Спосіб промивання підкладок друкованих плат перед вакуумним напиленням та пристрій для його реалізації
Номер патенту: 72061
Опубліковано: 17.01.2005
Автори: Булгаков Олег Анатолійович, ФІРСОВ МИКОЛА МИХАЙЛОВИЧ, Грушевенко Ірина Миколаївна, Щербак Валентин Павлович, БУРКОВ ВІТАЛІЙ ВІКТОРОВИЧ, Грігораш Ніна Володимирівна, Силка Олександр Іванович, Пухкало Віктор Антонович, Шмигирьов Олександр Сергійович, Сергієнко В'ячеслав Петрович, Анашко Віктор Дмитрович, ШЕСТАКОВ ОЛЕКСАНДР ОЛЕКСІЙОВИЧ
Формула / Реферат
1. Спосіб промивання підкладок друкованих плат перед вакуумним напиленням, за яким підкладки друкованих плат розміщують у касети, які укріплюють на підвісках, промивання підкладок друкованих плат здійснюють у кількох модулях ванни для промивання, підвіски з касетами, в яких розміщені підкладки друкованих плат, перевантажують з одного модуля ванни для промивання в іншу вручну, підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у модулі промивання протитоком миючої рідини, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, занурюють у похилий, відкритий зверху трубопровід, виконаний з'єднаним з джерелом миючої рідини та з ухилом в протилежний від нього бік, у модулі для інтенсивного струменевого промивання подають пучки паралельних струменів миючої рідини, пучки паралельних струменів миючої рідини формують за допомогою відповідних, розташованих в шаховому порядку, елементів розподільних колекторів, які, при необхідності, обертають на кут до мінус 45 градусів відносно їх горизонтальної осі, чим створюють зону струменевого промивання, підвіски з касетами, в яких розміщені підкладки друкованих плат, переміщують зворотно-поступально у вертикальній площині в зоні струменевого промивання, частину струменів миючої рідини, не задіяних у процесі промивання підкладок друкованих плат, уловлюють та локалізують за допомогою відкритих по висоті та ширині зони струменевого промивання трубопроводів, які виконують з'єднаними з джерелом миючої рідини та з ухилом в його бік, який відрізняється тим, що у модулі для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, обертають на 180 градусів і обробляють в зоні струменевого промивання іншу сторону підкладок друкованих плат, після модуля для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у модулі вібротрясіння, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, за допомогою кривошипного вала з люфтостворюючими пристроями періодично занурюють з наявністю різних за знаком та величиною лінійних та кутових скачкоподібних прискорень у миючу рідину, заміряють електричний опір миючої рідини у модулі вібротрясіння, порівнюють заміряну величину з нормованою, закінчують промивання підкладок друкованих плат у випадку, коли заміряна величина опору миючої рідини у модулі вібротрясіння є нижчою за нормовану.
2. Спосіб промивання підкладок друкованих плат перед вакуумним напиленням за п. 1, який відрізняється тим, що у модулі вібротрясіння за допомогою нагрівачів температуру миючої рідини утримують вибраною в діапазоні від 50 °С до 120 °С з похибкою не більше 5 °С.
3. Спосіб промивання підкладок друкованих плат перед вакуумним напиленням за одним з пп. 1 або 2, який відрізняється тим, що елементи розподільних колекторів, які формують пучки паралельних струменів миючої рідини у модулі інтенсивного струменевого промивання, можуть бути повернуті в горизонтальній площині, за необхідністю, на кут до 45 градусів.
4. Пристрій для промивання підкладок друкованих плат перед вакуумним напиленням, що складається із джерела миючої рідини, наприклад деіонізованої води, кількох підвісок з касетами для розміщення в них підкладок друкованих плат, модуля промивання протитоком миючої рідини, виконаного у вигляді ванни, в якій розташовані послідовно з'єднані вхідний трубопровід, підключений до першого виходу джерела миючої рідини, похилий, відкритий зверху трубопровід для занурення касет із підкладками друкованих плат, зливний трубопровід, вихід якого підключений до системи очищення миючої рідини, штанги для підвісок, укріпленої на штативах, встановлених на краях ванни симетрично по відношенню до відкритого зверху трубопроводу, модуля інтенсивного струменевого промивання, виконаного у вигляді ванни, в якій розміщені два нагнітальні трубопроводи, які через нагнітальний пристрій з'єднані другим та третім виходами джерела миючої рідини з розміщеними на них у шаховому порядку елементами розподільних колекторів для формування струменів миючої рідини, що формують зону струменевого промивання і можуть змінювати кут нахилу струменів миючої рідини у вертикальній площині до мінус 45 градусів, два відкриті по ширині та висоті зони струменевого промивання трубопроводи для уловлювання не задіяних в процесі промивання струменів миючої рідини, які розташовані за нагнітальними трубопроводами, з'єднані з першим та другим входами джерела миючої рідини та з ухилом в його бік, штанги для підвісок, укріпленої на зворотно-поступальному механізмові, штативи якого встановлені на краях ванни симетрично по відношенню до зони струменевого промивання, приводу зворотно-поступального механізму, укріпленого на ванні і з'єднаного із зворотно-поступальним механізмом та джерелом електроживлення, який відрізняється тим, що додатково містить модуль вібротрясіння, виконаний у вигляді ванни, в якій розташовані послідовно з'єднані вхідний трубопровід з вентилем, підключений до четвертого виходу джерела миючої рідини, похилий, відкритий зверху трубопровід з нагрівальними елементами для занурення касет з підкладками друкованих плат, зливний трубопровід з вентилем, вихід якого підключений до системи стоку, кривошипного вала для підвісок з люфтостворюючими пристроями, укріпленого на кривошипному механізмові, штативи якого встановлені на краях ванни симетрично по відношенню до відкритого зверху трубопроводу, приводу кривошипного механізму, укріпленого на ванні і з'єднаного із кривошипним механізмом та джерелом електроживлення, з яким також з'єднані нагрівальні елементи.
5. Пристрій для промивання підкладок друкованих плат перед вакуумним напиленням за п. 4, який відрізняється тим, що елементи розподільних колекторів, які формують пучки паралельних струменів миючої рідини у модулі інтенсивного струменевого промивання, виконані з можливістю повороту в горизонтальній площині на кут до 45 градусів.
Текст
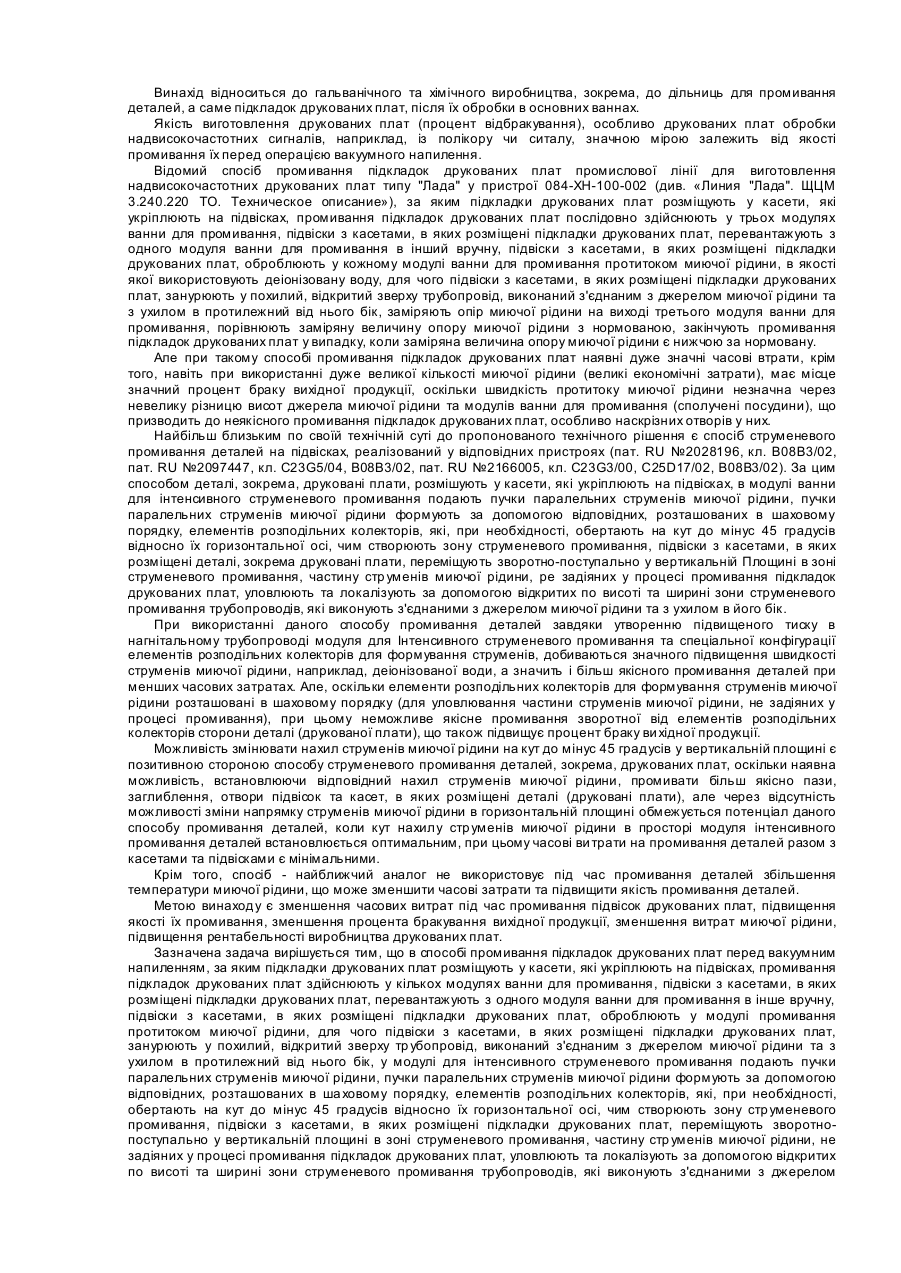
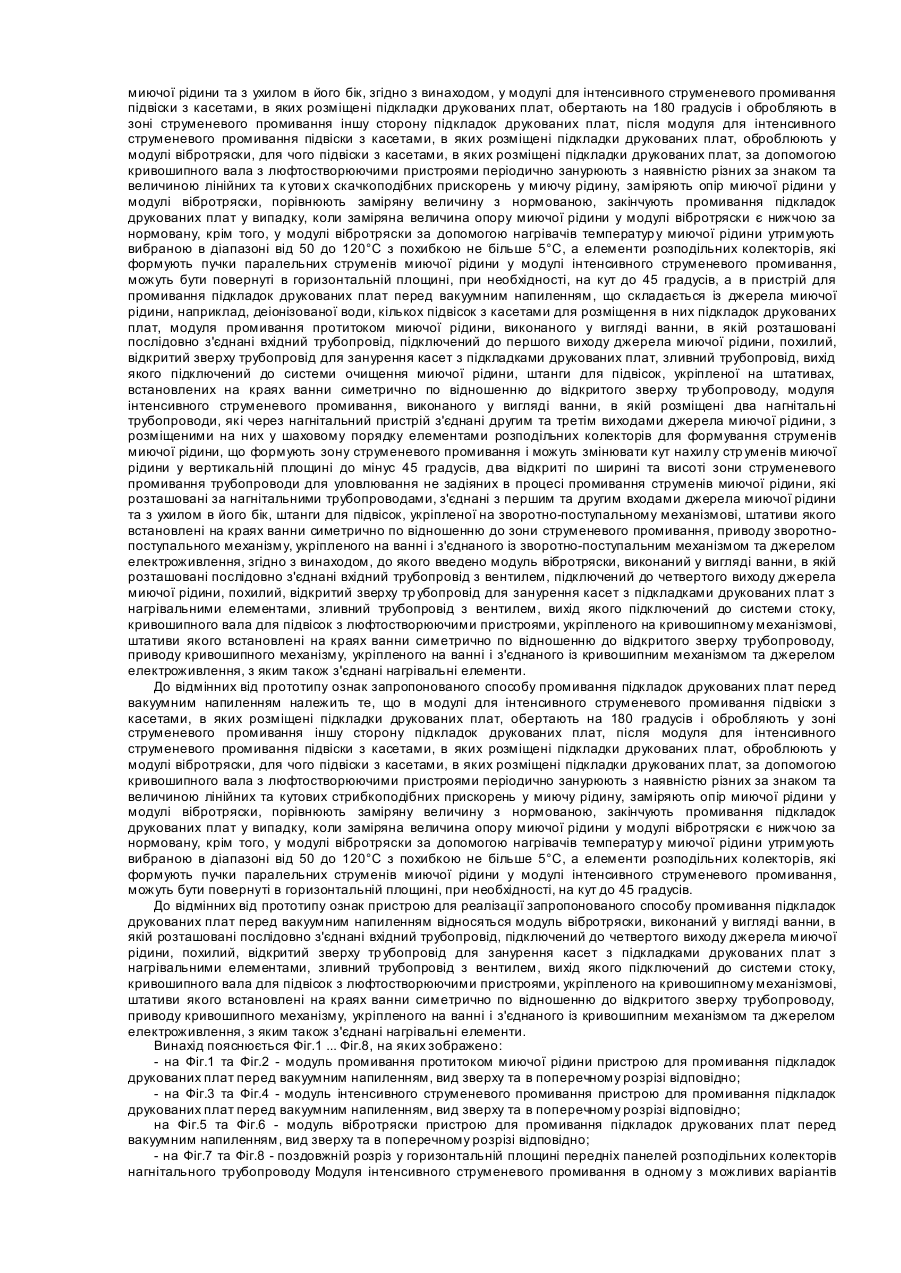
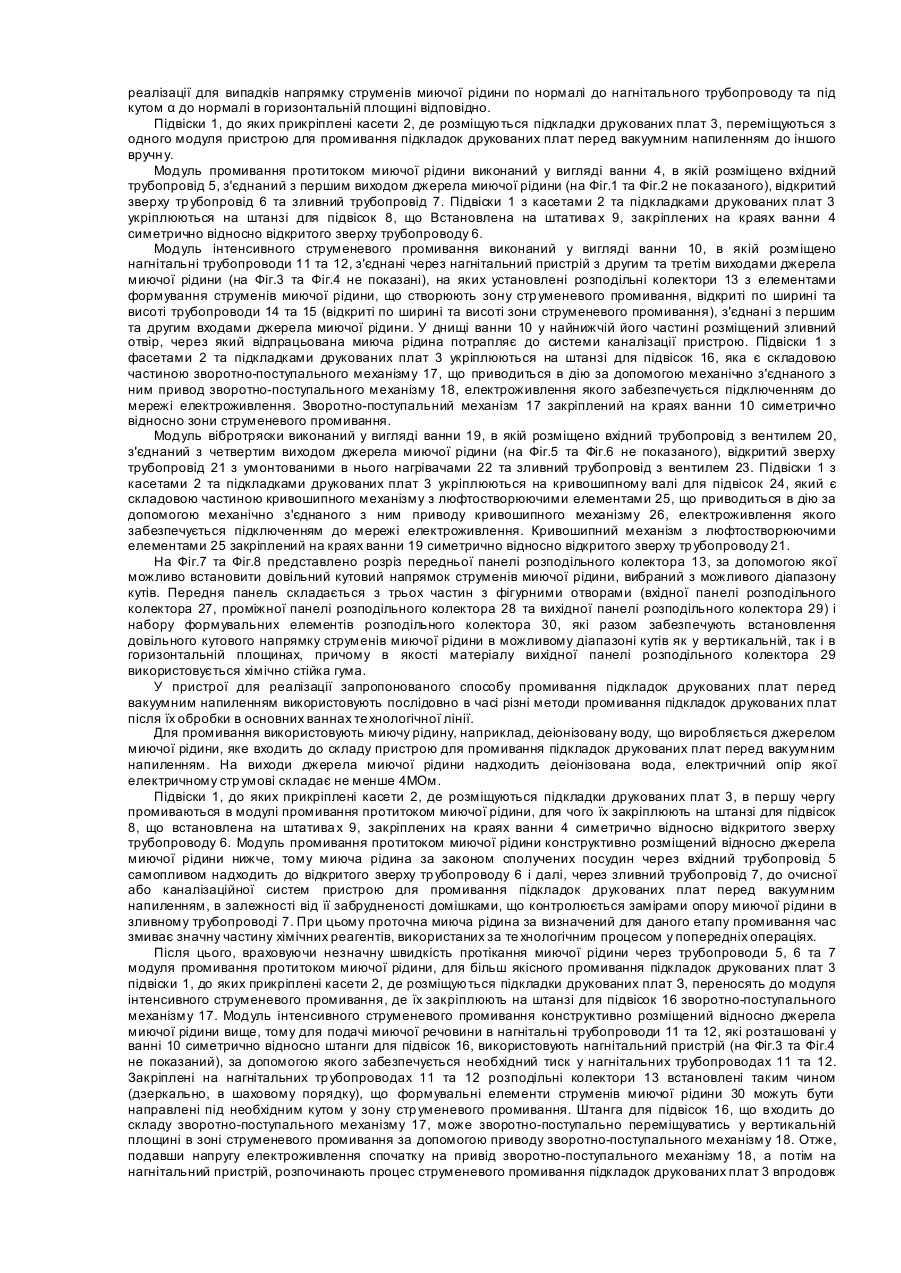
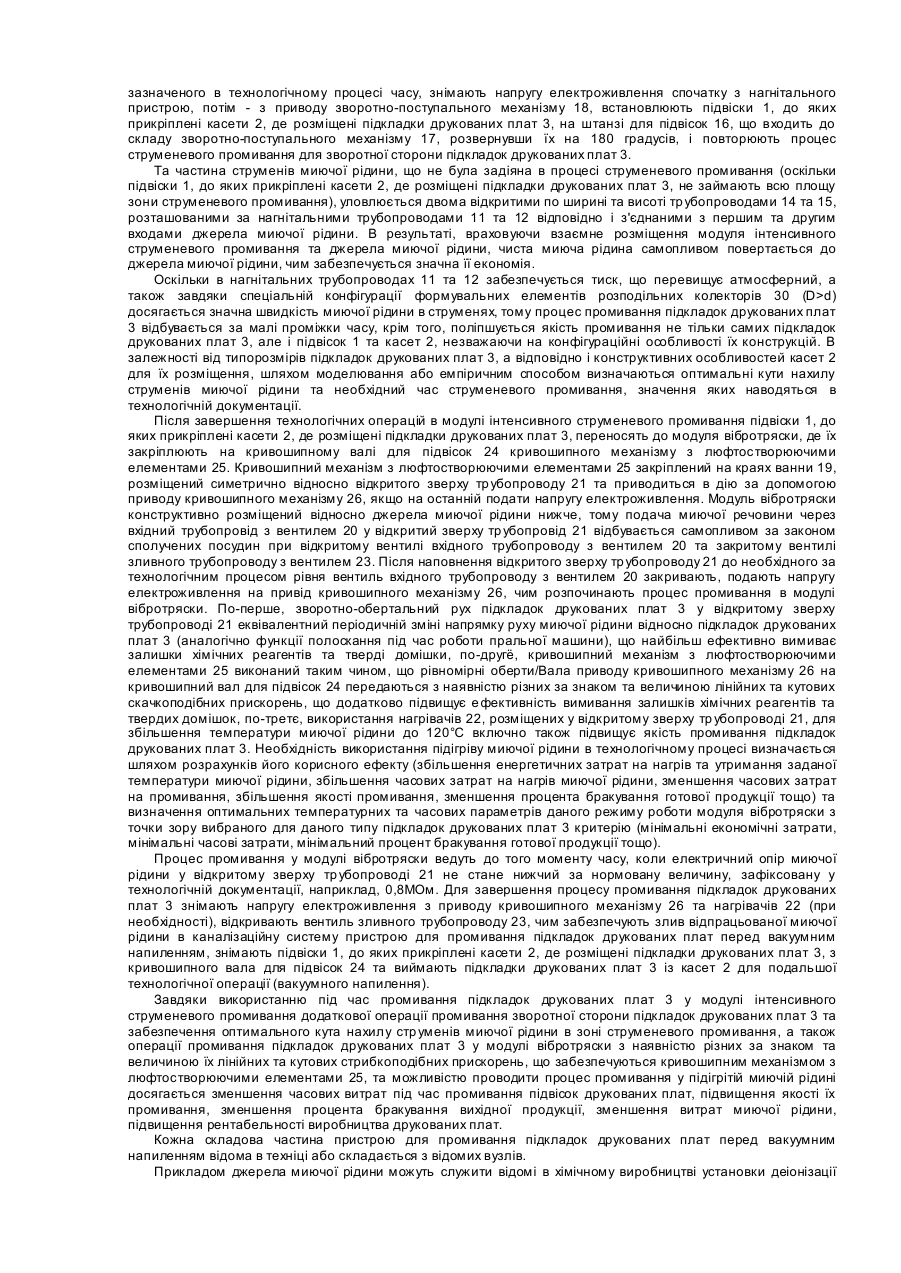
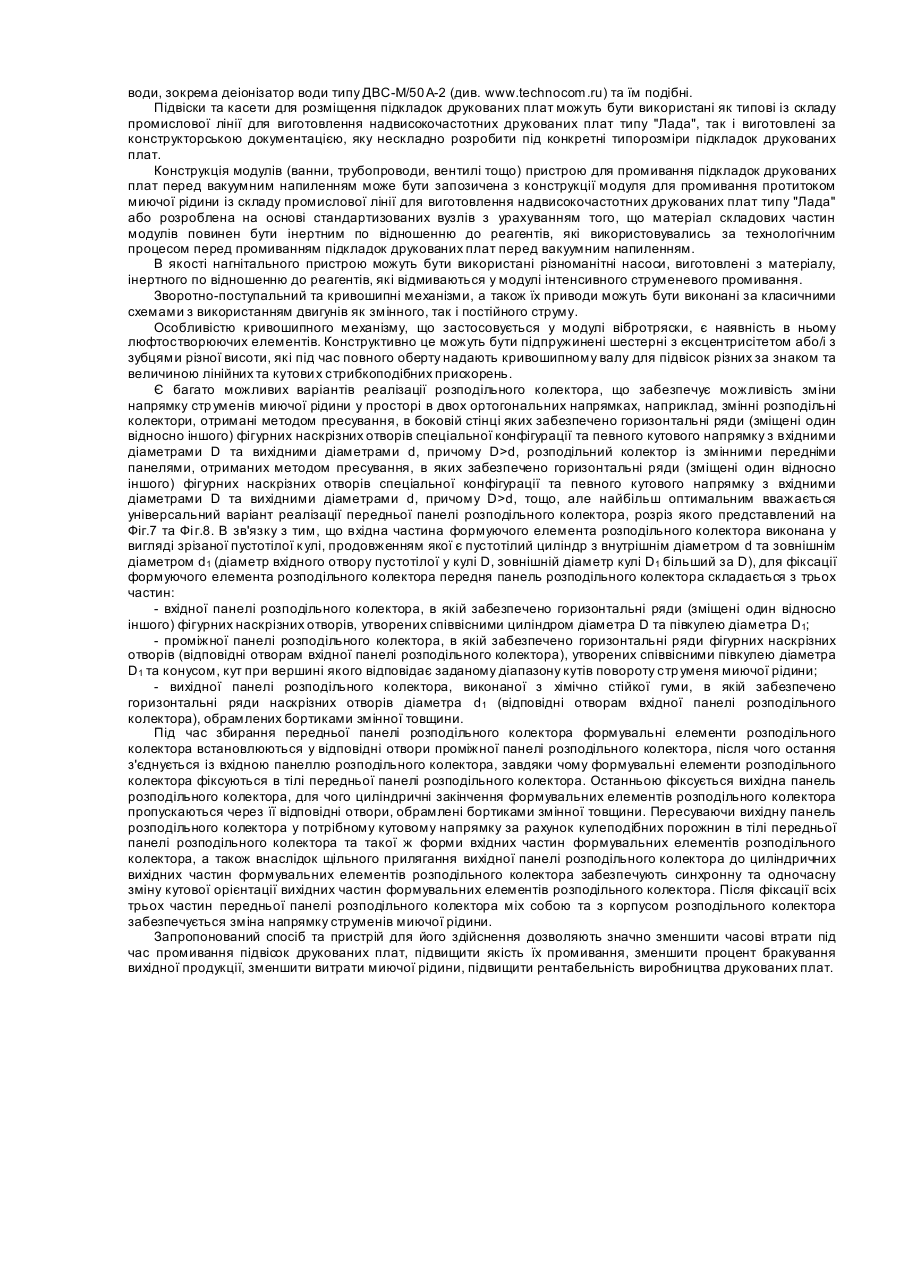
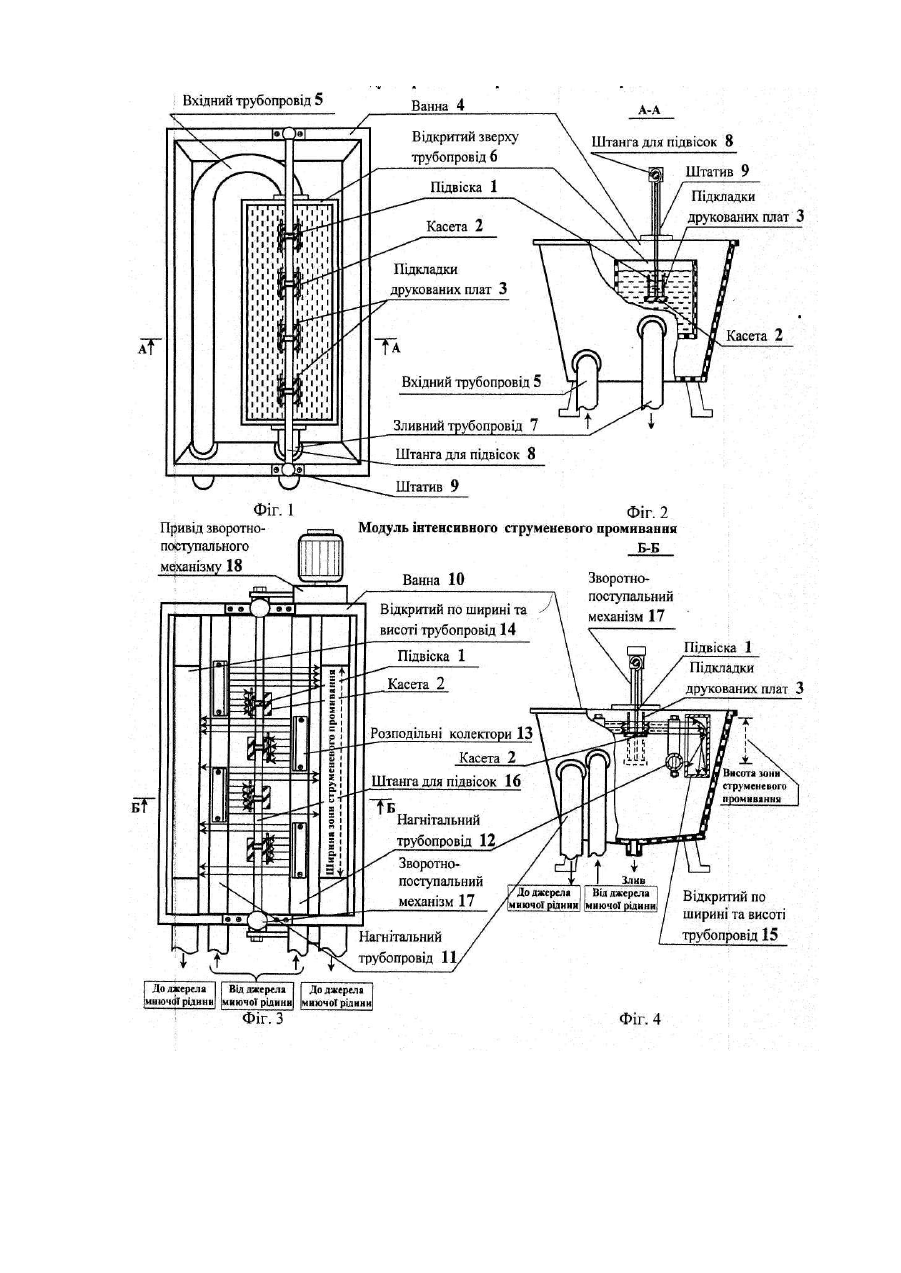
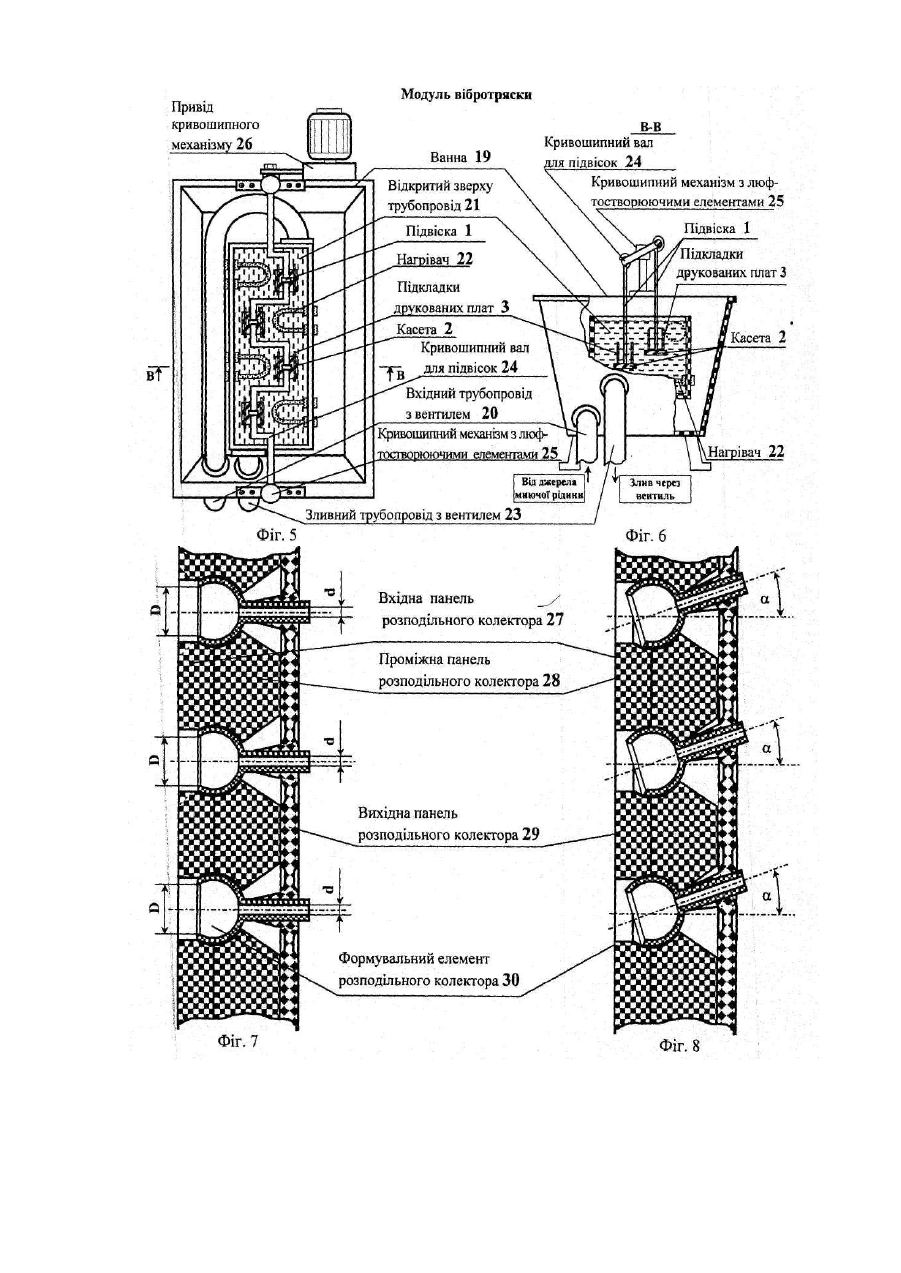
Винахід відноситься до гальванічного та хімічного виробництва, зокрема, до дільниць для промивання деталей, а саме підкладок друкованих плат, після їх обробки в основних ваннах. Якість виготовлення друкованих плат (процент відбракування), особливо друкованих плат обробки надвисокочастотних сигналів, наприклад, із полікору чи ситалу, значною мірою залежить від якості промивання їх перед операцією вакуумного напилення. Відомий спосіб промивання підкладок друкованих плат промислової лінії для виготовлення надвисокочастотних друкованих плат типу "Лада" у пристрої 084-XH-100-002 (див. «Линия "Лада". ЩЦМ 3.240.220 ТО. Техническое описание»), за яким підкладки друкованих плат розміщують у касети, які укріплюють на підвісках, промивання підкладок друкованих плат послідовно здійснюють у трьох модулях ванни для промивання, підвіски з касетами, в яких розміщені підкладки друкованих плат, перевантажують з одного модуля ванни для промивання в інший вручну, підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у кожному модулі ванни для промивання протитоком миючої рідини, в якості якої використовують деіонізовану воду, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, занурюють у похилий, відкритий зверху трубопровід, виконаний з'єднаним з джерелом миючої рідини та з ухилом в протилежний від нього бік, заміряють опір миючої рідини на виході третього модуля ванни для промивання, порівнюють заміряну величину опору миючої рідини з нормованою, закінчують промивання підкладок друкованих плат у випадку, коли заміряна величина опору миючої рідини є нижчою за нормовану. Але при такому способі промивання підкладок друкованих плат наявні дуже значні часові втрати, крім того, навіть при використанні дуже великої кількості миючої рідини (великі економічні затрати), має місце значний процент браку вихідної продукції, оскільки швидкість протитоку миючої рідини незначна через невелику різницю висот джерела миючої рідини та модулів ванни для промивання (сполучені посудини), що призводить до неякісного промивання підкладок друкованих плат, особливо наскрізних отворів у них. Найбільш близьким по своїй технічній суті до пропонованого технічного рішення є спосіб струменевого промивання деталей на підвісках, реалізований у відповідних пристроях (пат. RU №2028196, кл. В08В3/02, пат. RU №2097447, кл. C23G5/04, В08В3/02, пат. RU №2166005, кл. C23G3/00, C25D17/02, В08В3/02). За цим способом деталі, зокрема, друковані плати, розмішують у касети, які укріплюють на підвісках, в модулі ванни для інтенсивного струменевого промивання подають пучки паралельних струменів миючої рідини, пучки паралельних струменів миючої рідини формують за допомогою відповідних, розташованих в шаховому порядку, елементів розподільних колекторів, які, при необхідності, обертають на кут до мінус 45 градусів відносно їх горизонтальної осі, чим створюють зону струменевого промивання, підвіски з касетами, в яких розміщені деталі, зокрема друковані плати, переміщують зворотно-поступально у вертикальній Площині в зоні струменевого промивання, частину стр уменів миючої рідини, ре задіяних у процесі промивання підкладок друкованих плат, уловлюють та локалізують за допомогою відкритих по висоті та ширині зони струменевого промивання трубопроводів, які виконують з'єднаними з джерелом миючої рідини та з ухилом в його бік. При використанні даного способу промивання деталей завдяки утворенню підвищеного тиску в нагнітальному трубопроводі модуля для Інтенсивного струменевого промивання та спеціальної конфігурації елементів розподільних колекторів для формування струменів, добиваються значного підвищення швидкості струменів миючої рідини, наприклад, деіонізованої води, а значить і більш якісного промивання деталей при менших часових затратах. Але, оскільки елементи розподільних колекторів для формування струменів миючої рідини розташовані в шаховому порядку (для уловлювання частини струменів миючої рідини, не задіяних у процесі промивання), при цьому неможливе якісне промивання зворотної від елементів розподільних колекторів сторони деталі (друкованої плати), що також підвищує процент браку ви хідної продукції. Можливість змінювати нахил струменів миючої рідини на кут до мінус 45 градусів у вертикальній площині є позитивною стороною способу струменевого промивання деталей, зокрема, друкованих плат, оскільки наявна можливість, встановлюючи відповідний нахил струменів миючої рідини, промивати більш якісно пази, заглиблення, отвори підвісок та касет, в яких розміщені деталі (друковані плати), але через відсутність можливості зміни напрямку струменів миючої рідини в горизонтальній площині обмежується потенціал даного способу промивання деталей, коли кут нахилу стр уменів миючої рідини в просторі модуля інтенсивного промивання деталей встановлюється оптимальним, при цьому часові ви трати на промивання деталей разом з касетами та підвісками є мінімальними. Крім того, спосіб - найближчий аналог не використовує під час промивання деталей збільшення температури миючої рідини, що може зменшити часові затрати та підвищити якість промивання деталей. Метою винаходу є зменшення часових витрат під час промивання підвісок друкованих плат, підвищення якості їх промивання, зменшення процента бракування вихідної продукції, зменшення витрат миючої рідини, підвищення рентабельності виробництва друкованих плат. Зазначена задача вирішується тим, що в способі промивання підкладок друкованих плат перед вакуумним напиленням, за яким підкладки друкованих плат розміщують у касети, які укріплюють на підвісках, промивання підкладок друкованих плат здійснюють у кількох модулях ванни для промивання, підвіски з касетами, в яких розміщені підкладки друкованих плат, перевантажують з одного модуля ванни для промивання в інше вручну, підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у модулі промивання протитоком миючої рідини, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, занурюють у похилий, відкритий зверху тр убопровід, виконаний з'єднаним з джерелом миючої рідини та з ухилом в протилежний від нього бік, у модулі для інтенсивного струменевого промивання подають пучки паралельних струменів миючої рідини, пучки паралельних струменів миючої рідини формують за допомогою відповідних, розташованих в ша ховому порядку, елементів розподільних колекторів, які, при необхідності, обертають на кут до мінус 45 градусів відносно їх горизонтальної осі, чим створюють зону стр уменевого промивання, підвіски з касетами, в яких розміщені підкладки друкованих плат, переміщують зворотнопоступально у вертикальній площині в зоні струменевого промивання, частину стр уменів миючої рідини, не задіяних у процесі промивання підкладок друкованих плат, уловлюють та локалізують за допомогою відкритих по висоті та ширині зони струменевого промивання трубопроводів, які виконують з'єднаними з джерелом миючої рідини та з ухилом в його бік, згідно з винаходом, у модулі для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, обертають на 180 градусів і обробляють в зоні струменевого промивання іншу сторону підкладок друкованих плат, після модуля для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у модулі вібротряски, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, за допомогою кривошипного вала з люфтостворюючими пристроями періодично занурюють з наявністю різних за знаком та величиною лінійних та к утови х скачкоподібних прискорень у миючу рідину, заміряють опір миючої рідини у модулі вібротряски, порівнюють заміряну величину з нормованою, закінчують промивання підкладок друкованих плат у випадку, коли заміряна величина опору миючої рідини у модулі вібротряски є нижчою за нормовану, крім того, у модулі вібротряски за допомогою нагрівачів температур у миючої рідини утримують вибраною в діапазоні від 50 до 120°С з похибкою не більше 5°С, а елементи розподільних колекторів, які формують пучки паралельних струменів миючої рідини у модулі інтенсивного струменевого промивання, можуть бути повернуті в горизонтальній площині, при необхідності, на кут до 45 градусів, а в пристрій для промивання підкладок друкованих плат перед вакуумним напиленням, що складається із джерела миючої рідини, наприклад, деіонізованої води, кількох підвісок з касетами для розміщення в них підкладок друкованих плат, модуля промивання протитоком миючої рідини, виконаного у вигляді ванни, в якій розташовані послідовно з'єднані вхідний трубопровід, підключений до першого виходу джерела миючої рідини, похилий, відкритий зверху трубопровід для занурення касет з підкладками друкованих плат, зливний трубопровід, вихід якого підключений до системи очищення миючої рідини, штанги для підвісок, укріпленої на штативах, встановлених на краях ванни симетрично по відношенню до відкритого зверху тр убопроводу, модуля інтенсивного струменевого промивання, виконаного у вигляді ванни, в якій розміщені два нагнітальні трубопроводи, які через нагнітальний пристрій з'єднані другим та третім виходами джерела миючої рідини, з розміщеними на них у шаховому порядку елементами розподільних колекторів для формування струменів миючої рідини, що формують зону струменевого промивання і можуть змінювати кут нахилу стр уменів миючої рідини у вертикальній площині до мінус 45 градусів, два відкриті по ширині та висоті зони струменевого промивання трубопроводи для уловлювання не задіяних в процесі промивання струменів миючої рідини, які розташовані за нагнітальними трубопроводами, з'єднані з першим та другим входами джерела миючої рідини та з ухилом в його бік, штанги для підвісок, укріпленої на зворотно-поступальному механізмові, штативи якого встановлені на краях ванни симетрично по відношенню до зони струменевого промивання, приводу зворотнопоступального механізму, укріпленого на ванні і з'єднаного із зворотно-поступальним механізмом та джерелом електроживлення, згідно з винаходом, до якого введено модуль вібротряски, виконаний у вигляді ванни, в якій розташовані послідовно з'єднані вхідний трубопровід з вентилем, підключений до четвертого виходу джерела миючої рідини, похилий, відкритий зверху тр убопровід для занурення касет з підкладками друкованих плат з нагрівальними елементами, зливний трубопровід з вентилем, вихід якого підключений до системи стоку, кривошипного вала для підвісок з люфтостворюючими пристроями, укріпленого на кривошипному механізмові, штативи якого встановлені на краях ванни симетрично по відношенню до відкритого зверху трубопроводу, приводу кривошипного механізму, укріпленого на ванні і з'єднаного із кривошипним механізмом та джерелом електроживлення, з яким також з'єднані нагрівальні елементи. До відмінних від прототипу ознак запропонованого способу промивання підкладок друкованих плат перед вакуумним напиленням належить те, що в модулі для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, обертають на 180 градусів і обробляють у зоні струменевого промивання іншу сторону підкладок друкованих плат, після модуля для інтенсивного струменевого промивання підвіски з касетами, в яких розміщені підкладки друкованих плат, оброблюють у модулі вібротряски, для чого підвіски з касетами, в яких розміщені підкладки друкованих плат, за допомогою кривошипного вала з люфтостворюючими пристроями періодично занурюють з наявністю різних за знаком та величиною лінійних та кутових стрибкоподібних прискорень у миючу рідину, заміряють опір миючої рідини у модулі вібротряски, порівнюють заміряну величину з нормованою, закінчують промивання підкладок друкованих плат у випадку, коли заміряна величина опору миючої рідини у модулі вібротряски є нижчою за нормовану, крім того, у модулі вібротряски за допомогою нагрівачів температур у миючої рідини утримують вибраною в діапазоні від 50 до 120°С з похибкою не більше 5°С, а елементи розподільних колекторів, які формують пучки паралельних струменів миючої рідини у модулі інтенсивного струменевого промивання, можуть бути повернуті в горизонтальній площині, при необхідності, на кут до 45 градусів. До відмінних від прототипу ознак пристрою для реалізації запропонованого способу промивання підкладок друкованих плат перед вакуумним напиленням відносяться модуль вібротряски, виконаний у вигляді ванни, в якій розташовані послідовно з'єднані вхідний трубопровід, підключений до четвертого виходу джерела миючої рідини, похилий, відкритий зверху тр убопровід для занурення касет з підкладками друкованих плат з нагрівальними елементами, зливний трубопровід з вентилем, вихід якого підключений до системи стоку, кривошипного вала для підвісок з люфтостворюючими пристроями, укріпленого на кривошипному механізмові, штативи якого встановлені на краях ванни симетрично по відношенню до відкритого зверху трубопроводу, приводу кривошипного механізму, укріпленого на ванні і з'єднаного із кривошипним механізмом та джерелом електроживлення, з яким також з'єднані нагрівальні елементи. Винахід пояснюється Фіг.1 ... Фіг.8, на яких зображено: - на Фіг.1 та Фіг.2 - модуль промивання протитоком миючої рідини пристрою для промивання підкладок друкованих плат перед вакуумним напиленням, вид зверху та в поперечному розрізі відповідно; - на Фіг.3 та Фіг.4 - модуль інтенсивного струменевого промивання пристроюдля промивання підкладок друкованих плат перед вакуумним напиленням, вид зверху та в поперечному розрізі відповідно; на Фіг.5 та Фіг.6 - модуль вібротряски пристрою для промивання підкладок друкованих плат перед вакуумним напиленням, вид зверху та в поперечному розрізі відповідно; - на Фіг.7 та Фіг.8 - поздовжній розріз у горизонтальній площині передніх панелей розподільних колекторів нагнітального трубопроводу Модуля інтенсивного струменевого промивання в одному з можливих варіантів реалізації для випадків напрямку струменів миючої рідини по нормалі до нагнітального трубопроводу та під кутом α до нормалі в горизонтальній площині відповідно. Підвіски 1, до яких прикріплені касети 2, де розміщуються підкладки друкованих плат 3, переміщуються з одного модуля пристрою для промивання підкладок друкованих плат перед вакуумним напиленням до іншого вручн у. Модуль промивання протитоком миючої рідини виконаний у вигляді ванни 4, в якій розміщено вхідний трубопровід 5, з'єднаний з першим виходом джерела миючої рідини (на Фіг.1 та Фіг.2 не показаного), відкритий зверху тр убопровід 6 та зливний трубопровід 7. Підвіски 1 з касетами 2 та підкладками друкованих плат 3 укріплюються на штанзі для підвісок 8, що Встановлена на штатива х 9, закріплених на краях ванни 4 симетрично відносно відкритого зверху трубопроводу 6. Модуль інтенсивного струменевого промивання виконаний у вигляді ванни 10, в якій розміщено нагнітальні трубопроводи 11 та 12, з'єднані через нагнітальний пристрій з другим та третім виходами джерела миючої рідини (на Фіг.3 та Фіг.4 не показані), на яких установлені розподільні колектори 13 з елементами формування струменів миючої рідини, що створюють зону стр уменевого промивання, відкриті по ширині та висоті трубопроводи 14 та 15 (відкриті по ширині та висоті зони струменевого промивання), з'єднані з першим та другим входами джерела миючої рідини. У днищі ванни 10 у найнижчій його частині розміщений зливний отвір, через який відпрацьована миюча рідина потрапляє до системи каналізації пристрою. Підвіски 1 з фасетами 2 та підкладками друкованих плат 3 укріплюються на штанзі для підвісок 16, яка є складовою частиною зворотно-поступального механізму 17, що приводиться в дію за допомогою механічно з'єднаного з ним привод зворотно-поступального механізму 18, електроживлення якого забезпечується підключенням до мережі електроживлення. Зворотно-поступальний механізм 17 закріплений на краях ванни 10 симетрично відносно зони струменевого промивання. Модуль вібротряски виконаний у вигляді ванни 19, в якій розміщено вхідний трубопровід з вентилем 20, з'єднаний з четвертим виходом джерела миючої рідини (на Фіг.5 та Фіг.6 не показаного), відкритий зверху трубопровід 21 з умонтованими в нього нагрівачами 22 та зливний трубопровід з вентилем 23. Підвіски 1 з касетами 2 та підкладками друкованих плат 3 укріплюються на кривошипному валі для підвісок 24, який є складовою частиною кривошипного механізму з люфтостворюючими елементами 25, що приводиться в дію за допомогою механічно з'єднаного з ним приводу кривошипного механізму 26, електроживлення якого забезпечується підключенням до мережі електроживлення. Кривошипний механізм з люфтостворюючими елементами 25 закріплений на краях ванни 19 симетрично відносно відкритого зверху тр убопроводу 21. На Фіг.7 та Фіг.8 представлено розріз передньої панелі розподільного колектора 13, за допомогою якої можливо встановити довільний кутовий напрямок струменів миючої рідини, вибраний з можливого діапазону кутів. Передня панель складається з трьох частин з фігурними отворами (вхідної панелі розподільного колектора 27, проміжної панелі розподільного колектора 28 та вихідної панелі розподільного колектора 29) і набору формувальних елементів розподільного колектора 30, які разом забезпечують встановлення довільного кутового напрямку струменів миючої рідини в можливому діапазоні кутів як у вертикальній, так і в горизонтальній площинах, причому в якості матеріалу вихідної панелі розподільного колектора 29 використовується хімічно стійка гума. У пристрої для реалізації запропонованого способу промивання підкладок друкованих плат перед вакуумним напиленням використовують послідовно в часі різні методи промивання підкладок друкованих плат після їх обробки в основних ваннах технологічної лінії. Для промивання використовують миючу рідину, наприклад, деіонізовану воду, що виробляється джерелом миючої рідини, яке входить до складу пристрою для промивання підкладок друкованих плат перед вакуумним напиленням. На виходи джерела миючої рідини надходить деіонізована вода, електричний опір якої електричному стр умові складає не менше 4МОм. Підвіски 1, до яких прикріплені касети 2, де розміщуються підкладки друкованих плат 3, в першу чергу промиваються в модулі промивання протитоком миючої рідини, для чого їх закріплюють на штанзі для підвісок 8, що встановлена на штатива х 9, закріплених на краях ванни 4 симетрично відносно відкритого зверху трубопроводу 6. Модуль промивання протитоком миючої рідини конструктивно розміщений відносно джерела миючої рідини нижче, тому миюча рідина за законом сполучених посудин через вхідний трубопровід 5 самопливом надходить до відкритого зверху тр убопроводу 6 і далі, через зливний трубопровід 7, до очисної або каналізаційної систем пристрою для промивання підкладок друкованих плат перед вакуумним напиленням, в залежності від її забрудненості домішками, що контролюється замірами опору миючої рідини в зливному трубопроводі 7. При цьому проточна миюча рідина за визначений для даного етапу промивання час змиває значну частину хімічних реагентів, використаних за те хнологічним процесом у попередніх операціях. Після цього, враховуючи незначну швидкість протікання миючої рідини через трубопроводи 5, 6 та 7 модуля промивання протитоком миючої рідини, для більш якісного промивання підкладок друкованих плат 3 підвіски 1, до яких прикріплені касети 2, де розміщуються підкладки друкованих плат З, переносять до модуля інтенсивного струменевого промивання, де їх закріплюють на штанзі для підвісок 16 зворотно-поступального механізму 17. Модуль інтенсивного струменевого промивання конструктивно розміщений відносно джерела миючої рідини вище, тому для подачі миючої речовини в нагнітальні трубопроводи 11 та 12, які розташовані у ванні 10 симетрично відносно штанги для підвісок 16, використовують нагнітальний пристрій (на Фіг.3 та Фіг.4 не показаний), за допомогою якого забезпечується необхідний тиск у нагнітальних трубопроводах 11 та 12. Закріплені на нагнітальних тр убопроводах 11 та 12 розподільні колектори 13 встановлені таким чином (дзеркально, в шаховому порядку), що формувальні елементи струменів миючої рідини 30 можуть бути направлені під необхідним кутом у зону стр уменевого промивання. Штанга для підвісок 16, що входить до складу зворотно-поступального механізму 17, може зворотно-поступально переміщуватись у вертикальній площині в зоні струменевого промивання за допомогою приводу зворотно-поступального механізму 18. Отже, подавши напругу електроживлення спочатку на привід зворотно-поступального механізму 18, а потім на нагнітальний пристрій, розпочинають процес струменевого промивання підкладок друкованих плат 3 впродовж зазначеного в технологічному процесі часу, знімають напругу електроживлення спочатку з нагнітального пристрою, потім - з приводу зворотно-поступального механізму 18, встановлюють підвіски 1, до яких прикріплені касети 2, де розміщені підкладки друкованих плат 3, на штанзі для підвісок 16, що входить до складу зворотно-поступального механізму 17, розвернувши їх на 180 градусів, і повторюють процес струменевого промивання для зворотної сторони підкладок друкованих плат 3. Та частина струменів миючої рідини, що не була задіяна в процесі струменевого промивання (оскільки підвіски 1, до яких прикріплені касети 2, де розміщені підкладки друкованих плат 3, не займають всю площу зони струменевого промивання), уловлюється двома відкритими по ширині та висоті тр убопроводами 14 та 15, розташованими за нагнітальними трубопроводами 11 та 12 відповідно і з'єднаними з першим та другим входами джерела миючої рідини. В результаті, враховуючи взаємне розміщення модуля інтенсивного струменевого промивання та джерела миючої рідини, чиста миюча рідина самопливом повертається до джерела миючої рідини, чим забезпечується значна її економія. Оскільки в нагнітальних трубопроводах 11 та 12 забезпечується тиск, що перевищує атмосферний, а також завдяки спеціальній конфігурації формувальних елементів розподільних колекторів 30 (D>d) досягається значна швидкість миючої рідини в струменях, тому процес промивання підкладок друкованих плат 3 відбувається за малі проміжки часу, крім того, поліпшується якість промивання не тільки самих підкладок друкованих плат 3, але і підвісок 1 та касет 2, незважаючи на конфігураційні особливості їх конструкцій. В залежності від типорозмірів підкладок друкованих плат 3, а відповідно і конструктивних особливостей касет 2 для їх розміщення, шляхом моделювання або емпіричним способом визначаються оптимальні кути нахилу струменів миючої рідини та необхідний час струменевого промивання, значення яких наводяться в технологічній документації. Після завершення технологічних операцій в модулі інтенсивного струменевого промивання підвіски 1, до яких прикріплені касети 2, де розміщені підкладки друкованих плат 3, переносять до модуля вібротряски, де їх закріплюють на кривошипному валі для підвісок 24 кривошипного механізму з люфтостворюючими елементами 25. Кривошипний механізм з люфтостворюючими елементами 25 закріплений на краях ванни 19, розміщений симетрично відносно відкритого зверху тр убопроводу 21 та приводиться в дію за допомогою приводу кривошипного механізму 26, якщо на останній подати напругу електроживлення. Модуль вібротряски конструктивно розміщений відносно джерела миючої рідини нижче, тому подача миючої речовини через вхідний трубопровід з вентилем 20 у відкритий зверху тр убопровід 21 відбувається самопливом за законом сполучених посудин при відкритому вентилі вхідного трубопроводу з вентилем 20 та закритому вентилі зливного трубопроводу з вентилем 23. Після наповнення відкритого зверху тр убопроводу 21 до необхідного за технологічним процесом рівня вентиль вхідного трубопроводу з вентилем 20 закривають, подають напругу електроживлення на привід кривошипного механізму 26, чим розпочинають процес промивання в модулі вібротряски. По-перше, зворотно-обертальний рух підкладок друкованих плат 3 у відкритому зверху трубопроводі 21 еквівалентний періодичній зміні напрямку руху миючої рідини відносно підкладок друкованих плат 3 (аналогічно функції полоскання під час роботи пральної машини), що найбільш ефективно вимиває залишки хімічних реагентів та тверді домішки, по-другё, кривошипний механізм з люфтостворюючими елементами 25 виконаний таким чином, що рівномірні оберти/Вала приводу кривошипного механізму 26 на кривошипний вал для підвісок 24 передаються з наявністю різних за знаком та величиною лінійних та кутових скачкоподібних прискорень, що додатково підвищує е фективність вимивання залишків хімічних реагентів та твердих домішок, по-третє, використання нагрівачів 22, розміщених у відкритому зверху тр убопроводі 21, для збільшення температури миючої рідини до 120°С включно також підвищує якість промивання підкладок друкованих плат 3. Необхідність використання підігріву миючої рідини в технологічному процесі визначається шляхом розрахунків його корисного ефекту (збільшення енергетичних затрат на нагрів та утримання заданої температури миючої рідини, збільшення часових затрат на нагрів миючої рідини, зменшення часових затрат на промивання, збільшення якості промивання, зменшення процента бракування готової продукції тощо) та визначення оптимальних температурних та часових параметрів даного режиму роботи модуля вібротряски з точки зору вибраного для даного типу підкладок друкованих плат 3 критерію (мінімальні економічні затрати, мінімальні часові затрати, мінімальний процент бракування готової продукції тощо). Процес промивання у модулі вібротряски ведуть до того моменту часу, коли електричний опір миючої рідини у відкритому зверху тр убопроводі 21 не стане нижчий за нормовану величину, зафіксовану у технологічній документації, наприклад, 0,8МОм. Для завершення процесу промивання підкладок друкованих плат 3 знімають напругу електроживлення з приводу кривошипного механізму 26 та нагрівачів 22 (при необхідності), відкривають вентиль зливного трубопроводу 23, чим забезпечують злив відпрацьованої миючої рідини в каналізаційну систему пристрою для промивання підкладок друкованих плат перед вакуумним напиленням, знімають підвіски 1, до яких прикріплені касети 2, де розміщені підкладки друкованих плат 3, з кривошипного вала для підвісок 24 та виймають підкладки друкованих плат 3 із касет 2 для подальшої технологічної операції (вакуумного напилення). Завдяки використанню під час промивання підкладок друкованих плат 3 у модулі інтенсивного струменевого промивання додаткової операції промивання зворотної сторони підкладок друкованих плат 3 та забезпечення оптимального кута нахилу стр уменів миючої рідини в зоні струменевого промивання, а також операції промивання підкладок друкованих плат 3 у модулі вібротряски з наявністю різних за знаком та величиною їх лінійних та кутових стрибкоподібних прискорень, що забезпечуються кривошипним механізмом з люфтостворюючими елементами 25, та можливістю проводити процес промивання у підігрітій миючій рідині досягається зменшення часових витрат під час промивання підвісок друкованих плат, підвищення якості їх промивання, зменшення процента бракування вихідної продукції, зменшення витрат миючої рідини, підвищення рентабельності виробництва друкованих плат. Кожна складова частина пристрою для промивання підкладок друкованих плат перед вакуумним напиленням відома в техніці або складається з відомих вузлів. Прикладом джерела миючої рідини можуть служити відомі в хімічному виробництві установки деіонізації води, зокрема деіонізатор води типу ДВС-М/50 А-2 (див. www.technocom.ru) та їм подібні. Підвіски та касети для розміщення підкладок друкованих плат можуть бути використані як типові із складу промислової лінії для виготовлення надвисокочастотних друкованих плат типу "Лада", так і виготовлені за конструкторською документацією, яку нескладно розробити під конкретні типорозміри підкладок друкованих плат. Конструкція модулів (ванни, трубопроводи, вентилі тощо) пристрою для промивання підкладок друкованих плат перед вакуумним напиленням може бути запозичена з конструкції модуля для промивання протитоком миючої рідини із складу промислової лінії для виготовлення надвисокочастотних друкованих плат типу "Лада" або розроблена на основі стандартизованих вузлів з урахуванням того, що матеріал складових частин модулів повинен бути інертним по відношенню до реагентів, які використовувались за технологічним процесом перед промиванням підкладок друкованих плат перед вакуумним напиленням. В якості нагнітального пристрою можуть бути використані різноманітні насоси, виготовлені з матеріалу, інертного по відношенню до реагентів, які відмиваються у модулі інтенсивного струменевого промивання. Зворотно-поступальний та кривошипні механізми, а також їх приводи можуть бути виконані за класичними схемами з використанням двигунів як змінного, так і постійного струму. Особливістю кривошипного механізму, що застосовується у модулі вібротряски, є наявність в ньому люфтостворюючих елементів. Конструктивно це можуть бути підпружинені шестерні з ексцентрисітетом або/і з зубцями різної висоти, які під час повного оберту надають кривошипному валу для підвісок різних за знаком та величиною лінійних та кутови х стрибкоподібних прискорень. Є багато можливих варіантів реалізації розподільного колектора, що забезпечує можливість зміни напрямку стр уменів миючої рідини у просторі в двох ортогональних напрямках, наприклад, змінні розподільні колектори, отримані методом пресування, в боковій стінці яких забезпечено горизонтальні ряди (зміщені один відносно іншого) фігурних наскрізних отворів спеціальної конфігурації та певного кутового напрямку з вхідними діаметрами D та вихідними діаметрами d, причому D>d, розподільний колектор із змінними передніми панелями, отриманих методом пресування, в яких забезпечено горизонтальні ряди (зміщені один відносно іншого) фігурних наскрізних отворів спеціальної конфігурації та певного кутового напрямку з вхідними діаметрами D та вихідними діаметрами d, причому D>d, тощо, але найбільш оптимальним вважається універсальний варіант реалізації передньої панелі розподільного колектора, розріз якого представлений на Фіг.7 та Фі г.8. В зв'язку з тим, що вхідна частина формуючого елемента розподільного колектора виконана у вигляді зрізаної пустотілої к улі, продовженням якої є пустотілий циліндр з внутрішнім діаметром d та зовнішнім діаметром d1 (діаметр вхідного отвору пустотілої у кулі D, зовнішній діаметр кулі D1 більший за D), для фіксації формуючого елемента розподільного колектора передня панель розподільного колектора складається з трьох частин: - вхідної панелі розподільного колектора, в якій забезпечено горизонтальні ряди (зміщені один відносно іншого) фігурних наскрізних отворів, утворених співвісними циліндром діаметра D та півкулею діаметра D1; - проміжної панелі розподільного колектора, в якій забезпечено горизонтальні ряди фігурних наскрізних отворів (відповідні отворам вхідної панелі розподільного колектора), утворених співвісними півкулею діаметра D1 та конусом, кут при вершині якого відповідає заданому діапазону кутів повороту стр уменя миючої рідини; - вихідної панелі розподільного колектора, виконаної з хімічно стійкої гуми, в якій забезпечено горизонтальні ряди наскрізних отворів діаметра d1 (відповідні отворам вхідної панелі розподільного колектора), обрамлених бортиками змінної товщини. Під час збирання передньої панелі розподільного колектора формувальні елементи розподільного колектора встановлюються у відповідні отвори проміжної панелі розподільного колектора, після чого остання з'єднується із вхідною панеллю розподільного колектора, завдяки чому формувальні елементи розподільного колектора фіксуються в тілі передньої панелі розподільного колектора. Останньою фіксується вихідна панель розподільного колектора, для чого циліндричні закінчення формувальних елементів розподільного колектора пропускаються через її відповідні отвори, обрамлені бортиками змінної товщини. Пересуваючи вихідну панель розподільного колектора у потрібному кутовому напрямку за рахунок кулеподібних порожнин в тілі передньої панелі розподільного колектора та такої ж форми вхідних частин формувальних елементів розподільного колектора, а також внаслідок щільного прилягання вихідної панелі розподільного колектора до циліндричних вихідних частин формувальних елементів розподільного колектора забезпечують синхронну та одночасну зміну кутової орієнтації вихідних частин формувальних елементів розподільного колектора. Після фіксації всіх трьох частин передньої панелі розподільного колектора міх собою та з корпусом розподільного колектора забезпечується зміна напрямку струменів миючої рідини. Запропонований спосіб та пристрій для його здійснення дозволяють значно зменшити часові втрати під час промивання підвісок друкованих плат, підвищити якість їх промивання, зменшити процент бракування вихідної продукції, зменшити витрати миючої рідини, підвищити рентабельність виробництва друкованих плат.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for washing of supports of printed circuit boards prior to vacuum deposition
Назва патенту російськоюСпособ промывки подкладок печатных плат перед вакуумным напылением и устройство для его реализации
МПК / Мітки
МПК: B08B 3/02
Мітки: напиленням, підкладок, друкованих, реалізації, плат, спосіб, пристрій, вакуумним, промивання
Код посилання
<a href="https://ua.patents.su/7-72061-sposib-promivannya-pidkladok-drukovanikh-plat-pered-vakuumnim-napilennyam-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб промивання підкладок друкованих плат перед вакуумним напиленням та пристрій для його реалізації</a>
Пристрій для кріплення друкованих плат
Номер патенту: 24407
Опубліковано: 17.07.1998
Автори: Нестер Микола Антонович, Шишолін Павло Анатолієвич, Олексієнко Борис Миколайович, Ройзман Вілен Петрович, Бастрічев Володимир Семенович, Нестер Анатолій Антонович
МПК: F16F 9/00
Мітки: пристрій, плат, друкованих, кріплення
Формула / Реферат:
Пристрій для кріплення друкованих плат, який закріплюється до корпусу за допомогою болтів, який відрізняється тим, що він забезпечений гнучкою стрічкою і фрикційними пружинами, що закріплені за допомогою тих же болтів.
Пристрій для промивки друкованих плат
Номер патенту: 19635
Опубліковано: 25.12.1997
Автори: Кравчук Петро Іванович, Нестер Анатолій Антонович
МПК: C25D 21/12
Мітки: плат, промивки, пристрій, друкованих
Формула / Реферат:
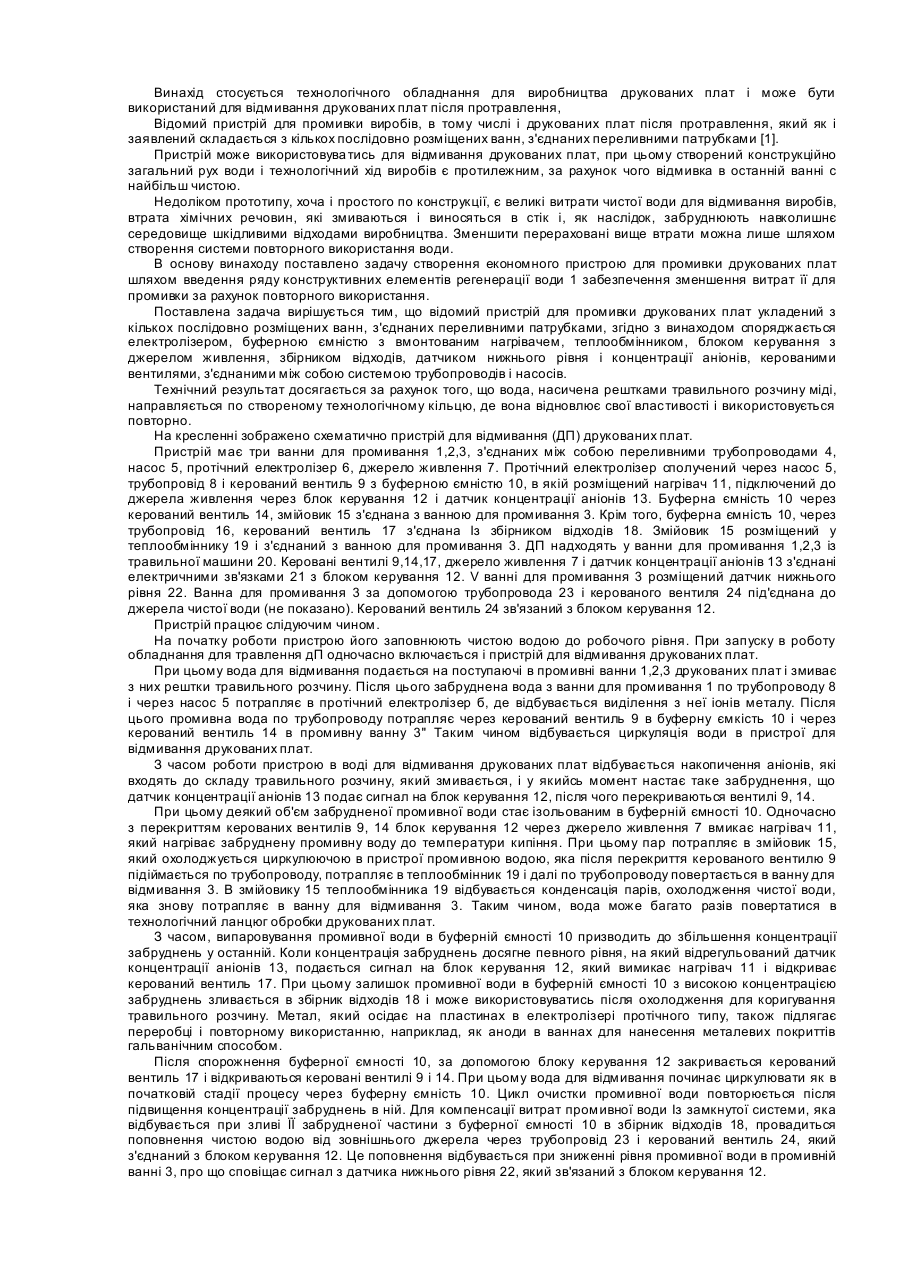
Пристрій для промивки друкованих плат, який складається з кількох послідовно розміщених ванн, з'єднаних переливними патрубками, який відрізняється тим, що він забезпечений електролізером, буферною ємністю з вмонтованим нагрівачем, теплообмінником, блоком керування з джерелом живлення, збірником відходів, датчиками нижнього рівня і концентрації аніонів, керованими вентилями, з'єднаними між собою системою трубопроводів і насосів.
Лінія лужного травлення друкованих плат
Номер патенту: 24265
Опубліковано: 07.07.1998
Автор: Нестер Анатолій Антонович
МПК: C23F 1/00
Мітки: лужного, травлення, плат, друкованих, лінія
Формула / Реферат:
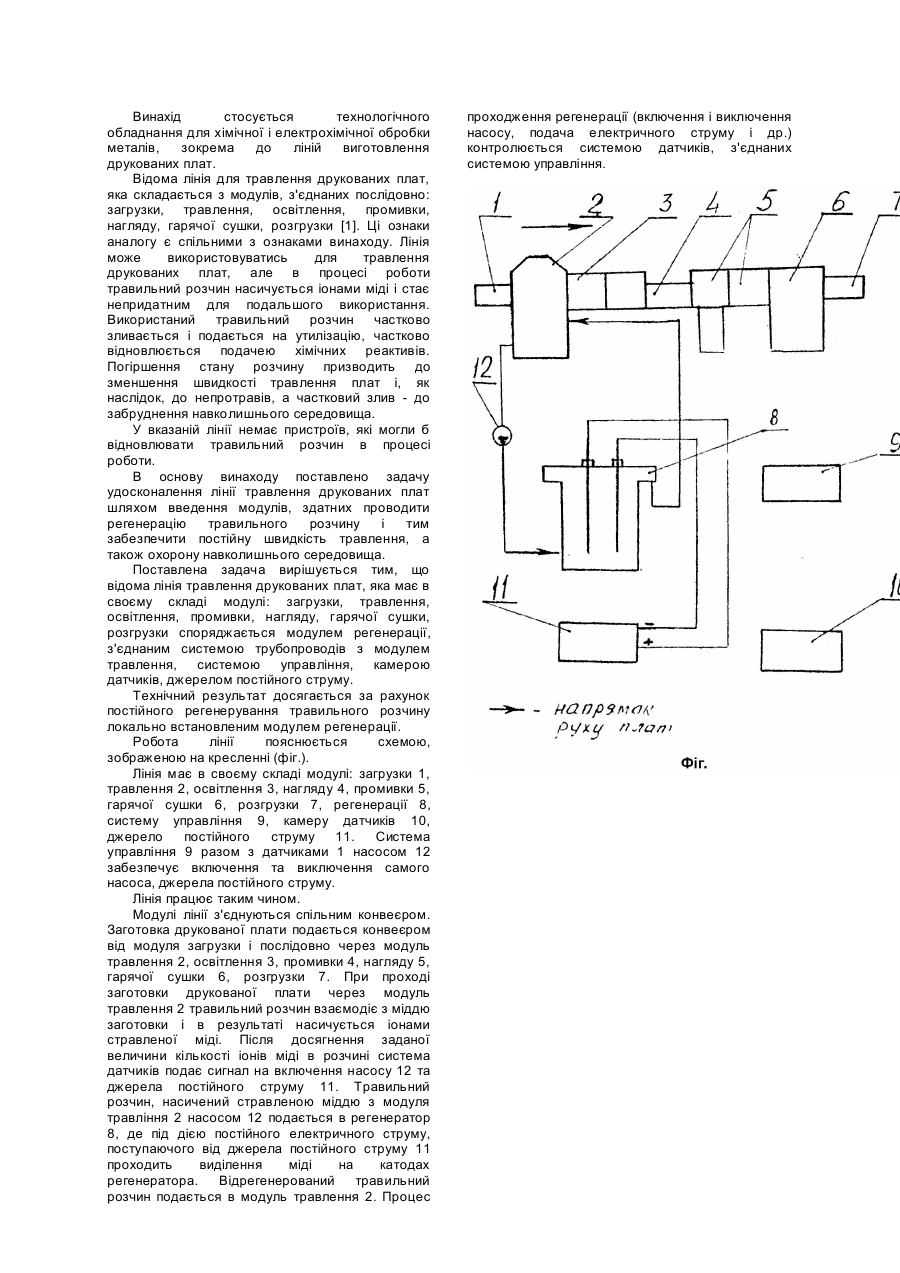
Лінія лужного травлення друкованих плат, яка має модулі загрузки, травлення, освітлення, промивки, нагляду, гарячого сушіння, розвантаження, яка відрізняється тим, що вона споряджена модулем регенерації, з'єднаним системою трубопроводів з модулем травлення, системою управління, камерою датчиків, джерелом постійного струму.
Спосіб очищення стічних вод виробництва друкованих плат від органічних домішок
Номер патенту: 35505
Опубліковано: 15.03.2001
Автори: Щугайлов Василь Сергійович, Корчик Наталія Михайлівна, Мисіна Оксана Іванівна, Яцков Микола Васильович
МПК: C02F 1/46
Мітки: вод, спосіб, очищення, друкованих, плат, виробництва, органічних, домішок, стічних
Формула / Реферат:
1. Спосіб очищення стічних вод виробництва друкованих плат від органічних домішок, що включає підкислення, який відрізняється тим, що відпрацьований технологічний розчин проявлення підкислюють дією відпрацьованих технологічних розчинів травлення з наступною електролізною обробкою2. Спосіб очищення стічних вод за п. 1, який відрізняється тим, що відпрацьований розчин проявлення підкислюють до досягнення рН
Спосіб виготовлення багатошарових друкованих плат
Номер патенту: 15573
Опубліковано: 30.06.1997
Автор: Каплунов Сергій Геннадійович
МПК: H05K 3/46
Мітки: спосіб, плат, друкованих, виготовлення, багатошарових
Формула / Реферат:
Способ изготовления многослойных печатных плат, включающий формирование отверстий в фольгированных диэлектрических слоях, их металлизацию и формирование рисунков проводников внутренних слоев металлизации, сборку слоев и склеивающих прокладок в пакет, прессование пакета под действием температуры, формирование отверстий в пакете, их металлизацию, получение рисунка проводников на наружных слоях пакета, отличающийся тем, что наружные слои пакета...
Наступний патент: Пристрій для циклічного подання рулонного матеріалу до обробляючої секції
Випадковий патент: Портативний пристрій для вимірювання каламутності природних вод