Лопатка турбіни для газотурбінного двигуна , деталь газової турбіни та способи підвищення їх довговічності
Номер патенту: 65619
Опубліковано: 15.04.2004
Автори: Сітел Елан Девід, Олсон Уолтер Е., Аллен Вільям Патрік, Шах Діліп М.
Формула / Реферат
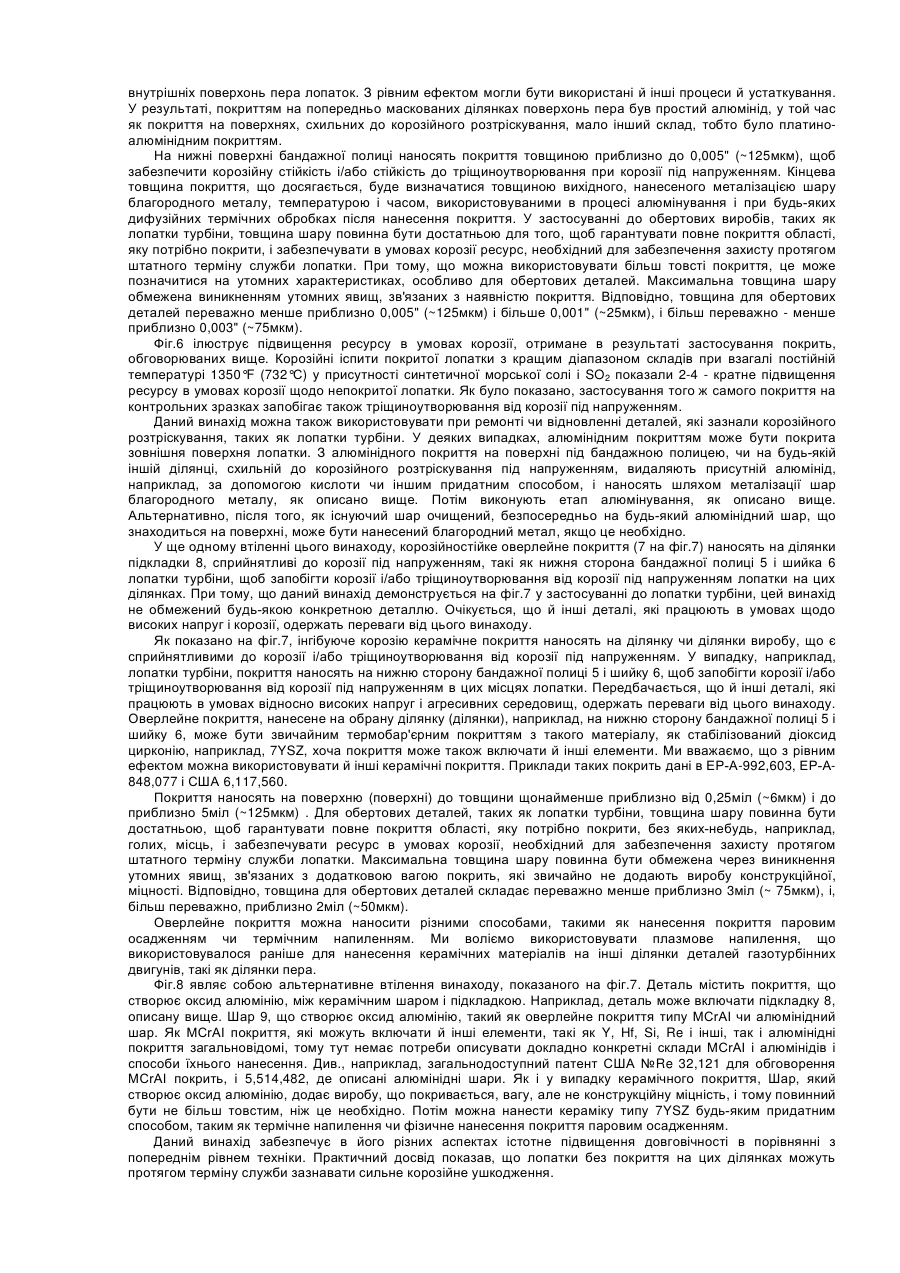
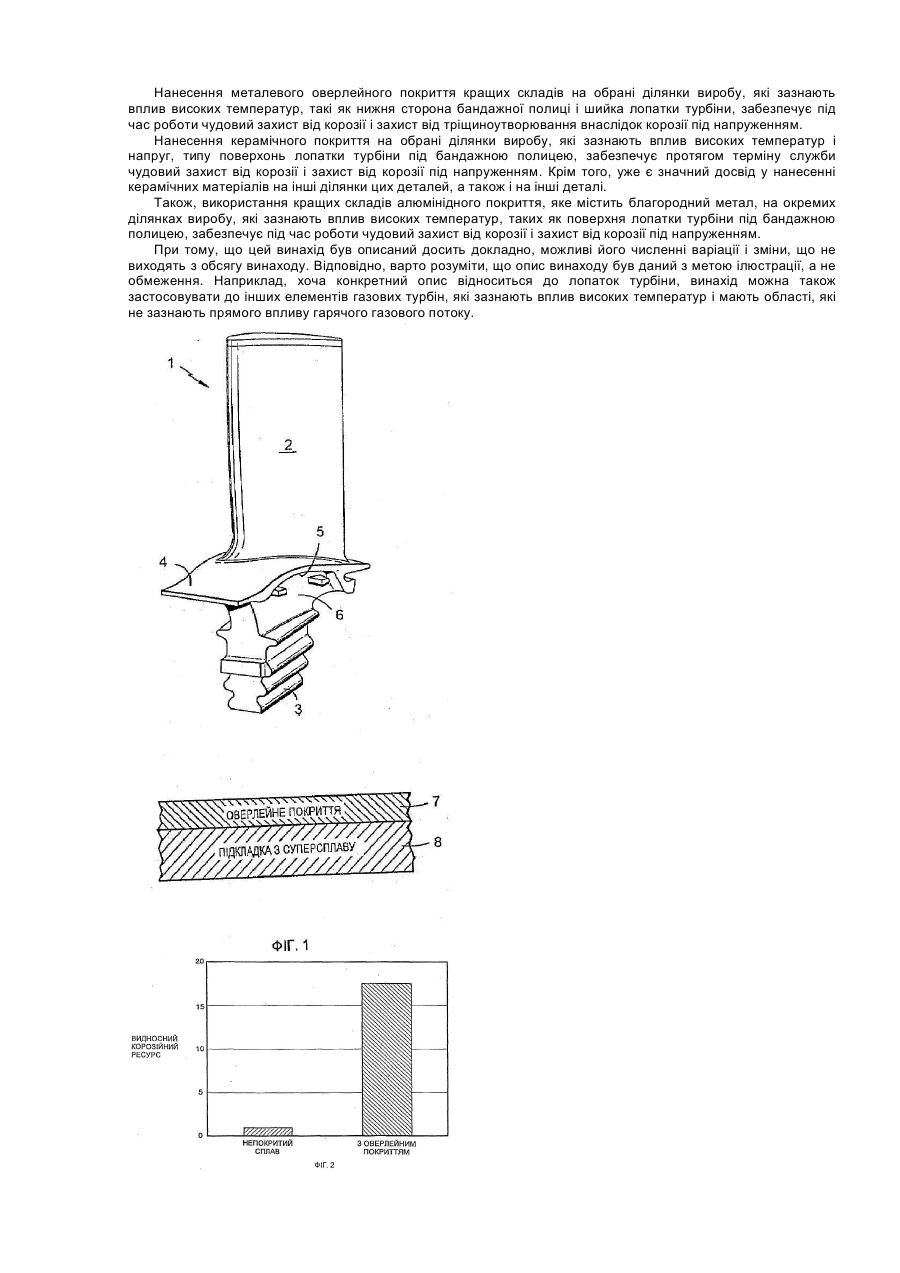
1. Лопатка турбіни для газотурбінного двигуна, що містить підкладку із суперсплаву, яка визначає перо лопатки (2), хвостовик (3) і бандажну полицю (4), розміщену між пером лопатки і хвостовиком, причому полиця має нижню сторону (5), яка відрізняється тим, що має корозійностійке чи інгібуюче корозію покриття (7,10), нанесене на нижню сторону бандажної полиці.
2. Лопатка турбіни за п. 1, яка відрізняється тим, що згадане покриття є корозійностійким чи інгібуючим оверлейним покриттям.
3. Лопатка турбіни за п. 2, яка відрізняється тим, що додатково містить шийку (6) між бандажною полицею і хвостовиком і тим, що покриття нанесене також на шийку лопатки.
4. Лопатка турбіни за п. 2, яка відрізняється тим, що додатково містить інше покриття на поверхні пера лопатки, причому склад іншого покриття відмінний від корозійностійкого оверлейного покриття.
5. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що покриття (7,10) являє собою оверлейне покриття MCrAlY (M є комбінацією Ni, Co і/або Fe).
6. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що покриття (7,10) містить 10-40% Сr, 5-35% А1, 0-2% Y, 0-7% Si, 0-2% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, які складають менше 20% від загальної кількості.
7. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що покриття (7,10) містить 20-40% Сr, 5-20% А1, 0-1% Y, 0-2% Si, 0-1% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
8. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що покриття містить 25-40% Сr, 5-15% А1, 0-0,8% Y, 0-0,5% Si, 0-0,4% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
9. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що покриття (7,10) має номінальну товщину менше 0,005" (~125 мкм).
10. Лопатка турбіни за п. 9, яка відрізняється тим, що покриття (7,10) має товщину приблизно 0,0005-0,003" (~12,5-75 мкм).
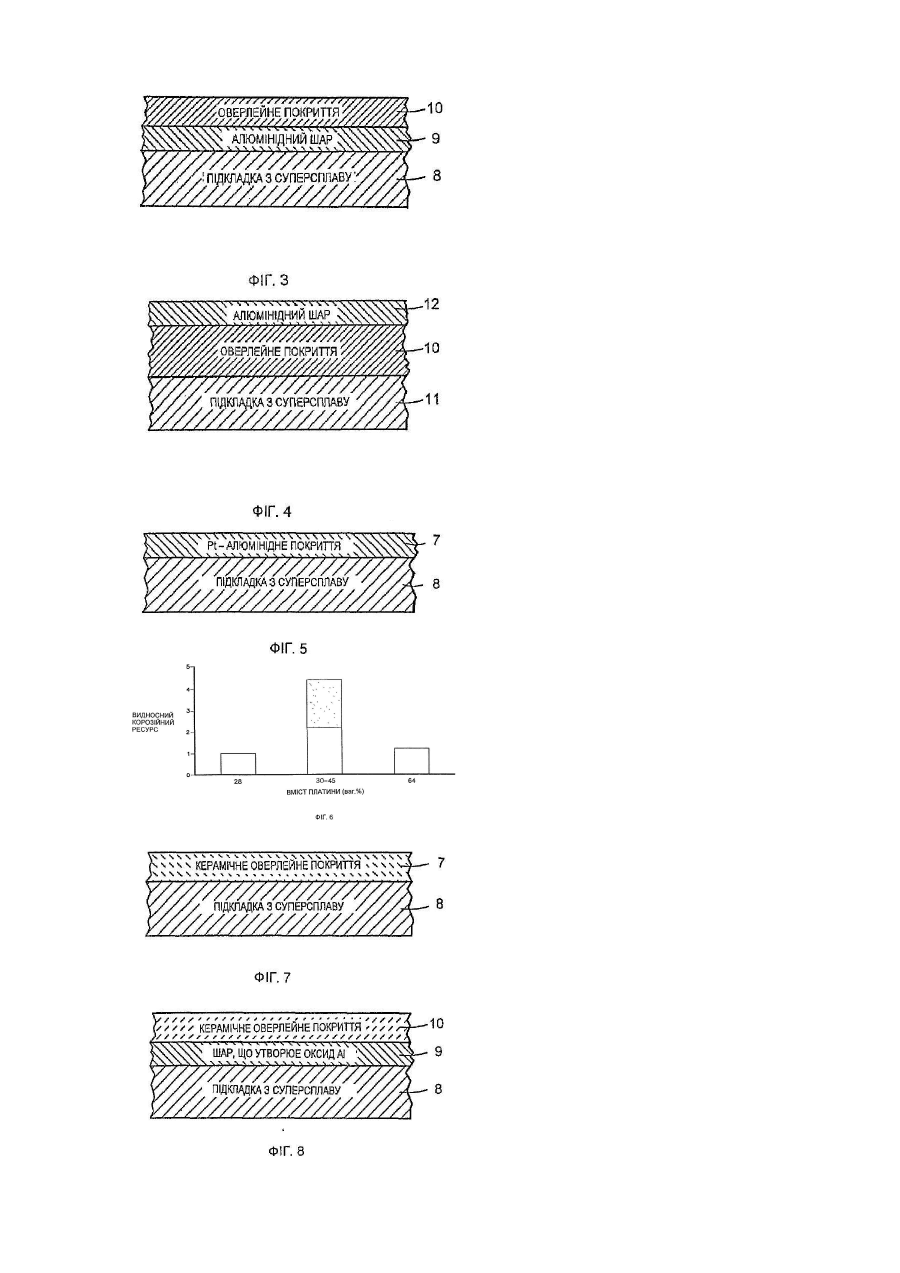
11. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що додатково містить алюмінідний шар (9) на поверхні підкладки, причому оверлейне покриття (10) знаходиться на алюмінідному шарі.
12. Лопатка турбіни за кожним із пунктів 1-10, яка відрізняється тим, що додатково містить алюмінідний шар ( 12 ), який знаходиться на оверлейному покритті (10).
13. Лопатка турбіни за п. 11 чи 12, яка відрізняється тим, що алюмінідний шар є платино-алюмінідним.
14. Лопатка турбіни за пунктами 2, 3 чи 4, яка відрізняється тим, що оверлейне покриття (7,10) є керамічним оверлейним покриттям.
15. Лопатка турбіни за п. 14, яка відрізняється тим, що керамічне оверлейне покриття (7,10) складається зі стабілізованого діоксиду цирконію.
16. Лопатка турбіни за п. 14 чи 15, яка відрізняється тим, що керамічне оверлейне покриття (7,10) має номінальну товщину менше 5 міл (~125 мкм).
17. Лопатка турбіни за п. 16, яка відрізняється тим, що покриття має товщину приблизно 0,25 - 3 міл (~6-75 мкм).
18. Лопатка турбіни за кожним із пп. 14-17, яка відрізняється тим, що додатково містить шар (9) оксиду алюмінію на поверхні підкладки, причому керамічний шар знаходиться на шарі оксиду алюмінію.
19. Лопатка турбіни за п. 18, яка відрізняється тим, що шар оксиду алюмінію (9) виконаний із алюмініду чи оверлейного зв'язувального покриття.
20. Лопатка турбіни за кожним із пп. 14-19, яка відрізняється тим, що принаймні частина пера покрита покриттям, що має склад, який відрізняється від складу покриття на поверхні під бандажною полицею.
21. Лопатка турбіни за п. 20, яка відрізняється тим, що принаймні частина пера покрита металевим покриттям, а поверхня під бандажною полицею покрита керамічним покриттям.
22. Лопатка турбіни за п. 1, яка відрізняється тим, що покриття являє собою корозійностійке алюмінідне покриття ( 7,9 ), що містить благородний метал.
23. Лопатка турбіни за п. 22, яка відрізняється тим, що додатково містить шийку (6) між бандажною полицею і хвостовиком і тим, що покриття (7,9) покриває також шийку.
24. Лопатка турбіни за п. 22 чи 23, яка відрізняється тим, що алюмінідне покриття (7,9) є платино-алюмінідним покриттям.
25. Лопатка турбіни за кожним із пп. 22-24, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 11-65 ваг. % платини, решта - переважно алюміній і нікель.
26. Лопатка турбіни за п. 25, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 25-55 ваг. % платини, решта - переважно алюміній і нікель.
27. Лопатка турбіни за п. 26, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 30-45 ваг. % платини, решта - переважно алюміній і нікель.
28. Лопатка турбіни за кожним із пп. 20-27, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9 ) має номінальну товщину менш 0,005" (~125 мкм).
29. Лопатка турбіни за кожним із пп. 22-27, яка відрізняється тим, що щонайменше частина деталі чи лопатки має нанесене покриття, яке має склад, який відрізняється від складу того покриття, що нанесене на поверхню пера.
30. Лопатка турбіни за п. 29, яка відрізняється тим, що щонайменше частина пера покрита дифузійним алюмінідом, а поверхня під бандажною полицею покрита алюмінідом, який містить благородний метал.
31. Лопатка турбіни за кожним із пп. 22-30, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) додатково містить ітрій, гафній і/або кремній.
32. Лопатка турбіни за кожним із пп. 22-31, яка відрізняється тим, що додатково містить платино-алюмінідний шар, нанесений поверх існуючого алюмінідного покриття.
33. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що підкладка складається зі сплаву на основі нікелю з рівноважною структурою.
34. Лопатка турбіни за кожним із пп. 1 - 32, яка відрізняється тим, що підкладка складається з направлено кристалізованого сплаву на основі нікелю.
35. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що підкладка складається з монокристалічного сплаву на основі нікелю.
36. Лопатка турбіни за кожним із попередніх пунктів, яка відрізняється тим, що підкладка складається зі сплаву на основі нікелю зі стовпчастою структурою.
37. Деталь газової турбіни, виготовлена із суперсплаву, яка працює в середовищі з температурами первинного газового потоку вище 1000°С, яка має першу, відкриту частину (2), що зазнає безпосереднього впливу гарячого газового потоку, другу, екрановану частину (3), що екранована від прямого впливу гарячого газового потоку, і третю частину між відкритою й екранованою частинами, яка відрізняється тим, що має корозійностійке або інгібуюче корозію покриття, нанесене на третю частину.
38. Деталь за п. 37, яка відрізняється тим, що згадане покриття є корозійностійким чи інгібуючим корозію оверлейним покриттям.
39. Деталь за п. 38, яка відрізняється тим, що утворює лопатку турбіни, причому перша частина утворює перо лопатки турбіни (2), яке покрите першим покриттям, друга частина утворює хвостовик лопатки турбіни (3), і третя частина утворює бандажну полицю (4) і шийку (6), і тим, що має корозійностійке покриття (7), нанесене на нижню сторону бандажної полиці і шийку, причому це покриття має склад який відрізняється від складу першого покриття.
40. Деталь за кожним із пп. 37-39, яка відрізняється тим, що покриття (7,10) являє собою оверлейне покриття MСrAlY (М є комбінацією Ni, Co і/або Fe).
41. Деталь за кожним із пп.37-40, яка відрізняється тим, що покриття (7,10) містить 10-40% Сr, 5-35% А1, 0-2% Y, 0-7% Si, 0-2% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, які складають менше 20% від загальної кількості.
42. Деталь за кожним із пп.37-41, яка відрізняється тим, що покриття (7,10) містить 20-40% Сr, 5-20% А1, 0-1% Y, 0-2% Si, 0-1% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
43. Деталь за кожним із пп. 37-42, яка відрізняється тим, що покриття містить 25-40% Сr, 5-15% А1, 0-0,8% Y, 0-0,5% Si, 0-0,4% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
44. Деталь за кожним із пп.37-43, яка відрізняється тим, що покриття (7,10) має номінальну товщину менше 0,005" (~125 мкм).
45. Деталь за п. 44, яка відрізняється тим, що покриття (7,10) має товщину приблизно 0,0005-0,003" (~12,5-75 мкм).
46. Деталь за кожним із пп.37-45, яка відрізняється тим, що додатково містить алюмінідний шар (9) на поверхні підкладки, причому оверлейне покриття (10) знаходиться на алюмінідному шарі.
47. Деталь за кожним із пунктів 37 - 45, яка відрізняється тим, що додатково містить алюмінідний шар (12), який знаходиться на оверлейному покритті (10).
48. Деталь за пунктами 46 чи 47, яка відрізняється тим, що алюмінідний шар є платино-алюмінідним шаром.
49. Деталь газової турбіни за п. 37, яка відрізняється тим, що покриття є інгібуючим корозію керамічним оверлейним покриттям (7,10) .
50. Деталь за п. 49, яка відрізняється тим, що утворює лопатку турбіни, причому перша частина утворює перо (2), друга частина утворює хвостовик (3), і третя частина утворює бандажну полицю, і тим, що має керамічне покриття (7,10), нанесене на нижню сторону бандажної полиці.
51. Деталь за п. 49 чи 50, яка відрізняється тим, що керамічне оверлейне покриття (7,10) складається зі стабілізованого діоксиду цирконію.
52. Деталь за кожним із пп. 49-51, яка відрізняється тим, що керамічне оверлейне покриття (7,10) має номінальну товщину менш 5 міл (~125 мкм).
53. Деталь за п. 52, яка відризняється тим, що покриття має товщину приблизно 0,25 - 3 міл (~6-75 мкм).
54. Деталь за кожним із пп. 49-53, яка відрізняється тим, що додатково містить шар (9) оксиду алюмінію на поверхні підкладки, причому керамічний шар знаходиться на шарі оксиду алюмінію.
55. Деталь за п. 54, яка відрізняється тим, що шар оксиду алюмінію (9) виконаний із алюмініду чи оверлейного зв'язувального покриття.
56. Деталь за кожним із пп. 49-55, яка відрізняється тим, що принаймні частина пера покрита покриттям, що має склад, який відрізняється від складу покриття на поверхні під бандажною полицею.
57. Деталь за п. 56, яка відрізняється тим, що принаймні частина пера покрита металевим покриттям, а поверхня під бандажною полицею покрита керамічним покриттям.
58. Деталь за п. 37, яка відрізняється тим, що покриття являє собою корозійностійке платино-алюмінідне покриття.
59. Деталь за п. 58, яка відрізняється тим, що складає лопатку турбіни, причому перша частина утворює перо (2), друга частина утворює хвостовик (3), а третя частина утворює бандажну полицю (4), і тим, що корозійностійке платино-алюмінідне покриття нанесено на нижню сторону бандажної полиці.
60. Деталь за п. 58 чи 59, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 11-65 ваг. % платини, решта - переважно алюміній і нікель.
61. Деталь за п. 60, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 25-55 ваг. % платини, решта - переважно алюміній і нікель.
62. Деталь за п. 61, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) містить близько 30-45 ваг. % платини, решта - переважно алюміній і нікель.
63. Деталь за кожним із пп. 56-62, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття ( 7,9 ) має номінальну товщину менше 0,005" (~125 мкм).
64. Деталь за кожним із пп. 58-62, яка відрізняється тим, що щонайменше частина деталі чи лопатки має нанесене покриття, яке має склад, який відрізняється від складу того покриття, що нанесене на поверхню пера.
65. Деталь за п. 64, яка відрізняється тим, що щонайменше частина пера покрита дифузійним алюмінідом, а поверхня під бандажною полицею покрита алюмінідом, який містить благородний метал.
66. Деталь за кожним із пп. 58-65, яка відрізняється тим, що корозійностійке платино-алюмінідне покриття (7,9) додатково містить ітрій, гафній і/або кремній.
67. Деталь за кожним із пп. 58-66, яка відрізняється тим, що додатково містить платино-алюмінідний шар, нанесений поверх існуючого алюмінідного покриття.
68. Деталь за кожним із пп. 37-67, яка відрізняється тим, що підкладка складається зі сплаву на основі нікелю з рівноважною структурою.
69. Деталь за кожним із пп. 37-65, яка відрізняється тим, що підкладка складається з направлено кристалізованого сплаву на основі нікелю.
70. Деталь за кожним із пп. 37-69, яка відрізняється тим, що підкладка складається з монокристалічного сплаву на основі нікелю.
71. Деталь за кожним із пп. 37-70, яка відрізняється тим, що підкладка складається зі сплаву на основі нікелю зі стовпчастою структурою.
72. Спосіб підвищення довговічності лопатки турбіни, яку виготовлено з матеріалу із суперсплаву і яка має перо (2), хвостовик (3) і бандажну полицю (4), розміщену між пером і хвостовиком, причому бандажна полиця має нижню сторону, який відрізняється тим, що містить стадії виготовлення підкладки із суперсплаву і нанесення корозійностійкого або інгібуючого корозію покриття (7, 9, 10) на нижню сторону бандажної полиці.
73. Спосіб за п. 72, який відрізняється тим, що покриття наносять також на шийку (6) лопатки, яка знаходиться між бандажною полицею і хвостовиком.
74. Спосіб за п. 72 чи 73, який відрізняється тим, що наносять корозійностійке покриття (7,10), яке є оверлейним покриттям MCrAlY (M являє собою сполучення Ni, Co і/або Fe).
75. Спосіб за кожним із пп. 72 - 74, який відрізняється тим, що наносять корозійностійке покриття (7,10), яке містить 10-40% Сr, 5-35% А1, 0-2% Y, 0-7% Si, 0-2% Hf, решту - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
76. Спосіб за п. 75, який відрізняється тим, що наносять корозійностійке покриття (7,10), яке містить 20-40% Сr, 5-20% А1, 0-1% Y, 0-2% Si, 0-1% Hf, решту -переважно Ni і/абоCo із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
77. Спосіб за п. 76, який відрізняється тим, що наносять покриття (7,10), яке містить 25-40% Сr, 5-15% А1, 0-0,8% Y, 0-0,5% Si, 0-0,4% Hf, решту - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
78. Спосіб за кожним із пп. 72-77, який відрізняється тим, що наносять покриття (7,10) номінальною товщиною менше приблизно 0,005" (~125мкм).
79. Спосіб за п. 78, який відрізняється тим, що наносять покриття (7,10) товщиною приблизно 0,0005" - 0,003" (~12,5 - 75 мкм).
80. Спосіб за кожним із пп. 72 - 79, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера.
81. Спосіб за п. 80, який відрізняється тим, що наносять інше покриття, склад якого відрізняється від корозійностійкого оверлейного покриття.
82. Спосіб за кожним із пп. 72-81, який відрізняється тим, що додатково містить нанесення алюмінідного шару (9) на поверхню підкладки і оверлейного покриття на алюмінідний шар.
83. Спосіб за кожним із пп. 72-81, який відрізняється тим, що додатково містить нанесення алюмінідного покриття (12) на оверлейне покриття.
84. Спосіб за кожним із пп. 72-83, який відрізняється тим, що стадію нанесення покриття виконують катодно-дуговим способом, термічним напиленням, паровим осадженням чи іншим способом напилення.
85. Спосіб за п. 72 чи 73, який відрізняється тим, що наносять покриття, яке є корозійностійким алюмінідним покриттям (7), що містить благородний метал.
86. Спосіб за п. 85, який відрізняється тим, що наносять алюмінідне покриття, що є платино-алюмінідним покриттям.
87. Спосіб за п. 86, який відрізняється тим, що наносять платино-алюмінідне покриття (7), яке містить приблизно 11 - 60 ваг. % платини, решта - алюміній.
88. Спосіб за п. 87, яким відрізняється тим, що наносять платино-алюмінідне покриття (7), яке містить приблизно 25 - 55 ваг. % платини, решта - алюміній.
89. Спосіб за п. 88, який відрізняється тим, що наносять платино-алюмінідне покриття ( 7 ), яке містить приблизно 30 - 45 ваг. % платини, решта - алюміній.
90. Спосіб за кожним із пп. 85-89, який відрізняється тим, що наносять платино-алюмінідне покриття ( 7 ), яке має номінальну товщину менше 0,005" (~125 мкм).
91. Спосіб по кожному з пп. 85-90, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера лопатки.
92. Спосіб за п. 91, який відрізняється тим, що наносять інше покриття, склад якого відрізняється від складу корозійностійкого алюмінідного покриття, яке містить благородний метал.
93. Спосіб за кожним із пп. 85-92, який відрізняється тим, що стадію нанесення покриття виконують металізацією підкладки благородним металом і алюмінуванням підкладки.
94. Спосіб за кожним із пп. 85-93, який відрізняється тим, що наносять покриття (7), яке додатково містить ітрій, гафній і/або кремній.
95. Спосіб за п. 72 чи 73, який відрізняється тим, що наносять покриття, яке є інгібуючим корозію керамічним оверлейним покриттям (7,10).
96. Спосіб за п. 95, який відрізняється тим, що наносять керамічне оверлейне покриття (7,10), яке складається зі стабілізованого діоксиду цирконію.
97. Спосіб за п. 95 чи 97, який відрізняється тим, що наносять керамічне оверлейне покриття паровим осадженням, термічним напиленням чи іншим способом напилення.
98. Спосіб за кожним із пп. 95-97, який відрізняється тим, що керамічне оверлейне покриття (7,10) наносять до номінальної товщини менше 5 міл (~125 мкм).
99. Спосіб за кожним із пп. 95-98, який відрізняється тим, що включає стадію додаткового формування шару оксиду алюмінію (9) на поверхні підкладки і нанесення керамічного покриття на шар оксиду алюмінію.
100. Спосіб за п. 99, який відрізняється тим, що шар (9) оксиду алюмінію формують з алюмінідного або оверлейного зв'язувального покриття, нанесеного на підкладку.
101. Спосіб за кожним із пп. 95-100, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера.
102. Спосіб за п. 101, який відрізняється тим, що наносять згадане інше покриття, яке має склад, відмінний від складу керамічного покриття.
103. Спосіб за кожним із пп. 72-102, який відрізняється тим, що виготовляють підкладку зі сплаву на основі нікелю з рівноважною структурою, направлено кристалізованого сплаву на основі нікелю, монокристалічного сплаву на основі нікелю чи сплаву на основі нікелю зі стовпчастою структурою.
104. Спосіб підвищення довговічності деталі газової турбіни, яку виготовлено із суперсплаву і яка працює в середовищі з температурою первинного газового потоку вище 1000°С, при цьому деталь має першу, відкриту частину, що зазнає прямого впливу гарячого газового потоку, другу частину, екрановану від прямого впливу гарячого газового потоку, і третю частину між відкритою й екранованою частинами, який відрізняється тим, що наносять корозійностійке або інгібуюче корозію покриття на третю частину.
105. Спосіб за п. 104, який відрізняється тим, що деталь складає лопатку турбіни, при цьому перша частина утворює перо (2), причому перо покривають першим покриттям, друга частина утворює хвостовик (3), а третя частина утворює бандажну полицю (4) і шийку (6) і тим, що наносять корозійностійке покриття на нижню сторону бандажної полиці і шийку.
106. Спосіб за п. 104 чи 105, який відризняється тим, що наносять корозійностійке покриття (7,10), яке є оверлейним покриттям MCrAlY (M являє собою сполучення Ni, Co і/або Fe).
107. Спосіб за кожним із пп. 104-106, який відрізняється тим, що наносять корозійностійке покриття (7,10), яке містить 10-40%Сr, 5-35% А1, 0-2% Y, 0-7% Si, 0-2% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
108. Спосіб за п. 107, який відрізняється тим, що наносять корозійностійке покриття (7,10), яке містить 20-40% Сr, 5-20% А1, 0-1% Y, 0-2% Si, 0-1% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
109. Спосіб за п. 109, який відрізняється тим, що наносять покриття (7,10), яке містить 25-40% Сr, 5-15% А1, 0-0,8% Y, 0-0,5% Si, 0-0,4% Hf, решта - переважно Ni і/або Co із всіма іншими елементними добавками, що складають менше 20% від загальної кількості.
110. Спосіб за кожним із пп. 104-109, який відризняється тим, що наносять покриття (7,10) номінальною товщиною менше приблизно 0,005" (~125мкм).
111. Спосіб за п. 110, який відрізняється тим, що наносять покриття (7,10) товщиною приблизно 0,0005" - 0,003" (-12,5 - 75 мкм).
112. Спосіб за кожним із пп. 104-111, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера.
113. Спосіб за п. 112, який відрізняється тим, що наносять інше покриття, склад якого відрізняється від корозійностійкого оверлейного покриття.
114. Спосіб за кожним із пп. 104-113, який відрізняється тим, що додатково містить нанесення алюмінідного шару (9) на поверхню підкладки і оверлейного покриття на алюмінідний шар.
115. Спосіб за кожним із пунктів 104-113, який відрізняється тим, що додатково містить нанесення алюмінідного покриття (12) на оверлейне покриття.
116. Спосіб за кожним із пп. 104-115, який відрізняється тим, що стадію нанесення покриття виконують катодно-дуговим способом, термічним напиленням, паровим осадженням чи іншим способом напилення.
117. Спосіб за п. 104 чи 105, який відрізняється тим, що наносять покриття, яке є корозійностійким алюмінідним покриттям (7), що містить благородний метал.
118. Спосіб за п. 117, який відрізняється тим, що наносять алюмінідне покриття, що є платино-алюмінідним покриттям.
119. Спосіб за п. 118, який відрізняється тим, що наносять платино-алюмінідне покриття (7), яке містить приблизно 11 - 60 ваг. % платини, решта - алюміній.
120. Спосіб за п. 119, який відрізняється тим, що наносять платино-алюмінідне покриття (7), яке містить приблизно 25 - 55 ваг. % платини, решта - алюміній.
121. Спосіб за п. 120, який відрізняється тим, що наносять платино-алюмінідне покриття (7), яке містить приблизно 30 - 45 ваг. % платини, решта - алюміній.
122. Спосіб за кожним із пп. 117-121, який відрізняється тим, що наносять платино-алюмінідне покриття (7), яке має номінальну товщину менше 0,005" (~125 мкм).
123. Спосіб за кожним з пп. 117-122, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера лопатки.
124. Спосіб за п. 123, який відрізняється тим, що наносять інше покриття, склад якого відрізняється від складу корозійностійкого алюмінідного покриття, яке містить благородний метал.
125. Спосіб за кожним із пп. 117-124, який відрізняється тим, що стадію нанесення покриття виконують металізацією підкладки благородним металом і алюмінуванням підкладки.
126. Спосіб за кожним із пп. 117-125, який відрізняється тим, що наносять покриття (7), яке додатково містить ітрій, гафній і/або кремній.
127. Спосіб за п. 104 чи 105, який відрізняється тим, що наносять покриття, яке є інгібуючим корозію керамічним оверлейним покриттям (7,10).
128. Спосіб за п. 127, який відрізняється тим, що наносять керамічне оверлейне покриття (7,10) , яке складається зі стабілізованого діоксиду цирконію.
129. Спосіб за п. 127 чи 128, який відрізняється тим, що наносять керамічне оверлейне покриття паровим осадженням, термічним напиленням чи іншим способом напилення.
130. Спосіб за кожним із пп. 127-129, який відрізняється тим, що керамічне оверлейне покриття (7,10) наносять до номінальної товщини менше 5 міл (~125 мкм).
131. Спосіб за кожним із пп. 127-130, який відрізняється тим, що включає стадію додаткового формування шару оксиду алюмінію (9) на поверхні підкладки і нанесення керамічного покриття на шар оксиду алюмінію.
132. Спосіб за п. 131, який відрізняється тим, що шар (9) оксиду алюмінію формують з алюмінідного або оверлейного зв'язувального покриття, нанесеного на підкладку.
133. Спосіб за кожним із пп. 127-132, який відрізняється тим, що додатково містить стадію нанесення іншого покриття на поверхню пера.
134. Спосіб за п. 133, який відрізняється тим, що наносять згадане інше покриття, яке має склад, відмінний від складу керамічного покриття.
135. Спосіб за кожним із пп. 104-134, який відрізняється тим, що виготовляють підкладку зі сплаву на основі нікелю з рівноважною структурою, направлено кристалізованого сплаву на основі нікелю, монокристалічного сплаву на основі нікелю чи сплаву на основі нікелю зі стовпчастою структурою.
Додаткова інформація
Назва патенту англійськоюTurbine blade for gas-turbine engine, a gas-turbine part and methods to increase durability of those
Назва патенту російськоюЛопатка турбины для газотурбинного двигателя, деталь газовой турбины и способы повышения их долговечности
Автори російськоюShah, Dilip, M.
МПК / Мітки
МПК: F01D 5/12, C23C 14/00, F02C 7/00, F01D 5/28, C23C 14/04, F01D 5/00
Мітки: деталь, способи, турбіни, підвищення, довговічності, двигуна, газової, газотурбінного, лопатка
Код посилання
<a href="https://ua.patents.su/7-65619-lopatka-turbini-dlya-gazoturbinnogo-dviguna-detal-gazovo-turbini-ta-sposobi-pidvishhennya-kh-dovgovichnosti.html" target="_blank" rel="follow" title="База патентів України">Лопатка турбіни для газотурбінного двигуна , деталь газової турбіни та способи підвищення їх довговічності</a>
Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна і пристрій для його здійснення
Номер патенту: 47884
Опубліковано: 15.07.2002
Автори: Победімський Євген Миколайович, Червінський Володимир Петрович, Ценципер Адольф Ісаакович
МПК: F01D 25/08
Мітки: газової, здійснення, двигуна, газотурбінного, турбіни, спосіб, пристрій, соплового, охолодження, рідинного, апарата
Формула / Реферат:
1. Спосіб рідинного охолодження соплового апарата газової турбіни газотурбінного двигуна, що включає подачу води із насоса в лопатки соплового апарата газової турбіни, відведення від них тепла, охолодження води і повернення її назад в насос, який відрізняється тим, що воду охолоджують природним газом, що відбирається від магістрального газопроводу як паливний газ двигуна, причому частину води після соплового апарата газової турбіни вводять в...
Охолоджувана лопатка газової турбіни

Номер патенту: 14283
Опубліковано: 25.04.1997
Автори: Артюшенко Андрій Миколайович, Рублевський Юрій Владленович
МПК: F01D 5/18
Мітки: охолоджувана, газової, турбіни, лопатка
Формула / Реферат:
1. Охлаждаемая лопатка газовой турбины, содержащая полое перо, подключенное к источнику охлаждающей среды, размещенный в полости пера дефлектор, выполненный из нескольких частей, имеющих в зонах входной и выходной кромок трубчатую форму, отличающаяся тем, что, с целью повышения технологичности изготовления лопатки, спрофилированной по методу трехмерного потока, она снабжена двумя пластинами, размещенными со стороны корыта и спинки пера и...
Охолоджувана лопатка газової турбіни

Номер патенту: 33785
Опубліковано: 15.02.2001
Автори: Борисов Ігор Іванович, Варганов Іван Степанович, Халатов Артем Артемович
МПК: F01D 5/18
Мітки: турбіни, охолоджувана, лопатка, газової
Текст:
...результат, а саме, підвищується коефіцієнт тепловіддачі, ефективність і надійне охолодження носової і середньої частини лопатки по хорді, знижуються термічні напруги і вага лопатки, що підвищує ККД турбіни, а також спрощується і здешевлюється технологічний процес виготовлення вставного дефлектора, профільованої лопаті і лопатки в цілому. Винахід, що заявляється, ілюструється кресленнями, де: На фіг. 1 показаний повздовжній і поперечний...
Охолоджувана лопатка газової турбіни

Номер патенту: 32100
Опубліковано: 15.12.2000
Автори: Варганов Іван Степанович, Борисов Ігор Іванович, Халатов Артем Артемович
МПК: F01D 5/18
Мітки: лопатка, турбіни, газової, охолоджувана
Текст:
...1) виконання в тілі носової частини профільованої лопаті конфузорних каналів на випуклій поверхні по дотичній до неї, що призводить до падіння швидкості охолоджуючого повітря, що виходить з них. Це підвищує ефективність охолодження випуклої поверхні, знижує термічні напруги і профільні втрати, що підвищує ККД турбіни; 2) введення в конструкцію лопатки основних циклонних камер при віддаленні їх центрів від носика лопатки на 0,06-0,08 хорди...
Охолоджувана лопатка газової турбіни

Номер патенту: 15193
Опубліковано: 17.09.2001
Автори: Шершньов Борис Борисович, Фінько Ігор Іванович
МПК: F01D 5/18
Мітки: турбіни, газової, охолоджувана, лопатка
Формула / Реферат:
1. Охлаждаемая лопатка газовой турбины, содержащая полое перо с оребренной внутренней поверхностью входной кромки, тонкостенный полый дефлектор с отверстиями в носике со стороны входной кромки, отличающаяся тем, что оребрение внутренней поверхности входной кромки выполнено в виде нечетного количества рядов шипов, расположенных по высоте пера лопатки, при этом шипы имеют произвольное поперечное сечение и размещены в шахматном порядке,...
Попередній патент: Електрична машина постійного струму
Наступний патент: Пристрій для переміщення рухомих возиків охолоджувача клінкеру
Випадковий патент: Спосіб прогнозування виходу гострого періоду мозкового півкульового ішемічного інсульту