Спосіб одержання виробів з корозійностійким високотемпературним покриттям
Номер патенту: 48240
Опубліковано: 10.03.2010
Автори: Замковий Василь Євгенійович, Коваль Анатолій Данилович, Гайдук Сергій Валентинович, Гнатенко Олег Віталійович, Андрієнко Анатолій Георгійович, Кононов Віталій Владиславович, Красько Антон Юрійович, Михайлов Сергій Борисович

Формула / Реферат
Спосіб одержання виробів з корозійностійким високотемпературним покриттям, що включає підготовку поверхні, приготування суспензії, нанесення суспензії, дифузійний відпал, очищення, який відрізняється тим, що суспензію наносять в 3 шари при наступному складі компонентів у шарах, мас. %:
перший і третій шари:
алюміній
78-82
кремній
10-12
хром
8-10;
другий шар:
алюміній
62-66
хром
24-26
тантал
10-12,
при співвідношенні їх товщин 1:0,5:1-1:1:1 і сушать кожний при температурі 300-320 °С протягом 10-20 хвилин, дифузійний відпал покриття проводять у два етапи: 1-й за температурою 650-680 °С протягом 20-30 хвилин, 2-й за температурою 1050-1200 °С протягом 2-4 годин та охолодження зі швидкістю 60-70 °С/хвилину, співвідношення сумарного хрому та танталу повинно бути в межах 3,3-4,6.
Текст
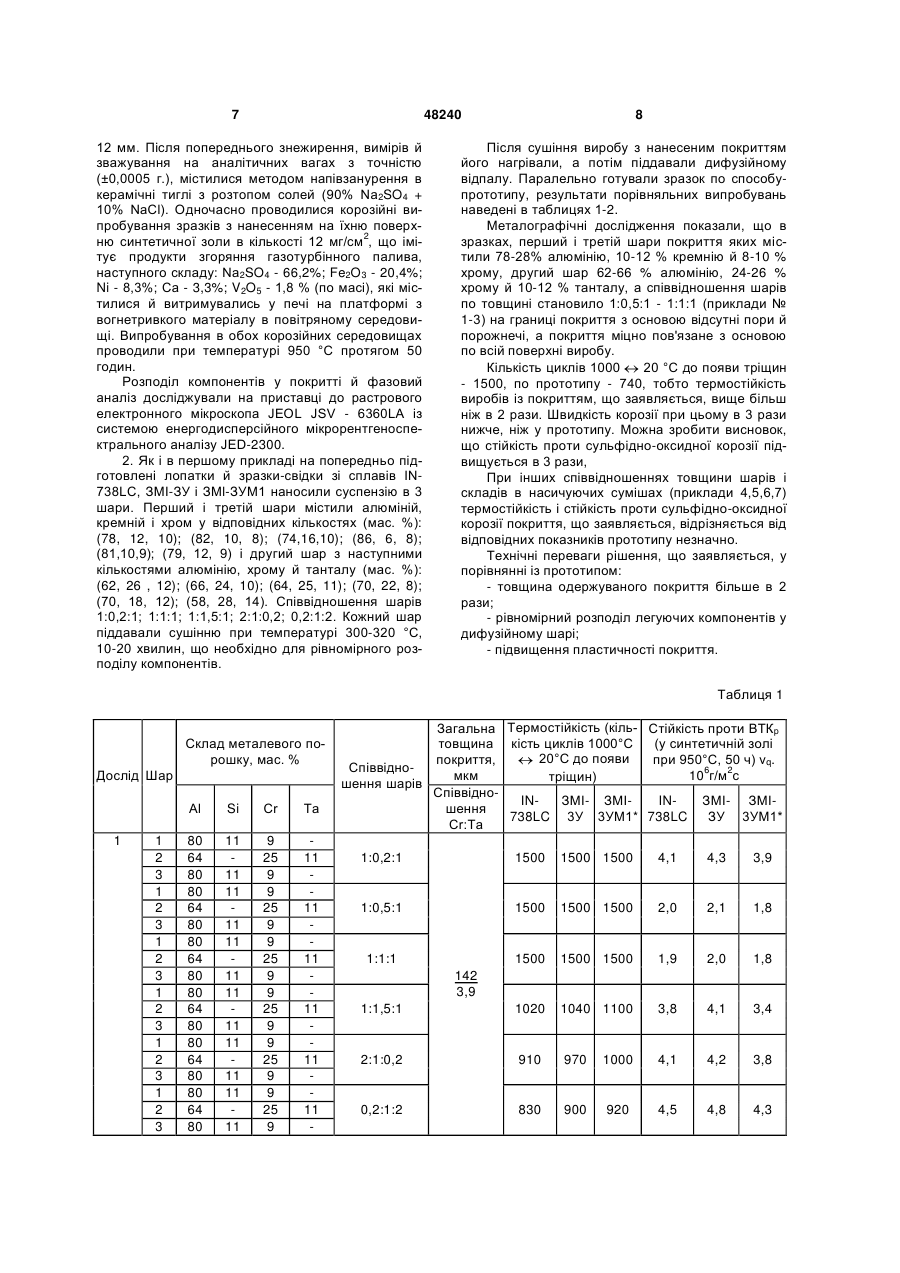
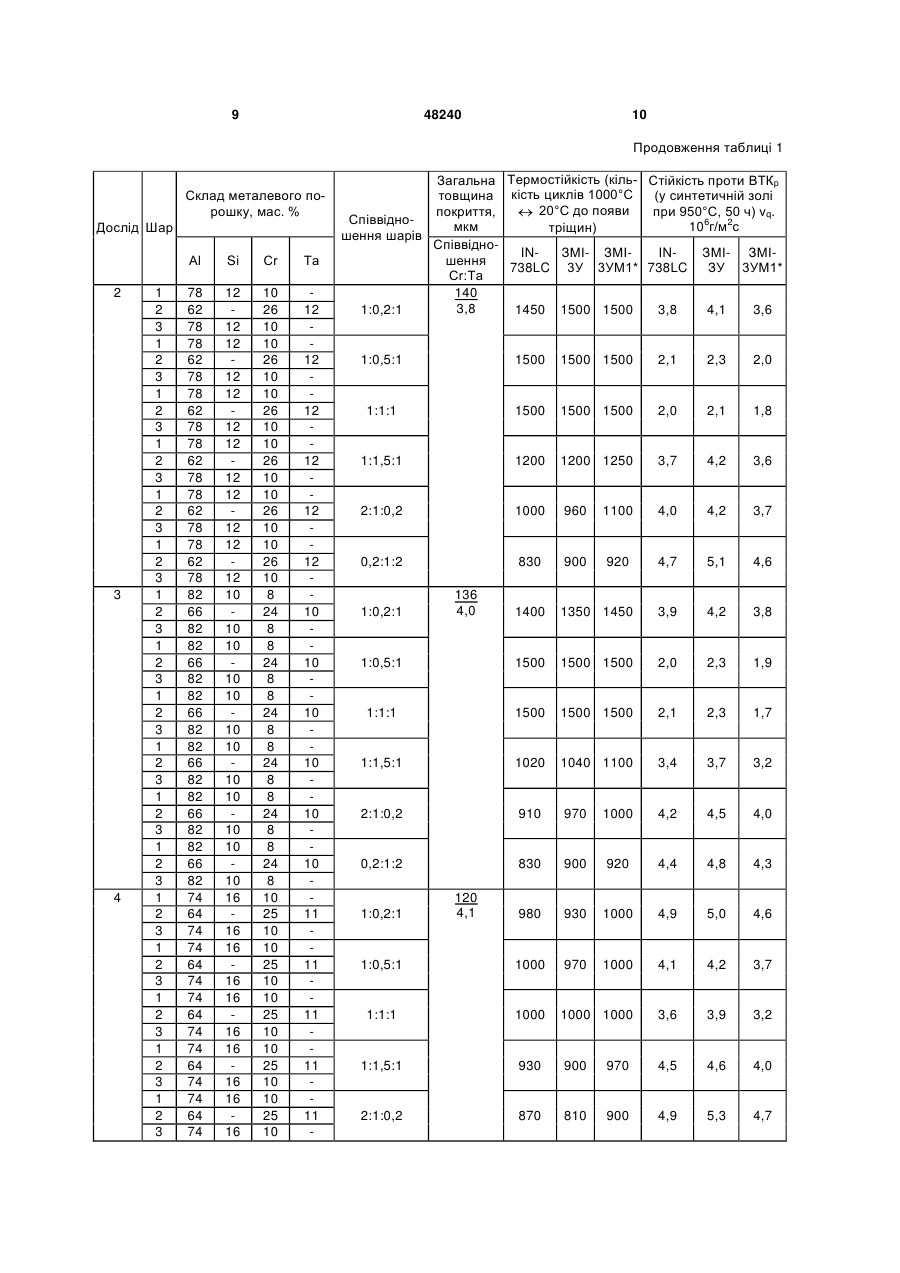
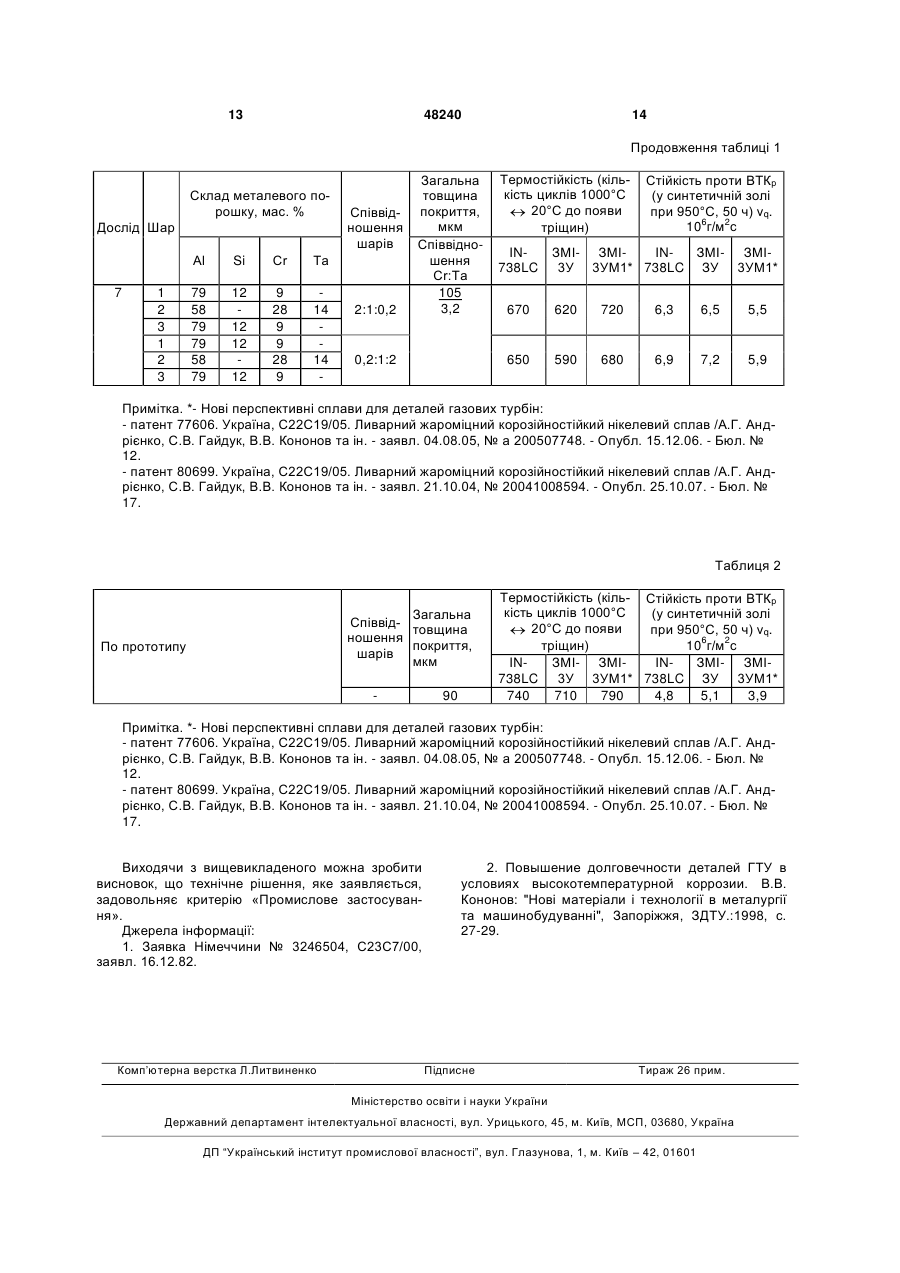
Спосіб одержання виробів з корозійностійким високотемпературним покриттям, що включає підготовку поверхні, приготування суспензії, нанесення суспензії, дифузійний відпал, очищення, який відрізняється тим, що суспензію наносять в 3 3 Поставлене завдання досягається тим, що ведеться підготовка поверхні, приготування суспензії, нанесення суспензії, дифузійний відпал, очищення, суспензію наносять в 3 шари при наступному складі компонентів у шарах, (мас. %): перший і третій шари алюміній 78-82 кремній 10-12 хром 8-10 другий шар алюміній 62-66 хром 24-26 тантал 10-12 співвідношенні їх товщин 1:0,5:1 - 1:1:1 і сушать кожний при температурі 300-320 °С протягом 10-20 хвилин, дифузійний відпал проводять у два етапи: 1-й за температурою 650-680 °С протягом 20-30 хвилин, 2-й за температурою 1050-1200 °С протягом 2-4 години, охолодження зі швидкістю 6070°С/хвилину, співвідношення сумарного хрому до танталу повинно бути в межах 3,3-4,6. Вибір даних вмістів компонентів у шарах і співвідношення між товщинами шарів обумовлений наступним. Взаємний вплив насичуючих елементів досить складний та введення в багатокомпонентну насичуючу суміш будь-якого з обраних елементів різко змінює процес утворення корозійностійких покриттів. Нанесення покриття в 3 шари, перший і третій з яких містить алюміній і кремній, створюють захисну плівку складних хімічних сполук, що підвищує жаростійкість покриття, а хром стабілізує їх, що запобігає вигорянню алюмінію з поверхні покриття (третього шару) і знижуючи дифузійну рухливість алюмінію в першому шарі. Крім того, він сприяє уповільненню розпаду фази NiAl у менш жаростійке з'єднання Ni3AI. Наявність у першому шарі алюмінію та кремнію, що не утворюють між собою хімічних сполук, виключає взаємодію елементів у насичуючій суміші, що створює сприятливі умови для дифузії алюмінію між шарами з утворенням стабільного дифузійного шару. Другий шар, що містить більше 24 % хрому та до 12 % танталу сприяє підвищенню твердості покриття й приводить до значного поліпшення якості покриття, зниженню пористості й крихкості шару, поліпшує зчеплення його з основним металом, виконуючи при цьому ще й роль дифузійного бар'єра. Вміст у першому й третьому шарах алюмінію менш 78 % знижує товщину шарів і це приводить до зниження ресурсу по корозійній стійкості, а підвищення вмісту алюмінію більше 82 % веде до зниження вмісту кремнію, що негативно впливає на твердість поверхневої зони, з'являються локальні корозійні поразки й стійкість до сульфідно-оксидної корозії знижується. Тому зниження вмісту кремнію менш 10% недоцільно, а підвищення його більше 12 % при високому вмісту алюмінію приводить до утворення силіцидів, які негативно впливають на пластичність покриття й знижують термостійкість виробів. При одночасному насиченні виробів з нікелевих сплавів алюмінієм, хромом і кремнієм, вміст хрому більше 10 % сприяє зменшенню товщини шарів та твердості одержуваних дифузійних шарів, тому що 48240 4 термодинамічна активність алюмінію при формуванні захисної плівки знижується. Зниження вмісту хрому менш 8 % знижує стабільність покриття, а також жаростійкість фази NiAl, підвищуючи при цьому її схильність до мартенситних перетворень, що у свою чергу знижує опірність покриття та виробу сульфідно-оксидної корозії. Другий шар, що містить порошок алюмінію, хрому й танталу виконує роль бар'єра. Зниження вмісту хрому менш 24 % недостатньо для оптимального легування інтерметалідів NiAl, що утворюється у першому й третьому шарах з метою ефективного захисту виробу від сульфідно-оксидної корозії. Вміст хрому більше 26 % спричиняє утворенню крихкого інтерметалідного з'єднання (хромалюміній), що значно знижує термостійкість покриття. Зниженню термостійкості сприяє також підвищення вмісту танталу більше 12 % (внаслідок утворення надлишкової кількості силіцидів і карбідів). При вмісті танталу менш 10 % у процесі експлуатації ефективність дії дифузійного бар'єра знижується й з'єднання танталу, що утвориться, не протистоять розчину покриття. При цьому знижується його стійкість проти сульфідно-оксидної корозії. Співвідношення шарів по товщині 1:0.5:1 1:1:1 забезпечує рівномірність розподілу легуючих елементів у дифузійних шарах, формування покриття без помітного проникнення компонентів покриття в глиб виробу й елементів матриці в покриття за рахунок чого підвищується термостійкість і довговічність виробу, його стійкість проти сульфідно-оксидної корозії. Якщо співвідношення першого і третього шарів буде більш 1, то перелегування шарів алюмінієм, кремнієм і хромом знизять термостійкість покриття за рахунок утворення надлишкових силіцидів Ni, Сr, Ті, W, Мо та їх коагуляції. Якщо співвідношення шарів буде менш 1, то недостатньо утворюється евтектика Ni-Si і значно знижується тривалість її існування, також це приводить до дифузії хрому з основного металу в покриття, підвищуючи його твердість та зменшуючи термостійкість. Якщо співвідношення другого шару до першого і третього буде менш 0,5, то збільшується вірогідність неутворення дифузійного бар'єру. Якщо співвідношення другого шару до першого і третього буде більше 1, то збільшується вірогідність появи пористості й крихкості шару, що знижує якість покриття. Сушіння шарів сприяє створенню умов для формування оптимального складу покриття під час дифузійного відпалу. Якщо температура сушіння буде менш 300 °С та протягом менш 10 хвилин, то спостерігається затримка формування шару покриття, що приводить при дифузійному відпалі до зниження його якості, а якщо температура сушіння буде більше 320 °С протягом більш 20 хвилин, то це не сприяє покращенню якості покриття лише веде до збільшення енергетичних витрат. Проведення дифузійного відпалу у два етапи обумовлено наступним. На першому етапі виконується первинна термічна стабілізація покриття за рахунок підплавлення алюмінію та створення твердих компонентів покриття. Якщо температура 5 буде менш 650 °С протягом менш 20 хвилин, то не відбувається ефект зв'язування порошків у шарах, що негативно впливає на кінетику формування першого шару покриття, а також не встигають завершитись адгезійні та поверхневі дифузійні процеси твердих компонентів. Якщо температура буде більше 680 °С протягом більш 30 хвилин, то це приводить до ускорения дифузійних процесів у шарах і не сприяє попередній термічній стабілізації покриття в цілому. При охолодженні зі швидкістю більш 70°С/хвилину відбувається виділення дрібнодисперсної зміцнюючої фази, що негативно впливає на термодинамічні параметри структури покриття, знижуючи його термостійкість. Охолодження зі швидкістю менш 60 °С/хвилину приводить до коагуляції основної зміцнюючої фази, при цьому не забезпечується її необхідна бімодальність. Співвідношення сумарного хрому до танталу повинно бути в межах 3,3:4,6 з метою підвищення ефективності дифузійного бар'єра. Якщо співвідношення Сr : Та буде більше 4,6, то в дифузійній зоні утворяться карбіди, а за рахунок надлишкової кількості елементів з об'ємноцентрованими кубічними гратами разом з Ni, виникають топологічно щільноупаковані фази, що сприяють розвитку мартенситного перетворення інтерметаліда NiAl, що знижує її пластичність і жаростійкість. Якщо співвідношення Сr : Та буде менше 3,3 то згадані фази, що виділилися в дифузійній зоні, зв'язують значну кількість основних легуючих елементів сплаву-основи й тим самим збіднюють ними прилягаючі до покриття шари -твердого розчину, знижуючи цим ефективність зміцнення твердого розчину сплаву. У порівнянні із найближчим аналогом, запропоноване технічне рішення має наступні відмітні ознаки: - покриття наносять у три шари при наступному вмісті компонентів у шарах, (% мас.): - перший і третій шари алюміній 78-82 кремній 10-12 хром 8-10 - другий шар алюміній 62-66 хром 24-26 тантал 10-12 - після нанесення кожного шару роблять сушіння протягом 10-20 хвилин при температурі 300320 °С; - дифузійний відпал проводять у два етапи: 1й за температурою 650-680 °С протягом 20-30 хвилин, 2-й за температурою 1050-1200 °С протягом 2-4 години; - охолодження зі швидкістю 60-70 °С/хвилину; - співвідношення Сr : Та = 3,3:4,6; - співвідношення шарів по товщині становить 1:0,5:1 - 1:1:1. Таким чином, нові ознаки при взаємодії з відомими ознаками забезпечують виявлення нових технічних властивостей - розроблено спосіб одержання виробів з корозійностійким високотемпературним покриттям, що забезпечує його високими 48240 6 показниками термостійкості та підвищеною стійкістю в умовах сульфідно-оксидної корозії. Спосіб здійснюється таким чином. Робочі лопатки ГТУ з жароміцних нікелевих сплавів оброблювали абразивом (зовнішню й внутрішню поверхні), знежирювали та наносили шар суспензії, що містить 78-82 % алюмінію, 10-12 % кремнію й 810% хрому: у внутрішню порожнину - наливом з витримкою 5-7 секунд, а на зовнішню - пульвелізатором. Сушили вироби, потім наносили другий шар суспензії, у якому втримувалося 62-66 % алюмінію, 24-26 % хрому й 10-12 % танталу. Після сушіння наносили третій шар суспензії по вмісту компонентів подібно першому. Співвідношення товщин шарів витримували в межах 1:0,5:1 - 1:1:1, а загальна товщина покриття становила 120-140 мкм. Останній шар також піддавали сушінню. Лопатки з нанесеним покриттям нагрівали при температурі 650-680 °С, витримували 20-30 хвилин і відпалювали при температурі 1050-1200 °С, 2-4 годин. Приклади конкретного виконання способу. 1. Робочі лопатки ТВД ГТК-10І та ГТК-25І з жароміцних нікелевих сплавів IN-738LC, ЗМІ-ЗУ і ЗМІ-ЗУМ1 оброблювали піском електрокорунду зернистістю 24-40 мкм, що забезпечує шорсткість Ra 1.25, що сприяє рівномірності покриття по всій поверхні з відхиленням не більше 5 %. Потім деталі знежирювали в ацетоні. Готували суспензію із суміші дисперсних порошків алюмінію-80 %, кремнію-11 % і хрому-9 %. У якості органічної рідини було випробувано два склади: хромато-фосфатна типу "ПМС -182" і нітроклітковина на колоксиліні типу "біндер" при співвідношенні металевої складової до "рідини" 1:(1, 5-3,0) і 1:(2, 0-4,0) відповідно. Перевагу віддали рідині ПМС -182, що забезпечує більш високу міцність шлікеру. Суспензія для другого шару містила алюмінію - 64 %, хрому25 % і танталу-11 %. Наносили другий шар, а потім третій, по складу аналогічний першому. Співвідношення шарів 1:0,5:1. Кожний шар піддавали сушінню в електропечі ОКБ 8115 при температурі 310 °С тривалістю 15 хвилин. Лопатки з отриманим вихідним покриттям нагрівали в електротермічній вакуумній печі «Ulvac» (розрідження не більше 10-4 мм. рт. ст. (= 0,0133 Па) з витримкою при температурі 650-680 °С, 2030 хвилин. Температура при нагріванні не повинна бути нижче 650 °С, а витримка менш 20 хвилин, тому що не відбувається повна дегазація покриття та не забезпечується рівномірний розподіл компонентів по об'єму, що приводить до погіршення якості покриття. Дифузійний відпал проводили для лопаток зі сплаву IN-738LC при 1160 °С - 2 години, зі сплаву ЗМІ-ЗУ при 1180 °С - 3 години й зі сплаву ЗМІЗУМ1 при 1200 °С - 4 години. Для визначення термостійкості з пера лопаток, уздовж усього перетину вирізали зразки шириною 30 мм. Термостійкість оцінювали по кількості циклів 1000 20 °С до появи тріщин. Для випробувань на сульфідно-оксидну корозію відливали з перерахованих вище сплавів зразки, що пройшли повністю весь технологічний цикл нанесення покриття, діаметром 10 мм і довжиною 7 48240 12 мм. Після попереднього знежирення, вимірів й зважування на аналітичних вагах з точністю (±0,0005 г.), містилися методом напівзанурення в керамічні тиглі з розтопом солей (90% Na2SO4 + 10% NaCl). Одночасно проводилися корозійні випробування зразків з нанесенням на їхню поверх2 ню синтетичної золи в кількості 12 мг/см , що імітує продукти згоряння газотурбінного палива, наступного складу: Na2SO4 - 66,2%; Fe2O3 - 20,4%; Ni - 8,3%; Са - 3,3%; V2O5 - 1,8 % (по масі), які містилися й витримувались у печі на платформі з вогнетривкого матеріалу в повітряному середовищі. Випробування в обох корозійних середовищах проводили при температурі 950 °С протягом 50 годин. Розподіл компонентів у покритті й фазовий аналіз досліджували на приставці до растрового електронного мікроскопа JEOL JSV - 6360LA із системою енергодисперсійного мікрорентгеноспектрального аналізу JED-2300. 2. Як і в першому прикладі на попередньо підготовлені лопатки й зразки-свідки зі сплавів IN738LC, ЗМІ-ЗУ і ЗМl-ЗУМ1 наносили суспензію в 3 шари. Перший і третій шари містили алюміній, кремній і хром у відповідних кількостях (мас. %): (78, 12, 10); (82, 10, 8); (74,16,10); (86, 6, 8); (81,10,9); (79, 12, 9) і другий шар з наступними кількостями алюмінію, хрому й танталу (мас. %): (62, 26 , 12); (66, 24, 10); (64, 25, 11); (70, 22, 8); (70, 18, 12); (58, 28, 14). Співвідношення шарів 1:0,2:1; 1:1:1; 1:1,5:1; 2:1:0,2; 0,2:1:2. Кожний шар піддавали сушінню при температурі 300-320 °С, 10-20 хвилин, що необхідно для рівномірного розподілу компонентів. 8 Після сушіння виробу з нанесеним покриттям його нагрівали, а потім піддавали дифузійному відпалу. Паралельно готували зразок по способупрототипу, результати порівняльних випробувань наведені в таблицях 1-2. Металографічні дослідження показали, що в зразках, перший і третій шари покриття яких містили 78-28% алюмінію, 10-12 % кремнію й 8-10 % хрому, другий шар 62-66 % алюмінію, 24-26 % хрому й 10-12 % танталу, а співвідношення шарів по товщині становило 1:0,5:1 - 1:1:1 (приклади № 1-3) на границі покриття з основою відсутні пори й порожнечі, а покриття міцно пов'язане з основою по всій поверхні виробу. Кількість циклів 1000 20 °С до появи тріщин - 1500, по прототипу - 740, тобто термостійкість виробів із покриттям, що заявляється, вище більш ніж в 2 рази. Швидкість корозії при цьому в 3 рази нижче, ніж у прототипу. Можна зробити висновок, що стійкість проти сульфідно-оксидної корозії підвищується в 3 рази, При інших співвідношеннях товщини шарів і складів в насичуючих сумішах (приклади 4,5,6,7) термостійкість і стійкість проти сульфідно-оксидної корозії покриття, що заявляється, відрізняється від відповідних показників прототипу незначно. Технічні переваги рішення, що заявляється, у порівнянні із прототипом: - товщина одержуваного покриття більше в 2 рази; - рівномірний розподіл легуючих компонентів у дифузійному шарі; - підвищення пластичності покриття. Таблиця 1 Склад металевого порошку, мас. % Дослід Шар Аl 1 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 Si Сr Та 80 64 80 80 64 80 80 64 80 80 64 80 80 64 80 80 64 80 11 11 11 11 11 11 11 11 11 11 11 11 9 25 9 9 25 9 9 25 9 9 25 9 9 25 9 9 25 9 11 11 11 11 11 11 Загальна Термостійкість (кіль- Стійкість проти ВТКр товщина кість циклів 1000°С (у синтетичній золі 20°С до появи покриття, при 950°С, 50 ч) vq. Співвідномкм 106г/м2с тріщин) шення шарів СпіввідноINЗМІ- ЗМІINЗМІ- ЗМІшення 738LC 3У 3УМ1* 738LC ЗУ 3УМ1* Сr:Та 1:0,2:1 1500 1500 1500 4,1 4,3 3,9 1:0,5:1 1500 1500 1500 2,0 2,1 1,8 1500 1500 1500 1,9 2,0 1,8 1:1,5:1 1020 1040 1100 3,8 4,1 3,4 2:1:0,2 910 970 1000 4,1 4,2 3,8 0,2:1:2 830 900 920 4,5 4,8 4,3 1:1:1 142 3,9 9 48240 10 Продовження таблиці 1 Склад металевого порошку, мас. % Дослід Шар Аl 2 3 4 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 Si Сr Та 78 62 78 78 62 78 78 62 78 78 62 78 78 62 78 78 62 78 82 66 82 82 66 82 82 66 82 82 66 82 82 66 82 82 66 82 74 64 74 74 64 74 74 64 74 74 64 74 74 64 74 12 12 12 12 12 12 12 12 12 12 12 12 10 10 10 10 10 10 10 10 10 10 10 10 16 16 16 16 16 16 16 16 16 16 10 26 10 10 26 10 10 26 10 10 26 10 10 26 10 10 26 10 8 24 8 8 24 8 8 24 8 8 24 8 8 24 8 8 24 8 10 25 10 10 25 10 10 25 10 10 25 10 10 25 10 12 12 12 12 12 12 10 10 10 10 10 10 11 11 11 11 11 Загальна Термостійкість (кіль- Стійкість проти ВТКр товщина кість циклів 1000°С (у синтетичній золі 20°С до появи покриття, при 950°С, 50 ч) vq. Співвідно6 2 мкм 10 г/м с тріщин) шення шарів СпіввідноINЗМІ- ЗМІINЗМІ- ЗМІшення 738LC 3У 3УМ1* 738LC ЗУ 3УМ1* Сr:Та 140 3,8 1:0,2:1 1450 1500 1500 3,8 4,1 3,6 1:0,5:1 1500 1500 1500 2,1 2,3 2,0 1:1:1 1500 1500 1500 2,0 2,1 1,8 1:1,5:1 1200 1200 1250 3,7 4,2 3,6 2:1:0,2 1000 960 1100 4,0 4,2 3,7 0,2:1:2 830 900 920 4,7 5,1 4,6 1400 1350 1450 3,9 4,2 3,8 1:0,5:1 1500 1500 1500 2,0 2,3 1,9 1:1:1 1500 1500 1500 2,1 2,3 1,7 1:1,5:1 1020 1040 1100 3,4 3,7 3,2 2:1:0,2 910 970 1000 4,2 4,5 4,0 0,2:1:2 830 900 920 4,4 4,8 4,3 980 930 1000 4,9 5,0 4,6 1:0,5:1 1000 970 1000 4,1 4,2 3,7 1:1:1 1000 1000 1000 3,6 3,9 3,2 1:1,5:1 930 900 970 4,5 4,6 4,0 2:1:0,2 870 810 900 4,9 5,3 4,7 1:0,2:1 1:0,2:1 136 4,0 120 4,1 11 48240 12 Продовження таблиці 1 Склад металевого порошку, мас. % Дослід Шар Аl 4 5 6 7 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 Si Сr 16 16 6 6 6 6 6 6 6 6 6 6 6 6 10 10 10 10 10 10 10 10 10 10 10 10 12 12 12 12 12 12 12 12 10 25 10 8 22 8 8 22 8 8 22 8 8 22 8 8 22 8 8 22 8 9 18 9 9 18 9 9 18 9 9 18 9 9 18 9 9 18 9 9 28 9 9 28 9 9 28 9 9 28 9 11 8 8 8 8 8 8 12 12 12 12 12 12 14 14 14 14 0,2:1:2 1:0,2:1 116 4,8 Співвідношення шарів Та 74 64 74 86 70 86 86 70 86 86 70 86 86 70 86 86 70 86 86 70 86 81 70 81 81 70 81 81 70 81 81 70 81 81 70 81 81 70 81 79 58 79 79 58 79 79 58 79 79 58 79 Загальна товщина покриття, мкм Співвідношення Сr:Та 120 4,1 Термостійкість (кількість циклів 1000°С 20°С до появи тріщин) Стійкість проти ВТКр (у синтетичній золі при 950°С, 50 ч) vq. 6 2 10 г/м с INЗМІ- ЗМІINЗМІ- ЗМІ738LC 3У 3УМ1* 738LC ЗУ 3УМ1* 810 780 860 5,2 5,8 4,0 930 870 950 5,2 5,3 4,9 1:0,5:1 970 910 1000 4,2 4,4 3,5 1:1:1 980 930 1000 3,9 4,1 3,4 1:1,5:1 940 890 950 5,0 5,1 4,7 2:1:0,2 810 870 890 5,7 5,9 5,1 0,2:1:2 650 620 690 5,9 6,1 5,2 910 870 960 6,4 6,7 5,8 1:0,5:1 970 940 1000 5,1 5,3 4,2 1:1:1 1000 960 1000 5,2 5,6 4,5 1:1,5:1 940 870 960 6,1 6,9 5,4 2:1:0,2 760 780 810 7,1 7,6 5,7 0,2:1:2 730 690 760 7,7 8,2 6,1 890 810 930 5,2 5,4 4,7 1:0,5:1 910 880 940 4,6 4,9 4,1 1:1:1 920 900 940 4,4 4,7 3,8 1:1,5:1 790 760 800 5,8 6,1 4,9 1:0,2:1 1:0,2:1 110 3,0 105 3,2 13 48240 14 Продовження таблиці 1 Склад металевого порошку, мас. % Дослід Шар Аl 7 1 2 3 1 2 3 Si Сr Та 79 58 79 79 58 79 12 12 12 12 9 28 9 9 28 9 14 14 Співвідношення шарів 2:1:0,2 Загальна товщина покриття, мкм Співвідношення Сr:Та 105 3,2 Термостійкість (кількість циклів 1000°С 20°С до появи тріщин) Стійкість проти ВТКр (у синтетичній золі при 950°С, 50 ч) vq. 6 2 10 г/м с INЗМІ- ЗМІINЗМІ- ЗМІ738LC 3У 3УМ1* 738LC ЗУ 3УМ1* 620 720 6,3 6,5 5,5 650 0,2:1:2 670 590 680 6,9 7,2 5,9 Примітка. *- Нові перспективні сплави для деталей газових турбін: - патент 77606. Україна, С22С19/05. Ливарний жароміцний корозійностійкий нікелевий сплав /А.Г. Андрієнко, С.В. Гайдук, В.В. Кононов та ін. - заявл. 04.08.05, № а 200507748. - Опубл. 15.12.06. - Бюл. № 12. - патент 80699. Україна, С22С19/05. Ливарний жароміцний корозійностійкий нікелевий сплав /А.Г. Андрієнко, С.В. Гайдук, В.В. Кононов та ін. - заявл. 21.10.04, № 20041008594. - Опубл. 25.10.07. - Бюл. № 17. Таблиця 2 Загальна Співвідтовщина ношення покриття, шарів мкм По прототипу 90 Термостійкість (кіль- Стійкість проти ВТКр кість циклів 1000°С (у синтетичній золі 20°С до появи при 950°С, 50 ч) vq. 106г/м2с тріщин) INЗМІ- ЗМІINЗМІ- ЗМІ738LC 3У 3УМ1* 738LC ЗУ 3УМ1* 740 710 790 4,8 5,1 3,9 Примітка. *- Нові перспективні сплави для деталей газових турбін: - патент 77606. Україна, С22С19/05. Ливарний жароміцний корозійностійкий нікелевий сплав /А.Г. Андрієнко, С.В. Гайдук, В.В. Кононов та ін. - заявл. 04.08.05, № а 200507748. - Опубл. 15.12.06. - Бюл. № 12. - патент 80699. Україна, С22С19/05. Ливарний жароміцний корозійностійкий нікелевий сплав /А.Г. Андрієнко, С.В. Гайдук, В.В. Кононов та ін. - заявл. 21.10.04, № 20041008594. - Опубл. 25.10.07. - Бюл. № 17. Виходячи з вищевикладеного можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію «Промислове застосування». Джерела інформації: 1. Заявка Німеччини № 3246504, С23С7/00, заявл. 16.12.82. Комп’ютерна верстка Л.Литвиненко 2. Повышение долговечности деталей ГТУ в условиях высокотемпературной коррозии. В.В. Кононов: "Нові матеріали і технології в металургії та машинобудуванні", Запоріжжя, ЗДТУ.:1998, с. 27-29. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing articles with corrosion resistant high-temperature coating
Автори англійськоюKoval Anatolii Danylovych, Andriienko Anatolii Heorhiiovych, Haiduk Serhii Valentynovych, Kononov Vitalii Vladyslavovych, Mykhailov Serhii Borysovych, Zamkovyi Vasyl Yevheniiovych, Hnatenko Oleh Vitaliiovych, Krasko Anton Yuriiovych
Назва патенту російськоюСпособ получения изделий с коррозионностойким высокотемпературным покрытием
Автори російськоюКузнец Анатолий Данилович, Андриенко Анатолий Георгиевич, Гайдук Сергей Валентинович, Кононов Виталий Владиславович, Михайлов Сергей Борисович, Замковый Василий Евгеньевич, Гнатенко Олег Витальевич, Красько Антон Юрьевич
МПК / Мітки
МПК: C23C 28/00, C23C 10/00
Мітки: високотемпературним, виробів, одержання, корозійностійким, спосіб, покриттям
Код посилання
<a href="https://ua.patents.su/7-48240-sposib-oderzhannya-virobiv-z-korozijjnostijjkim-visokotemperaturnim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання виробів з корозійностійким високотемпературним покриттям</a>
Спосіб відновлення працездатності виробів із склоемалевим покриттям
Номер патенту: 24637
Опубліковано: 10.07.2007
Автори: Коваленко Валентина Петрівна, Хомрач Федір Петрович
МПК: C03C 8/00
Мітки: склоемалевим, покриттям, відновлення, виробів, спосіб, працездатності
Формула / Реферат:
1. Спосіб відновлення працездатності виробів із склоемалевим покриттям, що включає реемалювання пошкодженого склоемалевого покриття, який відрізняється тим, що перед реемалюванням знаходять пошкоджені ділянки склоемалевого покриття виробу, видаляють його до металевої поверхні виробу, обпалюють виріб з повторним зачищенням пошкоджених ділянок з наступним нанесенням на них ґрунтових та покривних шарів склоемалей з обпаленням та охолодженням...
Спосіб і апарат для виробництва сталевих виробів із металевим покриттям
Номер патенту: 81546
Опубліковано: 10.01.2008
Автори: Клессанс Серж, Де Мейер Марійке, Хьорзенбергер Франц
МПК: C23C 14/16, C23C 14/02, C23C 14/58, C23C 10/02
Мітки: сталевих, спосіб, виробів, покриттям, виробництва, апарат, металевим
Формула / Реферат:
1. Спосіб виробництва сталевих виробів із металевим покриттям, що включає стадії:покривання сталевого виробу металевим покриттям,додавання додаткового металевого елемента до зазначеного покриття з наступною термічною обробкою вказаного виробу, який відрізняється тим, що:перед додаванням зазначеного додаткового елемента вказаний виріб піддають плазмовій обробці, для очищення й активації поверхні зазначеного...
Спосіб виготовлення абразивних виробів з покриттям
Номер патенту: 83545
Опубліковано: 25.07.2008
Автори: Янг Венліанг Патрік, Свей Гво, Неворет Даміен, Вей Пол
МПК: B24D 3/34, B24D 3/20, B24D 11/00
Мітки: виготовлення, виробів, покриттям, абразивних, спосіб
Формула / Реферат:
1. Спосіб виготовлення абразивного виробу з покриттям, що включає: перемішування зв'язуючої суміші з абразивними зернами з утворенням абразивної суспензії, причому зв'язуюча суміш містить суміш першого й другого компонентів зв'язуючого, де перший компонент зв'язуючого є отверджуваним випромінюванням, а другий компонент зв'язуючого є термічно отверджуваним і містить порошок, що слугує для модифікації реологічних властивостей...
Електроліт для хіміко-термічного сульфідування виробів з чавуну з нанесеним хромовим покриттям
Номер патенту: 23389
Опубліковано: 25.05.2007
Автори: Сушинський Микола Михайлович, Попов Юрій Олександрович, Туманова Неллі Хачатуровна, Богданович Людмила Василівна, Бойко Олег Іванович
МПК: C23C 22/70, C25D 3/02
Мітки: чавуну, електроліт, нанесеним, хіміко-термічного, хромовим, виробів, сульфідування, покриттям
Формула / Реферат:
Електроліт для хіміко-термічного сульфідування виробів з чавуну з нанесеним хромовим покриттям, що містить карбамід та фталімід, який відрізняється тим, що додатково містить тіокарбамід та тіоціанат амонію при такому співвідношенні компонентів, мас. %: карбамід 9-19 тіокарбамід 40-45 тіоціанат амонію 40-45 фталімід ...
Продукт з цукровим покриттям та спосіб його одержання (варіанти)
Номер патенту: 66760
Опубліковано: 15.06.2004
Автори: Хакамата Тетсуйя, Нода Ясуо, Мочізукі Ясухіро
Мітки: продукт, спосіб, покриттям, варіанти, цукровим, одержання
Формула / Реферат:
1. Продукт, що включає їстівну серцевину, на поверхню якої нанесене тверде покриття, що містить цукровий спирт та додаткову речовину, який відрізняється тим, що як додаткову речовину твердий шар містить кислоту в кількості 0,9-5,0 мас. частин на 100 мас. частин продукту.2. Продукт за п.1, який відрізняється тим, що твердий шар складається з шару, що містить цукровий спирт та кислоту.3. Продукт за п.1, який відрізняється тим, що...
Попередній патент: Вітродвигун
Наступний патент: Вологий комбікорм для кішок
Випадковий патент: Замковий вузол свердловинного штангового насоса