Спосіб обробки розплаву металу
Номер патенту: 123068
Опубліковано: 12.02.2018
Автори: Іванов Артем Володимирович, Честних Микола Володимирович, Щерба Анатолій Андрійович, Цуркін Володимир Миколайович, Череповський Сергій Сергійович

Формула / Реферат
Спосіб обробки розплаву металу, що включає пропускання через нього розрядних імпульсів струму за допомогою електродів, занурених у розплав, який відрізняється тим, що через розплав пропускають коливальні розрядні імпульси струму з відносним декрементом коливань a від 0,1 до 0,3, а бокову поверхню електродів, занурених у розплав, електроізолюють та вводять у розплав на глибину (h), яка складає від 5×dskin до Н0/4, де dskin - товщина скін-шару, Н0 - висота стовпа розплаву.
Текст
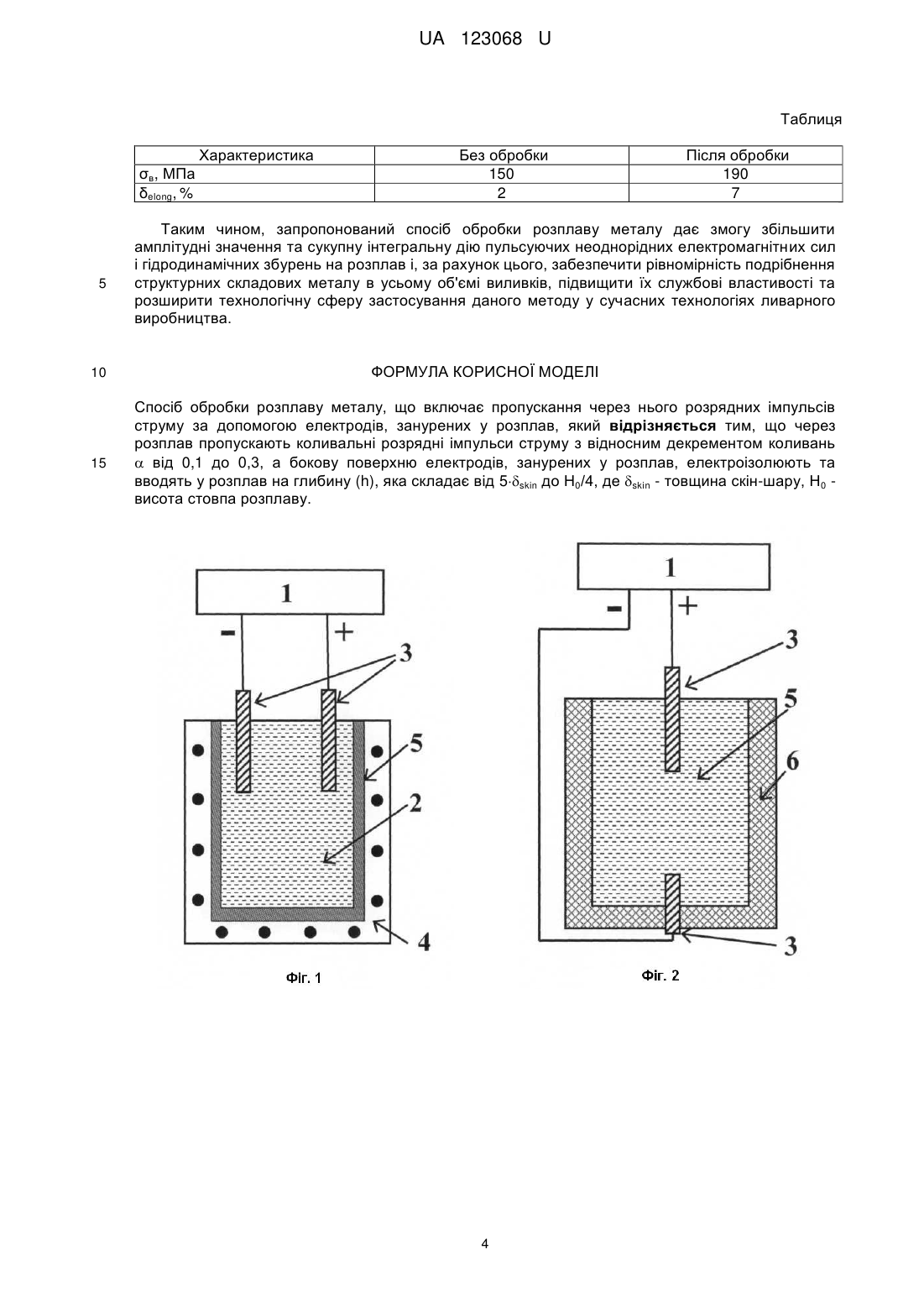
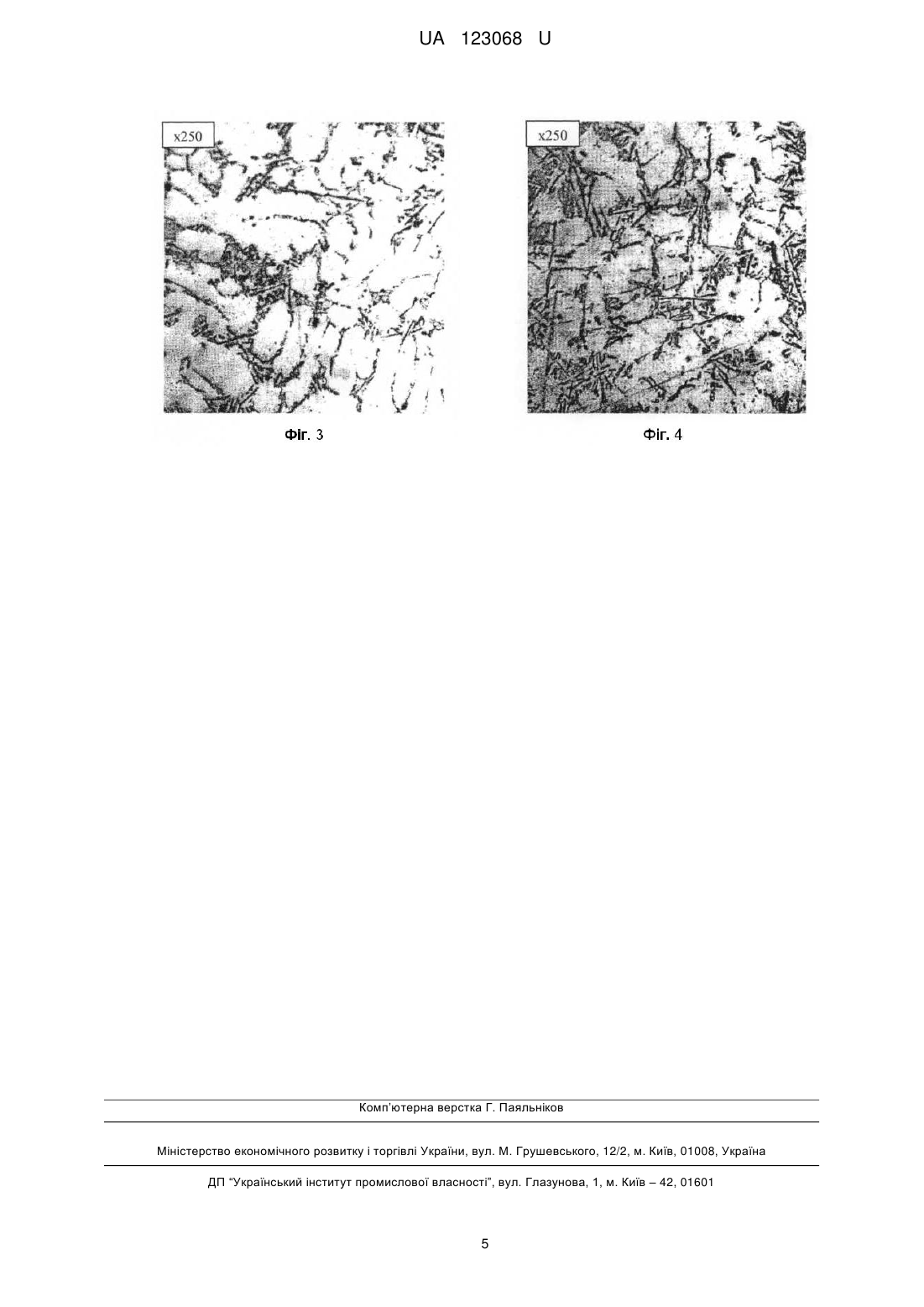
Реферат: Спосіб обробки розплаву металу включає пропускання через нього розрядних імпульсів струму за допомогою електродів, занурених у розплав. Додатково через розплав пропускають коливальні розрядні імпульси струму з відносним декрементом коливань від 0,1 до 0,3, а бокову поверхню електродів, занурених у розплав, електроізолюють та вводять у розплав на глибину (h), яка складає від 5skin до Н0/4, де skin - товщина скін-шару, Н0 - висота стовпа розплаву. UA 123068 U (54) СПОСІБ ОБРОБКИ РОЗПЛАВУ МЕТАЛУ UA 123068 U UA 123068 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, ливарного виробництва та машинобудування і може бути використана при виробництві зливків і відливок з металів і сплавів. Відомий спосіб обробки розплаву металу або сплаву [патент України № 93648, МПК (2006/01) B22D 27/08, опубл. 25.02.11, Бюл. № 4], згідно з яким розплав спочатку піддають електрогідроімпульсній обробці, а потім через розплав пропускають імпульси струму при власній частоті розрядного струму від 100 до 120 кГц та питомій енергії в імпульсі струму від 1,5 до 3,5 кДж/т. Ознакою, яка збігається з суттєвими ознаками способу, що заявляється, є пропускання через розплав розрядних імпульсів струму. Причини, які перешкоджають одержанню очікуваного технічного результату такі: спосіб не визначає такі характеристики імпульсів струму, як характер імпульсу, його довжина та амплітуда, кількість періодів, а також час обробки, що не дозволяє проводити обробку струмом при оптимальних параметрах, щоб одержати максимальну кількість зародків кристалізації у об'ємі розплаву, забезпечити необхідний рівень гомогенізації розплаву та рівномірний розподіл домішок в об'ємі виливка. Найбільш близьким за сукупністю ознак до способу, який заявляється, є спосіб обробки розплаву металу, що кристалізується [патент України № 58349, МПК (2006/01) B22D 27/08, опубл. 11.04.11, Бюл. № 7], шляхом дії на нього високовольтними розрядними імпульсами 2 струму, які пропускають густиною від 40 до 60 А/см , починаючи з моменту утворення твердої фази у розплаві металу та закінчуючи, коли частка твердої фази складає 40-100 %. Розрядні імпульси струму пропускають за допомогою електродів, занурених у розплав. Ознакою, яка збігається з суттєвими ознаками способу, що заявляється, є пропускання через розплав розрядних імпульсів струму за допомогою електродів, занурених у розплав. Причини, які перешкоджають одержанню очікуваного технічного результату: спосіб не визначає характер імпульсу струму за оптимальними його ознаками, який проходить через розплав металу, що не дозволяє генерувати більш потужний вплив на розплав, забезпечити спрямоване керування процесом такої електрострумової обробки, та, як наслідок, одержувати максимальну кількість зародків кристалізації у об'ємі розплаву, забезпечити необхідний рівень його гомогенізації та, внаслідок цього, одержати необхідний рівень однорідності структури виливка та показників якості литих виробів. В основу корисної моделі поставлена задача вдосконалення способу обробки розплаву металу шляхом визначення оптимального характеру імпульсів струму та введенням нових операцій, що дасть змогу збільшити амплітудні значення та сукупну інтегральну дію пульсуючих неоднорідних електромагнітних сил і гідродинамічних збурень на розплав і, за рахунок цього, забезпечити рівномірність подрібнення структурних складових металу в усьому об'ємі виливків, підвищити їх службові властивості. Поставлена задача вирішується тим, що в способі обробки розплаву металу шляхом пропускання через нього розрядних імпульсів струму за допомогою електродів, занурених у розплав, згідно з корисною моделлю, через розплав пропускають коливальні високовольтні розрядні імпульси струму з відносним декрементом коливань α від 0,1 до 0,3, а бокову поверхню електродів, занурених у розплав, електроізолюють і вводять у розплав на глибину (h), яка складає від 5δskin до Н0/4, де δskin - товщина скін-шару, Но - висота стовпа розплаву. Розкриваючи причинно-наслідковий зв'язок між суттєвими ознаками способу, що заявляється, і технічним результатом, необхідно відзначити таке. Ознака "через розплав пропускають коливальні розрядні імпульси струму з відносним декрементом коливань α від 0,1 до 0,3" дає змогу реалізовувати найбільш ефективну електросилову дію на оброблюваний розплав. Амплітуда імпульсного струму, який проходить через розплав у скін-шарі, густина струму та напруженість магнітного поля суттєво залежать від характеру імпульсу струму. При однакових зарядних напругах ємнісного накопичувача імпульсних струмів, якщо розрядні імпульси мають коливальний характер, амплітуда струму приблизно у 3 рази більше, ніж при аперіодичному розряді. Урахування такого параметру розряду, як декремент коливань, дасть змогу визначити: по-перше - максимальну амплітуду струму від розряду ємнісного накопичувача, а по-друге - за рахунок збільшення кількості періодів коливань, оптимальний режим генерації інтенсивних електромагнітних та гідродинамічних збурень за один імпульс. Тому регулювання амплітудночастотних характеристик імпульсних коливальних струмів, їх тривалості та частоти посилань дозволяє суттєво підвищити неоднорідність пульсуючих електросилових впливів, що порівняно з формуванням імпульсних аперіодичних струмів на 1-2 порядки збільшує інтенсивність силового впливу на всі структурні рівні розплаву. Збільшення амплітуди електросилової дії на розплав швидкозмінними електромагнітними полями, які збуджуються у об'єкті обробки при 1 UA 123068 U проходженні розрядних імпульсів струму, відбувається тому, що амплітуда силової дії 2 пропорційна квадрату амплітуди сили струму (І ). Коливальний імпульс струму, який проходить через розплав, з достатньою точністю описується виразом: 5 10 15 20 25 30 35 40 45 50 55 e sin 1 2 , 1 де α - відносний декремент коливань, α=δ/ω α; -1 δ - декремент коливань розрядного контуру, с ; -1 ω - кругова частота розрядного контуру, с ; φ - відносний час, φ=ωt. При значеннях α від 0,1 до 0,3 реалізується жорсткий коливальний режим розряду, близький до режиму короткого замикання, при якому реалізуються найбільші амплітудні значення струму в імпульсі. Таким чином, керування величиною амплітуди силової дії на розплав пропонують виконати за рахунок збільшення сили струму (І), використовуючи слабо затухаючий коливальний режим розряду, за яким амплітуда струму в імпульсі наближається по порядку значень до режиму короткого замикання, який характеризується найбільшим електричним ККД для процесів електрострумової обробки металів. Крім того, кількість періодів коливань струму також наближається до режиму короткого замикання, тобто - збільшується. Також для реалізації ефективних швидкоплинних пульсуючих гідродинамічних збурень амплітуда магнітного тиску (Рm), який виникає у наслідок дії електромагнітних сил, зростає 2 пропорційно квадрату амплітуди сили струму (І ), повинна перевищувати інтегральну дію гідростатичного тиску на стовп розплаву, що описується виразом: Pm>ρgH0, 3 де ρ - густина розплаву, кг/м ; 2 g - прискорення вільного падіння, м/с . Тому, якщо кількість періодів імпульсу розрядного струму з амплітудою, яка реалізує такий магнітний тиск, що перевищує гідростатичний тиск стовпа розплаву, буде якомога більшою, ефективна дія такого імпульсу на розплав також буде збільшуватись. Ознака "бокову поверхню електродів, занурених у розплав, електроізолюють" дає змогу локального підвищення напруженості магнітного та електричного полів, які генеруються при проходженні розрядного імпульсу струму, а це призводить до підвищення амплітуди електромагнітних сил, які діють на розплав. Відомо, що імпульсний струм, що протікає крізь металевий провідник об'ємом (V), концентрується у скін-шарі. Тому об'єм розплаву, який обробляється за один імпульс (V1), фактично дорівнює площині поверхні розплаву, яка помножена на товщину скін-шару. Електроізоляція бокової поверхні електродів, які занурюються у розплав, при будь-якому їх розташуванні, дозволяє локально підвищити у декілька разів амплітуду електромагнітного поля біля ізольованої поверхні електродів і запобігає стіканню електричного струму з бокових поверхонь. Внаслідок цього значення електромагнітної енергії (W e), яка локалізована в об'ємі (V1), підвищується, що дасть змогу підвищити магнітний тиск (PmW e/V1) і інтегральну корисну дію гідродинамічних збурень. Ознака "електроди вводять у розплав на глибину (h), яка складає від 5δskin до Н0/4, де δskin товщина скін-шару, Н0 - висота стовпа розплаву" дає змогу підвищити амплітуду гідродинамічних збурень у розплаві та визначити ефективний час обробки розплаву. Первинна дія електричного струму, електромагнітних сил і генерація гідродинамічних збурень при обробці розплаву імпульсами струму починається в об'ємі (V1), який обмежений товщиною скін-шару, з локальними високими показниками електромагнітної енергії (W e). Одним з найважливіших процесів, який там відбувається - це циркуляція, тобто зміна, розплаву обробленого за один імпульс на необроблений. Завдяки цьому визначається оптимальний час, необхідний для обробки всього об'єму розплаву. При глибині занурення електродів менш ніж 5δskin амплітуда електромагнітної енергії (W e), а відповідно електромагнітних сил і гідродинамічних збурень, не досягає своїх оптимальних значень. При зануренні електродів на глибину більш ніж Н0/4 гідродинамічні збурення та течії локалізуються поблизу торцевих поверхонь електродів, що перешкоджає зміні обробленого розплаву на необроблений, активному впливу на весь об'єм розплаву, його гомогенізації та дегазації. Суть способу пояснюється кресленнями, де на фіг. 1 та фіг. 2 наведено функціональні схеми реалізації способу, на фіг. 3 - зображено мікроструктуру сплаву АК9 без обробки, а на фіг. 4 - після обробки. Функціональні схеми для реалізації способу високовольтної обробки розплаву розрядними імпульсами струму у печі (Фіг. 1) або ливарній формі (Фіг. 2) містять генератор імпульсних i(t ) I 2 2 UA 123068 U 5 10 15 20 25 30 35 40 45 50 55 струмів (ГІС) 1, розплав 2, електроди 3, тигельну плавильну піч опору 4, тигель з розплавом 5 і ливарну форму 6. Електроди 3 розташовують в тиглі 5 та формі 6 паралельно або співвісно. При обробці поза піччю також можна використовувати проміжний ківш. Спосіб здійснюють таким чином: Метал необхідної марки виплавляють, витримують при необхідній температурі та піддають обробці високовольтними імпульсами розрядного струму за допомогою електродів 3, поверхню яких ізолюють, які вводять у розплав 2 на глибину не менше 5δskin n та не більше ніж Н0/4 через отвір тигельної плавильної печі опору 4, або через відкриту поверхню ливарної форми 6 або її стінки. Товщину скін-шару знаходять з виразу: -1/2 5δskin=1/(μrμ0fγ) , де f - власна частота імпульсу струму; γ - електропровідність розплаву; μr - абсолютна магнітна проникність; μ0 - магнітна константа. За допомогою ГІС 1 через розплав пропускають коливальні високовольтні розрядні імпульси струму з відносним декрементом коливань а від 0,1 до 0,3. Обробку проводять протягом заданого часу (tобр), який визначається за формулою (див пат. України №114908, МПК (2006.1) B22D27/02, B22D27/08, опубл. 27.03.2017, бюл. №6): V , t обр f V1 де f - частота слідування імпульсів, Гц; 3 V1 - об'єм оброблюваного розплаву за один імпульс, м ; 3 V - об'єм розплаву, м . У разі обробки поза піччю розплав виливають у проміжний ківш або ливарну форму, електроди розташовують паралельно або співвісно та оброблюють імпульсами струму протягом часу tобр з необхідною частотою слідування імпульсів f до температури, яка узгоджена з температурною кривою охолодження обраного сплаву або до температури твердіння. Така електросилова дія на розплав у кожному з наведених випадків має ряд позитивних аспектів, які приводять до формування сприятливої структури отриманих виливків. По-перше, це збільшення амплітудних значень та сукупної інтегральної дії пульсуючих неоднорідних електромагнітних сил і гідродинамічних збурень на розплав, що дозволить забезпечити рівномірність подрібнення структурних складових металу в усьому об'ємі виливків, підвищити їх службові властивості. По-друге, при обробці розплаву потужними короткими високочастотними імпульсами струму з відносним декрементом коливань від 0,1 до 0,3 відбувається ефективне енергетичне модифікування розплаву. Таке енергетичне модифікування приводить до утворення великої кількості додаткових зародків кристалізації, рівномірного розподілу домішок по об'єму розплаву, що дозволяє одержати дрібну структуру виливка, усунути зональну ліквацію (хімічну неоднорідність) елементів сплаву. По-третє, при обробці розплаву в рідко-твердому стані у об'ємі розплаву утворюються нестаціонарні гідродинамічні збурення та реалізується періодичний вплив хвилями тиску, які виникають шляхом імпульсної електросилової дії на розплав, що приводить до подрібнення дендритів та інших структурних елементів. Періодичне захоплення подрібнених імпульсами струму часток твердої фази, що утворюється в зонах біля стінок форми та її поверхні в наслідок більш низької температури у цих зонах, також приводять до формування дрібної гомогенної структури виливка. Все зазначене вище дає змогу підвищити фізико-механічні та службові властивості отриманих виливків. Приклад Сплав силуміну АК9 виплавляли при температурі 75010 °C. Після цього його було перелито у ливарну форму та піддано високовольтній обробці розрядними імпульсами струму з відносним декрементом коливань α=0,1. Імпульси підводили за допомогою електроду з ізольованою боковою поверхнею, заглибленого на 10 мм у розплав та електроду, вбудованого у дно форми. Товщина скін-шару у даному випадку складала 1 мм, а висота розплаву – Н0=100 мм. Результати випробування даного способу, застосованого для обробки у печі розплаву силуміну АК9, наведено на фіг. 3, фіг. 4 та у таблиці. Наведені фотографії свідчать про те, що в оброблюваному металі мікрозерно подрібнилось більш ніж на 35 %, має компактну та рівномірну структуру. Міцність (σв) обробленого металу підвищилась на 33 відсотка та одночасно з цим, це дуже важливо, підвищилось у 3 рази значення відносного подовження (δelong), що є дуже хорошим результатом для цього ливарного сплаву. 3 UA 123068 U Таблиця Характеристика σв, МПа δelong, % 5 10 15 Без обробки 150 2 Після обробки 190 7 Таким чином, запропонований спосіб обробки розплаву металу дає змогу збільшити амплітудні значення та сукупну інтегральну дію пульсуючих неоднорідних електромагнітних сил і гідродинамічних збурень на розплав і, за рахунок цього, забезпечити рівномірність подрібнення структурних складових металу в усьому об'ємі виливків, підвищити їх службові властивості та розширити технологічну сферу застосування даного методу у сучасних технологіях ливарного виробництва. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки розплаву металу, що включає пропускання через нього розрядних імпульсів струму за допомогою електродів, занурених у розплав, який відрізняється тим, що через розплав пропускають коливальні розрядні імпульси струму з відносним декрементом коливань від 0,1 до 0,3, а бокову поверхню електродів, занурених у розплав, електроізолюють та вводять у розплав на глибину (h), яка складає від 5skin до Н0/4, де skin - товщина скін-шару, Н0 висота стовпа розплаву. 4 UA 123068 U Комп’ютерна верстка Г. Паяльніков Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюScherba Anatolii Andriiovych, Ivanov Artem Volodymyrovych, Tsurkin Volodymyr Mykolaiovych, Cherepovskyi Serhii Serhiyovych
Автори російськоюЩерба Анатолий Андреевич, Иванов Артем Владимирович, Цуркин Владимир Николаевич, Череповский Сергей Сергеевич
МПК / Мітки
МПК: B22D 27/02
Мітки: металу, розплаву, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/7-123068-sposib-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки розплаву металу</a>
Спосіб обробки розплаву металу
Номер патенту: 107535
Опубліковано: 10.06.2016
Автори: Череповський Сергій Сергійович, Іванов Артем Володимирович, Цуркін Володимир Миколайович
МПК: B22D 27/08, B22D 27/02
Мітки: металу, обробки, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає осьову дію на розплав імпульсними магнітними полями із заданими параметрами, який відрізняється тим, що дію імпульсними магнітними полями здійснюють з періодом власних коливань імпульсів магнітного поля від 10 до 20 мкс протягом часу обробки, який визначають із співвідношення:де
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Цуркін Володимир Миколайович, Гумененко Миколай Климович, Грабовий Валерій Михайлович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: обробки, спосіб, металу, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки розплаву металу
Номер патенту: 40038
Опубліковано: 16.07.2001
Автори: Боева Антоніна Анатольівна, Риндін Микола Георгіевич, Арнаутов Олександр Савельович, Грабовий Валерій Михайлович, Тимошенко Георгій Павлович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: розплаву, металу, спосіб, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву, за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилевідним стержнем при модулюванні параметрів дії, який відрізняється тим, що електрогідроімпульсну дію на розплав здійснюють числом імпульсів від 330 до 500.
Спосіб обробки розплаву металу
Номер патенту: 114760
Опубліковано: 25.07.2017
Автори: Череповський Сергій Сергійович, Іванов Артем Володимирович, Цуркін Володимир Миколайович
МПК: B22D 11/115, B22D 11/10, B22D 27/08, B22D 27/02
Мітки: розплаву, металу, обробки, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає осьову дію на розплав імпульсними магнітними полями з заданими параметрами, який відрізняється тим, що дію імпульсними магнітними полями здійснюють з періодом власних коливань імпульсів магнітного поля від 10 до 20 мкс протягом часу обробки, який визначають зі співвідношення:,де
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: обробки, розплаву, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Попередній патент: Портативний сонячний зарядний пристрій
Наступний патент: Пристрій для дистанційного приведеня в дію ручних осколочних гранат та їх підривників
Випадковий патент: Захисна маска зварювальника