Спосіб одержання покриття на основі
Формула / Реферат
1. Способ получения покрытия на подложке, включающий нанесение покрытия путем осаждения металлической матрицы М1 из ванны, содержащей частицы CrAlM2, для того, чтобы соосадить частицы с матрицей, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, а М2 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Y, Si, Ті, Hf, Та, Nb, Mn, Pt и редкоземельных элементов, отличающийся тем, что перед осаждением осуществляют алюминирование, хромирование или силицирование подложки, а осаждение проводят электролизное или безэлектролизное.
2. Способ по п. 1 отличающийся тем, что, дополнительно проводят тепловую обработку алюминированной, силицированной или хромированной подложки в вакууме до или после соосаждения М1СгАlМ2, причем, если тепловую обработку проводят перед соосаждением, то ее ведут при температуре около 1100°С в течение приблизительно 1 часа, а если тепловую обработку проводят после соосаждения, то ее ведут при температуре около 1100°С в течение 1 часа.
3. Способ по одному любому из предшествующих пунктов, отличающийся тем, что после соосаждения M1CrAlM2 дополнительно наносят слой теплозащитного материала.
4. Способ по одному любому из предшествующих пунктов, отличающийся тем, что соосаждение M1CrAlM2 осуществляют при плотности тока менее, чем 5мА/см2.
5. Способ по одному любому из предшествующих пунктов, отличающийся тем, что при осаждении металлического матричного материала и частиц образуется слой толщиной менее 50 ![]() .
.
6. Способ по одному любому из предшествующих пунктов, отличающийся тем, что осаждение металлического матричного материала осуществляют при загрузке ванны менее, чем 40 г частиц/л.
7. Способ по одному любому из предшествующих пунктов, отличающийся тем, что при алюминировании, хромировании или силицировании образуется соответственно алюминидный, хромидный или силицидный слой толщиной от 30 до 60 ![]() .
.
8. Способ по п. 2 или любому предшествующему пункту, являющемуся зависимым к п. 2, отличающийся тем, что при алюминировании, хромировании или силицировании образуется соответственно алюминидный, хромидный или силицидный слой, который после тепловой обработки состоит из внутренней диффузионной зоны со сравнительно пониженной концентрацией Аl, Сr или Si, толщиной от 10 до 20 ![]() и внешней зоны со сравнительно повышенной концентрацией Аl, Сr или Si, толщиной от 20 до 40
и внешней зоны со сравнительно повышенной концентрацией Аl, Сr или Si, толщиной от 20 до 40 ![]() .
.
9. Способ по одному любому из предшествующих пунктов, отличающийся тем, что при алюминировании, хромировании или силицировании образуется первый слой алюминида, хромида или силицида и при соосаждении образуется второй слой из M1CrAlM2, причем отношение толщины первого слоя к толщине второго находится между 4:1 и 1:1.
10. Способ по одному любому из предшествующих пунктов, отличающийся тем, что подложку выбирают из группы, состоящей из вала газовой турбины, обода, диска, составляющих элементов камеры сгорания, лопасти статора, лопатки рабочего колеса турбины, направляющей лопатки, профиля крыла лопатки газовой турбины, хвостового участка лопатки газовой турбины и наружного обода лопатки газовой турбины.
Текст
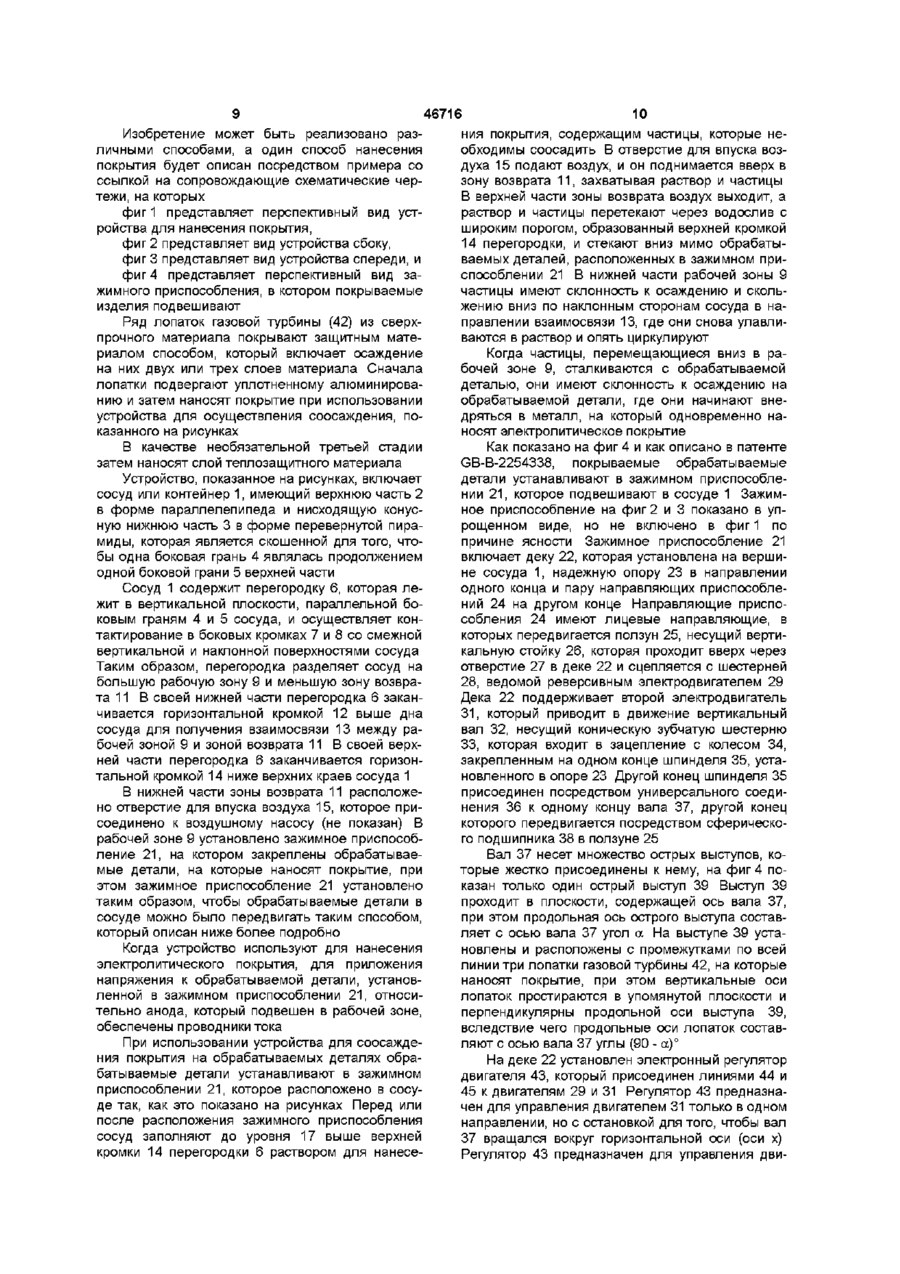
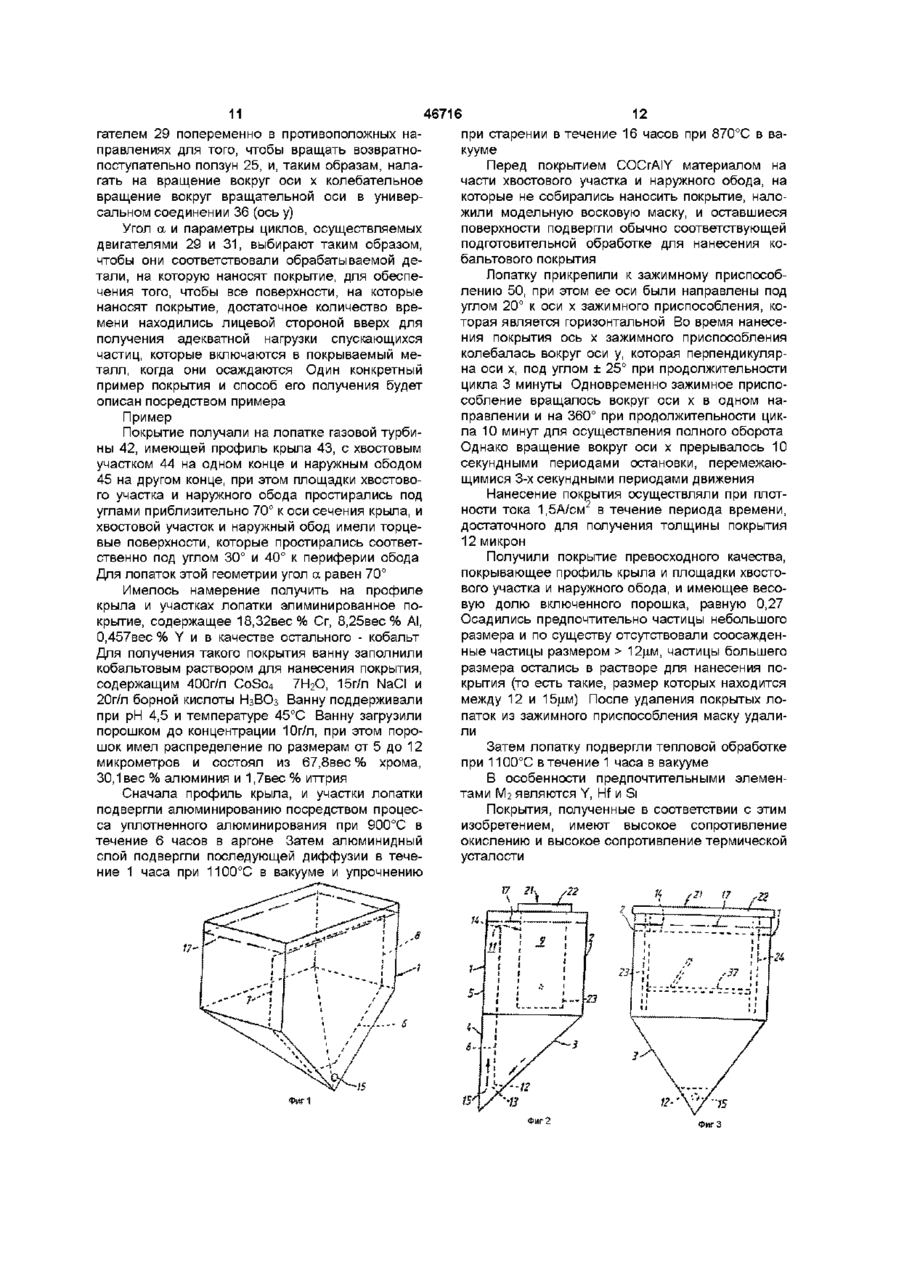
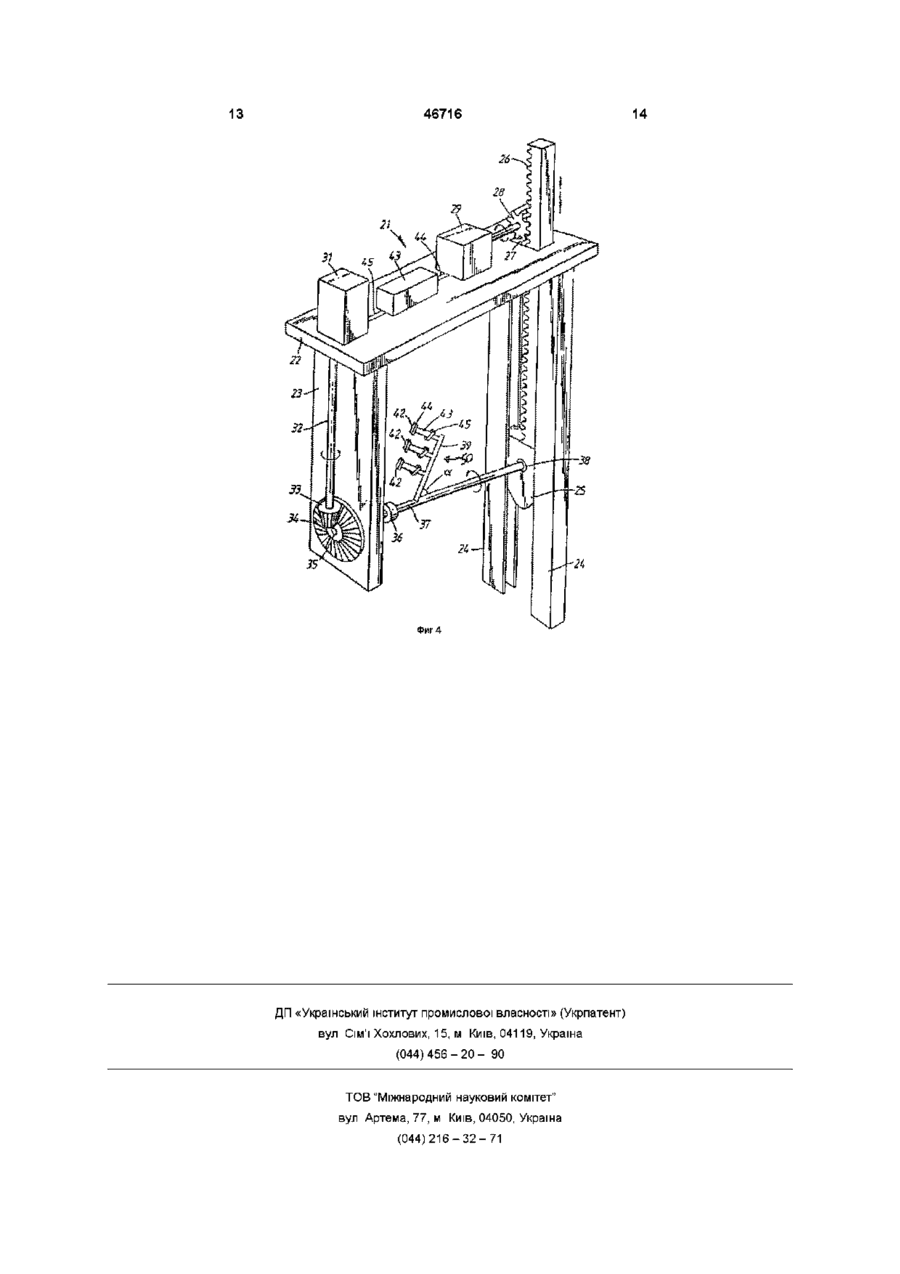
Snbsp, Snbsp, которые известны под фабричными марками IN100, IN718, IN738, MAR-M002, MAR-M247, CMSX-4, PWA 1480 и PWA 1484) Сверхпрочные сплавы на основе Fe и Со часто представляют упрочненные твердые растворы Сплавы на основе Ni в качестве основной составляющей имеют Ni и часто содержат некоторые количества Сг, Со, Fe, Mo, W или Та, и часто представляют упрочненный твердый раствор или дисперсионнотвердеющий сплав Дисперсионно-твердеющие сплавы на основе Ni широко используют для составляющих элементов газовой турбины, и они часто содержат для получения второй фазы, осажденной в ходе соответствующей тепловой обработки, AI, Ті ИЛИ Nb Примерами дисперсионнотвердеющих сверхпрочных сплавов на основе Ni, используемых для составляющих элементов газовой турбины, являются такие, которые известны под фабричными марками INCO 713, В-1900, IN100, MAR-M200 и MAR-M247 Примерами сверхпрочных сплавов на основе Со являются MARМ509 и Haynes 188, и примерами сверхпрочных сплавов на основе Fe являются Incoloy 802 и Incoloy 903 Составляющие элементы газовой турбины, изготовленные из сверхпрочных сплавов, иногда подвергаются обработке давлением или отливке, и для чрезвычайных рабочих условий могут быть непосредственно отверждены или могут существовать в виде монокристаллической структуры Так как сам сверхпрочный сплав обычно не способен противостоять агрессивной окислительной атмосфере при обслуживании, на практике принято покрывать составляющие элементы, из q (О (О 46716 готовленные из сверхпрочного сплава, коррозионтия может вызвать повреждение лопатки но-стойким материалом В патенте США № А-4933239 описано плазОдним из применений на практике является менное напыление наплавленного слоя 25,4цм алюминирование сверхпрочного сплава Его CoCrAIYSiHf на сверхпрочный сплав Ni После обычно осуществляют с использованием так наплазменного напыления покрытие подвергали зываемого процесса уплотненного алюминировастеклодробеструйной обработке, алюминировали ния или посредством физического осаждения из уплотняющей цементационной смесью и, в конечпаровой фазы Эти процессы включают диффуном счете, осуществляли стадии диффузии и зию AI в сверхпрочный сплав, при этом в случае осаждения во время тепловой обработки В описверхпрочных сплавов на основе Ni образуются сании к патенту указано, предпочтительным споалюминиды, например NiAl собом напыления CoCrAIYSiHf покрытия является плазменное напыление, но в описании есть также При обслуживании образуется предназначенобщее заключение о том, что наплавленное поный для защиты материала поверхностный слой крытие может быть нанесено, например, путем АЬОз, который, вследствие термического расшиплазменного напыления, электронно-лучевой рения и сжатия, имеет склонность к отслаиванию эмиссии, нанесения электролитического покрытия, Его постепенно восстанавливают посредством металлизации напылением или путем нанесения диффузии AI снаружи, и в конечном счете, когда покрытия из пульпы уже больше не существует AI в количестве, достаточном для замены отслоенного материала на Полагают, что одна из причин использования конкретном участке, составляющий элемент, изгооперации дробеструйной обработки предшесттовленный из сверхпрочного сплава, будет подвующей области состоит в том, что MCrAlY в совергаться быстрой местной коррозии Хром и стоянии после осаждения является не в достаточкремний, вместе или поодиночке, и в отдельности ной степени гладким или в дополнение к алюминию, могут также дифКроме того, при алюминировании значительно фундировать в сверхпрочный сплав, образуя поизменяется морфология наплавленного слоя, и верхностный слой, включающий хромиды или сиалюминий склонен полностью диффундировать лициды Хотя в дальнейшем будет делаться через наплавленный слой в подложку из сверхссылка, главным образам, на алюминирование, прочного сплава следует понимать, что такую ссылку необходимо Другая проблема состоит в трудности обеспеинтерпретировать как альтернативно относящуючения того, чтобы ключевые элементы Y, Si И Hf, ся mutatismutandis к хромированию и/или силиципервоначально присутствующие в наплавленном рованию слое, были обеспечены в относительно большом количестве вплотную к наружной поверхности коЕще одним применением на практике являетнечного продукта ся покрытие сверхпрочного сплава наплавленным слоем, например, MCrAlY, MCrAIHf, MCrAIYHf, Настоящее изобретение нацелено на разреMcrAIYHfSi и MCrAITaY, где М является Со или Ni шение проблем предшествующего уровня техниили Fe или их смесью Добавление Y, Si или Hf ки помогает предотвратить отслоение АЬОз от поВ соответствии с первым аспектом настоящеверхности, и таким образом, увеличивает срок го изобретения обеспечен способ получения послужбы составляющего элемента Эти наплавкрытия на подложке, который включает алюминиленные материалы могут быть нанесены путем рование, хромирование или силицирование плазменного напыления, или путем процесса соподложки и осаждение на обработанной подложке осаждения, например такого процесса, который путем электролитического или безэлектролизного мы описали в нашем патенте GB-B-2167446 осаждения металлической матрицы Mi из ванны, Обычно принято покрывать составляющий элесодержащей частицы CrAIIVb, для того, чтобы сомент этими материалами таким образом, чтобы осадить частицы с матрицей, при этом Mi являетполучить слой толщиной от 75 до 200цм или бося Ni ИЛИ СО ИЛИ Fe или двумя или всеми из этих лее Процессы покрытия являются дорогостоящиэлементов, и Мд, является Y, Si, Ті, Hf, Та, Nb, Mn, ми и составляющие элементы, имеющие толщину Pt, редкоземельным элементам или двумя или покрытия указанного порядка, имеют срок службы, несколькими из этих элементов достаточный для оправдания таких затрат ОднаОдно из преимуществ настоящего изобретеко, когда нагрузки на составляющие элементы ния состоит в том, что оно не включает в качестве продолжают увеличиваться, становится все более существенной особенности способа нанесения нежелательным покрывать составляющие элепокрытия стадию дробеструйной обработки Друменты, например лопатки рабочего колеса, неконгое преимущество состоит в том, что ключевые струкционными материалами элементы, например Y, Si и Hf, могут быть расположены вплотную к наружной поверхности конечЕще одна проблема с покрытиями, имеющими ного продукта Еще одно преимущество состоит в толщину слоя указанного порядка, состоит в том, том, что MiCrAIIVb не должен подвергаться дополчто они в условиях обслуживания, становящихся нительному элиминированию, и в конечном пропостепенно все более экстремальными в больдукте достигается значительно лучшая морфолошинстве современных газовых турбин, подвержегия ны термомеханическому усталостному растрескиванию, и это является крайне нежелательным, в Подложку можно алюминировать в соответстчастности, если покрытие наносят на тонкостенвии с одним из многих различных процессов ный полый составляющий элемент, например лоалюминирования, например процессов, содержапатку турбины, поскольку растрескивание покрыщих или включающих уплотненное алюминирование, физическое осаждение из паровой фазы или алюминирование газопламенным напылением, разбрызгивание или электроосаждение Подложку предпочтительно алюминируют способом уплотненного алюминирования Хромирование или силицирование могут быть подобно осуществлены с использованием вышеприведенных эквивалентных процессов В предпочтительном варианте подложку подвергают платиноалюминированию Оно может включать осаждение слоя платины, например путем электроосаждения перед или после алюминирования Осажденный платиновый слой может иметь толщину около 5 или около 10|ім Вместо платины или вместе с платиной могут быть использованы палладий или рутений Перед осаждением MiCrAIIVb в процесс нанесения покрытия можно включить тепловую обработку В особенно предпочтительном варианте независимо от того, включают или нет тепловую обработку перед соосаждением MiCrAIIVb, после соосаждения MiCrAIIVb осуществляют тепловую обработку для того, чтобы вызвать желательную степень гомогенизации и диффузию между покрытием, полученным алюминированием, и MiCrAIIVb покрытием Алюминирование представляет собой предпочтительно уплотнительное алюминирование при приблизительно 900°С в течение приблизительно 6 часов в регулируемой атмосфере, например аргона или гелия Затем составляющий элемент можно подвергнуть последиффузионной обработке при ~ 1100°С в течение приблизительно 1 часа в вакууме, и затем покрытие подвергают упрочнению при старении при ~ 870°С в течение приблизительно 16 часов в вакууме Альтернативно или в дополнение составляющий элемент после осаждения MiCrAIIVb на слой, полученный после алюминирования, может быть подвергнут тепловой обработке при ~ 1100°С в течение приблизительно 1 часа в вакууме 46716 тии в состоянии после осаждения отличается от структуры частиц в ванне, при этом предпочтительно включены частицы меньшего размера (например, при применении порошка с размером частиц 10цм не осаждаются настолько предпочтительно, насколько предпочтительно осаждаются частицы размером < 10|ім) Это в особенности удивительно, так как по теории, основанной на законе Фарадея и уравнении Стокса (см Transactions of the Institute of Metal Finishing, название статьи "The Production of Multi-Component Alloy Coatings by Particle Co Deposition", J Foster et al , pp 115 - 119, vol 63, №3 - 4, 1985), при принятии соответствующих плотностей тока и перемешивании, чем больше размер частиц, тем меньшая загрузка ванны необходима для достижения конкретной фракции порошка, включенного в покрытие в состоянии после осаждения Следовательно, можно ожидать, что будут предпочтительно осаждаться частицы большего размера, но мы обнаружили, что при относительно низких плотностях тока происходит обратное Мы обнаружили, что слой MiCrAIIVb обеспечивает в особенности подходящее покрытие для последующего нанесения слоя теплозащитного материала, например двуокиси циркония, который может быть стабилизован (например известью или оксидом иттрия) Теплозащитный материал может быть нанесен в форме колонообразного материала Тепловой барьерный слой предпочтительно имеет толщину более, чем 25цм и могут иметь толщину между 100 и 250цм Тепловой барьерный слой наносят предпочтительно путем нанесения покрытия осаждением из паров с помощью электронных лучей или плазменным напылением в воздухе В этом изобретении во время осаждения MiCrAIIVb мы предпочитаем плотность тока менее 5, более предпочтительно менее 3 и наиболее предпочтительно менее, чем 2,5мА/см2 В некоторых случаях еще более предпочтительной является плотность тока около 2мА/см2, примером может служить плотность тока около 1 мА/см2 При относительно низких плотностях тока, используемых в этом изобретении, мы заметили склонность к тому, что структура частиц на покры По одному варианту Mi включает Со Он помогает в обеспечении образования в особенности гладкого покрытия Если желательно, чтобы в покрытии присутствовал Ni, тонкий слой Ni может быть нанесен или на верхнюю поверхность соосажденного материала или непосредственно на алюминидное покрытие перед стадией соосаждения Слой никеля может иметь толщину около Предпочтительно, чтобы металлический матричный материал и соосажденные частицы образовывали слой толщиной менее, чем 50цм или, более предпочтительно, толщиной менее, чем 25цм В особо предпочтительном варианте слой может быть толщиной около 15цм Однако, слой может иметь толщину менее 15 микрон, около 12цм или 10|ім или меньше этих значений Для большинства применений предпочтительно, чтобы слой имел толщину, равную 5цм или более, более предпочтительно, чтобы он имел толщину, равную 10|ім или более Однако, для некоторых применений слой может иметь толщину более, чем 15цм Осаждение предпочтительно осуществлять при загрузке ванны менее, чем 40г частиц/литр Более предпочтительно используют загрузку ванны около ЗОг/л или менее, чем ЗОг/л Еще более предпочтительно используют загрузку ванны около 20г/л или менее, чем20 г/л В особо предпочтительном варианте используют загрузку ванны около Юг/л, хотя могут быть рассмотрены и более низкие загрузки, например около 1г/л Эти относительно низкие загрузки ванны обеспечивают отсутствие наплавлення нанесенного покрытия в порах Частицы могут быть сферическими и могут быть образованы при использовании распылителя, например форсунки Предпочтительно, чтобы частицы в ванне включали порошок с размером частиц < 15цм, < 12 |ім или < 10 цм По одному предпочтительному варианту гранулометрический состав в ванне состоит из 25% частиц размером между 15 и 12цм, 45% частиц 8 В другом варианте подложка, на которую наносят алюминирующий материал, включает сверхпрочный сплав, из которого получают составляющий элемент газовой турбины Подложка может включать любую подложку, промытую газом, представленную составляющим элементом газовой турбины, например профилем крыла, хвостовым участком лопатки газовой турбины или наружным ободом лопатки газовой турбины После соосаждения соосажеднный материал может состоять из более, чем 40% (по объему) частиц, и в некоторых применениях указанное содержание может превышать 45% Во время процесса соосаждения в ванну для образования циркуляции в растворе можно впустить газ, например воздух или инертный газ, обычно наверх в одной зоне и обычно вниз во второй зоне, при этом подложку во время соосаждения располагают во второй зоне Подложка (или составляющий элемент, из которого образуется деталь) может вращаться вокруг оси, которая является горизонтальной, или она имеет горизонтальный составляющий элемент во время соосаждения Может быть использовано устройство для электроосаждения, которое описано в нашем патенте GB-B-2182055 При некоторых обстоятельствах может быть желательным вращать подложку вокруг первой оси, имеющей горизонтальный составляющий элемент, и вокруг второй оси, которая не параллельна первой Цикл вращения вокруг первой оси может включать периоды повышенной угловой скорости и периоды пониженной угловой скорости Вторая ось может быть перпендикулярна первой оси и/или может пересекать первую ось Цикл вращения вокруг первой оси можно попеременно прекращать и возобновлять Когда подложка вращается вокруг только одной оси, имеющей горизонтальный составляющий элемент, цикл вращения может включать периоды повышенной угловой скорости и периоды пониженной угловой скорости, и вращение можно попеременно прекращать и возобновлять Манипуляции с подложкой можно проводить в соответствии со способом, описанным в нашем патенте GB-B-2221921 46716 размером между 12 и Юцм и 30% частиц размерам менее 10|ім К удивлению и неожиданно мы обнаружили, что нанесение покрытия при относительно низких плотностях тока приводит к преимущественному осаждению маленьких частиц, когда в ванне используют порошок с таким распределением по крупности, можно получить следующий гранулометрический состав в покрытии в состоянии после осаждения MiCrAIIVb (в виде весового процента количества порошка в электролитическом покрытии) 45% частиц с размером < 10|ім, 55% частиц с размером между 10 и 12 микронами, и 0% между 12 и 15 цм Превосходные покрытия достижимы при использовании способов, включающих стадию очистки и, предпочтительно, стадию очистки включают в стадию соосаждения В особо предпочтительном варианте осаждают слой защитного материала MiCrAIIVb, который включает только монослой или двойной слой частиц Например, когда в ванне суспендируют порошок, имеющий размер частиц 12цм, частицы большего Для получения такого покрытия ванну заполнили размера остались в растворе для нанесения покобальтовым раствором для нанесения покрытия, крытия (то есть такие, размер которых находится содержащим 400г/л C0S04 7H2O, 15г/л NaCI и между 12 и 15цм) После удаления покрытых ло20г/л борной кислоты Н3ВО3 Ванну поддерживали паток из зажимного приспособления маску удалипри рН 4,5 и температуре 45°С Ванну загрузили ли порошком до концентрации Юг/л, при этом порошок имел распределение по размерам от 5 до 12 Затем лопатку подвергли тепловой обработке микрометров и состоял из 67,8вес % хрома, при 1100°С в течение 1 часа в вакууме 30,1 вес % алюминия и 1,7вес % иттрия В особенности предпочтительными элеменСначала профиль крыла, и участки лопатки тами Мг являются Y, Hf и Si подвергли алюминированию посредством процесПокрытия, полученные в соответствии с этим са уплотненного алюминирования при 900°С в изобретением, имеют высокое сопротивление течение 6 часов в аргоне Затем алюминидный окислению и высокое сопротивление термической слой подвергли последующей диффузии в течеусталости ние 1 часа при 1100°С в вакууме и упрочнению Фиг1 Фиг 2 13 46716 Фиг 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 14
ДивитисяДодаткова інформація
Автори англійськоюFOSTER John
Автори російськоюФОСТЕР Джон
МПК / Мітки
МПК: C23C 28/00, C25D 15/00, C23C 18/16
Мітки: основі, покриття, одержання, спосіб
Код посилання
<a href="https://ua.patents.su/7-46716-sposib-oderzhannya-pokrittya-na-osnovi.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання покриття на основі</a>
Спосіб одержання покриття на основі з суперсплавів і деталей, що виготовлені з них
Номер патенту: 39125
Опубліковано: 15.06.2001
Автор: ФОСТЕР Джон
МПК: C25D 5/24, C25D 15/00
Мітки: деталей, покриття, спосіб, них, основі, виготовлені, суперсплавів, одержання
Формула / Реферат:
1. Способ получения покрытия на подложке из суперсплавов и деталей, изготовленных из них, включающий нанесение покрытия путем электролитического осаждения металлической матрицы М1 из ванны, содержащей частицы CrAlM2, для совместного осаждения частиц с матрицей в форме слоя, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, и М2 является, по крайней мере, одним элементом, выбранным из...
Теплозахисне покриття на основі діоксиду цирконію та спосіб його одержання
Номер патенту: 25126
Опубліковано: 30.10.1998
Автори: ЯКОВЧУК Костянтин Ювеналієвич, Мовчан Борис Олексійович
Мітки: теплозахисне, покриття, спосіб, діоксиду, основі, одержання, цирконію
Формула / Реферат:
1. Теплозащитное покрытие на основе диоксида циркония, состоящее из связующего подслоя типа MCrAIY, где M - Fe, Ni, Co или их сочетание, и внешнего керамического слоя из стабилизированного диоксида циркония, содержащего прослойки, замедляющие проникновение окислительной среды к поверхности связующего подслоя, отличающееся тем, что указанные прослойки содержат оксид алюминия и стабилизированный диоксид циркония, при этом содержание оксида...
Спосіб одержання покриття з вуглецю на виробах з карбіду кремнію
Номер патенту: 10393
Опубліковано: 25.12.1996
Автор: Гогоці Юрій Георгійович
МПК: C04B 41/45, C01B 31/36, B01J 3/06
Мітки: покриття, карбіду, одержання, кремнію, виробах, спосіб, вуглецю
Формула / Реферат:
Способ получения углеродного покрытия на изделиях из карбида кремния, включающий обработку карбида кремния при повышенной температуре, отличающийся тем, что изделия из карбида кремния обрабатывают водяным паром при температуре 300-800°С, давлении равном или выше 5 МПа и соотношении карбида кремния и воды 1: (0,5-50).
Спосіб одержання покриття на металевому виробі
Номер патенту: 6428
Опубліковано: 29.12.1994
Автори: Красильщикова Валентина Іванівна, Рябченко Георгій Володимирович
МПК: B05D 1/22
Мітки: вироби, спосіб, металевому, покриття, одержання
Формула / Реферат:
(57) Способ получения покрытия на металлическом изделии, включающий погружение нагретого изделия в полимерный порошок, извлечение изделия и последующую термообработку, отличающийся тем, что в качестве полимерного порошка используют сополимер тетрафторэтилена с гексафторпропиленом и порошок предварительно напыляют на полированную керамическую подложку, а после погружения изделия его прижимают к подложке с усилием 1-2 кг/см и после извлечения...
Спосіб одержання захисно-декоративного покриття на цинкових або алюмінієвих сплавах
Номер патенту: 23610
Опубліковано: 02.06.1998
Автори: Гірін Олег Борисович, Захаров Ігор Дем'янович, Бекарєв Володимир Іванович, Зельдіс Євген Наумович, Прошенко Юлія Олегівна
МПК: C23C 22/05
Мітки: спосіб, захисно-декоративного, одержання, покриття, цинкових, алюмінієвих, сплавах
Формула / Реферат:
Способ получения защитно-декоративного покрытия на цинковых или алюминиевых сплавах, включающий обработку в растворе, содержащем марганцевокислий калий и минеральную кислоту до pH 1,5-3,0, при температуре 15-30°С, промывку и сушку, отличающийся тем, что обработку проводят в растворе, содержащем, г/л: мар-ганцевокислый калий 10,5-50,0, минеральную кислоту до pH 0,5-4,0, при температуре 15-70оС в течение 5-20 мин.
Попередній патент: Ізольована нуклеїнова кислота, що інгібує експресію протеїну grb2 або grb3-3, вектор, фармацевтична композиція (варіанти)
Наступний патент: Спосіб одержання пентенової кислоти
Випадковий патент: Пристрій для вимірювання концентрації важких металів