Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Князьков Анатолій Федорович, Сараєв Юрій Миколаєвич, Тімошенко Анатолій Кірілович, Заруба Ігор Іванович
Формула / Реферат
Формула изобретения
1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель выключают из сварочной цепи в момент начала короткого замыкания и вновь включают в момент окончания кратковременного снижения тока к моменту разрыва перемычки.
2. Способ по п.1, отличающийся тем, что в момент начала короткого замыкания в сварочную цепь включают секционированный резистор и отключают его в момент начала кратковременного снижения тока к моменту разрыва перемычки.
3. Устройство для дуговой сварки с короткими замыканиями дугового промежутка, содержащее источник постоянного тока, силовой тиристор, коммутирующий и сглаживающий дроссели, включенные последовательно в сварочную цепь, коммутирующий конденсатор, который через первый блокирующий диод и зарядный дроссель подключен параллельно фильтрующему конденсатору, а через вспомогательный тиристор - параллельно коммутирующему дросселю, первым секционированный резистор, подключенный параллельно-последовательно соединенным силовому тиристору и коммутирующему дросселю, первый шунтирующий диод и импульсный фильтр, образованный последовательно соединенными дополнительными тиристорами и фильтрующим конденсатором, а также схему управления, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, в устройство дополнительно введены второй блокирующий диод, второй шунтирующий диод, а также последовательно соединенные тиристор и второй секционированный резистор, которые через сглаживающий дроссель подключены параллельно силовому тиристору, причем анод тиристора через второй блокирующий диод подключен к плюсу источника постоянного тока, а второй секционированный резистор зашунтирован в обратном направлении полупроводниковым диодом.
Текст
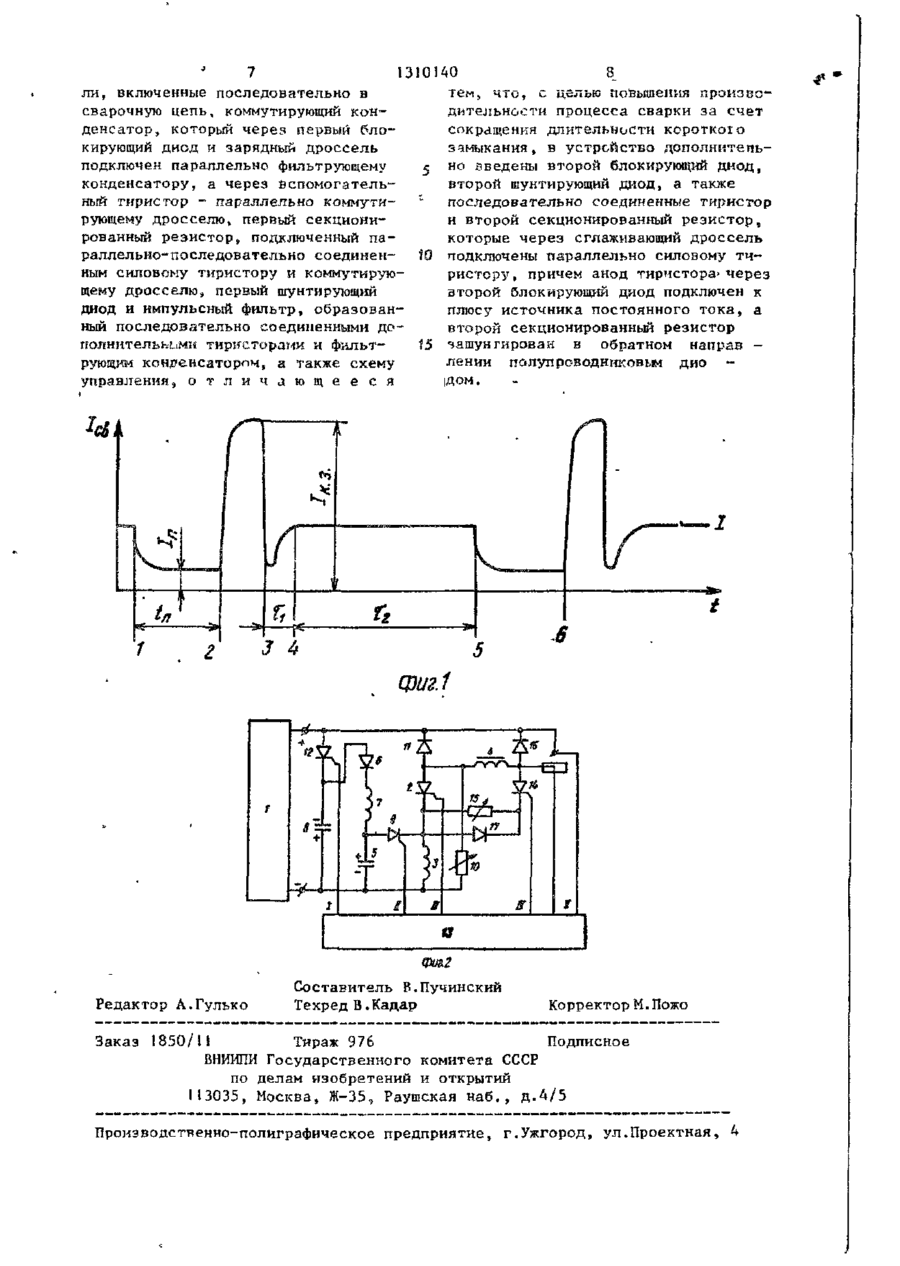
Изобретение относится к области технологических процессов, в частности к сварке в среде активных газов с короткими замыканиями дугового промежутка. Изобретение позволяет повысить производительность труда за счет сокращения длительности короткого замыкания. Сущность изобретения заключается в том, что дуговую сварку плавящимся электродом ведут с помощью источника питания, содержащего сглаживающий дроссель. Перед коротким замыканием производят кратковременное снижение тока. В момент начала короткого замыкания сглаживающий дроссель выключают из сварочной цепи за счет шунтирования сглаживающего дросселя активным сопротивлением секционированного резистора. К моменту разрыва перемычки жидкого металла вновь снижают сварочный ток. В тот же момент включают в сварочную цепь сглаживающий дроссель, а секционированный резистор, соответственно, отключают 2 с.п. и з.п. ф-лы, 2 ил. 1 13 40 2 Изобретение относится к технолоно силовому тиристору 2, второй блогическим процессам, в частности к кирующий диод 16, анод которого сварке в среде активных газов с косоединен с анодом іиристора 14, а роткими замыканиями дугового промекатод с плюсом источника постоянного жутка. тока 1, и второй шунтирующий диод Целью изобретения является повы17, подключенный параллельно второму шение производительности процесса секционированному, резистору 15 в сварки за счет сокращения длительобратном направлении протекания тока ности короткогр замыкания. короткого замыкания. На фиг.1 представлена циклограмма 10 На фиг.1 и 2 приняты следующие изменения сварочного тока; на фиг.2обозначения: выход I и I схемы упI принципиальная электрическая схема равления - по данным выходным канасиловой части устройства. лам осуществляется выключение сварочного тока и тока короткого замы- * Способ дуговой сварки с короткими кания; выход II схемы управления I замыканиями дугового промежутка запо данному выходному каналу произвоключается в том, что его реализуют дится включение сварочного тока посот источника постоянного тока, соле окончания кратковременного снидержащего сглаживающий дроссель, при жения тока к моменту разрыва переэтом производят кратковременное снижение тока перед коротким замыканием 20 мычки; выход ІУ схемы управления по данному выходному каналу произи к моменту разрыва перемычки, приводится включение цепи протекания чем сглаживающий дроссель выключают тока на интервале короткого замыкаиз сварочной' цепи в момент начала ния , минул сглаживающий дроссель; короткого замыкания и вновь включают в момент окончания кратковременного 25 выход У схемы управления - по данному входу осуществляется ее подснижения тока к моменту разрыва пеключение к дуговому промежуткуі ремычки, а также в момент начала короткого замыкания в сварочную цепь Т, - длительность паузы в протевключают секционированный резистор и кании сварочного тока к моотключают его в момент начала кратменту разрыва перемычки; ковременного снижения тока к моменту ^г ~ длительность дозирования разрыва перемычки. энергии плавления электрода; t - длительность паузы перед Устройство для электродуговой коротким замыканием; сварки с короткими замыканиями дуготок сварки; 1СВ вого промежутка (фиг.2) содержит ис1„ - ток паузы; точник постоянного тока 1 , силовой 1 к Э - ток короткого замыкания. тиристор 2, комчутирующий 3 и сглаП р и м е р . Выполняют автоматиживающий 4 дроссели, включенные поческую сварку неповоротного стыка следовательно в сварочную цепь, комтрубопровода 0 1400 мм н среде углемутирующий конденсатор 5, который кислого газа методом сверху-вниз прочерез первый блокирующий диод & и волокой марки Св-О8Г2С диаметром зарядный дроссель 7 подключен парал1,0 мм. Скорость подачи электродной лельно фильтрующему конденсатору 8, проволоки составляет 360 м/ч, сваа через вспомогательный тиристор 9 45 рочный ток 160-165 А, напряжение на параллельно коммутирующему дросселю дуге 21-22 В, скорость сварки 20 м/ч, 3, первый секционированный резистор амплитуда поперечных колебаний элек10, подключенный параллельно послетрода 8 мм. Питание дуги осуществлядовательно соединенным силовому тиют со сварочного выпрямителя ВС-300, ристору 2 и коммутирующему дросселю 50 3, первый шунтирующий диод 11 и имПри горении дуги электрод интенпульсный фильтр, образованный послесивно оплавляется, при этом образуюдовательно соединенными дополнительщаяся капля жидкого металла смещаетным тиристором J2 и фильтрующим конся на боковую поверхность электрода денсатором 8, схему управления 13, под действием сил реактивного дав55 последовательно соединенные тирисления паров испаряющегося металла. тор 14 и второй секционированный реПосле истечения (8-10)10~ с момента зистор 15, которые через сглаживаювозбуждения дуги сварочный ток снищий дроссель 4 подключены параллельжает до 20-40 А, что значительно З ІЗІОІ 40 4 снижает силы реактивного давления и нерасплавленной частью электрода паров испаряющегося металла, о і і ееU L = b-й В) сварочный ток резко сниняющих каплю электродного металла жают до величины 20-40 А на длительна боковую поверхность электрода, и ность (200-400)10" с (указанная давление дуги на сварочную ванну. с длительность обозначена на фиг.] чеСоздание таких условии приводит к рез £( ). По истечении длительности значительному сокращению дугового Т, сварочный ток вновь увеличивают. промежутка за счет движения капли, При этом в цепь протекания тока стремящейся занять соосное располовключают сглаживающий дроссель, нажение с электродом вследствие непре- W личие которого повышает эластичность рывной подачи электрода и движения дуги и устойчивость ее горения на металла сварочной ванны, стремящегоинтервале плавления электрода *t7 и ся заполнить кратер под электродом. снижения тока перед коротким замыкаВследствие перечисленных взаимонанием t n (фиг.1). правпенных движений в первый момент (5 В случае ведения процесса сварки короткого замыкания между каплей и на значительных плотностях тока сварочной ванной образуется устойчи(при средних сварочных режимах свывая перемычка, достигающая размеров ше 230-250 А ) , которые требуют содиаметра капли в начале короткого ответствующего повышения напряжения замыкания. При этом по началу корот- 20 холостого хода источника питания, кого замыкания сглаживающий дроссель в целях исключения перегрузок по выключают из сварочной цепи. Это предельно допустимому значению тока приводит к значительному увеличению через полупроводниковые элементы скорости нарастения тока короткого устройства в сварочную цепь в момент замыкания, который с небольшой по25 начала короткого замыкания включают стоянной времени, обусловленной сумсекционированный резистор величиной марным активно-индуктивным сопротив0,03-0,05 Ом и выключают его в молением сварочной цепи, возрастает мент начала кратковременного снижеот минимального значения тока паузы ния тока к моменту разрыва перемычдо пикового, определяемого соотноше- 30 ки. При этом также обеспечивается высокая скорость нарастания тока нием напряжения холостого хода источкороткого замыкания, сокращение длиника и суммарного омического сопротельности короткого замыкания и потивления сварочной цепи. Резкое увевышение производительности процесса. личение тока короткого замыкания приводит к увеличению электродинами- 3 j < Устройство для реализации предческой силы, направленной от электролагаемого способа работает следуюда к сварочной ванне и стремящейся щим образом. ускорить переход электродного металВ процессе сварки, по началу кола в сварочную ванну за счет дейст* вия сил пинч-эффекта по линии рас40 роткого замыкания, схема управ ления 13 вырабатывает управляю плавления электрода. Это приводит к щее воздействие которое через I V сокращению длительности короткого выходной канал поступает на открытие замыкания с (4-5)10- с (средняя длитиристора 14. При этом в сварочной тельность короткого замыкания при наличии в цепи протекания тока сгла- 45 цепи протекает ток короткого замыкания по цепи £+)1 электрод- изделие живающего дросселя) до (1,5-2)10" с. -14-15-3 -(-)1 (интервал 2-3, Сокращение длительности короткого фиг.1). замыкания позволяет при незначительВ момент разрыва перемычки, при ном напряжении холостого хода увеличить подачу электродной проволоки 50 достижении ею критических размеров (фаза 3, фиг.1), схема управления 13 до 420 м/ч. Среднее значение сварочвырабатывает управляющее воздейстного тока возрастает при этом до вие, которое через 1 и 1 выходные 1 175-180 А, что приводит к увеличению каналы поступает на тиристоры 9 и J2. производительности процесса сварки на 15-17% при высокой стабильности 55 В исходном состоянии конденсаторы 5 и 8 были заряжены с полярностью, процесса. указанной на фиг.2. Поэтому при отПри достижении критических размекрытии тиристоров 9 и 12 в первый ров перемычки между сварочной ванной момент по цепи верхняя обкладка 5 310 40 6 9-17-1 A"16-12-8 - нижняя обкладка 5 По сравнению с базовым объектомпротекает Оирзтпын ток, котгїрьін припр ото типом использование п рєдла гз с водит к выключению тиристора 14, и мого способа сварки и устройства далее происходит перезаряд конденсадля его реализации позволяют повытора 5 по цепи верхняя обкладка 5сить производительность процесса 9-3 - нижняя обкладка, а конденсатосварки при неизменном напряжении хора 8 по цепи (+) 1—12—S—{—)1. Полярлостого хода за счет увеличения сконость на конденсаторах 5 и 8 в конце рости подачи электродной проволоки, перезаряда устанавливается противопоскольку сокращение длительности положной, указанной на фиг.2. После t короткого замыкания приводит к уменьo окончания перезаряда конденсаторов шению длительности всего микроцикла 5 и 8 тиристоры 9 и 12 переходят в плавления и переноса электродного непроводящее состояние. С этого мометалла. мента происходит восстановление поСнижаются требования к квалификалярности, указанной на фиг.2, на ции сварщика при работе на полуавтоконденсаторах 5 и 8 по цепи нижняя матах, так как повышается устойчиобкладка 5-8-6-7 - верхняя обкладка вость процесса сварки вследствие 5. С момента выключения тиристора снижения длительности короткого за14 сварочный ток ограничивается на мыкания. Кроме того, повышается проуровне тока паузы, определяемого 20 изводительность сварочно-монтажных величиной активного сопротивления работ за счет использования больших резистора 10. Ток на данном интервадиаметров электродной проволоки, ле (3-4, фиг.1) протекает по цепи так как создание условий для ускорен(+)1 - электрод - изделие -10-(-)1. ного развития контакта между каплей 25 и сварочной ванной позволяет переПосле окончания длительности носить капли большего размера. паузы'?, (фиг. 1 ) схема управления 13 вырабатывает управляющее воздействие, которое через Ш выходной канал Ф о р м у л а и з о б р е т е н и я обеспечивает открытие силового тиристора 2. С этого момента сварочный 1. Способ дуговой сварки с коротток протекает по цепи (+)] - дуга кими замыканиями д'угового промежут-Л- - 2 - 3-(-)1 (интервал 4-5, фиг.1) ка, осуществляемый от источника поНа указанном интервале сварочный ток стоянного тока, содержащего сглажипротекает через сглаживающий дросвающий дроссель, при котором произсель, что обеспечивает высокую устой - 35 водят кратковременное снижение тока живость процесса сварки и хорошую перед коротким замыканием и к моменэластичность сварочной дуги. ту разрыва перемычки^ о т л и ч а ю щ и й с я тем, что, с целью повышеПосле окончания длительности ния производительности процесса свардозирования электрода на интервале 40 ки за счет сокращения длительности ^.(фаза 5, фиг.1) схема управления короткого замыкания, сглаживающий ". ..срабатывает управляющее воздейдроссель выключают из сварочной цествие , которое по ' и I выходным каI пи в момент начала короткого замыканалам o ? - ііе-,иі)зєт включение тирисf"! ния и вновь включают в момент оконторов 12 г 9 и соответствующее выі 45 чания кратковременного снижения тока ключение силового тиристора 2. Прок моменту разрыва перемычки. цессы, протекающие при этом, проте2. Способ по п.1, о т л и ч а гокают аналогично описанным. С момента щ и й с я тем, что в момент начала выключения силового тиристора 2 в короткого замыкания в сварочную цепь сварочной цепи протекает ток паузы 50 включают секционированный резистор (интервал 5-6, сЬнг.1). На данном ини отключают его в момент начала краттервале скорость плавления электрода ковременного снижения тока к моменту резко падает и вследствие непрерывразрыва перемычки. ной подачи электрода движения капли расплавленного металла, стремящейся 3. Устройство для дуговой сварки 55 занять соссное с электродом положес короткими замыканиями дугового ние, и встречного движения металла промежутка, содержащее источник посварочной ванны происходит принудистоянного тока, силовой тиристор, тельное короткое замыкание. коммутирующий и сглаживающий дроссе 7 1310140 ли, включенные последовательно в те іем, что, с целью повышения произвосварочную цепь, коммутирующий кондительности процесса сварки за счет денсатор, который через первый блосокращения длительности короткого кирующий диод и зарядный дроссель замыкания, в устройство дополнитепьподключен параллельно фильтрующему с но введены второй блокирующий диод, конденсатору, а через вспомогательвторой шунтирующий диод, а также ный тиристор - параллельно коммутипоследовательно соединенные тиристор рующему дросселю, первый секционии второй секционированный резистор, рованный резистор, подключенный пакоторые через сглаживающий дроссель раллельно-последовательно соединенШ подключены параллельно силовому тчным силовому тиристору и коммутируюристору, причем анод тиристора-через щему дросселю» первый шунтирующий второй блокирующий диод подключен к диод и импульсный фильтр, образованплюсу источника постоянного тока, а ный последовательно соединенными довторой секционированный резистор полнителъиими тиристорами и фильтЇ5 чашунгирован в обратном направ рующим конденсатором, а также схему лении полупроводниковым дио управления, о т л и ч а ю щ е е с я |ДОМ. Фш.2 Редактор А.Гулько Составитель В.Пучинский Техред В.Кадар Корректор М.Пожо Заказ 1850/11 Тираж 976 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.А/5 Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюZaruba Ihor Ivanovych
Автори російськоюЗаруба Игорь Иванович
МПК / Мітки
Мітки: проміжку, короткими, пристрій, дугового, здійснення, замиканнями, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/6-27165-sposib-dugovogo-zvaryuvannya-z-korotkimi-zamikannyami-dugovogo-promizhku-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення</a>
Спосіб дугового зварювання
Номер патенту: 14136
Опубліковано: 25.04.1997
Автори: Потап'євський Аркадій Григорович, Глущенко Анатолій Димитрович, Дудко Данило Андрійович, Худяков Вячеслав Іванович
МПК: B23K 9/173
Мітки: спосіб, дугового, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором начало процесса осуществляют путем короткого замыкания электрода, а окончание при снижении скорости подачи электрода, при этом начало и окончание процесса выполняют на напряжениях более низких, чем напряжение сварки, отличающийся тем, что, с целью повышения качества формирования шва в начале и конце процесса его выполнения, уменьшения разбрызгивания, повышения производительности,...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Горбенко Микола Володимирович, Дудко Данило Андрійович, Кістерська Світлана Михайлівна, Зацерковний Сергій Анатолійович
МПК: B23K 9/10
Мітки: зварювання, дротом, автономний, електродним, дугового, тонким, механізованого, пристрій
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Пристрій для дугового зварювання
Номер патенту: 3757
Опубліковано: 27.12.1994
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Формула / Реферат:
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Махлін Наум Мордухович, Гавва Віктор Маркович, Зацерковний Сергій Анатолійович, Федотенков В'ячеслав Георгійович
МПК: B23K 9/00
Мітки: плавким, електродом, випрямляч, зварювання, дугового
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Пристрій для дугового зварювання
Номер патенту: 14137
Опубліковано: 25.04.1997
Автори: Глущенко Анатолій Димитрович, Дудко Данило Андріьович, Потап'євський Аркадій Григорович, Худяков Вячеслав Іванович
МПК: B23K 9/095
Мітки: дугового, пристрій, зварювання
Формула / Реферат:
1. Устройство для дуговой сварки плавящимся электродом, содержащее механизм подачи электродной проволоки с блоком реле. источник питания дуги, блок дистанционного изменения напряжения источника питания, включающий пусковое и исполнительное реле, а также промежуточное реле, подключенное к блоку реле механизма подачи электродной проволоки, отличающееся тем, что, с целью повышения качества начального и конечного участков сварного соединения,...
Попередній патент: Пристрій для орієнтування транспортного засобу, який підлягає розвантаженню
Наступний патент: Спосіб розведення дубового шовкопряду
Випадковий патент: Компресор з рідинним поршнем