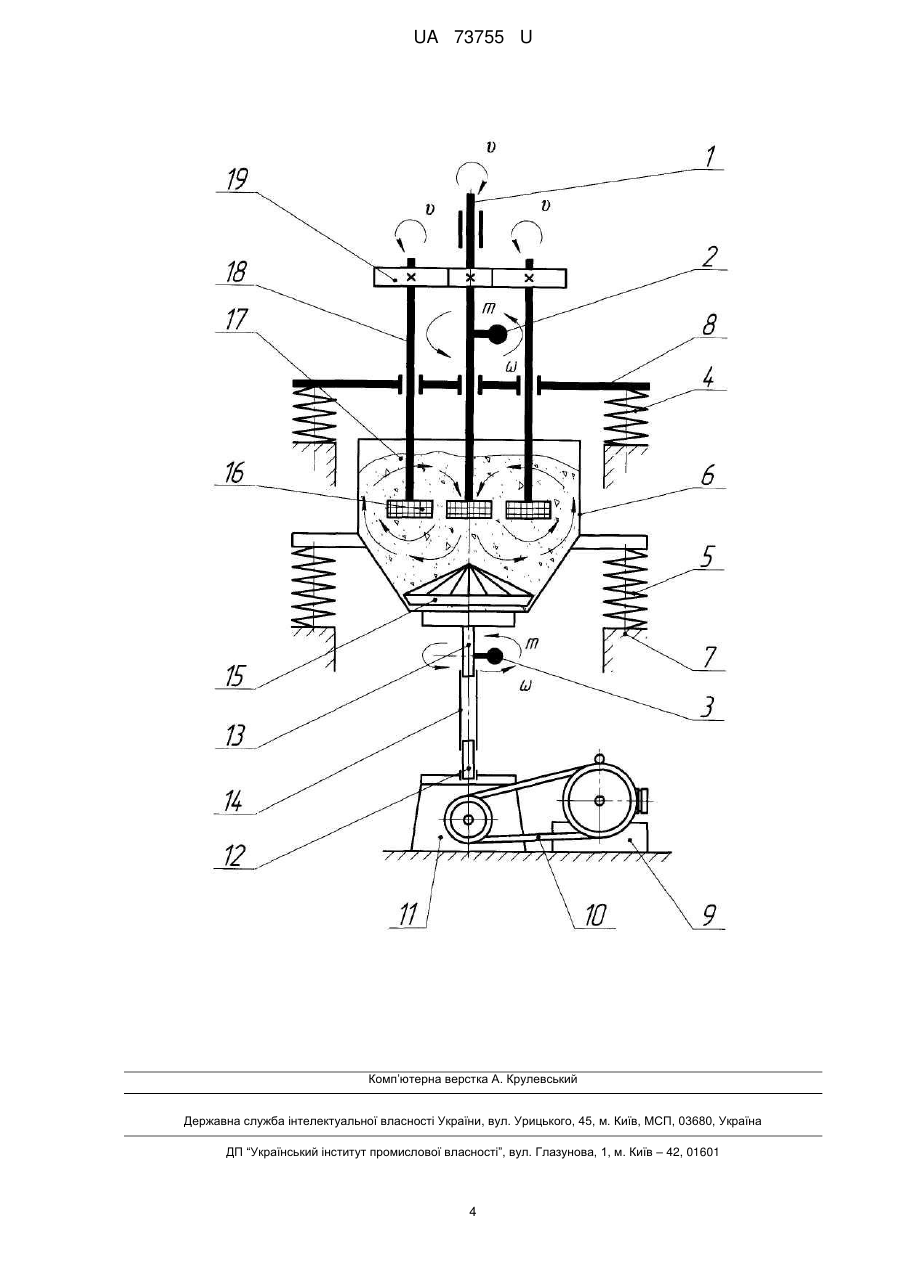
Реферат: UA 73755 U UA 73755 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металообробних галузей промисловості, які використовують способи оздоблювально-зачищувальної обробки при виготовленні корпусних деталей, а також деталей типу тіл обертання, що мають різні розміри та форму складності поверхні. Відомо спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуару за допомогою імпелера, розташованого у нижній чаші резервуару, надають обертальний рух з кутовою швидкістю, що дорівнює швидкості обертання імпелера, при видаленні від центра резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні [1] - прототип. Не дивлячись на промислове впровадження, відомий спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем малоефективний для корпусних деталей, а також деталей типу тіл обертання, наприклад, шківів, котушок та інших, які мають збільшені габарити і масу, що пов'язане зі складністю завантаження деталей у резервуар та подальше їх вивантаження через горловину, яка має порівняно малу площу. Також обробка корпусних деталей «внасип» пов'язана з виникненням технологічного браку у вигляді забоїн, вм'ятин та інших дефектів, отриманих від взаємних зіткнень деталей при їх циркуляційному русі. Обробка за відомим способом площинних деталей типу дисків та пластин пов'язана з утворенням зведень деталей, злипанням їх у пакети та взаємним перекриттям оброблюваних поверхонь, що викликає порушення циклу обробки та появу до 20 % браку. В основу корисної моделі поставлена задача удосконалення способу оздоблювальнозачищувальної обробки вільним абразивним середовищем шляхом того, що обробку проводять при одночасному використанні енергії відцентрових та вібраційних сил, що впливають на робоче середовище, формоутворювальні властивості якого, що забезпечують мікрорізання та пружнопластичне деформування, виявляються при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності. Така комбінована схема енергетичної дії формується у резервуарі, який має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, імпелер у вигляді зрізаного конуса з гофрованою поверхнею встановлено більшою основою до днища резервуара, вал імпелера, що знаходиться поза резервуаром, жорстко сполучений з інерційним віброзбуджувачем, а потім послідовно через гнучку муфту з валом конічного редуктора та за допомогою клинопасової передачі з електродвигуном, вісь вала інерційного віброзбуджувача, конструктивно розташованого поблизу до нижньої зовнішньої частини резервуара співпадає з вертикальною віссю резервуара та перпендикулярна його перерізу в площині коливань. Оброблювані деталі поодинці або пакетами базують та закріплюють на установних пальцях, змонтованого на пружній підвісці пристрою, сполученого зі шпинделем, на валу якого розташований віброзбуджувач, зубчастою передачею двопарного зачеплення циліндричних коліс з можливістю занурення у робочу зону резервуара та виходу з неї до і після обробки. При такому технічному вирішенні способу оздоблювально-зачищувальної обробки вільним абразивним середовищем у резервуарі створюється загальний циркуляційний та осцилюючий характер циклонічного руху гранул робочого середовища, яке вільно проникає до усіх важкодоступних поверхонь оброблюваних деталей, що приводить до високої інтенсивності обробки, керування якою здійснюють при виборі раціональних поєднань значень швидкостей обертального руху шпинделя та імпелера, а також амплітудно-частотних параметрів, розташованих на них віброзбуджувачів. Поставлена задача вирішується тим, що у способі оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, рівною швидкості обертання імпелера, при видаленні від центра резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружнопластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, згідно з корисною моделлю, оздоблювальнозачищувальну обробку вільним абразивним середовищем у вигляді шліфзерна зернистістю 20040 та шліфпорошків зернистістю 32-16, а також абразивних та металевих гранул з розміром 2 1 UA 73755 U 5 10 15 20 25 30 35 40 45 50 55 60 25 мм, зволожених хімічно активним розчином, проводять в пружно змонтованому резервуарі, який має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, імпелер у вигляді зрізаного конуса з гофрованою поверхнею встановлюють великою основою до днища резервуара, вал імпелера, що знаходиться поза резервуаром, жорстко сполучають з інерційним віброзбуджувачем, а потім послідовно через гнучку муфту з валом конічного редуктора і за допомогою клинопасової передачі з електродвигуном, вісь вала віброзбуджувача, конструктивно розташованого поблизу до нижньої зовнішньої частини резервуара, співпадає з вертикальною віссю резервуара та перпендикулярна його перерізу у площині коливань, оброблювані деталі базують та закріплюють на настановних пальцях пристрою, сполученого зі шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, що має при зануренні у робочу зону резервуара можливість обертального та одночасно коливального руху, що порушується у горизонтальній площині інерційним віброзбуджувачем розташованим на шпинделі віброверстата, робочому середовищу надають обертального руху зі швидкістю 501440 об/хв.., а також коливального руху з амплітудою 0,2-3,0 мм та частотою 30-70 Гц, шпинделю віброверстата та жорстко сполученому з ним пристрою з оброблюваними деталями надають обертального руху зі швидкістю 31,5-1400 об/хв. та коливального руху з амплітудою 0,2-3,0 мм та частотою 30...70 Гц, шпиндель та пристрій з оброблюваними деталями занурюють у резервуар з циркулюючим робочим середовищем, забезпечують мікрорізання та пружнопластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять за рахунок використання раціональних поєднань значень швидкостей обертання імпелера та шпинделя, а також значень амплітудно-частотних параметрів їх коливального руху, найменша відстань L між робочими поверхнями резервуара, імпелера та поверхнями оброблюваних деталей для забезпечення нерозривного кругового та хвилевого руху робочого середовища вибирається з умови Lb, де b - найбільший габаритний розмір оброблюваної деталі, висота H резервуара з умови забезпечення рівномірності тиску середовища в усіх його зонах приблизно дорівнює 3R+h, тобто Η3R+h, радіус R циліндричної частини резервуара приймається рівним (1,5-1,6)r, тобто R=(1,5-1,6)r, де r - радіус основи резервуара, висота h імпелера з метою регулювання сили взаємодії робочого середовища та оброблюваних деталей приймається рівною (0,1...0,2)Η, тобто h=(0,1...0,2)H. Суть корисної моделі пояснюється ілюстративним матеріалом, де на кресленні показано пристосування для реалізації способу оздоблювально-зачищувальної обробки вільним абразивним середовищем, яке містить шпиндель 1, віброзбуджувачі 2, 3, пружні підвіски 4, 5, резервуар 6, жорстку опору 7, пристрій 8, електродвигун 9, клинопасову передачу 10, редуктор 11, вали 12, 13, гнучку муфту 14, імпелер 15, оброблювані деталі 16, робоче середовище 17, установні пальці 18, зубчасту передачу 19. Спосіб здійснюється наступним чином. Оброблювані деталі 16 встановлюють на настановних пальцях 18 пристрою 8, змонтованому за допомогою пружної підвіски 4 та зв'язаному зубчастою передачею 19 двопарного зачеплення зі шпинделем 1, якому надають як обертального, так і коливального за допомогою віброзбуджувача 2 руху та розміщують у робочій зоні резервуара 6, змонтованому за допомогою пружної підвіски 5 на жорсткій опорі 7 та заповненому робочим середовищем 17, якому від електродвигуна 9 через клинопасову передачу 10 та конічний редуктор 11, вал 12 якого гнучкою муфтою 14 сполучений з валом 13 імпелера 15, на якому розташований віброзбуджувач 3, передається обертальний і коливальний рухи. В результаті комплексного використанняенергії вібраційних та відцентрових сил, що впливають на робоче середовище та деталі у вертикальній та горизонтальній площинах, проводять обробку, видаляють дефектний шар матеріалу, досягають необхідної шорсткості поверхні. Приклад. Виконували операцію оздоблювально-зачищувальної обробки з видалення задирок, округлення гострих крайок, а також шліфування вільним абразивним середовищем з метою зменшення шорсткості поверхні до Ra=0,63-0,32 мкм на заготовках деталей корпусів гідропневмосистем після попередніх операцій фрезерування складно-профільних поверхонь і свердлення крізних та глухих отворів різного діаметра. Матеріал заготовок алюмінієвий сплав АЛ-9 ГОСТ 1583-93. Заготовки отримані методом литва. Товщина задирок 0,15-0,22 мкм. Форма заготівок складна, утворена сполученнями криволінійних поверхонь. Найбільший габаритний розмір заготовки не перевищує 120 мм. Резервуар лабораторного віброверстата забезпечений імпелером у вигляді зрізаного конуса з висотою 100 мм. Об'єм резервуару дозволяв встановити пакетами в пристрої шпинделя 8 заготовок. Як робоче середовище використовувалась мінералокерамічна крихта з розміром гранул 3...5 мм, змочена хімічно активним розчином на лужній основі. Режими обробки: швидкість обертального руху імпелера 800 об/хв., шпинделя 2 UA 73755 U 5 950 об/хв., амплітуда коливань віброзбуджувачів 1,2-1,4 мм, частота 50 Гц. Машинний час операції віброшліфування не перевищував 40 хв. Дефекти поверхні видалені повністю, гострі крайки округлені, досягнута необхідна шорсткість поверхні при природному відтінку металу. Джерело інформації: 1. А.с. 385487 СССР, МКИ В24С 3/08 Опубл. 29.05.73, Бюл. № 25. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 35 40 45 Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, що дорівнює швидкості обертання імпелера, при віддаленні від центра резервуара до його периферії швидкість руху вмісту резервуара зменшується, виникає істотне відносне прослизання оброблюваних деталей та гранул робочого середовища, в шарах якого мікрорізанням та пружно-пластичним деформуванням проводять обробку, видаляють дефектний шар матеріалу, зменшують шорсткість поверхні, який відрізняється тим, що як робоче середовище використовується у вигляді шліфзерна зернистістю 200-40 та шліфпорошків зернистістю 32-16, а також абразивних та металевих гранул з розміром 2-25 мм, зволожених хімічно активним розчином, проводять в пружно змонтованому резервуарі, який має форму суміщених по умовній площині основ порожнистих фігур циліндра та зрізаного конуса з більшою вертикальною віссю, імпелер у вигляді зрізаного конуса з гофрованою поверхнею встановлюють великою основою до днища резервуара, вал імпелера, що знаходиться поза резервуаром, жорстко сполучають з інерційним віброзбуджувачем, а потім послідовно через гнучку муфту з валом конічного редуктора і за допомогою клинопасової передачі з електродвигуном, вісь вала віброзбуджувача, конструктивно розташованого поблизу до нижньої зовнішньої частини резервуара, співпадає з вертикальною віссю резервуара та перпендикулярна його перерізу у площині коливань, оброблювані деталі базують та закріплюють на установних пальцях пристрою, сполученого зі шпинделем віброверстата зубчастою передачею двопарного зачеплення циліндричних коліс, що має при зануренні у робочу зону резервуара можливість обертального та одночасно коливального руху, що порушується у горизонтальній площині інерційним віброзбуджувачем, розташованим на шпинделі віброверстата, робочому середовищу надають обертальний рух зі швидкістю 50-1440 об./хв., а також коливальний рух з амплітудою 0,2-3,0 мм та частотою 30-70 Гц, шпинделю віброверстата та жорстко сполученому з ним пристрою з оброблюваними деталями надають обертального руху зі швидкістю 31,5-1400 об./хв. та коливального руху з амплітудою 0,2-3,0 мм та частотою 30-70 Гц, шпиндель та пристрій з оброблюваними деталями занурюють у резервуар з циркулюючим робочим середовищем, здійснюють мікрорізання та пружно-пластичне деформування процесу обробки, керування яким, а також розширення його технологічних можливостей проводять шляхом раціонального поєднання значень швидкостей обертання імпелера та шпинделя, а також значень амплітудно-частотних параметрів їх коливального руху, найменша відстань L між робочими поверхнями резервуара, імпелера та поверхнями оброблюваних деталей для забезпечення нерозривного кругового та хвилевого руху робочого середовища вибирається з умови Lb, де b - найбільший габаритний розмір оброблюваної деталі, висота Η резервуара з умови забезпечення рівномірності тиску середовища в усіх його зонах приблизно дорівнює 3R+h, тобто H3R+h, радіус R циліндричної частини резервуара приймається рівним (1,5-1,6)r, тобто R=(1,5-1,6)r, де r - радіус основи резервуара, висота h імпелера з метою регулювання сили взаємодії робочого середовища та оброблюваних деталей приймається рівною (0,1...0,2)H, тобто h=(0,1-0,2)H. 3 UA 73755 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finishing-and-skinning treatment by free abrasive media
Автори англійськоюMitsyk Andrii Volodymyrovych
Назва патенту російськоюСпособ отделочно-зачистной обработки свободной абразивной средой
Автори російськоюМицык Андрей Владимирович
МПК / Мітки
МПК: B24B 31/06
Мітки: абразивним, середовищем, спосіб, обробки, оздоблювально-зачищувальної, вільним
Код посилання
<a href="https://ua.patents.su/6-73755-sposib-ozdoblyuvalno-zachishhuvalno-obrobki-vilnim-abrazivnim-seredovishhem.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем</a>
Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Номер патенту: 70824
Опубліковано: 25.06.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: обробки, вільним, середовищем, спосіб, абразивним, оздоблювально-зачищувальної
Формула / Реферат:
Спосіб віброобробки деталей, який полягає в тому, що у резервуар на жорсткій опорі, формоутворений з'єднанням двох більших основ нижньої та верхньої чаш у вигляді зрізаного конуса, завантажують робоче середовище та оброблювані деталі, вмісту резервуара за допомогою імпелера, розташованого у нижній чаші резервуара, надають обертального руху з кутовою швидкістю, рівною швидкості обертання імпелера, при віддаленні від центру резервуара до його...
Віброверстат для оздоблювально-зачищувальної обробки деталей
Номер патенту: 69967
Опубліковано: 25.05.2012
Автор: Міцик Андрій Володимирович
МПК: B24B 31/06
Мітки: обробки, оздоблювально-зачищувальної, деталей, віброверстат
Формула / Реферат:
Віброверстат для оздоблювально-зачищувальної обробки деталей, що містить жорстко змонтований на основі і завантажений робочим середовищем резервуар, в якому пружно розміщена багатомісна коливальна система з оброблюваними деталями, сполучена з віброзбуджувачем, який відрізняється тим, що резервуар виконано "U"-подібної форми поперечного перерізу і оснащено гідродинамічними пристроями, встановленими у нижній радіусній частині днища...
Віброверстат для оздоблювально-зачищувальної обробки великогабаритних панельних виробів
Номер патенту: 9796
Опубліковано: 17.10.2005
Автор: Міцик Андрій Володимирович
МПК: B24B 31/00
Мітки: віброверстат, панельних, виробів, обробки, оздоблювально-зачищувальної, великогабаритних
Формула / Реферат:
1. Віброверстат для оздоблювально-зачищувальної обробки великогабаритних панельних виробів, що містить пружно встановлений на основі U-подібний в площині коливань контейнер, жорстко з'єднаний з блоком віброзбудження, який відрізняється тим, що U-подібний контейнер віброверстата оснащений жорстко з'єднаним з ним дефлектором, переріз якого в площині коливань виконаний у вигляді еліпса з розташованою вертикально більшою віссю, відношення якої до...
Пристрій для шпиндельно-планетарної обробки деталей вільним абразивом
Номер патенту: 64386
Опубліковано: 10.11.2011
Автори: Нечай Олена Володимирівна, Лубенська Людмила Михайлівна
МПК: B24B 31/00
Мітки: шпиндельно-планетарної, деталей, пристрій, абразивом, вільним, обробки
Формула / Реферат:
Пристрій для шпиндельно-планетарної обробки деталей, що містить основу, робочий контейнер і незалежно встановлену від контейнера стійку з прикріпленою до неї траверсою, яка здійснює зворотно-поступальний рух, та каруселлю, що несе шпиндельні головки з деталями, які обертаються навколо своєї осі, який відрізняється тим, що робочий контейнер встановлено з можливістю обертання, а пристрій оснащений маніпуляторами регулювання розташування...
Спосіб суперфінішної обробки абразивним бруском
Номер патенту: 90566
Опубліковано: 11.05.2010
Автори: Сахарова Світлана Миколаївна, Савчук Володимир Іванович
МПК: B24B 35/00
Мітки: бруском, суперфінішної, абразивним, спосіб, обробки
Формула / Реферат:
1. Спосіб суперфінішної обробки абразивним бруском, в якому бруску в процесі зворотно-поступального руху уздовж осі обертання деталі задають зміну кратності частот радіальних та осьових коливань й обробку деталі виконують зі зміною швидкості зняття металу, який відрізняється тим, що кратність частот радіальних та осьових коливань збільшують у момент зупинки зворотно-поступального руху бруска.2. Спосіб суперфінішної обробки абразивним...
Попередній патент: Секатор
Наступний патент: Безпровідна сенсорна мережа
Випадковий патент: Пристрій для кругового масажу м'язів тіла язика