Спосіб з’єднання вузлів рейкових транспортних засобів склеюванням(варіанти)
Формула / Реферат
1. Спосіб з'єднання вузлів рейкових транспортних засобів склеюванням, при здійсненні якого заздалегідь підготовлена перша деталь сполучається з припасованою за формою другою деталлю за допомогою клеїв з різними реакційними характеристиками до досягнення міцності, що дозволяє проводити маніпуляції, що відрізняється тим, що
- перша деталь (секція бокової стінки 2 з листового металу) звичайним чином встановлюється в положення з'єднання і фіксується в формі готовності до проведення подальших робіт,
- на вибрані і обмежені в площині перші поверхні з'єднання (2.1 і/або 3.1) першої деталі (секція бокової стінки 2 з листового металу) і/або другої деталі (профільна секція 3) наносять перший клейовий шар 4, що має властивість швидкого схоплювання і зберігання певної товщини шва при з'єднанні,
- на вибрані і обмежені в площині другі поверхні з'єднання (2.2 і/або 3.2) першої деталі (секція бокової стінки 2 з листового металу) і/або другої деталі (профільна секція 3) наносять в певній кількості такий, що тужавіє протягом тривалого часу, і такий, що при з'єднанні повільно розтікається, але має текучість і не утруднює використання, другий шар клею 5;
- обидві деталі (секція бокової стінки 2 з листового металу, профільна секція 3), що з'єднуються, позиціонуються в потрібному просторовому положенні одна відносно одної, наближаються одна до одної і з'єднуються на вибраних ділянках перших поверхонь (2.1/3.1), що з'єднуються, під впливом тиснення при з'єднанні, причому перший шар клею (4) з'єднує першу деталь (секцію бокової стінки 2 з листового металу) з другою деталлю (профільною секцією 3) на ділянках перших поверхонь з'єднання (2.1/3.1), з утворенням заздалегідь заданого проміжку в з'єднанні, заданого завдяки певній товщині першого шару клею (4) в з'єднанні, з такою першою міцністю з'єднання, що після процесу з'єднання можливі витягання і переміщення з'єднаного вузла (секції бокової стінки 1) без зміни форми і положення деталей одна відносно одної, і другий шар клею (5), у якого кількість, а також текучість і здатність змочування такі, що нанесений перший шар клею (4) може контактувати з іншою деталлю (профільною секцією 3 або секцією бокової стінки 2 з листового металу) на ділянках перших поверхонь з'єднання (3.1 або 2.1), заповнює проміжок в з'єднанні, що залишається на ділянках других поверхонь з'єднання (2.2/3.2) між першою і другою деталями (секцією бічної стінки 2 з листового металу, профільною секцією 3) і
- на закінчення вузол (секція 1 бічної стінки) залишається в своєму положенні з'єднання або встановлюється в положення вистоювання або ж зазнає подальшої обробки, під час якої досягається друга міцність з'єднання в результаті тужавіння другого клейового шару 5.
2. Спосіб з'єднання вузлів рейкових транспортних засобів склеюванням, при здійсненні якого заздалегідь підготовлена перша деталь з'єднується з припасованою за формою другою деталлю за допомогою клеїв з різними реакційними характеристиками до досягнення міцності, що дозволяє проводити маніпуляції, що відрізняється тим, що
- перша деталь (секція бокової стінки 2 з листового металу) звичайним чином встановлюється в положення з'єднання і фіксується в формі готовності до проведення подальших робіт,
- на вибрані і обмежені в площині перші поверхні з'єднання (2.1 і/або 3.1) першої деталі (секція бокової стінки 2 з листового металу) і/або другої деталі (профільна секція 3) наносять перший клейовий шар 4, що має властивість швидкого схоплювання і збереження певної товщини шва при з'єднанні,
- обидві деталі (секція бокової стінки 2 з листового металу, профільна секція 3), що з'єднуються, позиціонуються в потрібному просторовому положенні одна відносно одної, наближаються одна до одної і з'єднуються на вибраних ділянках перших поверхонь (2.1/3.1), що з'єднуються, під впливом тиснення при з'єднанні, причому перший шар клею (4) з'єднує першу деталь (секцію бічної стінки 2 з листового металу) з другою деталлю (профільною секцією 3) на ділянках перших поверхонь з'єднання (2.1/3.1), з утворенням проміжку в з'єднанні, заздалегідь заданого завдяки певній товщині першого шару клею (4) в з'єднанні, з такою першою міцністю з'єднання, що можливі відбір і переміщення з'єднаного вузла (секція бокової стінки 1) без зміни форми і положення деталей одна відносно одної,
- на ділянки вибраних других поверхонь з'єднання 2.2/3.2 в зазор, що залишився між першою і другою деталями (секція бокової стінки 2 з листового металу, профільна секція 3), наносять другий клейовий шар 5 в певній кількості і з певною текучістю і здатністю змочування,
- і на закінчення вузол (секція бокової стінки 1) залишається в своєму положенні з'єднання або встановлюється в положення вистоювання або ж зазнає подальшої обробки, під час якої досягається друга міцність з'єднання в результаті стужавіння другого клейового шару 5.
3. Спосіб за п. 1 або 2, що відрізняється тим, що передбачені перші поверхні з'єднання 2.1/3.1 вибирають таким чином, що принаймні одна частина передбачених других поверхонь з'єднання 2.2/3.2 обмежується частинами першого клейового шару 4 і запобігає небажаному змочуванню додаткових поверхонь деталей клеєм другого клейового шару 5.
4. Спосіб за одним з пп. 1-3, що відрізняється тим, що для першого клейового шару використовують контактний клей.
5. Спосіб за одним з пп. 1-4, що відрізняється тим, що для першого клейового шару 4 застосовують клейовий елемент, що зберігає власну форму.
6. Спосіб за одним з пп. 1-5, що відрізняється тим, що для другого клейового шару 5 використовують реактивний клей.
7. Спосіб за одним з пп. 1-6, що відрізняється тим, що для першого клейового шару 4 використовують клей, який, в порівнянні з клеєм для другого клейового шару 5, після його остаточного стужавіння виявляє однакову або більш високу еластичність.
8. Спосіб по п. 7, що відрізняється тим, що в з'єднанні перші і другі поверхні, що з'єднуються, 2.1/3.1, 2.2/3.2 розташовують навперемінки поруч одну з одною таким чином, що з'єднання набуває підвищену надійність проти руйнування.
9. Спосіб за одним з пп. 1-8, що відрізняється тим, що за рахунок товщини, що змінюється, одного або обох клейових шарів 4, 5 компенсуються відмінності в формі і розмірах між деталями, що підлягають з'єднанню (секція бокової стінки 2 з листового металу, профільна секція 3).
10. Спосіб за одним з пп. 1-9, що відрізняється тим, що на ділянці других поверхонь 2.2/3.2 , що з'єднуються, наносять по площині принаймні два клеї з різною в'язкістю і/або з різними характеристиками в стужавленому стані поруч один з одним як другий клейовий шар 5.
Текст
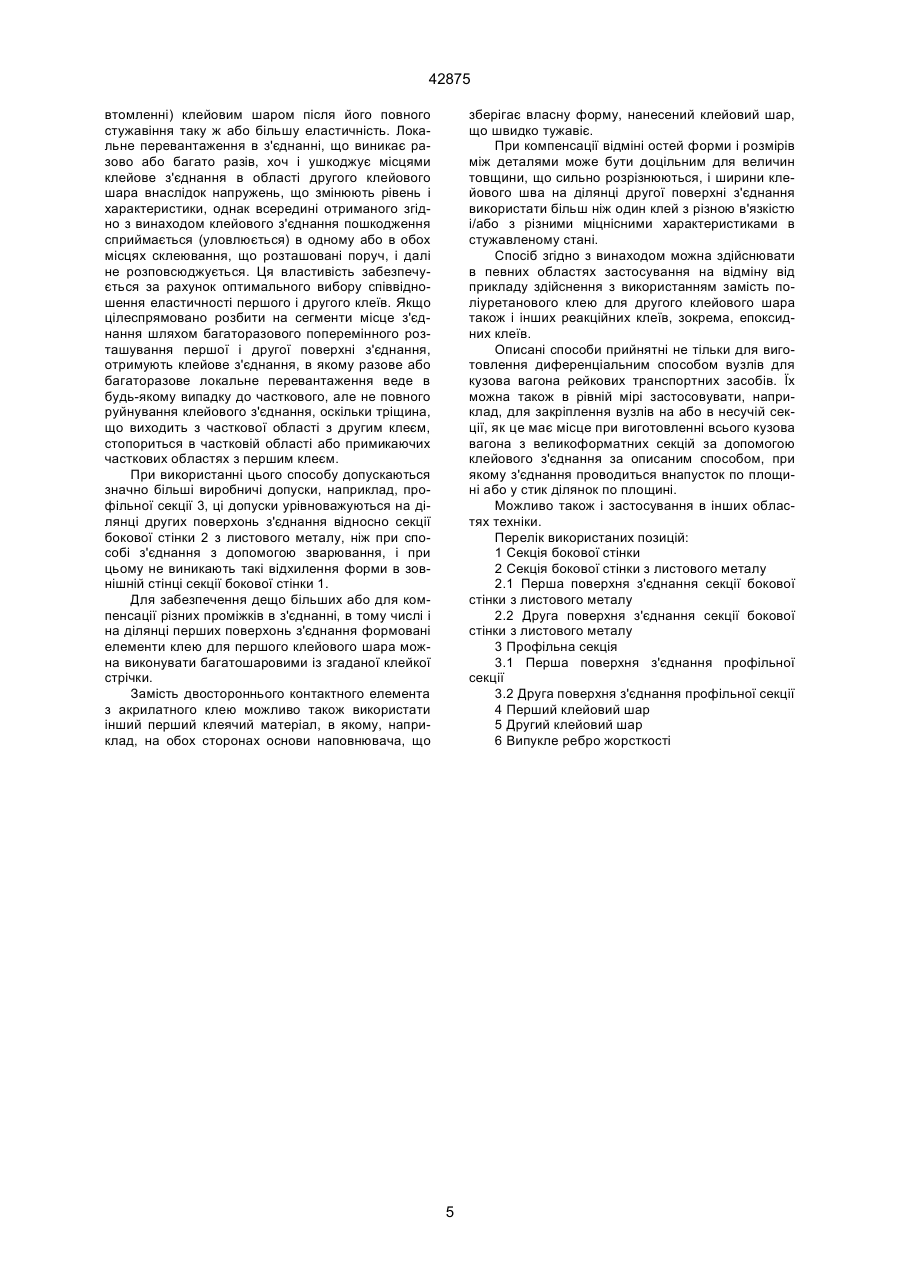
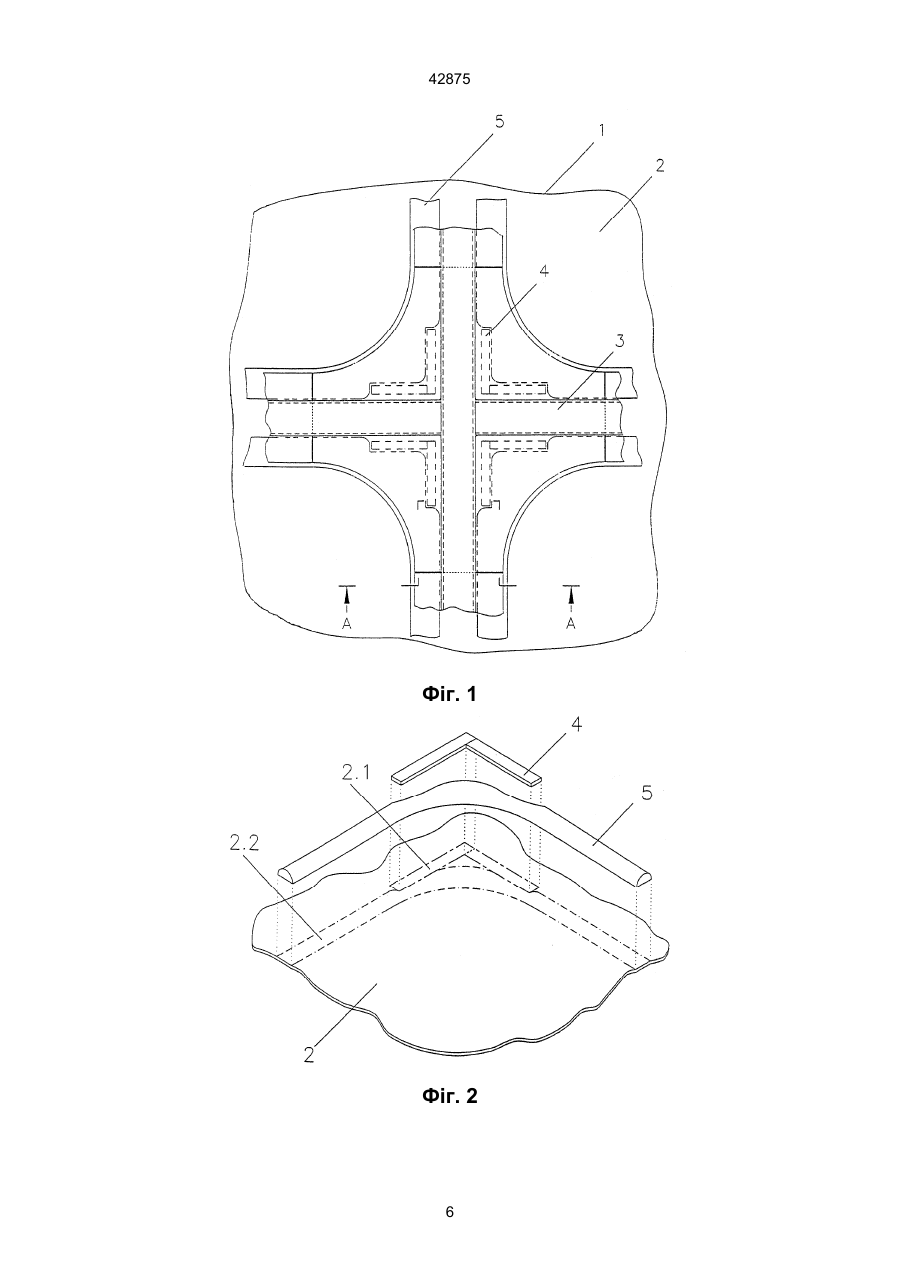
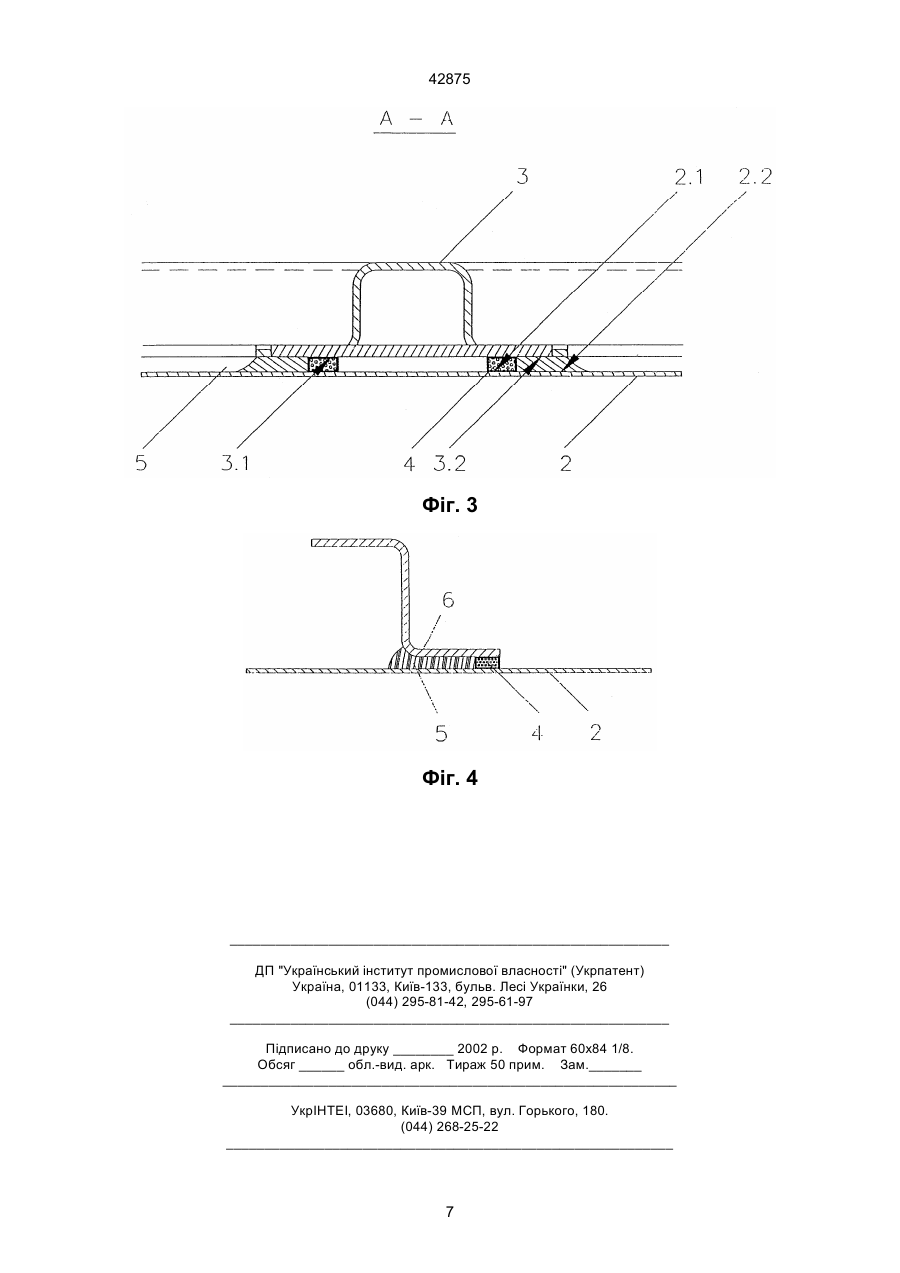
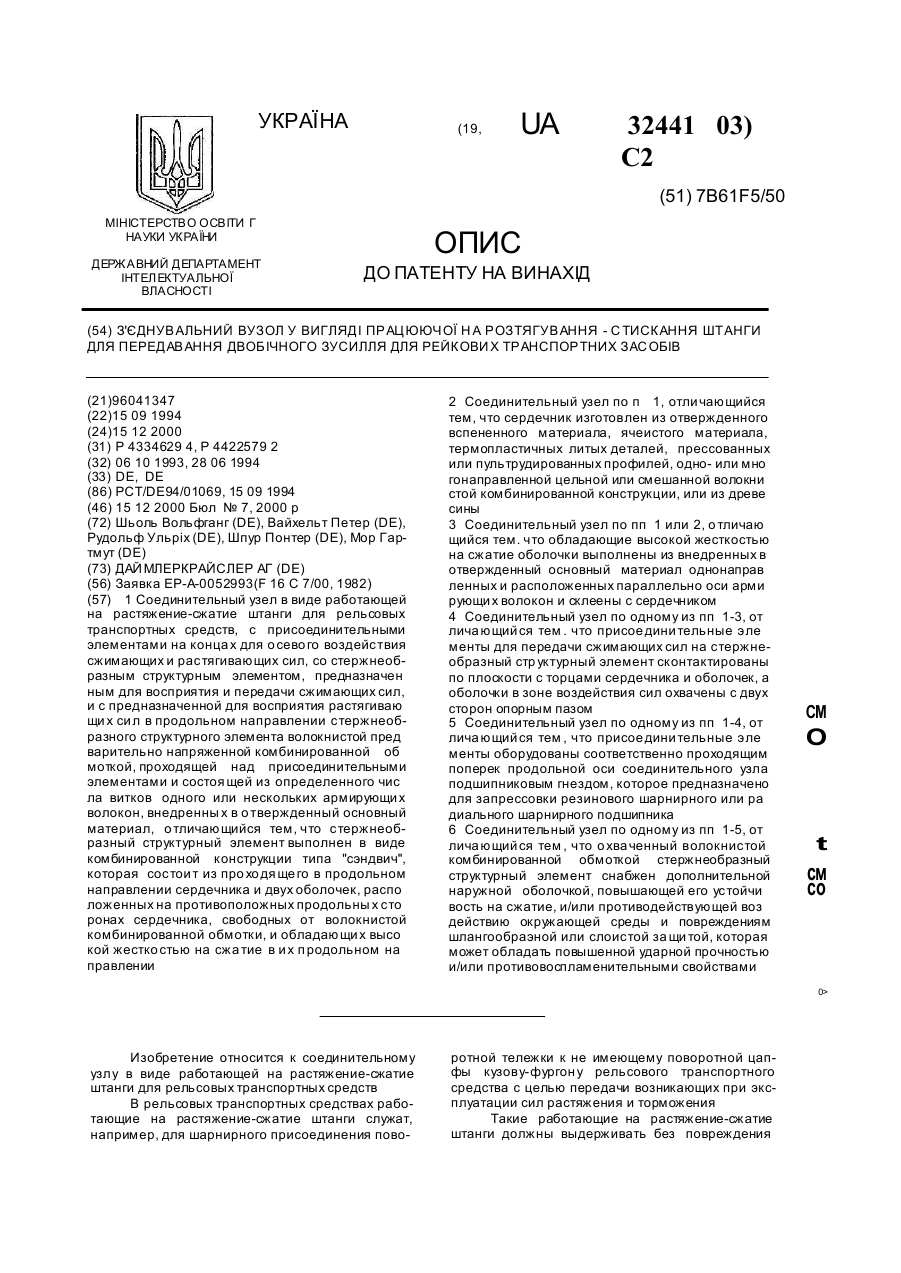
1. Спосіб з'єднання вузлів рейкових транспортних засобів склеюванням, при здійсненні якого заздалегідь підготовлена перша деталь сполучається з припасованою за формою другою деталлю за допомогою клеїв з різними реакційними характеристиками до досягнення міцності, що дозволяє проводити маніпуляції, що відрізняється тим, що - перша деталь (секція бокової стінки 2 з листового металу) звичайним чином встановлюється в положення з'єднання і фіксується в формі готовності до проведення подальших робіт, - на вибрані і обмежені в площині перші поверхні з'єднання (2.1 і/або 3.1) першої деталі (секція бокової стінки 2 з листового металу) і/або другої деталі (профільна секція 3) наносять перший клейовий шар 4, що має властивість швидкого схоплювання і зберігання певної товщини шва при з'єднанні, - на вибрані і обмежені в площині другі поверхні з'єднання (2.2 і/або 3.2) першої деталі (секція бокової стінки 2 з листового металу) і/або другої деталі (профільна секція 3) наносять в певній кількості такий, що тужавіє протягом тривалого часу, і такий, що при з'єднанні повільно розтікається, але має текучість і не утруднює використання, другий шар клею 5, - обидві деталі (секція бокової стінки 2 з листового металу, профільна секція 3), що з'єднуються, позиціонуються в потрібному просторовому положенні одна відносно одної, наближаються одна до одної і з'єднуються на вибраних ділянках перших поверхонь (2.1/3.1), що з'єднуються, під впливом тиснення при з'єднанні, причому перший шар клею (4) з'єднує першу деталь (секцію бокової стінки 2 з листового металу) з другою деталлю (профільною секцією 3) на ділянках перших поверхонь з'єднання (2.1/3.1), з утворенням заздалегідь заданого проміжку в з'єднанні, заданого завдяки певній товщині першого шару клею (4) в з'єднанні, з такою першою міцністю з'єднання, що після процесу з'єднання можливі C2 (54) СПОСІБ З'ЄДНАННЯ ВУЗЛІВ РЕЙКОВИХ ТРАНСПОРТНИХ ЗАСОБІВ СКЛЕЮВАННЯМ (ВАРІАНТИ) 42875 з'єднанні, з такою першою міцністю з'єднання, що можливі відбір і переміщення з'єднаного вузла (секція бокової стінки 1) без зміни форми і положення деталей одна відносно одної, - на ділянки вибраних других поверхонь з'єднання 2.2/3.2 в зазор, що залишився між першою і другою деталями (секція бокової стінки 2 з листового металу, профільна секція 3), наносять другий клейовий шар 5 в певній кількості і з певною текучістю і здатністю змочування, - і на закінчення вузол (секція бокової стінки 1) залишається в своєму положенні з'єднання або встановлюється в положення вистоювання або ж зазнає подальшої обробки, під час якої досягається друга міцність з'єднання в результаті стужавіння другого клейового шару 5. 3. Спосіб за п. 1 або 2, що відрізняється тим, що передбачені перші поверхні з'єднання 2.1/3.1 вибирають таким чином, що принаймні одна частина передбачених других поверхонь з'єднання 2.2/3.2 обмежується частинами першого клейового шару 4 і запобігає небажаному змочуванню додаткових поверхонь деталей клеєм другого клейового шару 5. 4. Спосіб за одним з пп. 1-3, що відрізняється тим, що для першого клейового шару використовують контактний клей. 5. Спосіб за одним з пп. 1-4, що відрізняється тим, що для першого клейового шару 4 застосо вують клейовий елемент, що зберігає власну форму. 6. Спосіб за одним з пп. 1-5, що відрізняється тим, що для другого клейового шару 5 використовують реактивний клей. 7. Спосіб за одним з пп. 1-6, що відрізняється тим, що для першого клейового шару 4 використовують клей, який, в порівнянні з клеєм для другого клейового шару 5, після його остаточного стужавіння виявляє однакову або більш високу еластичність. 8. Спосіб по п. 7, що відрізняється тим, що в з'єднанні перші і другі поверхні, що з'єднуються, 2.1/3.1, 2.2/3.2 розташовують навперемінки поруч одну з одною таким чином, що з'єднання набуває підвищену надійність проти руйнування. 9. Спосіб за одним з пп. 1-8, що відрізняється тим, що за рахунок товщини, що змінюється, одного або обох клейових шарів 4, 5 компенсуються відмінності в формі і розмірах між деталями, що підлягають з'єднанню (секція бокової стінки 2 з листового металу, профільна секція 3). 10. Спосіб за одним з пп. 1-9, що відрізняється тим, що на ділянці других поверхонь 2.2/3.2, що з'єднуються, наносять по площині принаймні два клеї з різною в'язкістю і/або з різними характеристиками в стужавленому стані поруч один з одним як другий клейовий шар 5. Винахід відноситься до способу з'єднання деталей і вузлів рейкових транспортних засобів склеюванням. При виробництві рейкових транспортних засобів все в більшій мірі робляться спроби замінити силові і такі, що забезпечують геометричне замикання, зварні, заклепувальні або різьбові з'єднання, що передають комплексні напруження при зберіганні форми, рівноцінними клейовими з'єднаннями. Відомо, що склеєні вузли можуть забезпечувати властиві для рейкових транспортних засобів характеристики міцності при втомленні при використанні одно- або двохкомпонентних поліуретанових клеїв. Істотний недолік при використанні таких клеїв полягає в тому, що вони вимагають певної щільності шва, а також певного часу тужавіння до досягнення такої міцності, яка дозволяла б маніпулювати, транспортувати і проводити подальшу обробку склеєних вузлів, так що необхідно витримувати тривалий час фіксування при підтримці певного тиснення при з'єднанні. Клеї, що вимагають незначного часу фіксації, наприклад, акрилатні клеї, часто не забезпечують стійкості до старіння і не можуть забезпечити рівноцінні характеристики міцності при втомленні. Для скорочення технологічного часу фіксації в публікації заявки на видачу патенту Германії DE3525830-А1 (22.01.1987) пропонується з'єднувати тонкостінні вузли кузова склеюванням з допомогою нанесення на один з елементів основного клею, який тужавіє протягом тривалого часу (наприклад, двохкомпонентного клею у вигляді смуги), після чого елементи, що підлягають з'єднанню, стикують і з'єднують під тисненням, а потім, на закінчення, на ділянки клейового шва, що примика ють до основного клею, наносять клей, що швидко тужавіє (наприклад, однокомпонентний клей, що швидко тужавіє, на основі ціанакрилу), між елементами під тисненням при з'єднанні, при цьому клей, що швидко тужавіє, вже після закінчення відносно короткого часу може виконувати функцію відомого пристосування для склеювання (затискного пристрою). Для того, щоб забезпечити можливість витримання необхідної товщини клейового шва, вузлам, що з'єднуються, в області клейового шва наділяють жолобчату або лоткообразну форму. У першому варіанті здійснення клей, що швидко тужавіє, нагнітають між деталями через отвори в одній з деталей. Необхідний для нанесення клею, що швидко тужавіє, і створення необхідного тиснення при з'єднанні пристрій складний, і в описаному випадку використання потрібні або пристрій для кожної ділянки нанесення або послідовне позиціонування елементів. У другому варіанті застосування клей, що швидко тужавіє, наносять за допомогою скляних ампул або пакетів з плівки, які руйнуються в процесі з'єднання, наприклад, в жолобки одного з елементів. Для випадків застосування, при яких деталі необхідно з'єднувати одну з одною з виробничим допуском без форми, що спеціально надається клейовому шву з певною товщиною шара, цей спосіб неприйнятний. Декоративну поверхню в такому вузлі можна створити тільки за допомогою додаткової обробки поверхні і нанесення покриття. Крім того, при використанні клеїв часто виникає проблема, що полягає в тому, що залишки клею, які виступили за межі передбаченої області клейового шва, можна видалити тільки з великими витратами з використанням механічних або хімічних засобів, що може привести до пошкодження 2 42875 вузла. З цієї причини як крайове обмеження поверхонь, що з'єднуються, звичайно використовують, наприклад, смужки, що клеяться, які згодом можна відділити від поверхні. Нанесення і видалення таких смужок, що клеяться, вимагає великих витрат; як правило, їх необхідно утилізувати як особливе сміття. У основу винаходу встановлена задача створити новий спосіб з'єднання вузлів рейкового рухомого складу за допомогою склеювання, згідно з яким застосування клею, що забезпечує міцність при втомленні, і який потребує відносно тривалого часу тужавіння, поєднується із застосуванням клею, що швидко забезпечує міцність, яка дозволяє проводити маніпулювання, при цьому виключається складний процес формування конфігурації клейового шва, а також великі витрати на додаткові пристрої, виробничі допуски між деталями, що з'єднуються, компенсуються, і витримується мінімальна товщина клейового шва між деталями без виникнення чинників, які привели б до зниження міцності в межах клейового з'єднання. Далі винахід спрямований на проблему обмеження поверхні деталей, змочуваної клеєм, тільки потрібними ділянками шва і, таким чином, виключення необхідного додаткового видалення покривного крайового обмеження і його утилізації як особливого сміття. Ці задачі вирішуються згідно з винаходом з допомогою відмітних ознак способу в пп. 1 і 2, а також 3 формули винаходу. Переважні варіанти здійснення винаходу описані в пунктах 4-10 формули винаходу, що використовуються для захисту в поєднанні з пунктами 1-3. За допомогою винаходу в порівнянні з сучасним рівнем техніки досягаються такі переваги: - В порівнянні з відомими до даного часу способами склеювання, знайдене рішення для виготовлення вузлів рейкових транспортних засобів склеюванням з допомогою одно- або двохкомпонентних поліуретанових клеїв з тривалим часом тужавіння, при здійсненні яких значно скорочується технологічний час чекання до подальшої маніпуляції і яке істотно знижує необхідну для цього потребу в технологічних поверхнях, а також в допоміжних пристроях. За допомогою здібних до швидкого склеювання перших шарів клею деталі, що підлягають з'єднанню, фіксуються міцно при з'єднанні в потрібному положенні відносно одна одної і досягається така початкова міцність з'єднання, що можливо відразу ж проводити маніпулювання вузлом і використані пристрої для з'єднання, а також технологічні поверхні звільняються для інших вузлів. Властивість першого клею, що використовується згідно з винаходом, зберігати певну товщину шара клейового шва дозволяє діяти цьому першому клею як прокладка. Завдяки тому, що він наноситься з певною товщиною шара тільки на вибрані спочатку поверхні з'єднання, можна, в протилежність до виготовлення таких вузлів за допомогою зварювання, без труднощів компенсувати великі технологічно зумовлені допуски між деталями, що з'єднуються, за рахунок товщини другого шара клею, що змінюється, і виключити відхилення від заданої форми вузла. Одночасно, в значній мірі знижується небезпека локальних зменшень необхідної для оптимальної міцності мінімальної товщини шара другого клею або ж недо статньо заповнених клейових швів в результаті недостатнього зближення деталей. Цю небезпеку можна цілком виключити в тому випадку, коли відхилення від форми частин, що з'єднуються, перед їх з'єднанням заміряють і відповідно до результату вимірювання вибирають розташування і/або товщину шара першого клею. - За допомогою цього способу і при використанні клеїв, вказаних у варіанті виконання, клейові з'єднання застосовують з високою ефективністю у виробництві в конструкціях рейкових транспортних засобів, у яких високі подовження при розриві і жорсткість з великими аварійними допусками поєднуються зі специфічною для рейкових транспортних засобів міцністю при втомленні, і при цьому клейові з'єднання повинні бути еквівалентні існуючим з'єднанням, що викликають комплексні напруження і мають силове і геометричне замикання, які потрібні, наприклад, для бокових і торцевих стін, а також для секцій даху при диференціальному методі будівництва кузовів вагонів рейкового рухомого складу, які досі вдавалося економічно вигідно виготовляти тільки за допомогою зварювання, клепки або різьбових з'єднань. - В порівнянні із з'єднанням зварюванням, за допомогою способу склеювання згідно з винаходом, в цілому ряді випадків застосування досягається скорочення часу на виконання з'єднання. - За допомогою цього способу з'єднання можна з'єднувати деталі з різних матеріалів у вузли для кузовів вагонів рейкових транспортних засобів, при цьому за допомогою відповідного підбору клею можна компенсувати різні фізичні параметри (наприклад, теплове розширення, пружність) деталей, що з'єднуються. - В порівнянні зі зварюванням таких вузлів, як це мало місце досі, при склеюванні за описаним способом не відбувається відхилення форми під дією зварювальних напружень, і виключаються рихтувальні роботи, що виконуються з нагрівом, які вимагають високих витрат. - З'єднання з допомогою склеювання не веде, як правило, в порівнянні із звичайними зварними, клепаними або різьбовими з'єднаннями, до видимих змін на поверхнях деталей і вузлів з боку, поверненого від поверхні з'єднання. - В порівнянні зі звареними вузлами, у виготовленим таким чином клейових з'єднаннях можлива наступна антикорозійна обробка, що значно підвищує надійність з'єднань. - Застосування цього способу склеювання для рейкових транспортних засобів створює можливість виготовляти вузли з деталей, які вже на стадії заготівлі або ж на стадії попередньої підготовки набувають спеціальне оформлення поверхні (наприклад, захист від корозії за допомогою оцинкування, декоративне кашировання полімерною плівкою або спеціальний захист від впливу робочих операцій при подальшій обробці, наприклад, захисну плівку, що покриває після чистової обробки поверхню листа зовнішньої стінки. Таким же чином можна виготовляти вузли, в яких заходи по звуко- і теплоізоляції повністю здійснені вже на стадії попередньої підготовки (а не так, як при з'єднанні з допомогою зварювання, коли від поглиблень і проведення можливої додаткової обробки виникає термічно напружена ділянка). Тим самим, описа 3 42875 ний спосіб дозволяє виготовляти функціонально високоякісні вузли з більш високим ступенем попередньої підготовки, що дозволяє зменшити трудові і грошові витрати. - Використання цього способу склеювання підвищує в значній мірі, в порівнянні із звичайними зварними, заклепувальними або різьбовими з'єднаннями, свободу художнього конструювання при приданні форми товарним вагонам. - Оскільки при використанні способу згідно з даним винаходом деталі, що з'єднуються, можна конструктивно виконати інакше, в порівнянні із звичайними зварними, заклепувальними і різьбовими з'єднаннями, досягається, при рівній функціональній здатності і міцності, економія маси деталей і вузлів. Клейові з'єднання описаного типу гасять, в тій або іншій мірі, в залежності від вибраного клею, виникнення і, передусім, поширення корпусного шуму. Приклад здійснення винаходу являє особою з'єднання виконаної диференціальним способом виготовлення секції бокової стінки кузова товарного вагона для рейкового рухомого складу, який нижче описується з посиланнями на прикладені креслення, на яких: фіг. 1 - місцевий вид секції бокової стінки на ділянці з'єднання секції бокової стінки з листового металу з секцією з профілю, фіг. 2 - місцевий вид секції бокової стінки з листового металу згідно з фіг. 1 з нанесеними клеями перед з'єднанням, фіг. 3 - поперечний перетин клейового шва секції бокової стінки згідно з фіг. 1, фіг. 4 - перетин бокової стінки на ділянці з'єднання секції бокової стінки з листового металу з випуклим ребром жорсткості. У прикладі виконання при з'єднанні секції бокової стінки 1 по п. 1 формули винаходу діють таким чином: заздалегідь підготовлена секція бокової стінки 2 з листового металу встановлюється в положення з'єднання, якщо це необхідне, за допомогою спеціального пристрою, і фіксується в потрібному положенні. Призначені для склеювання перші і другі поверхні з'єднання 2.1 і 2.2 секції бокової стінки 2 з листового металу, а також 3.1 і 3.2 секції 3 з профілю відповідної форми, яка в прикладі виконана за допомогою зварювання з профілів з перетином у вигляді ковпака і посилених косинками, заздалегідь обробляється згідно з інструкцією виготівника по застосуванню клею. Як показано на фіг. 2, на розмічену першу поверхню з'єднання 2.1 секції бокової стінки 2 з листового металу наклеюють по площині відповідно один клеячий елемент 4, здібний до склеювання з двох сторін при контакті, що являє собою акрилатну клеячу стрічку із закритими порами і високою адгезійною здатністю, товщиною, наприклад, 2 мм при короткочасному контактному тиснення, при цьому повернена від поверхні з'єднання 2.1 клеяча поверхня клеячого елемента 4 залишається закритою захисною плівкою, яка наноситься виготівником клею. Після цього, як це також показане на фіг. 2, на розмічену другу поверхню з'єднання 2.2 секції бокової стінки 2 з листового металу наносять як другий шар клею 5 за допомогою звичайного пристрою для дозування, змішування і нанесення та кий, що повільно розтікається, однак здатний текти і що тужавіє при кімнатній температурі, двохкомпонентний поліуретановий клей, що має в'язку твердість в стужавленому стані, в такій кількості і шаром такої товщини, які в будь-якому випадку забезпечують змочування зв'язаної поверхні 3.2 і заповнення клейового шва потрібним чином. Відразу ж після нанесення клею і видалення захисної плівки, що залишилася, з клеячого елемента 4, до секції бокової стінки 2 з листового металу наближають в потрібному просторовому розташуванні профільну секцію 3. При контактному стисненні, що короткочасно застосовується на ділянках перших поверхонь з'єднання 2.1/3.1, відбувається з'єднання бокової стінки 2 з листового металу з профільною секцією 3 (фіг. 1), при цьому завдяки здібності зберігати форму клеячого елемента 4 на ділянках перших поверхонь з'єднання 2.1/3.1 витримується певний проміжок в з'єднанні. Завдяки клеячому елементу 4, що має контактну клеячу здатність, секція 2 бокової стінки з'єднується з профільною секцією 3 на ділянках перших поверхонь з'єднання 2.1/3.1 з певним проміжком, що залежить від товщини шара з'єднання клеячого елемента 4 (фіг. 3). При відповідному підборі кількості і величини перших поверхонь з'єднання 2.1/3.1 забезпечується така перша міцність з'єднання, що після цього процесу з'єднання може проводитьсяпри необхідності витягання, переміщення і можлива наступна обробка секції бокової стінки без зміни форми і відносної зміни положення секції бокової стінки 2 з листового металу і профільної секції 3 одна відносно одної. Остаточну стійкість і міцність вузол досягає після стужавіння другого шара клею на ділянках других поверхонь з'єднання 2.2/3.3. Як альтернатива цьому способу може виявитися доцільним в цьому випадку спочатку створити другий шар клею 5, після чого деталі 2 і 3 з'єднати за допомогою першого шара клею 4, тим часом в полишений проміжок в з'єднанні провести уприскування або засмоктати відповідний клей, що повільно розтікається (п. 2 формули винаходу). Слідуючою областю застосування способу згідно з винаходом є з'єднання випуклих ребер жорсткості 6 з секцією бокової стінки 2 з листового металу (фіг. 4), при цьому для другого шара клею 5 замість описаного вище такого, що повільно розтікається, однак здатного текти, і який затужавіє при кімнатній температурі, двохкомпонентного поліуретанового клею, що має в'язку твердість в стужавленому стані, використовують той, що повільно розтікається, однак здатний текти і такий, що тужавіє при кімнатній температурі, однокомпонентний поліуретановий клей. При цьому клеячі елементи 4 можуть використовуватися замість звичайних клейких стрічок як крайове обмеження для другого клейового шара 5, які можуть залишатися на місці після з'єднання, а не віддалятися з великими трудовими витратами і утилізуватися як особливе сміття (п. 3 формули винаходу). Було встановлено, що клейові з'єднання по одному з описаних способів мають велику стійкість до пошкоджень в порівнянні з клейовими з'єднаннями по інших способах і, особливо тоді, коли перший (що швидко тужавіє) клейовий шар має в порівнянні з другим (що забезпечує міцність при 4 42875 втомленні) клейовим шаром після його повного стужавіння таку ж або більшу еластичність. Локальне перевантаження в з'єднанні, що виникає разово або багато разів, хоч і ушкоджує місцями клейове з'єднання в області другого клейового шара внаслідок напружень, що змінюють рівень і характеристики, однак всередині отриманого згідно з винаходом клейового з'єднання пошкодження сприймається (уловлюється) в одному або в обох місцях склеювання, що розташовані поруч, і далі не розповсюджується. Ця властивість забезпечується за рахунок оптимального вибору співвідношення еластичності першого і другого клеїв. Якщо цілеспрямовано розбити на сегменти місце з'єднання шляхом багаторазового поперемінного розташування першої і другої поверхні з'єднання, отримують клейове з'єднання, в якому разове або багаторазове локальне перевантаження веде в будь-якому випадку до часткового, але не повного руйнування клейового з'єднання, оскільки тріщина, що виходить з часткової області з другим клеєм, стопориться в частковій області або примикаючих часткових областях з першим клеєм. При використанні цього способу допускаються значно більші виробничі допуски, наприклад, профільної секції 3, ці допуски урівноважуються на ділянці других поверхонь з'єднання відносно секції бокової стінки 2 з листового металу, ніж при способі з'єднання з допомогою зварювання, і при цьому не виникають такі відхилення форми в зовнішній стінці секції бокової стінки 1. Для забезпечення дещо більших або для компенсації різних проміжків в з'єднанні, в тому числі і на ділянці перших поверхонь з'єднання формовані елементи клею для першого клейового шара можна виконувати багатошаровими із згаданої клейкої стрічки. Замість двостороннього контактного елемента з акрилатного клею можливо також використати інший перший клеячий матеріал, в якому, наприклад, на обох сторонах основи наповнювача, що зберігає власну форму, нанесений клейовий шар, що швидко тужавіє. При компенсації відміні остей форми і розмірів між деталями може бути доцільним для величин товщини, що сильно розрізнюються, і ширини клейового шва на ділянці другої поверхні з'єднання використати більш ніж один клей з різною в'язкістю і/або з різними міцнісними характеристиками в стужавленому стані. Спосіб згідно з винаходом можна здійснювати в певних областях застосування на відміну від прикладу здійснення з використанням замість поліуретанового клею для другого клейового шара також і інших реакційних клеїв, зокрема, епоксидних клеїв. Описані способи прийнятні не тільки для виготовлення диференціальним способом вузлів для кузова вагона рейкових транспортних засобів. Їх можна також в рівній мірі застосовувати, наприклад, для закріплення вузлів на або в несучій секції, як це має місце при виготовленні всього кузова вагона з великоформатних секцій за допомогою клейового з'єднання за описаним способом, при якому з'єднання проводиться внапусток по площині або у стик ділянок по площині. Можливо також і застосування в інших областях техніки. Перелік використаних позицій: 1 Секція бокової стінки 2 Секція бокової стінки з листового металу 2.1 Перша поверхня з'єднання секції бокової стінки з листового металу 2.2 Друга поверхня з'єднання секції бокової стінки з листового металу 3 Профільна секція 3.1 Перша поверхня з'єднання профільної секції 3.2 Друга поверхня з'єднання профільної секції 4 Перший клейовий шар 5 Другий клейовий шар 6 Випукле ребро жорсткості 5 42875 Фіг. 1 Фіг. 2 6 42875 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of connecting the units of rail transportation means by gluing (variants)
Автори англійськоюSchaehl Wolfgang, Weichelt Peter
Назва патенту російськоюСпособ соединения узлов рельсовых транспортных средств склеиванием (варианты)
Автори російськоюШель Вольфганг, Вайхельт Петер
МПК / Мітки
МПК: B62D 27/00, B61D 17/04, C09J 5/04
Мітки: вузлів, рейкових, транспортних, засобів, склеюванням(варіанти, спосіб, з'єднання
Код посилання
<a href="https://ua.patents.su/7-42875-sposib-zehdnannya-vuzliv-rejjkovikh-transportnikh-zasobiv-skleyuvannyamvarianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання вузлів рейкових транспортних засобів склеюванням(варіанти)</a>
З’єднувальний вузол у вигляді працюючої на розтягування – стискання штанги для передавання двобічного зусилля для рейкових транспортних засобів
Номер патенту: 32441
Опубліковано: 15.12.2000
Автори: Шьоль Вольфганг, Мор Гартмут, Вайхельт Петер, Шпур Гюнтер, Рудольф Ульріх
МПК: B61F 5/50
Мітки: стискання, двобічного, зусилля, передавання, рейкових, розтягування, вигляді, з'єднувальний, працюючої, засобів, вузол, штанги, транспортних
Текст:
...сердечника и двух оболочек, расположенных на противоположных продольных сторонах указанного сердечника, свободных от волокнистой комбинированной обмотки, и обладающих высокой жесткостью на сжатие в их продольном направлении, соответственно повышается жесткость стержнеобразного структурного элемента на сжатие в продольном направлении, что приводит к созданию соединительного узла, который обладает упругостью и высокой жесткостью на...
Спосіб регулювання швидкості рельсових транспортних засобів
Номер патенту: 7229
Опубліковано: 30.06.1995
Автори: Жуков Васілій Павловіч, Фомішін Валєрій Ніколаєвіч, Ігнаткін Владімір Івановіч
Мітки: засобів, транспортних, регулювання, рельсових, швидкості, спосіб
Формула / Реферат:
1. Способ регулирования скорости рельсовых транспортных средств, заключающийся в силовом воздействии на колесо транспортного средства расположенными на пути рабочими элементами, отличающийся тем, что, с целью увеличения допустимого силового воздействия, рабочим элементом воздействуют на внутреннюю радиальную поверхность обода колеса в нижней его половине за пределами воображаемой линии, соединяющей центр колеса и точку его контакта с...
Спосіб визначення швидкостей руху транспортних засобів при зіткненні
Номер патенту: 39037
Опубліковано: 15.05.2001
Автори: Любарський Костянтин Анатолійовий, Байков Валерій Павлович, Кисельов Володимир Борисович
МПК: G01N 19/00, G01M 17/007
Мітки: визначення, засобів, транспортних, зіткненні, спосіб, руху, швидкостей
Формула / Реферат:
(21) 2001010402(54) (57)Дата прийняття рішення01 березня 2001 р.1. Спосіб визначення швидкостей руху транспортних засобів при зіткненні, що включаєвизначення енергетичних витрат по переміщенню кожного з цих транспортних засобів у процесі їхнього відкидання після зіткнення, які дорівнюють роботам сил опору їхнім переміщенням у плоских рухах, визначення лінійних швидкостей відкидання, еквівалентних цим...
Шарнір для з’єднання тяг управління, переважно механізмів транспортних засобів
Номер патенту: 27441
Опубліковано: 15.09.2000
Автор: Каменев Василь Ніонілович
МПК: F16C 11/00, B60K 20/02
Мітки: засобів, тяг, переважно, з'єднання, механізмів, шарнір, управління, транспортних
Формула / Реферат:
1. Шарнир для соединения тяг управлення, преимущественно механизмов транспортных средств, содержащий первый соединительный элемент, на конце которого закреплена цилиндрическая вилка с пазом, в отверстиях которой установлен палец с размещенной на нем головкой второго соединительного элемента, при этом на наружной поверхности вилки в плоскости оси отверстий выполнена канавка, в которой размещено пружинное разрезное кольцо с U- образным...
Шарнір для з’єднання тяг управління переважно механізмів транспортних засобів
Номер патенту: 12193
Опубліковано: 25.12.1996
Автор: Каменев Василь Ніонілович
МПК: F16C 11/00, B60K 20/02
Мітки: переважно, механізмів, засобів, транспортних, шарнір, управління, тяг, з'єднання
Формула / Реферат:
Шарнир для соединения тяг управления преимущественно механизмов транспортных средств, содержащий первый соединяемый элемент, на конце которого закреплена цилиндрическая вилка с пазом, в отверстиях которой установлен палец с размещенной на немголовкой второго соединяемого элемента, при этом на наружной поверхности вилки в плоскости оси отверстий выполнена канавка, в которой размещено пружинное разрезное кольцо, отличающийся тем, что с целью...
Попередній патент: Силовий трансформатор/реактор, спосіб його охолодження, спосіб керування його електричним полем і спосіб виробництва силового трансформатора/реактора
Наступний патент: Автоматичний електровимикач
Випадковий патент: 5-r-2-(1,3,4-тіадіазоліл)-аміди сукцинілгідроксамової кислоти, які проявляють протизапальну активність