Спосіб акустико-емісійного діагностування підшипника кочення

Формула / Реферат
Спосіб акустико-емісійного діагностування підшипника кочення, який полягає в тому, що його технічний стан визначають за результатами вимірювань інтервалів часу між сигналами акустичної емісії, який відрізняється тим, що показник технічного стану підшипника кочення визначають за формулами:
![]() , (1)
, (1)
![]() , (2)
, (2)
![]() , (3)
, (3)
![]() , (4)
, (4)
де ![]() - тривалість інтервалу дослідження, с;
- тривалість інтервалу дослідження, с;
![]() - тривалість і-го інтервалу між сигналами акустичної емісії, с;
- тривалість і-го інтервалу між сигналами акустичної емісії, с;
![]() - кількість інтервалів між сигналами акустичної емісії;
- кількість інтервалів між сигналами акустичної емісії;
![]() - кількість сигналів акустичної емісії на інтервалі дослідження;
- кількість сигналів акустичної емісії на інтервалі дослідження;
![]() - час надходження n-го сигналу акустичної емісії, с;
- час надходження n-го сигналу акустичної емісії, с;
![]() - показник технічного стану підшипника кочення,
- показник технічного стану підшипника кочення,
причому сигнали акустичної емісії реєструють протягом проміжку часу, більшого ніж період обертання рухомого кільця підшипника.
Текст
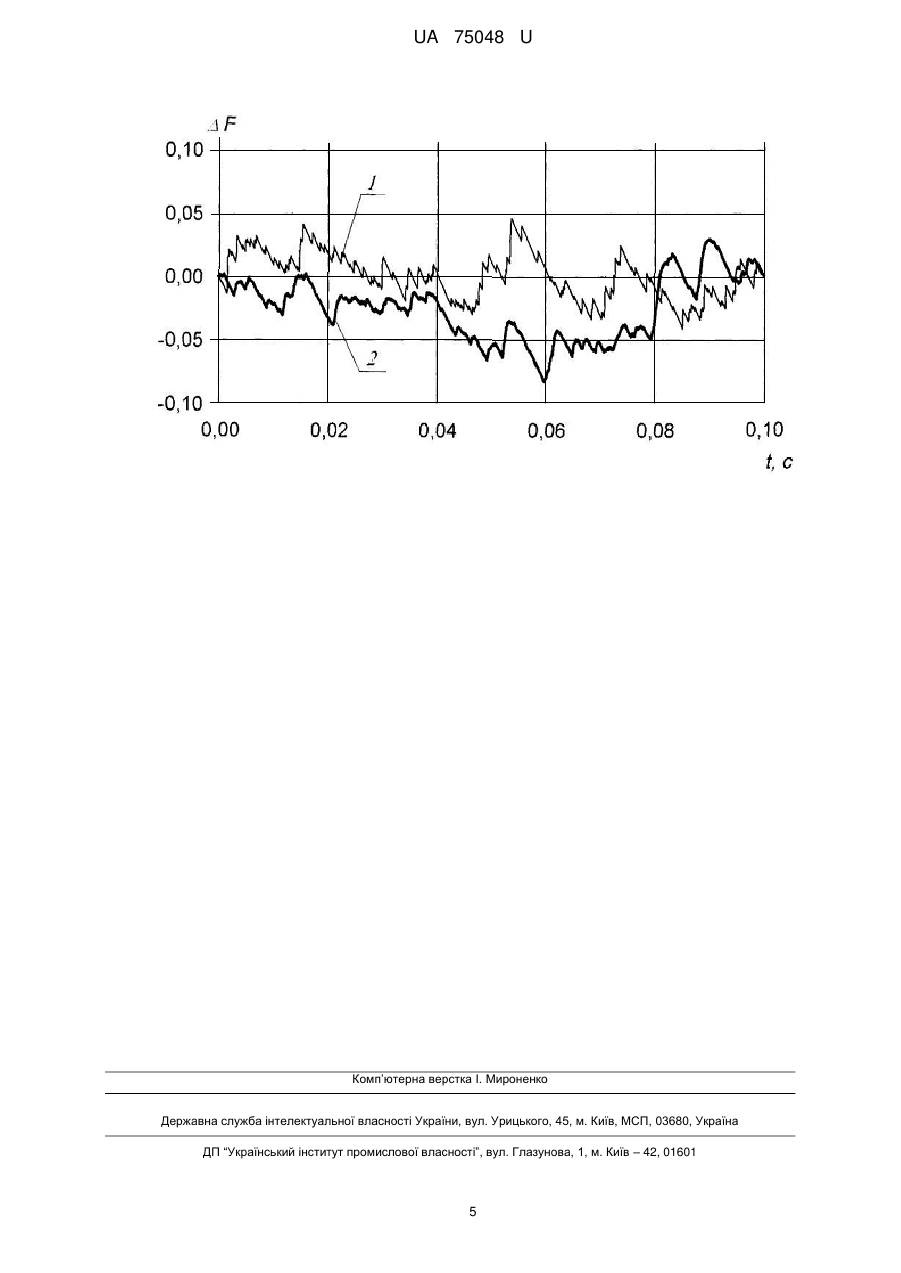
Реферат: UA 75048 U UA 75048 U 5 Корисна модель належить до акустико-емісійної діагностики і може бути використана для визначення технічного стану підшипникових вузлів машин. Відомий спосіб діагностування механічних, електромеханічних та рідинних компонентів за сигналами акустичної емісії [1], який полягає в періодичному порівнянні миттєвого значення сигналу з першим визначеним граничним рівнем і обчисленні статистичного характеристичного значення за формулою: M K L NL (1) де K - статистичне характеристичне значення; ML - кількість порівнянь, при яких сигнал перевищував граничний рівень; 10 15 20 25 30 35 40 45 NL - загальна кількість порівнянь сигналу та граничного рівня. Якщо статистичне характеристичне значення перевищує другий визначений граничний рівень, формується попереджувальний сигнал. Недоліком способу [1] є значна імовірність помилок діагностування. Пояснюється це наступним. Датчик акустичної емісії є складною багаторезонансною електромеханічною коливною системою; при встановленні його на об'єкті діагностування суттєво змінюється амплітудно-частотна характеристика датчика, оскільки об'єкт бере участь в її формуванні [2]. Як наслідок, на чутливість датчика впливатимуть багато факторів, які складно контролювати: площинність та шорсткість поверхонь об'єкта та датчика; товщина шару клею, яким закріплено датчик, чи контактного середовища, яке заповнює проміжок між об'єктом і датчиком. Отже, похибки встановлення датчика акустичної емісії впливатимуть на його чутливість та амплітуду вихідних сигналів датчика та, як наслідок, на кількість сигналів, які перевищать перший граничний рівень і будуть враховані при обчисленні статистичного характеристичного значення. Це може призвести до помилкового висновку щодо наявності чи відсутності дефекту. Відомий спосіб оцінювання процесів руйнування конструкцій при акустико-емісійному контролі [3], який полягає в тому, що час аналізу розбивають на фіксовані інтервали, вимірюють кількість сигналів акустичної емісії на кожному із цих інтервалів, визначають математичне очікування кількості сигналів та математичне очікування квадрату кількості сигналів. Далі віднімають математичне очікування кількості сигналів та квадрат указаного математичного очікування від математичного очікування квадрата кількості сигналів. Якщо потік сигналів є пуасонівським, що має місце на початковій стадії деформування конструкції (коли сигнали генеруються мікроджерелами, випадковим чином розподілених у об'ємі конструкції), то вказана різниця дорівнює нулю. Об'єднання мікродефектів у тріщину та її наступний розвиток призводять до того, що потік сигналів перестає бути пуасонівським. Про розвиток процесів руйнування судять по відхиленню обчисленої різниці від нуля. При застосуванні способу [3] для діагностування підшипників кочення існуватиме значна імовірність помилок діагностування. Пояснюється це наступним. Особливістю акустичної емісії підшипника є її нестаціонарний характер, оскільки активність акустичної емісії збільшується при контактуванні деталей у зонах дефектних ділянок (тріщин чи ділянок втомного руйнування поверхонь), причому тривалість такого контактування є значно меншою, ніж період його повторення. Як наслідок, такі короткотермінові збільшення активності акустичної емісії не призведуть до суттєвої зміни кількості сигналів на інтервалі вимірювання та різниці, по якій судять про розвиток процесів руйнування. Отже, є висока імовірність помилок діагностування. Найближчим за технічною суттю є спосіб оцінювання процесів руйнування конструкцій при акустико-емісійному контролі [4], який ґрунтується на оцінці зміни статистичних характеристик сигналів акустичної емісії. Оцінку процесів руйнування здійснюють шляхом аналізу зміни розподілу сигналів акустичної емісії в часі, яку характеризують інваріантом I M 2 M де I - інваріант; 2 (2) M 2 - математичне очікування квадрата інтервалу сигналів акустичної емісії; 50 M 2 - квадрат математичного очікування інтервалу сигналів акустичної емісії. Відхилення інваріанта І від числа 2 характеризує ступінь руйнування конструкцій. Даний спосіб ґрунтується на тому, що на початковій стадії деформування потік сигналів акустичної емісії від мікроджерел, випадковим чином розподілених у об'ємі конструкції, є пуасонівським. Як 1 UA 75048 U 5 10 15 20 25 наслідок, інваріант І, обчислюваний за формулою (2), є близьким до числа 2. Об'єднання мікродефектів у тріщину та її наступний розвиток призводять до того, що потік сигналів перестає бути пуасонівським. Тому відхилення інваріанта І від числа 2 характеризує ступінь руйнування конструкцій. Відповідно до прототипу, оцінювання відповідності потоку сигналів акустичної емісії пуасонівському потоку здійснюється загалом по всій виборці сигналів, зареєстрованих на інтервалі спостереження. Таким чином, оптимальними умовами для оцінювання процесів руйнування є стаціонарність потоку сигналів акустичної емісії. Але особливістю акустичної емісії від підшипника кочення є її нестаціонарний характер, оскільки активність акустичної емісії збільшується при контактуванні деталей у зонах дефектних ділянок (тріщин чи ділянок втомного руйнування поверхонь), причому тривалість такого контактування є значно меншою, ніж період його повторення. Як наслідок, такі короткотермінові збільшення акустичної емісії не призведуть до суттєвої зміни математичного очікування інтервалу між сигналами акустичної емісії, математичного очікування квадрата інтервалу між сигналами акустичної емісії та інваріанту (2). Отже, недоліком прототипу є висока імовірність помилок при діагностуванні підшипників кочення. В основу корисної моделі поставлена задача збільшення вірогідності акустико-емісійного діагностування підшипника кочення. Поставлена задача вирішується шляхом оцінювання нерівномірності розподілу сигналів акустичної емісії в часі, що дає змогу виявляти короткотермінові збільшення активності акустичної емісії при контактуванні деталей підшипника на дефектних ділянках - тріщинах чи ділянках втомного руйнування. Суть способу акустико-емісійної діагностування підшипника кочення, що заявляється, полягає в тім, що вимірюють інтервали між сигналами акустичної емісії та визначають показник технічного стану підшипника кочення за формулами: 1 M1 i M 2 i2 2 T (3) N M1 tn 1 n i 2 i2 dW 30 (4) N t n T n 1 (5) 2 2n 1 1 2N 12N (6) де T - тривалість інтервалу дослідження, с; i - тривалість і-го інтервалу між сигналами акустичної емісії, с; M - кількість інтервалів між сигналами акустичної емісії; N - кількість сигналів акустичної емісії на інтервалі дослідження; tn - час надходження n-го сигналу акустичної емісії, с; 35 40 45 dW - показник технічного стану підшипника кочення, причому сигнали реєструють протягом проміжку часу, більшого ніж період обертання рухомого кільця підшипника. На кресленні представлені експериментальні дані, одержані при дослідженні підшипників кочення. На ній зображені різниці між інтегральною функцією розподілу в часі сигналів акустичної емісії нового підшипника, зношеного підшипника та інтегральною функцією рівномірного розподілу. Спосіб акустико-емісійного діагностування підшипника кочення, що заявляється, ґрунтується на залежності активності акустичної емісії від стану контактуючих поверхонь деталей підшипника. Вимірювання інтервалів між сигналами акустичної емісії здійснюють протягом проміжку часу, більшого ніж період обертання рухомого кільця підшипника. Відповідно до [5], така тривалість випробувань багаторазово перевищує період контактування дефектних ділянок деталей підшипника, що виключає можливість пропущення дефекту. Початок інтервалу дослідження, на якому здійснюється аналіз розподілу сигналів акустичної емісії в часі, виберемо в момент часу, відповідний середині першого інтервалу між сигналами, а 2 UA 75048 U закінчення - у момент часу, відповідний середині останнього інтервалу між сигналами. Тривалість інтервалу дослідження визначимо за формулою: 1 M1 i M 2 i2 2 T 5 Визначимо кількість сигналів акустичної емісії на інтервалі дослідження та час їх надходження (відлік часу - від початку інтервалу дослідження): (8) N M1 tn 10 15 20 25 1 n i 2 i2 35 n Ft n i 1 2 2i 1 1 2n 12n (11) 2 де Wn - статистика. 2 Чим більшим є значення статистики Wn , тим більше фактичний розподіл сигналів акустичної емісії відрізняється від гіпотетичного рівномірного, що є ознакою дефекту підшипника. Визначимо показник технічного стану підшипника кочення, перетворюючи (11) з урахуванням (10): 2 2i 1 1 (12) 2n 12n i 1 Оскільки, відповідно до (12), накопичення квадратів різниць між емпіричною інтегральною функцією розподілу сигналів акустичної емісії в часі від випробуваного підшипника кочення та відповідною функцією гіпотетичного рівномірного розподілу сигналів від бездефектного підшипника здійснюється для моментів часу, відповідних надходженню кожного сигналу, то це дає змогу виявляти короткотермінові збільшення активності акустичної емісії при контактуванні дефектних ділянок деталей підшипника. Приклад. Дослідження підшипників типу 202 здійснювались на комп'ютеризованому комплексі, до складу якого входять навантажувальний механізм, електропривод, датчик dW 40 (9) За умови відсутності дефектів на контактуючих поверхнях деталей підшипника і сталого режиму роботи, потік сигналів акустичної емісії розглядатимемо як найпростіший (тобто, стаціонарний пуасонівський) потік. Отже, відповідно до властивостей найпростішого потоку [6], час надходження сигналів акустичної емісії бездефектного підшипника буде випадковою величиною, рівномірно розподіленою на інтервалі дослідження [0, T]: 1 (10) Ft T де F - гіпотетична інтегральна функція рівномірного розподілу часу надходження сигналів акустичної емісії; t - час, с; T - тривалість інтервалу дослідження, с. Якщо контактування деталей підшипника відбуватиметься, зокрема, на дефектних ділянках втомного руйнування, то це призводитиме до збільшення активності акустичної емісії у відповідні проміжки часу, оскільки мікротріщини на цих ділянках є концентраторами напруг і сприяють динамічній перебудові внутрішньої структури матеріалу. Отже, емпірична інтегральна функція розподілу часу реєстрації сигналів акустичної емісії від дефектного підшипника відрізнятиметься від гіпотетичної інтегральної функції рівномірного розподілу (10) тим більше, чим більше розвинені дефекти на контактуючих поверхнях. Причому зміна чутливості датчика (спричинена, наприклад, похибками його встановлення на об'єкті діагностування) хоча й вплине на кількість зареєстрованих сигналів, проте не призведе до зміни характеру розподілу цих сигналів у часі. Відповідність фактичного розподілу часу надходження сигналів акустичної емісії гіпотетичному розподілу (10) можна перевірити за критерієм згоди Крамера-Мізеса-Смирнова [7]: 2 Wn 30 (7) n t n T 3 UA 75048 U 5 10 15 20 25 30 акустичної емісії GT300, підсилювач, USB-осцилограф PV6501 і комп'ютер, у наступному режимі: частота обертання внутрішнього кільця 1460 1/хв (період обертання 0,041 с), навантаження 258 Н, тривалість інтервалу дослідження 0,1 с. На схемі одержані експериментальні дані. На ній зображені: 1 - різниця між інтегральними функціями розподілу в часі сигналів акустичної емісії нового підшипника та гіпотетичного рівномірного розподілу сигналів від бездефектного підшипника; 2 - різниця між інтегральними функціями розподілу в часі сигналів акустичної емісії зношеного підшипника та гіпотетичного рівномірного розподілу сигналів від бездефектного підшипника. Показник технічного стану, обчислений за формулою (6), дорівнював 0,010 для нового підшипника та 0,189 для зношеного підшипника. Таким чином, вимірювання інтервалів часу між сигналами акустичної емісії від підшипника кочення протягом проміжку часу, більшого ніж період обертання рухомого кільця підшипника, та обчислення показника його технічного стану за формулами (3-6) дає змогу підвищити вірогідність діагностування, що і є вирішенням технічної задачі, поставленої в основу корисної моделі. Джерела інформації: 1. Патент США №7757556 кл. 73/587, МКВ: G01H 11/08 (2006.01), G01N 29/14 (2006.01), дата публікації 20.07.2010. 2. Иванов В.И., В.М. Белов. Акустико-эмиссионный контроль сварки и сварных соединений. М: Машиностроение, 1981.-184 с. 3. Патент РФ 2367942 С1, МПК G01N29/14 (2006.01). Способ оценки процессов разрушения конструкций при акустико-эмиссионном контроле. / Кондранин Е.А. (RU), Попов А.В. (RU). - № 2008113273/28; заявл.: 04.04.2008; опубл.: 20.09.2009. 7 4. Патент РФ 2233444 С1, МПК G01N29/14. Способ оценки процессов разрушения конструкций при акустико-эмиссионном контроле / Попов А.В. (RU). - №2003101073/28; заявл.: 15.01.2003; опубл.: 27.07.2004. 5. Коллакот Р.А. Диагностирование механического оборудования. Пер. с англ. - Л.: Судостроение, 1980.-296 с. 6. Гнеденко Б.В. Курс теории вероятностей. - М.: Наука, 1969.-400 с. 7. Прикладная статистика: Основы моделирования и первичная обработка данных. Справочное изд. / С.А. Айвазян, И.С. Енюков, Л.Д. Мешалкин. - М.: Финансы и статистика, 1983.-471 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб акустико-емісійного діагностування підшипника кочення, який полягає в тому, що його технічний стан визначають за результатами вимірювань інтервалів часу між сигналами акустичної емісії, який відрізняється тим, що показник технічного стану підшипника кочення визначають за формулами: T 40 1 2 M1 i i 2 N M 1 , (2) tn 1 2 n , (3) N dW n 1 45 M , (1) 2 i i 2 2 1 tn 2n 1 , (4) 2N 12N T де T - тривалість інтервалу дослідження, с; i - тривалість і-го інтервалу між сигналами акустичної емісії, с; M - кількість інтервалів між сигналами акустичної емісії; N - кількість сигналів акустичної емісії на інтервалі дослідження; tn - час надходження n-го сигналу акустичної емісії, с; dW - показник технічного стану підшипника кочення, 50 причому сигнали акустичної емісії реєструють протягом проміжку часу, більшого ніж період обертання рухомого кільця підшипника. 4 UA 75048 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for acoustic-emission diagnostics of a roll bearing
Автори англійськоюShevchenko Serhii Anatoliiovych
Назва патенту російськоюСпособ акустико-эмиссионной диагностики подшипника качения
Автори російськоюШевченко Сергей Анатолиевич
МПК / Мітки
МПК: G01N 29/14
Мітки: підшипника, діагностування, акустико-емісійного, кочення, спосіб
Код посилання
<a href="https://ua.patents.su/7-75048-sposib-akustiko-emisijjnogo-diagnostuvannya-pidshipnika-kochennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб акустико-емісійного діагностування підшипника кочення</a>
Спосіб акустико-емісійного діагностування підшипника кочення
Номер патенту: 75046
Опубліковано: 26.11.2012
Автор: Шевченко Сергій Анатолійович
МПК: G01N 29/14
Мітки: підшипника, діагностування, спосіб, кочення, акустико-емісійного
Формула / Реферат:
Спосіб акустико-емісійного діагностування підшипника кочення, який полягає в тому, що його технічний стан визначають за результатами вимірювань інтервалів часу між сигналами акустичної емісії, який відрізняється тим, що показник технічного стану підшипника кочення визначають за формулами:, (1)
Спосіб калібровки акустико-емісійного вимірювального тракту
Номер патенту: 2895
Опубліковано: 26.12.1994
Автори: Скальський Валентин Романович, Ковчик Степан Євстахович, Зазуляк Василь Андрійович, Рибицький Ігор Богданович
МПК: G01N 29/14
Мітки: калібровки, вимірювального, тракту, спосіб, акустико-емісійного
Формула / Реферат:
Способ калибровки акустико-эмиссионного измерительного тракта при испытаниях образцов на трещиностойкость, заключающийся в том, что в образце материала инициируют усталостную трещину, на боковой поверхности образца устанавливают преобразователь сигналов акустической эмиссии, возбуждают дискретно импульсы сигналов акустической эмиссии, принимают их преобразователем и используют для калибровки измерительного тракта, отличающийся тем что, в...
Підшипник кочення і спосіб виготовлення підшипника кочення
Номер патенту: 51035
Опубліковано: 15.11.2002
Автор: Поплавко Леонід Ігоревич
МПК: F16C 19/00
Мітки: спосіб, кочення, підшипник, підшипника, виготовлення
Формула / Реферат:
1. Підшипник кочення, що містить внутрішнє і зовнішнє кільця з біговими доріжками, сепаратор з встановленими у ньому тілами кочення і антифрикційний твердомастильний заповнювач, який відрізняється тим, що містить пластичне мастило, а антифрикційний твердомастильний заповнювач виконаний у вигляді щонайменше однієї торцевої антифрикційної ущільнюючої шайби, яка контактує з біговими доріжками внутрішнього і зовнішнього кільця.2. Підшипник...
Спосіб випробування підшипника кочення для визначення сил взаємодії деталей
Номер патенту: 57058
Опубліковано: 10.02.2011
Автор: Гайдамака Анатолій Володимирович
МПК: G01M 7/02
Мітки: взаємодії, визначення, сіль, деталей, кочення, підшипника, випробування, спосіб
Формула / Реферат:
Спосіб випробування підшипника кочення для визначення сил взаємодії деталей, який полягає в тому, що підшипник розбирають, доопрацьовують сепаратор з утворенням тензоперетворювачів на перемичках та кільцях, збирають підшипник, встановлюють на стенд, навантажують радіальною та осьовою силами, задають обертання, реєструють тензоперетворювачами сепаратора сили взаємодії деталей, який відрізняється тим, що величини радіальної та осьової сил...
Пристрій для діагностування підшипників кочення
Номер патенту: 58326
Опубліковано: 11.04.2011
Автори: Парубець Анатолій Григорович, Нестеренко Микола Петрович, Нестеренко Микола Миколайович, Орисенко Олександр Вікторович
МПК: G01M 13/04, G01M 7/02
Мітки: пристрій, підшипників, діагностування, кочення
Формула / Реферат:
Пристрій для діагностування підшипників кочення, що містить центри, раму, індикатор годинникового типу, електродвигун, вібродатчик, віброметр, який відрізняється тим, що з метою діагностики підшипників кочення різних типорозмірів використовується вал із різними посадочними діаметрами.
Попередній патент: Пробовідбірник
Наступний патент: Спосіб лікування хворих на патологію серцево-судинної системи
Випадковий патент: Прилад для вимірювань в`язкості рідких речовин