Спосіб одержання покриття на основі з суперсплавів і деталей, що виготовлені з них
Формула / Реферат
1. Способ получения покрытия на подложке из суперсплавов и деталей, изготовленных из них, включающий нанесение покрытия путем электролитического осаждения металлической матрицы М1 из ванны, содержащей частицы CrAlM2, для совместного осаждения частиц с матрицей в форме слоя, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, и М2 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Y, Si, Ті, Hf, Та, Nb, Mn, Pt и редкоземельных элементов, отличающийся тем, что осаждение осуществляют при плотности тока менее, чем 5 мА/cм2 и при загрузке ванны менее, чем 50 г частиц на литр, а толщина слоя составляет менее, чем 50 мкм.
2. Способ по п. 1, отличающийся тем, что осаждение осуществляют при плотности тока менее, чем 3 мА/см2 предпочтительно менее, чем 2,5 мА/см2 более предпочтительно менее, чем 2 мА/см2 например, около 1 мА/см2.
3. Способ по п. 1 или п. 2, отличающийся тем, что толщина слоя совместно осажденных матрицы и частиц составляет менее чем 25 мкм, предпочтительно около 15 мкм.
4. Способ по любому из пунктов 1-3, отличающийся тем, что осаждение осуществляют при загрузке ванны менее чем 40 г частиц на литр, предпочтительно менее, чем 30 г частиц на литр или менее, чем 20 г частиц на литр.
5. Способ по любому из пунктов 1-4, отличающийся тем, что частицы являются сферическими и в состоянии суспензии в ванне имеют диаметр менее чем 15 мкм.
6. Способ по любому из пунктов 1-5, отличающийся тем, что во время совместного осаждения металлической матрицы и частиц осаждают монослой или двойной слой.
7. Способ по любому из пунктов 1-6, отличающийся тем, что дополнительно включает алюминирование, хромирование или силицирование совместно осажденного материала.
8. Способ по п. 7, отличающийся тем, что дополнительно включает нанесение слоя платины толщиной от 5 до 10 мкм на верхнюю поверхность совместно осажденного материала.
9. Способ по любому из пунктов 1-8, отличающийся тем, что содержит совместное осаждение на подложку слоя металлической матрицы и частиц толщиной 15 мкм, алюминирование, хромирование или силицироваиие совместно осажденного материала и тепловую обработку, в котором, если тепловая обработка осуществляется перед алюминированием, хромированием или силицированием, то она включает воздействие на совместно осажденный материал температур между 1000 и 1100 °С в течение приблизительно 1 часа в вакууме, и если тепловая обработка осуществляется после алюминирования, хромирования или силицирования, то она включает воздействие на совместно осажденный материал температур около 1100 °С в течение приблизительно 1 часа в условиях вакуума, при этом толщина покрывающего материала на подножке после тепловой обработки составляет менее 75 мкм.
10. Способ по любому из пунктов 1-9, отличающийся тем, что дополнительно включает осаждение теплового барьерного слоя в качестве конечного слоя после осаждения.
Текст
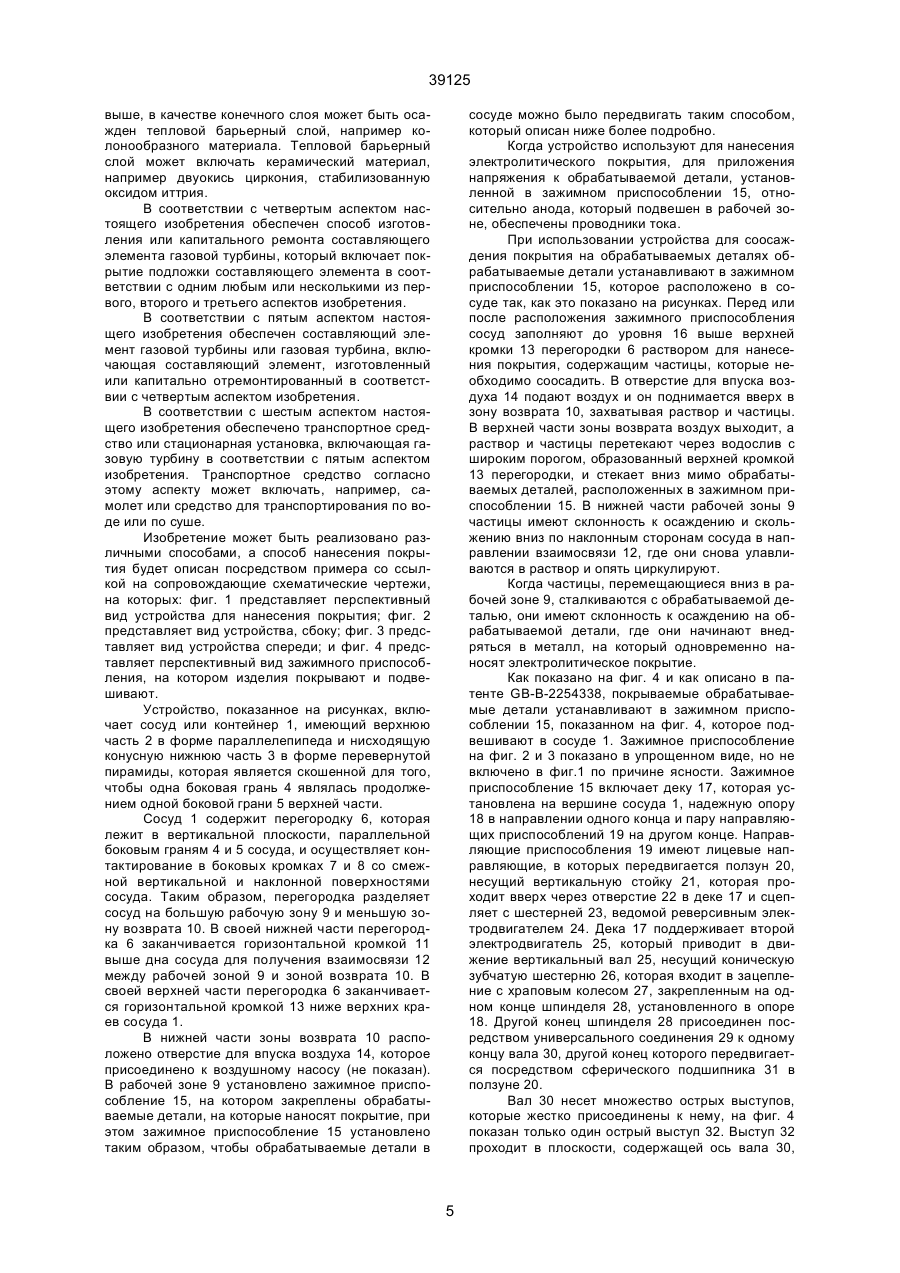
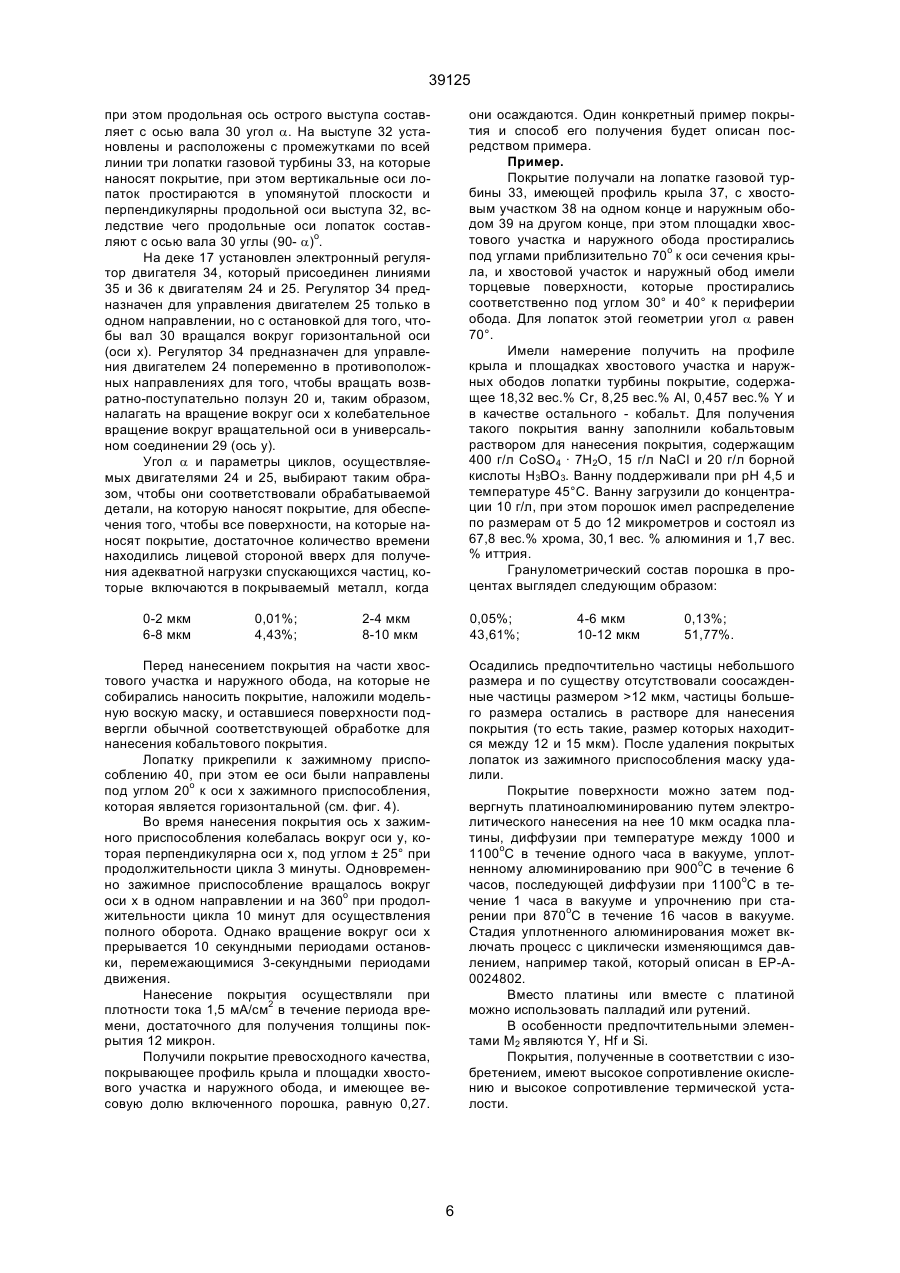
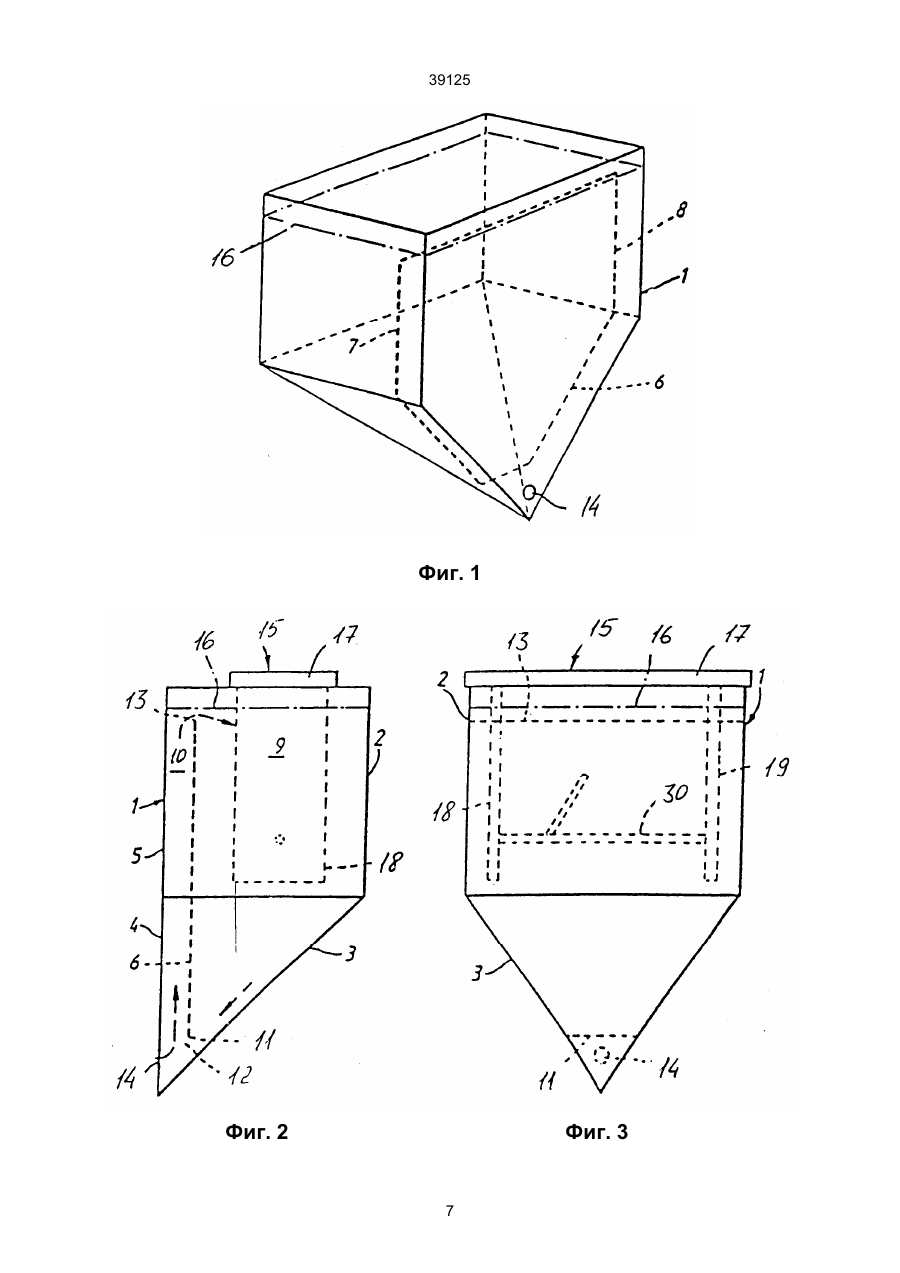
1. Способ получения покрытия на подложке из суперсплавов и деталей, изготовленных из них, включающий нанесение покрытия путем электролитического осаждения металлической матрицы М1 из ванны, содержащей частицы CrAlM2, для совместного осаждения частиц с матрицей в форме слоя, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, и М2 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Y, Si, Ті, Hf, Та, Nb, Mn, Pt и редкоземельных элементов, отличающийся тем, что осаждение осуществляют при плотности тока менее чем 5 мА/cм2 и при загрузке ванны менее чем 50 г частиц на литр, а толщина слоя составляет менее чем 50 мкм. 2. Способ по п. 1, отличающийся тем, что осаждение осуществляют при плотности тока менее чем 3 мА/см2, предпочтительно менее чем 2,5 мА/см2, более предпочтительно менее чем 2 мА/см2, например, около 1 мА/см2. 3. Способ по п. 1 или п. 2, отличающийся тем, что толщина слоя совместно осажденных матрицы и частиц составляет менее чем 25 мкм, предпочтительно около 15 мкм. 4. Способ по любому из пунктов 1-3, отличающийся тем, что осаждение осуществляют при загрузке ванны менее чем 40 г частиц на литр, пред C2 (54) СПОСІБ ОДЕРЖАННЯ ПОКРИТТЯ НА ОСНОВІ З СУПЕРСПЛАВІВ І ДЕТАЛЕЙ, ЩО ВИГОТОВЛЕНІ З НИХ 39125 ментах, которые подвергаются воздействию высокотемпературных сред, в частности, где особенно вероятными являются коррозия и/или эрозия. Основное, но не обязательно единственное применение таких покрытий состоит в использовании их на составных частях газотурбинных двигателей, в особенности на составляющих элементах, изготовленных из сверхпрочных сплавов, например валах газовой турбины, ободах, дисках, на составляющих элементах камеры сгорания, лопастях статора и лопатках рабочего колеса турбины и на направляющих лопатках. Изобретение также относится к таким деталям и к оборудованию и к транспортным средствам или к стационарным установкам, включающим такие детали. Наиболее близким к предлагаемому изобретению является способ получения покрытия на подложке из суперсплавов и деталей, изготовленных из них, включающий нанесение покрытия путем электролитического осаждения металлической матрицы M1 из ванны, содержащей частицы СrАlМ2, для совместного осаждения частиц с матрицей в форме слоя, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, и M2 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Y, Si, Ті, Hf, Та, Nb, Mn, Pt и редкоземельных элементов [ЕР А 0355051 А2, МПК4 С23С 18/16, C25D 15/02, заявка 89307713.1 от 28.07.1989, опубл. 21.02.90, бюл. 90/08]. Недостатком описанного способа является то, что он не дает возможности получения покрытия, которое было бы непористым, гладким, обеспечивающим хорошее регулирование толщины покрытия на всех участках, и которое было бы не очень подверженным растрескиванию при циклических изменениях температуры. В основу предлагаемого изобретения поставлена задача создания такого способа получения покрытия на подложке, который позволил бы разрешить проблемы предшествующего уровня техники в данной области и, в частности, создание способа, дающего возможность получения покрытия, которое является непористым, гладким, обеспечивающего хорошее регулирование толщины покрытия на всех участках, которое не очень подвержено растрескиванию при циклических изменениях температуры, путем оптимизации параметров процесса осаждения, в частности плотности тока. Поставленная задача решается в предлагаемом способе, который, как и известный способ получения покрытия на подложке из суперсплавов и деталей, изготовленных из них, включает нанесение покрытия путем электролитического осаждения металлической матрицы M1 из ванны, содержащей частицы СrАlМ2, для совместного осаждения частиц с матрицей в форме слоя, в котором М1 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Ni, Со и Fe, и M2 является, по крайней мере, одним элементом, выбранным из группы, состоящей из Y, Si, Ті, Hf, Та, Nb, Mn, Pt и редкоземельных элементов, а согласно изобретению осаждение осуществляют при плотности тока менее, чем 5 мА/см2 и при загрузке ванны менее, чем 50 г частиц на литр, а толщина слоя составляет менее, чем 50 мкм. Особенностью предлагаемого способа является и то, что осаждение осуществляют при плотности тока менее, чем 3 мА/см2, предпочтительно менее, чем 2,5 мА/cм2, более предпочтительно менее, чем 2 мА/см2, например, около 1 мА/cм2. Особенностью предлагаемого способа является и то, что толщина слоя совместно осажденных матрицы и частиц составляет менее, чем 25 мкм, предпочтительно около 15 мкм. Особенностью предлагаемого способа является и то, что осаждение осуществляют при загрузке ванны менее, чем 40 г частиц на литр, предпочтительно менее, чем 30 г частиц на литр или менее, чем 20 г частиц на литр. Особенностью предлагаемого способа является и то, что частицы являются сферическими и в состоянии суспензии в ванне имеют диаметр менее чем 15 мкм. Особенностью предлагаемого способа является и то, что дополнительно включает алюминирование, хромирование или силицирование совместно осажденного материала. Особенностью предлагаемого способа является и то, что дополнительно включает нанесение слоя платины толщиной от 5 до 10 мкм на верхнюю поверхность совместно осажденного материала. Особенностью предлагаемого способа является и то, что он включает совместное осаждение на подложку слоя металлической матрицы и частиц толщиной 15 мкм, алюминирование, хромирование или силицирование совместно осажденного материала и тепловую обработку, в котором, если тепловая обработка осуществляется перед алюминированием, хромированием или силицированием, то она включает воздействие на совместно осажденный материал температур между 1000 и 1100°С в течение приблизительно 1 часа в вакууме, и если тепловая обработка осуществляется после алюминирования, хромирования или силицирования, то она включает воздействие на совместно осажденный материал температур около 1100oС в течение приблизительно 1 часа в условиях вакуума, при этом толщина покрывающего материала на подложке после тепловой обработки составляет менее 75 мкм. Особенностью предлагаемого способа является и то, что он дополнительно включает осаждение теплового барьерного слоя в качестве конечного слоя после осаждения. Особенностью предлагаемого способа является и то, что подложку выбирают из группы, состоящей из вала газовой турбины, обода, диска, составляющих элементов камеры сгорания, лопасти статора, лопатки рабочего колеса турбины, направляющей лопатки, профиля крыла лопатки газовой турбины, хвостового участка лопатки газовой турбины и наружного обода лопатки газовой турбины. В соответствии с первым аспектом настоящего изобретения создан способ получения покрытия на подложке, который включает нанесение покрытия путем электролитического осаждения металлической матрицы M1 из ванны, содержащей частицы СrАlМ2, для того, чтобы соосадить частицы с матрицей, при этом M1 является Ni или Со 2 39125 или Fе или двумя или всеми из этих элементов, и М2 является Y, Si, Ті, Hf, Та, Nb, Mn, Pt, редкоземельным элементом или двумя или несколькими из этих элементов, и осаждение осуществляют при плотности тока менее, чем 3 мА/см2. В соответствии со вторым аспектом настоящего изобретения создан способ получения покрытия на подложке, который включает нанесение покрытия путем электролитического осаждения металлической матрицы M1 из ванны, содержащей частицы СrАlМ2 , для того, чтобы соосадить частицы с матрицей в форме слоя, при этом М1 является N1 или Со или Fe или двумя или всеми из этих элементов, и М2 является Y, Si, Ті, Hf, Та, Nb, Mn, Pt, редкоземельным элементом или двумя или несколькими из этих элементов, осаждение осуществляют при плотности тока менее 5 мА/см2, слой имеет толщину менее 50 мкм. В соответствии с третьим аспектом настоящего изобретения обеспечен способ получения покрытия на подложке, который включает нанесение покрытия путем электролитического осаждения металлической матрицы M1 из ванны, содержащей частицы СrАlМ2 для того, чтобы соосадить частицы с матрицей, при этом М1 является Ni или Со или Fe, или двумя или всеми из этих элементов, и М2 является Y, Si, Ті, Hf, Та, Nb, Mn, Pt, редкоземельным элементом или двумя или несколькими из этих элементов, осаждение осуществляют при плотности тока менее, чем 5 мА/см2 и при загрузке ванны менее, чем 40 г частиц/литр. В каждом вышеприведенном аспекте предпочтительно осуществлять способ при плотности тока менее 3 мА/см2. Предпочтительно также, чтобы матричный материал и частицы соосаждались в форме слоя толщиной менее 50 мкм; подобно, предпочтительно также осуществлять осаждение при загрузке ванны менее, чем 50 г частиц/литр. В этом изобретении мы обнаружили также, что относительно низкая плотность тока является в особенности важным параметром в способе нанесения покрытия. До настоящего изобретения полагали, что плотность тока не является особо важным параметром в большинстве способов нанесения покрытия, и когда его сочли важным, стали полагать, что желательно наносить покрытие при значительно более высокой плотности тока; см., например, патент США А-5064510, где используют плотность тока от 50 до 80 мА/см2, и при этом выгодно достигают высокой скорости осаждения в диапазоне от 100 мкм /час до 150 мкм/час. Считается, что в данной области техники существует предубеждение против относительно низкой плотности тока; причина этого точно не известна, но одно из объяснений может состоять в том, что нанесение покрытия при низких плотностях тока осуществляется более медленно, что неблагоприятно сказывается на общих затратах. В этом изобретении мы предпочитаем плотность тока менее, чем 2,5 мА/см2. Плотность тока менее, чем около 2 мА/см2 является даже более предпочтительной при некоторых обстоятельствах, одним из примеров является плотность тока около 1 мА/см2. При относительно низких плотностях тока, используемых в этом изобретении, мы заметили склонность к тому, что структура частиц на покры тии в состоянии после осаждения отличается от структуры частиц в ванне, при этом предпочтительно включены частицы меньшего размера, (например, при применении порошка с размером частиц 10 мкм не включены настолько предпочтительно, насколько предпочтительно включены частицы размером
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining coating on substrate of superalloy and pieces made of them
Автори англійськоюFOSTER John
Назва патенту російськоюСпособ получения покрытия на основе из суперсплавов и деталей, которые изготовлены из них
Автори російськоюФОСТЕР Джон
МПК / Мітки
МПК: C25D 5/24, C25D 15/00
Мітки: покриття, виготовлені, суперсплавів, них, одержання, основі, спосіб, деталей
Код посилання
<a href="https://ua.patents.su/8-39125-sposib-oderzhannya-pokrittya-na-osnovi-z-supersplaviv-i-detalejj-shho-vigotovleni-z-nikh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання покриття на основі з суперсплавів і деталей, що виготовлені з них</a>
Теплозахисне покриття на основі діоксиду цирконію та спосіб його одержання
Номер патенту: 25126
Опубліковано: 30.10.1998
Автори: ЯКОВЧУК Костянтин Ювеналієвич, Мовчан Борис Олексійович
Мітки: цирконію, теплозахисне, діоксиду, основі, спосіб, покриття, одержання
Формула / Реферат:
1. Теплозащитное покрытие на основе диоксида циркония, состоящее из связующего подслоя типа MCrAIY, где M - Fe, Ni, Co или их сочетание, и внешнего керамического слоя из стабилизированного диоксида циркония, содержащего прослойки, замедляющие проникновение окислительной среды к поверхности связующего подслоя, отличающееся тем, что указанные прослойки содержат оксид алюминия и стабилизированный диоксид циркония, при этом содержание оксида...
Спосіб одержання композиційних покриттів на основі нікеля
Номер патенту: 13683
Опубліковано: 25.04.1997
Автори: Яненський Валерій Миколайович, Лучка Мирон Васильович, Гуслієнко Юрій Олександрович
МПК: C25D 15/00
Мітки: композиційних, спосіб, покриттів, нікеля, одержання, основі
Формула / Реферат:
Способ получения композиционных покрытий на основе никеля, включающий электрохимическое осаждение никеля на деталь-катод из электролита, содержащего частицы диборида хрома, и последующий отжиг при 1060-1150°С, отличающийся тем, что, с целью повышения твердости к износостойкости, процесс проводят при горизонтальном расположении детали-катода и плотности тока 5-15 А/дм в импульсном режиме при чередовании перемешивания и седиментации...
Суспензія для електрофоретичного покриття та спосіб одержання електрофоретичного покриття
Номер патенту: 20344
Опубліковано: 15.07.1997
Автор: Жаринова Тамара Олександрівна
МПК: A61C 13/00
Мітки: електрофоретичного, одержання, спосіб, суспензія, покриття
Формула / Реферат:
1. Суспензия для электрофоретического покрытия, содержащая дисперсную фазу на основе полимера и функциональных добавок и непроводящий растворитель, отличающаяся тем, что дисперсная фаза содержит порошковый полимер с размером частиц не более 2 мкм или смесь порошковых полимеров при любом их соотношении, а в качестве функциональных добавок содержит дисперсный наполнитель с размером частиц не более 2 мкм, дисперсный пигмент с размером...
Спосіб одержання високотемпературного надпровідного покриття
Номер патенту: 19993
Опубліковано: 25.12.1997
Автори: Боярчук Тетяна Павлівна, Демірська Ольга Вікторівна, Хайлова Олена Генадіївна, Іщук Валерій Максимович, Чергінець Віктор Леонідович, Семиноженко Володимир Петрович
МПК: C23C 18/00, H01L 39/12, C23C 28/02
Мітки: надпровідного, високотемпературного, покриття, спосіб, одержання
Формула / Реферат:
Способ получения высокотемпературного сверхпроводящегопокрытия, предусматривающий приготовление исходного раствора солей металлов-компонентов высокотемпературного сверхпроводящего соединения и многоосновных органических кислот в многоатомном спирте, нанесение его на подложку с последующим термическим разложением нанесенного слоя и отжигом, отличающийся тем, что исходный раствор готовят смешиванием водного раствора нитратов...
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Шокуров Володимир Сергійович, Карпов Євген Семенович, Папіров Ігор Ісакович, Волокита Генадій Іванович
МПК: C23C 14/22
Мітки: виготовлення, фольги, спосіб, берилієвої, тонкої
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Попередній патент: Пристрій для розміщення оптичних волокон, основа та модуль пристрою
Наступний патент: Універсальний багатошвидкісний реверсивний лопатевий насос
Випадковий патент: Конвектор опалення