Швидкорознімне з’єднання деталей
Номер патенту: 75841
Опубліковано: 15.05.2006
Формула / Реферат
1. Швидкорознімне з'єднання деталей, що містить стрижень зі штифтом та втулку з пазами, між якими упорні поверхні спряження виконано конічними співвісними переривчастими, причому з'єднання має пружний елемент та фіксатор обмеження кутового відносного повороту, яке відрізняється тим, що на стрижні та на втулці, біля її торця, додатково виконано протидійні конічні співвісні основні поверхні спряження, а на стрижні між окремими ділянками переривчастих упорних поверхонь спряження утворено канавки, причому пружний елемент виконано безпосередньо на втулці або стрижні у вигляді послаблювачів жорсткості, а фіксатор кутового відносного повороту виконано у вигляді кутових упорів.
2. З'єднання деталей за п. 1, яке відрізняється тим, що переривчасті поверхні спряження на втулці та на стрижні виконано з трьома симетрично розташованими по колу ділянками поверхонь.
3. З'єднання деталей за п. 1, яке відрізняється тим, що переривчасті поверхні спряження на втулці та на стрижні виконано з чотирма симетрично розташованими по колу ділянками поверхонь.
4. З'єднання деталей за п. 1, яке відрізняється тим, що переривчасті поверхні спряження на втулці та на стрижні виконано з двома симетрично розташованими по колу ділянками поверхонь.
5. З'єднання деталей за одним з пп. 1-4, яке відрізняється тим, що основні конічні поверхні спряження на стрижні та на втулці виконано з більшими діаметральними розмірами, ніж упорні поверхні спряження.
6. З'єднання деталей за одним з пп. 1-4, яке відрізняється тим, що кути основних конічних поверхонь спряження на стрижні та на втулці виконано меншими, а їх довжини - більшими, ніж відповідні кути та довжини упорних поверхонь спряження.
7. З'єднання деталей за одним з пп. 1-4, яке відрізняється тим, що послаблювачі жорсткості виконано на втулці за допомогою поперечних конічних отворів, розташованих біля початку кожної з ділянок упорної переривчастої поверхні спряження.
8. З'єднання деталей за одним з пп. 1-4, яке відрізняється тим, що послаблювачі жорсткості виконано на стрижні за допомогою лисок на ньому, розташованих з протилежного боку біля початку ділянок переривчастої упорної поверхні спряження.
9. З'єднання деталей за одним з пп. 1-4, яке відрізняється тим, що послаблювач жорсткості виконано на стрижні між упорною та основною поверхнями спряження у вигляді подовженої шийки трубчастого перерізу.
Текст
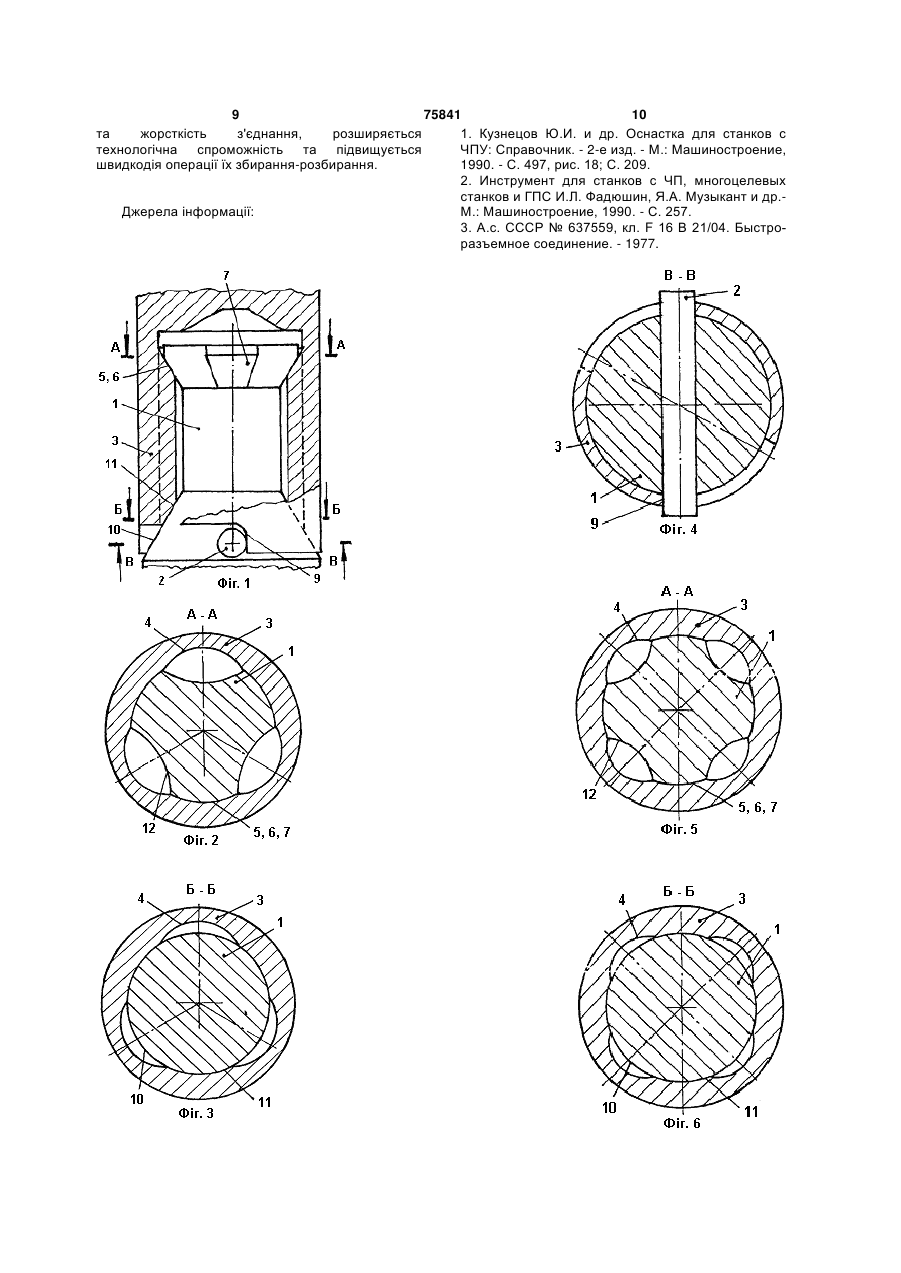
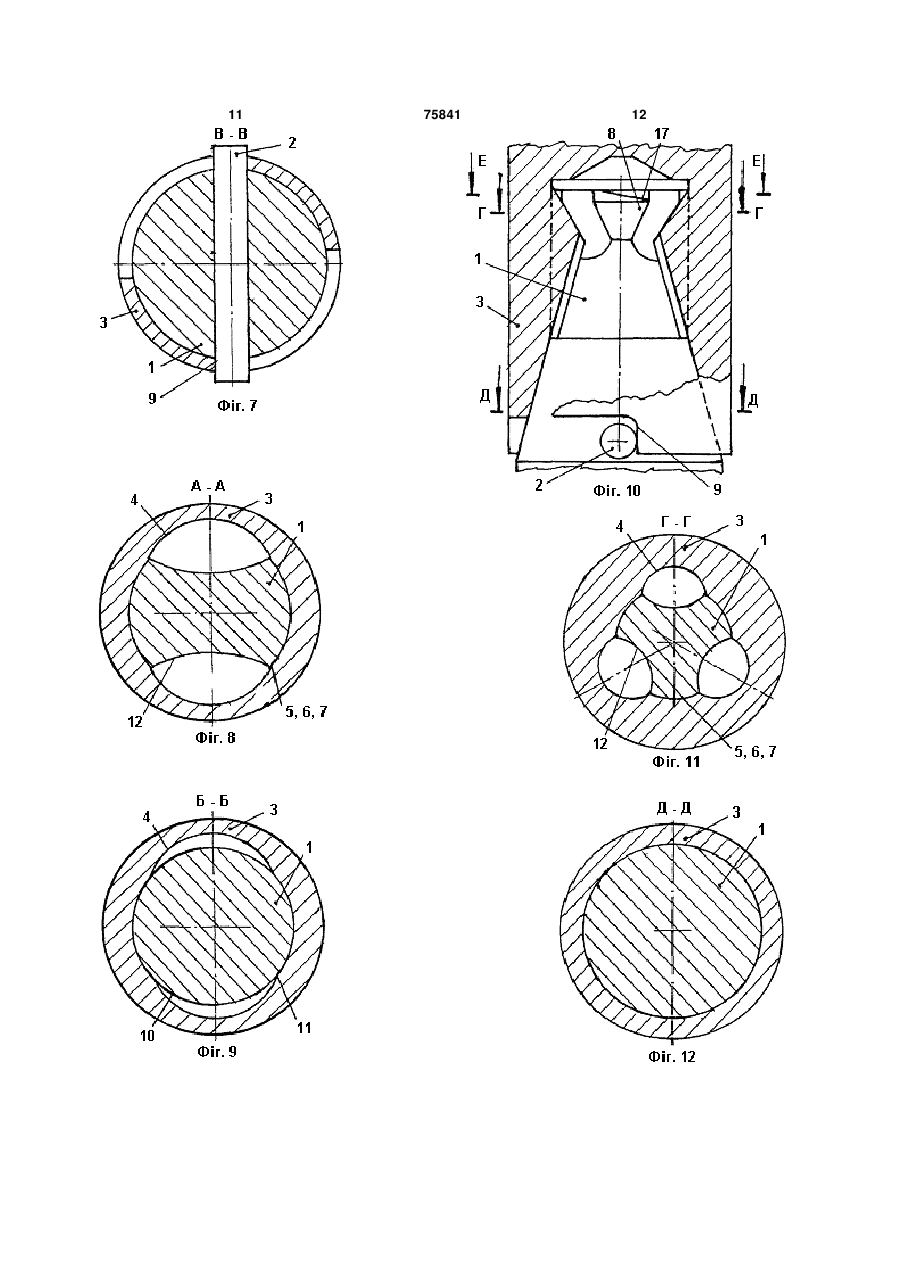
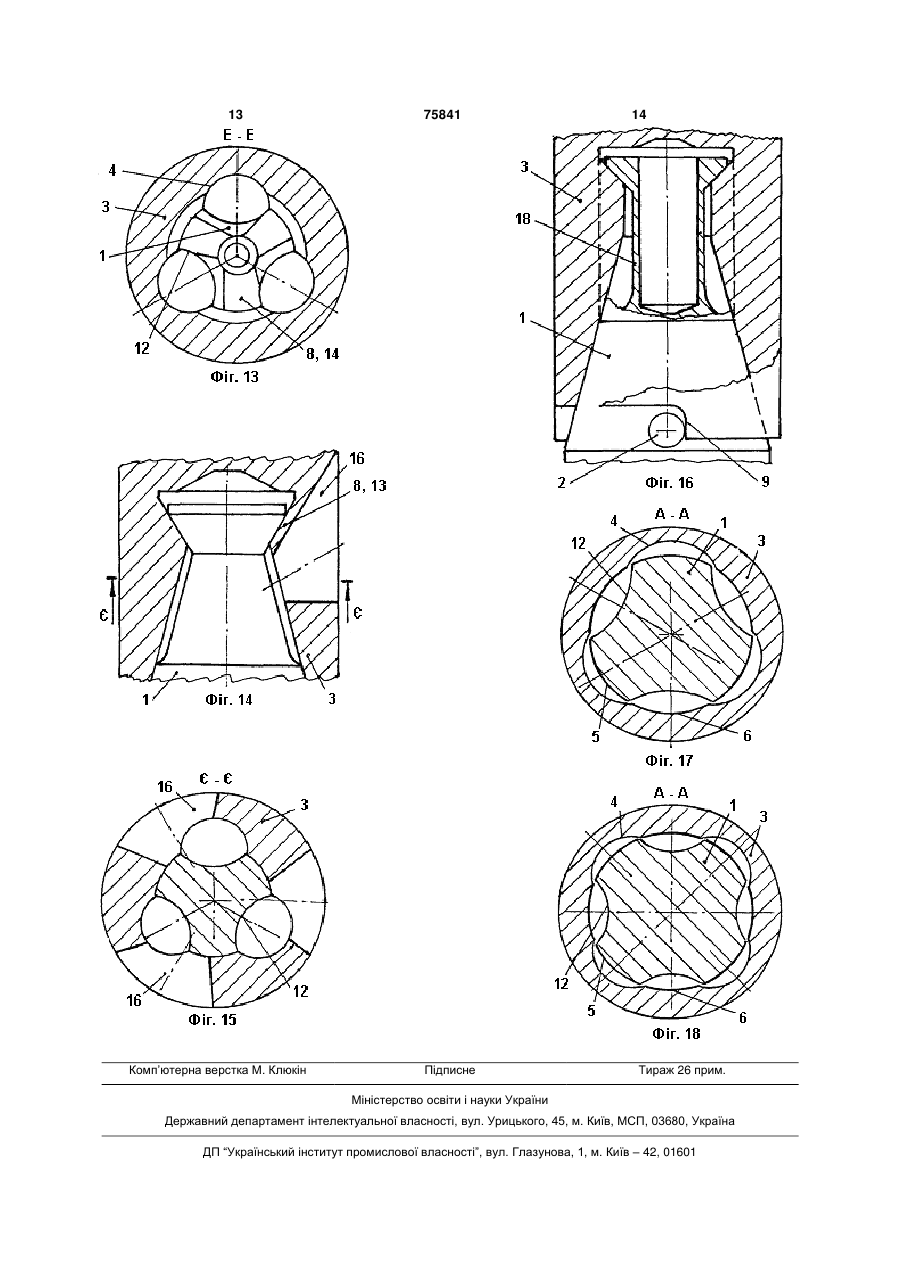
1. Швидкорознімне з'єднання деталей, що містить стрижень зі штифтом та втулку з пазами, між якими упорні поверхні спряження виконано конічними співвісними переривчастими, причому з'єднання має пружний елемент та фіксатор обмеження кутового відносного повороту, яке відрізняється тим, що на стрижні та на втулці, біля її торця, додатково виконано протидійні конічні співвісні основні поверхні спряження, а на стрижні між окремими ділянками переривчастих упорних поверхонь спряження утворено канавки, причому пружний елемент виконано безпосередньо на втулці або стрижні у вигляді послаблювачів жорсткості, а фіксатор кутового відносного повороту виконано у вигляді кутових упорів. 2. З'єднання деталей за п. 1, яке відрізняється тим, що переривчасті поверхні спряження на втулці та на стрижні виконано з трьома симетрично розташованими по колу ділянками поверхонь. C2 2 (11) 1 3 75841 4 Але, на відміну від винаходу, відоме хвостовиків стандартних різальних інструментів не швидкорознімне з'єднання виконується лише на викликає підвищення точності і відтворюваності одному конусі, тому що спряження відбувається по відносних положень деталей та не призводить до однонаправленим конічним пояскам, твірні яких підвищення жорсткості швидкорознімного лежать на одній прямій лінії. Це, по-перше, принз'єднання. ципово не дає можливості створити взаємну силоУ зв'язку з похибками виготовлення у вигляді ву протидію між окремими поверхнями в з'єднанні некруглості конічних поверхонь спряження стрижта необхідне напруження в контактних поверхнях ня та втулки відомого швидкорознімного з'єднання, спряження, що не може забезпечити точності та що має обмежену кількість ділянок спряження відтворюваності відносних положень в з'єднанні (рівну двом), створюються похибки - кутові та стрижня зі втулкою, а також жорсткості та міцності лінійні - відносного положення деталей, що в з'єднанні деталей. По-друге, виконання конічних визначає невисокі точність та жорсткість поверхонь спряження на деталях як переривчаз'єднання. стих поверхонь у вигляді конічних поясків через Відоме швидкорознімне з'єднання деталей не похибки виготовлення загальної величини кута може працювати у випадку дії на нього осьового конусності на обох поверхнях спряження деталей зусилля, направленого на стискання пружини, швидкорознімного з'єднання не забезпечує гараноскільки вона знаходиться практично в розжатому тованого контакту по обох поясках, тобто не вигляді, що свідчить про обмежену технологічну забезпечує точності та відтворюваності відносних спроможність з'єднання. положень деталей в з єднанні навіть при Значна величина осьових прямого та зворотприкладенні до них зовнішнього осьового наванного рухів при збиранні та розбиранні відомого таження. швидкорознімного з'єднання, рівних величині деТаким чином, недоліками відомого формування пружини, зумовлюють великий час на швидкорознімного з'єднання за кожним з аналогів вказані операції, тобто обмежується швидкодія є невисокі точність та відтворюваність відносних відомого з'єднання деталей. положень деталей, а також низькі жорсткість та Таким чином, недоліками відомого несуча спроможність з'єднання. швидкорознімного з'єднання деталей за прототиНайбільш близьким за суттєвими ознаками пом є обмежена точність та низька жорсткість, аналогом з'єднання, що заявляється, вибраним як обмежена технологічна спроможність та невисока прототип, є швидкорознімне з'єднання (деталей) швидкодія операцій збирання-розбирання дета[3]. Воно містить стрижень зі штифтом та спряжену лей. з ним підпружинену втулку, в якій виконані канавки В основу винаходу поставлена задача удоскодля проходу стрижня зі штифтом і фіксації втулки налення швидкорознімного з'єднання деталей, в відносно стрижня. Стрижень і спряжена з ним якому шляхом модифікації конструкцій стрижня та втулка виконані упорними конічними з більшим втулки забезпечується їх точне, відтворюване і діаметром конуса біля торця стрижня, причому надійне їх самовстановлення. Навіть в умовах стрижень забезпечений лисками для його проходу наявності похибок виготовлення величин кутів через втулку. конічних поверхонь спряження та їх некруглості за Загальними суттєвими ознаками винаходу, що рахунок пресової посадки деталей створюється заявляється, та винаходу за прототипом є значне попереднє напруження на спряжених пошвидкорознімне з'єднання деталей, що містить верхнях, що разом визначає високі точність і стрижень зі штифтом та втулку з пазами, між якижорсткість з'єднання. За рахунок послаблювачів ми упорні поверхні спряження виконано конічними жорсткості полегшується операція збиранняспіввісними переривчастими, причому з'єднання розбирання з'єднання. Рівноцінна несуча здатність має пружний елемент та фіксатор обмеження куелементів з'єднання з упорними і основними потового відносного повороту. верхнями спряження дозволяє направити робоче Але, на відміну від винаходу, навіть виконання навантаження в будь-який бік, що означає розшивідомого конічного швидкорознімного з'єднання рення технологічної спроможності довгим, не дає змогу підвищити його точність та швидкорознімного з'єднання деталей. Мале дежорсткість у зв'язку з існуючими похибками вигоформування пружного елемента при збираннітовлення (величини конусності, непрямолінійності розбиранні з'єднання означає підвищення його твірної, некруглості поперечного перерізу тощо). швидкодії. Так при виконанні швидкорознімного з'єднання з Таким чином, в швидкорознімному з'єднанні довжиною конусів в 2...6 разів більшою їх деталей досягається мета винаходу - підвищення найбільшого діаметра (більші відмінності цих точності та жорсткості з'єднання, розширення його розмірів мають стандартні хвостовики з конусом технологічної спроможності та підвищення Морзе за ГОСТ 25557-82, а менші відмінності машвидкодії операцій збирання-розбирання. ють хвостовики з конусністю 7 : 24 за ГОСТ 25827Поставлена задача вирішується тим, що в 83) навіть при їх виготовленні за ступенем точності швидкорознімне з'єднання деталей, що містись AT 6 за ГОСТ 8908-81 отримана похибка неспрястрижень зі штифтом та втулку з пазами, між якиження конусів деталей складатиме 16...32 кутових ми упорні поверхні спряження виконано конічними секунд або лінійні відхилення в 10...25 мкм, а при співвісними переривчастими, причому з'єднання врахуванні відхилень конічного отвору можна отмає пружний елемент та фіксатор обмеження куримати загальні відхилення в з'єднанні на рівні тового відносного повороту, введені нові суттєві 20...50 мкм. Таким чином, виготовлення довгих ознаки. Згідно з винаходом, на стрижні та на конічних поверхонь спряження на прикладі втулці, біля її торця, додатково виконано 5 75841 6 протидійні конічні співвісні основні поверхні спряробочого навантаження не тільки у будь-якому ження, а на стрижні між окремими ділянками перадіальному напрямку, а також і у будь-якому осьреривчастих упорних поверхонь спряження ствоовому напрямку, що означає розширення рено канавки, причому пружний елемент створено технологічної спроможності запропонованого безпосередньо на втулці або стрижні у вигляді з'єднання. послаблювачів жорсткості, а фіксатор кутового Виконання послаблювачів жорсткості на відносного повороту виконано у вигляді кутових стрижні або втулці полегшує процес збирання упорів. з'єднання та скорочує час збирання (замість стиПереривчасті поверхні спряження на втулці та скання довгої пружини в прототипі), що означає на стрижні з'єднання виконано з трьома, чотирма скорочення загального часу збирання-розбирання або двома симетрично розташованими по колу з'єднання, тобто підвищує його швидкодію. ділянками поверхонь. Суть запропонованого винаходу пояснюється Основні конічні поверхні спряження на стрижні кресленнями. Перелік креслень: та на втулці виконано з більшими діаметральними на фіг. 1 показано зовнішній вигляд розмірами, ніж упорні поверхні спряження. швидкорознімного з'єднання деталей; Кути основних конічних поверхонь спряження на фіг. 2 - переріз А-А фіг. 1 для варіанту виконанна стрижні та на втулці виконано меншими, а їх ня на стрижні і на втулці трьох ділянок переривчадовжини - більшими, ніж відповідні кути та довжистих упорних поверхонь спряження; ни упорних поверхонь спряження. на фіг. 3 - переріз Б-Б фіг. 1 для варіанту виконанПослаблювачі жорсткості виконано на втулці ня на втулці трьох ділянок переривчастих основза допомогою поперечних конічних отворів, розних поверхонь спряження; ташованих біля початку кожної з ділянок упорної на фіг. 4 - переріз В-В фіг. 1 для варіанту виконанпереривчастої поверхні спряження. ня на стрижні і на втулці трьох ділянок переривчаПослаблювачі жорсткості виконано на стрижні стих упорних поверхонь спряження; за допомогою лисок на ньому, розташованих з на фіг. 5 - переріз А-А фіг. 1 для варіанту виконанпротилежного боку біля початку кожної з ділянок ня на стрижні і на втулці чотирьох ділянок переупорної переривчастої поверхні спряження. ривчастих поверхонь спряження; Послаблювач жорсткості виконано на стрижні на фіг. 6 - переріз Б-Б фіг, 1 для варіанту виконанміж упорною та основною поверхнями спряження у ня на втулці чотирьох ділянок переривчастих освигляді подовженої шийки трубчастого перерізу. новних поверхонь спряження; Запропонована конструкція з'єднання за рахуна фіг. 7 - переріз В-В фіг. 1 для варіанту виконаннок незалежного виконання та взаємного ня на стрижні і на втулці чотирьох ділянок перевіддалення конічних співвісних основних та упорривчастих упорних поверхонь спряження; них поверхонь спряження на втулці та на стрижні на фіг. 8 - переріз А-А фіг. 1 для випадку виконанзабезпечує підвищення точності їх взаємного баня на стрижні і на втулці двох ділянок переривчазування. За рахунок виконання основних та упорстих упорних поверхонь спряження; них конічних співвісних поверхонь протидійними на фіг. 9 - переріз Б-Б фіг. 1 для випадку виконан(тобто направленими назустріч одна одній) ня на втулці двох ділянок переривчастих основних створюється внутрішнє замикання силового ланповерхонь спряження; цюга в з'єднанні стрижня зі втулкою з поділом осьна фіг. 10 показано зовнішній вигляд з'єднання ового зусилля порівну між вказаними поверхнями. стрижня і втулки з більшими діаметральними За рахунок виконання переривчастих поверхонь розмірами основних поверхонь відносно упорних спряження на втулці та на стрижні з трьома, чоповерхонь спряження; тирма та двома симетрично розташованими по на фіг. 11 - переріз Г-Г фіг. 10 з трьома ділянками колу ділянками поверхонь створюється їх симетупорних переривчастих поверхонь спряження; ричне радіальне навантаження навіть при на фіг. 12 - переріз Д-Д фіг. 10 з основними понаявності похибок виготовлення круглості обох верхнями спряження; вказаних деталей. Всі вказані удосконалення зана фіг. 13 - переріз Е-Е фіг. 10 з трьома ділянками безпечують підвищення точності запропонованого упорних переривчастих поверхонь спряження; швидкорознімного з'єднання деталей. на фіг. 14 приведений зовнішній вигляд з'єднання Виконання з'єднання з протидійними деталей з послаблювачами жорсткості, виконаниконічними поверхнями спряження, створюючими ми на втулці; внутрішнє силове замикання, дає змогу за рахунок на фіг. 15 - переріз Є-Є фіг. 14; одного з пресових сполучень втулки зі стрижнем на фіг. 16 приведено зовнішній вигляд з'єднання створити значне попереднє напруження в деталей з трубчастим послаблювачем жорсткості, з'єднанні, тобто такі великі врівноважені внутрішні виконаним на стрижні; сили, які суттєво перевищують зовнішні робочі на фіг. 17 - переріз А-А фіг. 1, де показано стан навантаження. Це означає створення стану малої введення стрижня у втулку з трьома ділянками деформованості з'єднання від дії робочого наванпереривчастих упорних поверхонь спряження (без таження, тобто досягнення великої його повороту); жорсткості. на фіг. 18 - переріз А-А фіг. 1, де показано стан Виконання упорних і основних поверхонь введення стрижня у втулку з чотирма ділянками спряження в з'єднанні стрижня зі втулкою переривчастих упорних поверхонь спряження (без однакової несучої спроможності (замість вразлиповороту). вого напрямку стискання пружини - в з'єднанні за Швидкорознімне з'єднання деталей містить прототипом) створює можливість прикладення стрижень 1 зі штифтом 2 та втулку 3 з пазами 4 7 75841 8 (фіг. 1, 3, 6 та 9). Упорні поверхні 5 та 6 стрижня 1 найбільша точність та жорсткість з'єднання в цьота втулки 3 відповідно виконано конічними му варіанті досягається лише при точному співвісними переривчастими з окремими виготовленні поверхонь спряження (особливо за ділянками 7. З'єднання має пружні елементи 8, круглістю). Найбільшу точність і жорсткість має виготовлені біля початку ділянок 7 переривчастих з'єднання з трьома ділянкам 7 переривчастих поупорних поверхонь 5 або 6. Кутове положення верхонь спряження на стрижні 1 та на втулці 3 при стрижня 1 відносно втулки 3 визначається мінімальних вимогах щодо точності їх виготовленфіксатором, виконаним у вигляді кутових упорів 9 ня. Висока точність і жорсткість з'єднання може (фіг. 1, 4, 7, 10 та 16), в які упирається штифт 2. бути отриманою і при виготовленні чотирьох На стрижні 1 та на втулці 3, біля її торця, доділянок 7 переривчастих поверхонь спряження на датково виконано протидійні конічні співвісні стрижні 1 та на втулці 3, але за умови виконання основні поверхні 10 та 11 спряження (фіг. 1). Вони втулки 3 тонкостінною, зі стінкою не більшою розташовані протилежно і співвісно конічним однієї-двох десятих від діаметра, тобто з малою упорним поверхням 5 та 6 спряження відповідно радіальною жорсткістю. стрижня 1 та втулки 3 з'єднання. На стрижні 1 між Завдяки виконанню основних поверхонь спряділянками 7 його упорних переривчастих поверження з більшими діаметральними розмірами, ніж хонь 5 створені канавки 12 (фіг. 2, 5, 8, 11, 15, 17 розміри упорних поверхонь спряження, та 18). досягається подальше збільшення жорсткості Пружні елементи 8 створено безпосередньо з'єднання деталей (збільшується площа дотику на стрижні 1 або втулці 3 у вигляді послаблювачів основних поверхонь спряження). Завдяки вико13 жорсткості - на втулці 3 або послаблювачів 14 нанню кутів основних поверхонь спряження на та 15 жорсткості, виконаних на стрижні 1. Послабстрижні 1 та на втулці 3 меншими, а їх довжини лювач 13 жорсткості на втулці виконано за допобільшою, ніж відповідні кут і довжина упорних помогою поперечних конічних отворів 16 (фіг. 14 та верхонь спряження, досягаються більші точність 15), розташованих біля початку кожної з ділянок 7 та жорсткість з'єднання деталей. упорної переривчастої поверхні 6 спряження. ПосПри виконанні послаблювачів 13 жорсткості на лаблювач 14 жорсткості, виконаний на стрижні 1 втулці 3 за допомогою поперечних конічних за допомогою лисок 17, розташованих з протилеотворів 16, розташованих біля початку кожної з жного боку на куті ділянок 7 переривчастої поверділянок 7 переривчастих поверхонь, між цими хні 5 спряження (фіг. 10 та 13). Послаблювач 15 ділянками і поверхнями поперечних отворів ствожорсткості також може бути виконаним на стрижні рюються пружні елементи 8, котрі, деформуючись, 1 між упорною 5 та основною 10 поверхнями полегшують повертання стрижня 1 у втулці 3 при спряження у вигляді подовженої шийки 18 трубчазбиранні з'єднання деталей. стого перерізу (фіг. 16). Другий варіант конструкції послаблювачів 14 Для полегшення повертання стрижня 1 у жорсткості виконується на стрижні 1 за допомогою втулці 3 початки ділянок 7 переривчастих поверлисок, розташованих біля початку кожної з ділянок хонь спряження доцільно оснастити невеликими 7 переривчастих поверхонь, коли між цими фасками (не показані), рівними 0,3...0,5 мм з нахиділянками і лисками створюються пружні елементи лом в 3...5° . 8, котрі, деформуючись, полегшують процес поРобота швидкорознімного з'єднання вертання стрижня 1 при збиранні з'єднання детавідбувається наступним чином. лей. При збиранні з'єднання стрижень 1 вводиться Завдяки виконанню послаблювача 13 в осьовому напрямку у втулку 3 до упору так, щоб жорсткості на стрижні 1 у вигляді подовженої шийокремі ділянки 7 переривчастих упорних поверки трубчастого перерізу, котра, маючи малу хонь 5 вільно ввійшли в пази 4 втулки 3 (фіг. 17, жорсткість на розтяг, виступає в ролі пружного 18). Це можливо завдяки виконанню канавок 12 на елемента 8, що призводить до полегшення процестрижні 1, що одночасно забезпечує велику площу су повертання стрижня 1 у втулці 3 при збиранні дотику по спряженим поверхням. Потім за допомоз'єднання деталей. Водночас, трубчастий переріз гою ключа (не показаний), який зачіпляється за шийки забезпечує велику жорсткість на згин краї штифта 2, стрижень 1 напружено стрижня 1, що означає підвищення точності та повертається навколо власної осі до контакту жорсткості з'єднання деталей. За рахунок штифтів 2 з упорами 9 втулки 3. Так стрижень 1 з загальної конструкції з'єднання і малої деформації трьома ділянками 7 переривчатих упорних поверпружних елементів 8 витрачається малий час на хонь 5 повертається на кут, рівний 120° (фіг. 4), деформування останніх і досягається висока стрижень 1 з чотирма ділянками 7 - на 90° (фіг. 7), швидкодія з'єднання деталей. а стрижень 1 з двома ділянками 7 - на 180° (не Завдяки рівноцінній жорсткості основних і показаний). упорних конічних поверхонь спряження при кутах Розбирання з'єднання виконується в зворотконусів, рівних 30...90°, створюється можливість ному порядку: спочатку за допомогою ключа (не навантаження з'єднання у будь-якому напрямку, показаний) стрижень 1 повертається навколо тобто розширюється технологічна спроможність власної осі в протилежному збиранню напрямку, а з'єднання деталей. потім вільно виймається із втулки 3 (фіг. 17 та 18). Крім того, в з'єднанні значно поліпшується Виконання переривчастих поверхонь спрявідтворюваність відносного лінійного і кутового ження на стрижні 1 та на втулці 3 з двома симетположення стрижня 1 і втулки 3. рично розташованими по колу ділянками 7 є Таким чином, у запропонованому найбільш простим технічним рішенням, але швидкорознімному з'єднанні підвищується точність 9 75841 10 та жорсткість з'єднання, розширяється 1. Кузнецов Ю.И. и др. Оснастка для станков с технологічна спроможність та підвищується ЧПУ: Справочник. - 2-е изд. - М.: Машиностроение, швидкодія операції їх збирання-розбирання. 1990. - С. 497, рис. 18; С. 209. 2. Инструмент для станков с ЧП, многоцелевых станков и ГПС И.Л. Фадюшин, Я.А. Музыкант и др.Джерела інформації: М.: Машиностроение, 1990. - С. 257. 3. А.с. СССР № 637559, кл. F 16 В 21/04. Быстроразъемное соединение. - 1977. 11 75841 12 13 Комп’ютерна верстка М. Клюкін 75841 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюQuick-split part joint
Автори англійськоюMelnychuk Petro Petrovych, Skochko Yevhen Viktorovych
Назва патенту російськоюБыстроразъемное соединение деталей
Автори російськоюМельничук Петр Петрович, Скочко Евгений Викторович
МПК / Мітки
МПК: F16B 21/00
Мітки: деталей, швидкорознімне, з'єднання
Код посилання
<a href="https://ua.patents.su/7-75841-shvidkoroznimne-zehdnannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Швидкорознімне з’єднання деталей</a>
Швидкорознімне з`єднання співвісних циліндричних деталей
Номер патенту: 13802
Опубліковано: 17.04.2006
Автори: Смородинський Генріх Юхимович, Токарев Олексій Захарович, Трембач Юрій Миколайович, Шевченко Микола Іванович
МПК: F16L 37/00
Мітки: швидкорознімне, деталей, співвісних, циліндричних, з'єднання
Формула / Реферат:
Швидкорознімне з'єднання співвісних циліндричних деталей, виконуючих спільне осьове переміщення, наприклад, штока силового циліндра і хвостовика клапана, що включає сполучні елементи, яке відрізняється тим, що сполучні елементи виконані у вигляді муфти, яка складається з двох половин з осьовим розніманням, виконаних з буртами на внутрішній поверхні, взаємодіючими з кільцевими виточками, виконаними на кінцях з'єднуваних деталей, при цьому на...
З’єднання деталей та спосіб його здійснення
Номер патенту: 62374
Опубліковано: 15.12.2003
Автори: Кантур В'ячеслав Григорович, Носік Віктор Сергійович, Кулюкін Сергій Васильович, Сігбатулін Олександр Томович, Яковина Валерій Іванович, Оборський Іван Леонідович
МПК: B23P 19/02, B23P 11/02
Мітки: спосіб, здійснення, з'єднання, деталей
Формула / Реферат:
1. З'єднання деталей, в якому дві деталі, що сполучаються торцями, мають сполучні елементи у вигляді заклепок та рельєф, яке відрізняється тим, що на торцях обох деталей виконаний рельєф з висотою 0,001<h<1,3 мм, а сполучні елементи заклепки виконані конусними.2. З'єднання деталей за п.1, яке відрізняється тим, що додатково містить прошарок в стику між деталями, що сполучаються.3. З'єднання деталей за пп. 1, 2, яке...
Швидкорознімне з’єднання труб трубопроводу
Номер патенту: 8658
Опубліковано: 15.08.2005
Автори: ГРИЦЕНКО ГЕНАДІЙ ДМИТРОВИЧ, ДОРОШ СЕРГІЙ ІВАНОВИЧ, Майборода Сергій Валентинович, Кретов Олексій Михайлович, Солдатов Олександр Іванович
МПК: F16L 37/00, E21B 17/00
Мітки: труб, трубопроводу, з'єднання, швидкорознімне
Формула / Реферат:
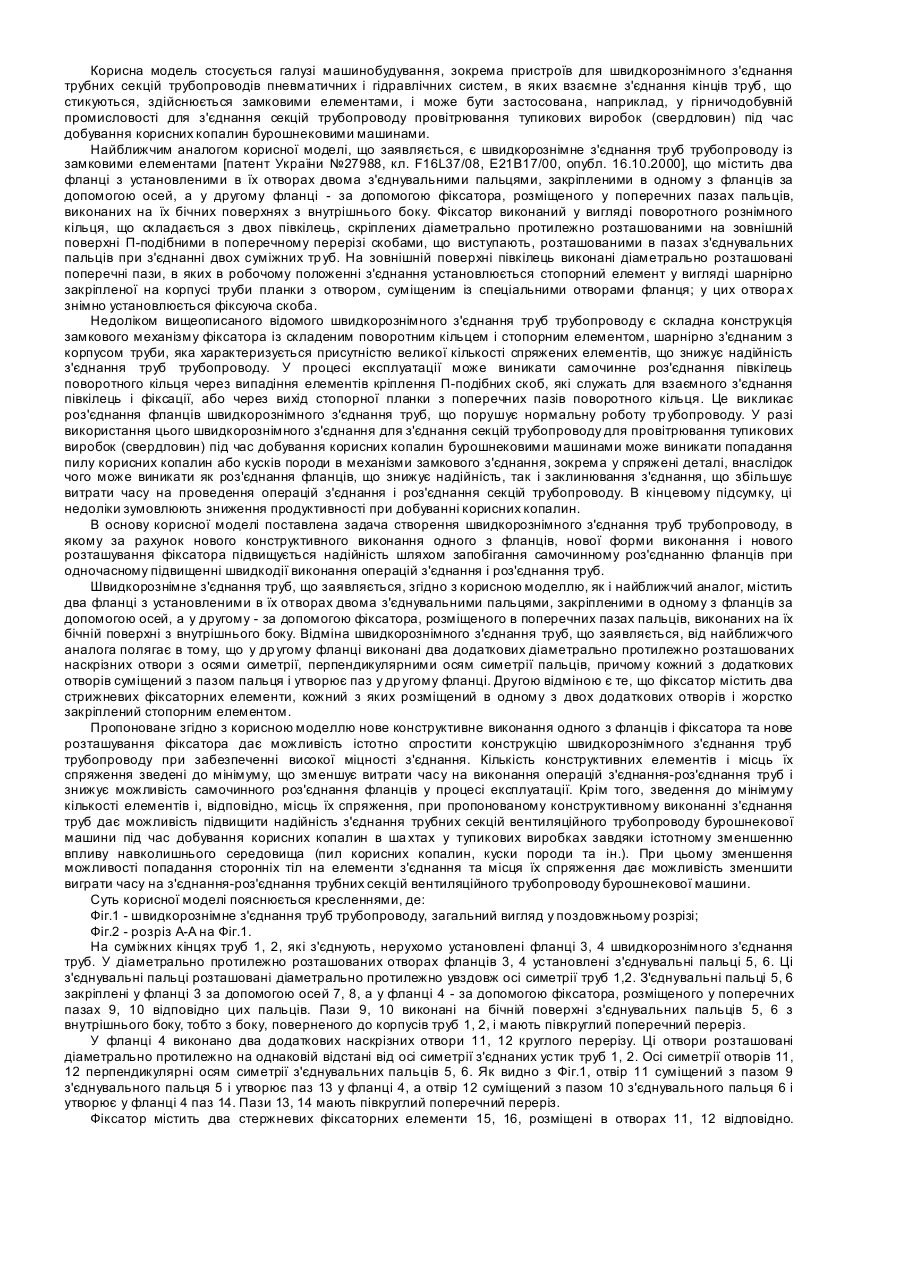
Швидкорознімне з'єднання труб трубопроводу, що містить два фланці з установленими в їх отворах двома з'єднувальними пальцями, закріпленими в одному з фланців за допомогою осей, а в другому фланці - за допомогою фіксатора, розміщеного у поперечних пазах пальців, виконаних на їх бічній поверхні з внутрішнього боку, яке відрізняється тим, що в другому фланці виконані два додаткових діаметрально протилежно розташованих наскрізних отвори з осями...
Швидкорознімне з’єднання труб
Номер патенту: 1219
Опубліковано: 15.04.2002
Автори: Шкода Віталій Антонович, Барчан Євгеній Миколайович, Світковський Олексій Володимирович, Дубницький Жорж Андрійович
МПК: F16L 37/00
Мітки: труб, з'єднання, швидкорознімне
Формула / Реферат:
1. Швидкорознімне з'єднання труб, що містить з'єднуючі кінці труб та замковий вузол, який містить проміжний патрубок, розташований між з'єднуючими трубами, шарнірно взаємозв'язаний зі штоком, вздовж якого розташована пружина, яке відрізняється тим, що проміжний патрубок виконаний у формі кільцевого клина, прохідний переріз якого відповідає прохідному перерізу труб, а з'єднуючі торці труб нахилені до площини поперечного перерізу зустрічно...
Швидкорознімне з’єднання
Номер патенту: 27390
Опубліковано: 15.09.2000
Автор: Ценципер Адольф Ісакович
МПК: F16B 21/00
Мітки: швидкорознімне, з'єднання
Текст:
...соединение содержит охва ты ва ющую 1 и о хватываем ую 2 де тали и средство фиксации деталей меду собой, выполненное в виде пары не связанных между собой элементов, вста вки 3 и разрезной втулки 4 Вставка 3 выполнена с внутренним прямоугольным пазом и наружной цилиндрической поверхностью, ограниченной двумя диаметрально противополож О со см < 27390 ными плоскими поверхностями, параллельным аналогичным поверхностям...
Попередній патент: Спосіб виготовлення прокату
Наступний патент: Паста для металізації високочистої корундової кераміки
Випадковий патент: Тренажер навідника протитанкового ракетного комплексу "конкурс"