Електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра
Формула / Реферат
1. Електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра, що включає вакуумну плавильну камеру, яка містить проміжну ємність, виконану у вигляді корпуса, що має в основі прямокутну форму, кристалізатор, зливний носок, що має вільний край і встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних гармат для обігріву метала у вакуумній плавильній камері, яка відрізняється тим, що додатково містить змінну проставку, виконану у вигляді корпуса, що має в основі прямокутну форму, і щільно встановлену між корпусом проміжної ємності і зливним носком з можливістю заповнення рідким металом з проміжної ємності і зливом його через зливний носок до кристалізатора.
2. Установка за п. 1, яка відрізняється тим, що містить змінну проставку, що має довжину l однієї пари протилежних сторін основи, розраховану за формулою:
l=L1-½L2-L3-½D,
де:
l - довжина пари протилежних сторін змінної проставки,
L1 - відстань між центральною віссю зливка і центральною віссю пристрою
горизонтальної подачі,
L2 - довжина проміжної ємності,
L3 - довжина зливного носка,
D - діаметр зливка.
3. Установка за п. 1, яка відрізняється тим, що вільний край зливного носка розміщений над робочою поверхнею кристалізатора на відстані від внутрішньої стінки кристалізатора 5…7 мм.
Текст
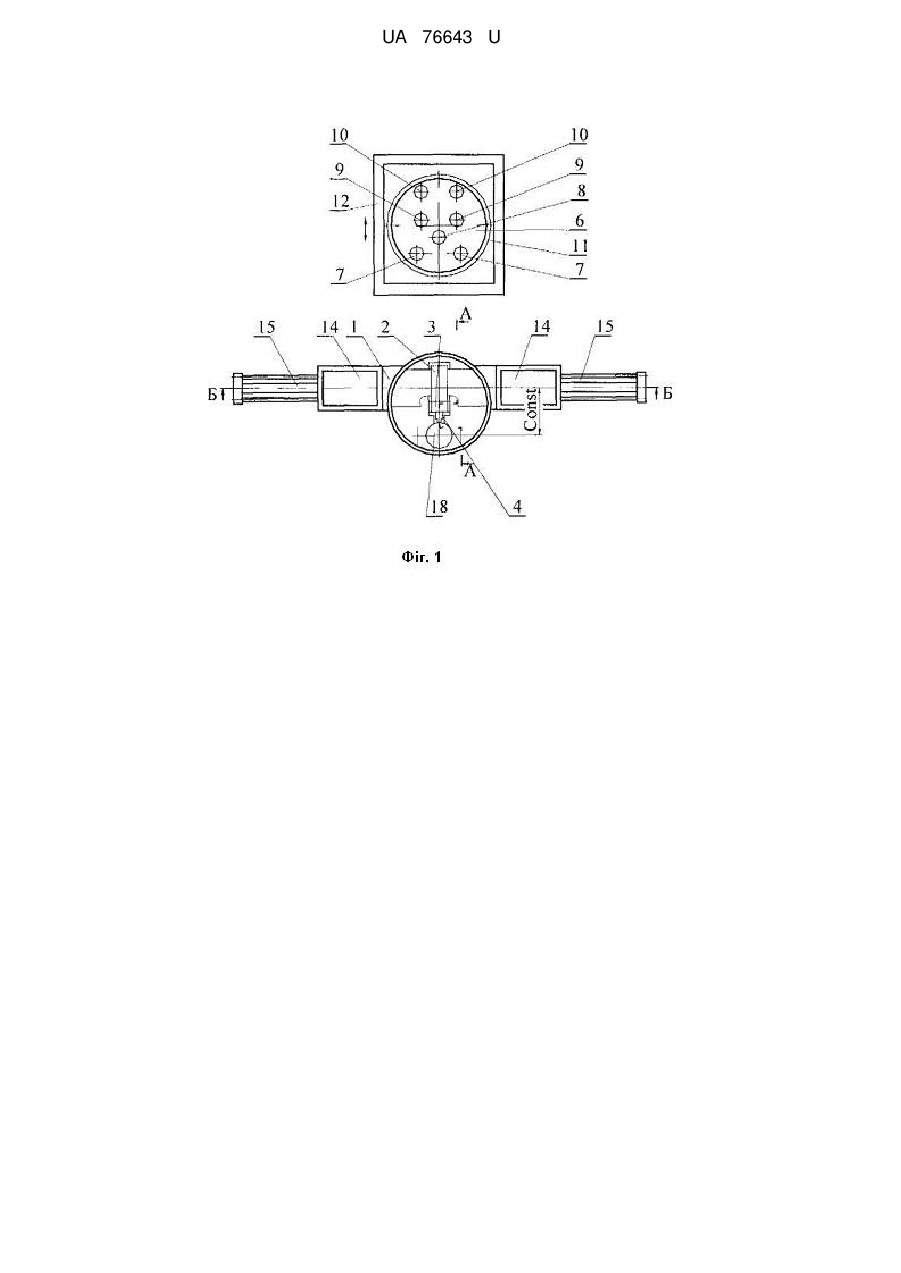
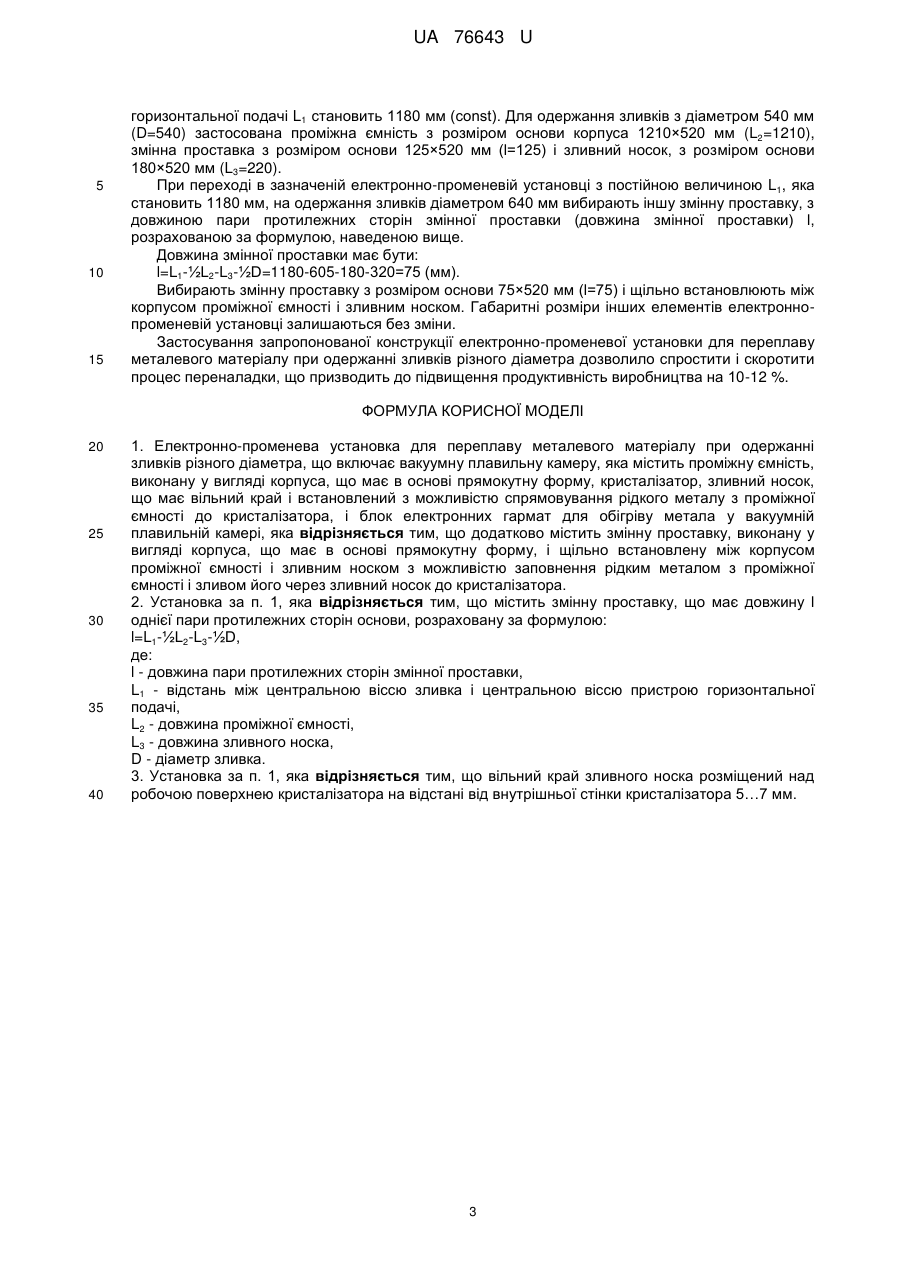
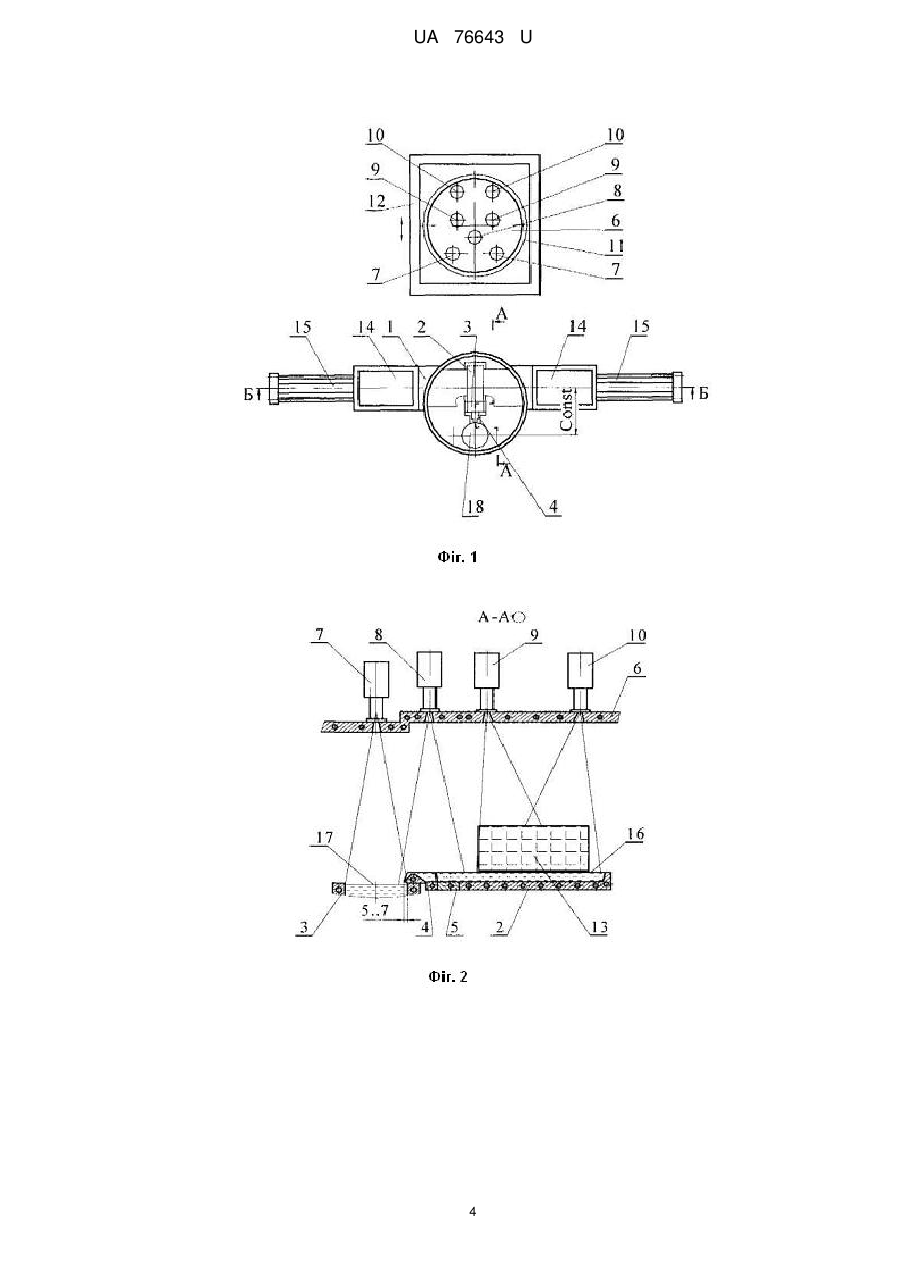
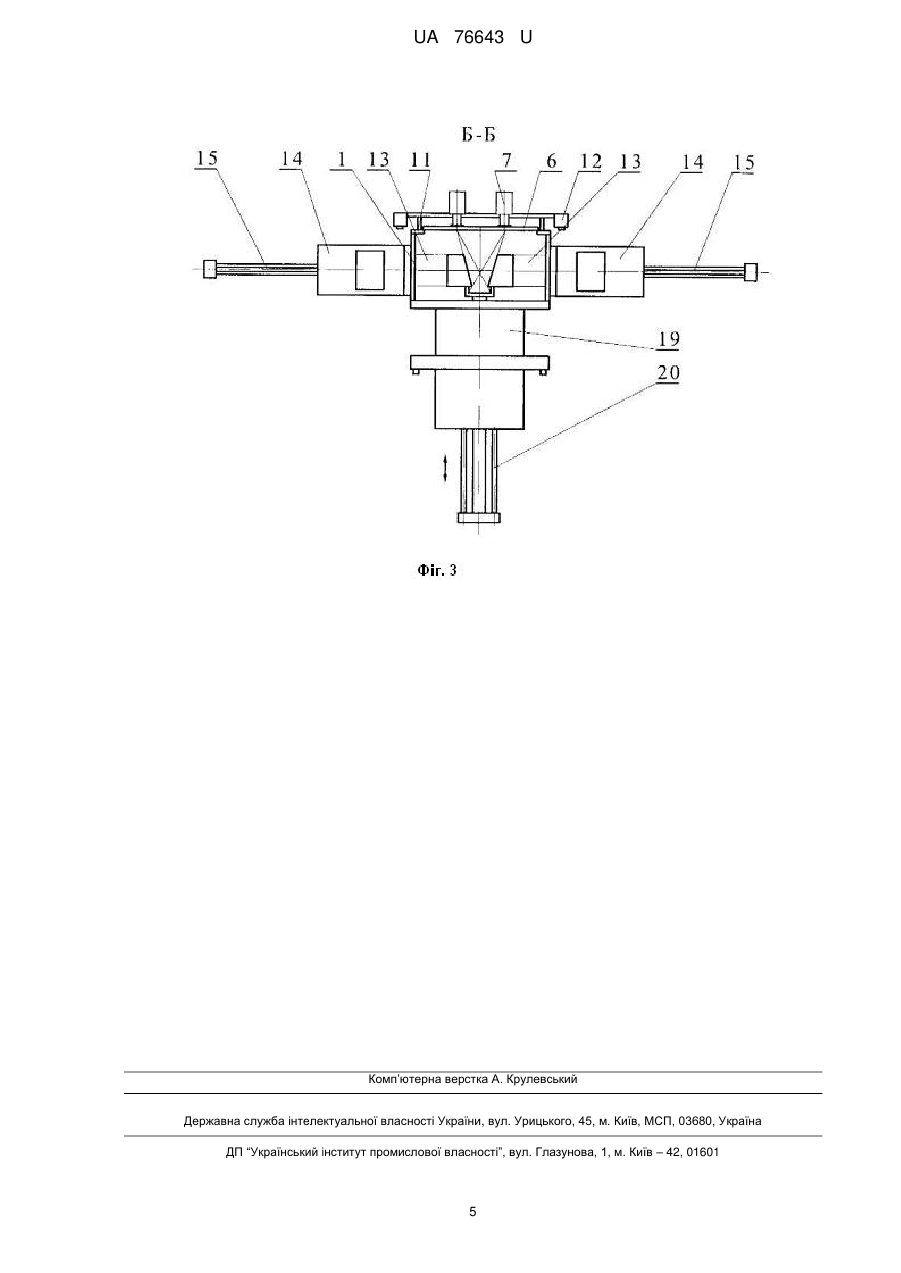
Реферат: UA 76643 U UA 76643 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до переплавки металів нагріванням за допомогою хвильової енергії, зокрема до електронно-променевої установки, і може бути використана при переплавленні металевого матеріалу, зокрема титану. З рівня техніки відомо, що електронно-променева установка для переплаву металевого матеріалу включає вакуумну плавильну камеру, в якій установлені проміжна ємність, виконана у вигляді корпуса, що має в основі прямокутну форму, кристалізатор, зливний носок, встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних гармат для обігріву метала у вакуумній плавильній камері, (JP, заявка № 62-77427 [1], JP, заявка № 60-218719, [2], JP, заявка № 60-12158, [3], SU, авторське свідоцтво № 1280901 [4], UA, деклараційний патент на винахід № 38014 А [6]. При необхідності отримання зливків різного діаметра процес переналадки установки з одного типа розміру зливка на інший складний і займає багато часу. Найбільш близькою є електронно-променева установка для переплаву металевого матеріалу, що включає вакуумну плавильну камеру, в якій установлені проміжна ємність, виконана у вигляді корпуса, що має в основі прямокутну форму, кристалізатор, зливний носок, встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних гармат для обігріву метала у вакуумній плавильній камері (UA, патент на винахід № 83540, С2 [7]). Зливний носок щільно з'єднаний з корпусом проміжної ємності. Однак, при одержанні зливків різного діаметра недоліком відомої установки також є те, що переналадка установки з одного типа розміру зливка на інший складний і тривалий, що призводить до зниження продуктивність виробництва. В основу корисної моделі поставлена задача удосконалення електронно-променевої установки для переплаву металевого матеріалу при одержанні зливків різного діаметра, в якій за рахунок додаткового елемента і взаємного розташування елементів спрощується і скорочується процес переналадки, що призводить до підвищення продуктивність виробництва. Поставлена задача вирішується тим, що променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра, що включає вакуумну плавильну камеру, в якій установлені проміжна ємність, виконана у вигляді корпуса, що має в основі прямокутну форму, а також кристалізатор, зливний носок, що має вільний край і встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних гармат для обігріву метала у вакуумній плавильній камері, яка додатково містить змінну проставку. Змінна проставка виконана у вигляді корпуса, що має в основі прямокутну форму, і щільно встановлена між корпусом проміжної ємності і зливним носком з можливістю заповнення рідким металом з проміжної ємності і зливом його через зливний носок до кристалізатора. Змінна проставка, встановлена в установці, має довжину l однієї пари протилежних сторін основи, розраховану за формулою: l=L1-½L2-L3-½D, де: l - довжина пари протилежних сторін змінної проставки, L1 - відстань між центральною віссю зливка і центральною віссю пристрою горизонтальної подачі, L2 - довжина проміжної ємності, L3 - довжина зливного носка, D - діаметр зливка. При цьому, вільний край зливного носка може бути розміщений над робочою поверхнею кристалізатора на відстані від внутрішньої стінки кристалізатора 5…7 мм. Експериментально нами було встановлено, що введення змінної проставки до електроннопроменевої установки, щільно встановленої між проміжною ємністю і зливним носком з можливістю заповнення проставки рідким металом з проміжної ємності і зливом рідкого металу через зливний носок до кристалізатора, дозволяє просто і швидко перейти з виробництва зливків одного діаметра до виробництва зливків іншого діаметра. Спрощення і прискорення такого переходу дозволило підвищити продуктивність виробництва зливків різного діаметра. Суть корисної моделі пояснюють креслення. Фіг. 1 - електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра з блоком електронних гармат, розміщених у позиції обслуговування, вигляд зверху; Фіг. 2 - розріз А-А на Фіг. 1; Фіг. 3 - розріз Б-Б на Фіг. 1. 1 UA 76643 U 5 10 15 20 25 30 35 40 45 50 55 60 Електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра містить вакуумну плавильну камеру 1 з установленими в ній проміжною ємністю 2, кристалізатором 3, зливним носком 4, змінною проставкою 5, виконаною у вигляді корпуса, що має в основі прямокутну форму, та блока електронних гармат 6 для обігріву метала у кристалізаторі 3 і проміжній ємності 2. Проміжна ємність 2, виконана у вигляді корпуса, що має в основі прямокутну форму. Зливний носок 4 має вільний край і встановлений з можливістю спрямовування рідкого металу з проміжної ємності 2 до кристалізатора 3. Блок електронних гармат 6, що містить електронні гармати: 7, 8, 9 і 10, розташований на кришці 11. Кришка 11 з блоком електронних гармат 6 розміщена на візку 12, за допомогою якого відбувається підняття і переміщення блока електронних гармат 6 до зони технологічного обслуговування, де здійснюється чистка і заміна гармат 7, 8, 9 і 10. Змінна проставка 5 щільно встановлена між корпусом проміжної ємності 2 і зливним носком 4 з можливістю заповнення рідким металом з проміжної ємності 2 і зливом його через зливний носок 4 до кристалізатора 3. В електроннопроменевій установці відстань L1 між центральною віссю зливка і центральною віссю вакуумної плавильної камери є постійною (Фіг. 1). Довжина l однієї пари протилежних сторін основи змінної проставки (довжина змінної проставки) залежить від діаметра D зливка і може бути розрахована за формулою: l=L1-½L2-L3-½D, де: l - довжина пари протилежних сторін змінної проставки, (довжина змінної проставки) L1 - відстань між центральною віссю зливка і центральною віссю пристрою горизонтальної подачі, L2 - довжина проміжної ємності, L3 - довжина зливного носка, D - діаметр зливка. На кресленнях також позначено: витратні заготовки 13, камера пристроїв горизонтальної подачі 14, пристрої горизонтальної подачі 15, поверхня 16 рідкого метала у проміжній ємності 2, поверхня 17 рідкого метала у кристалізаторі 3, зливок 18, камера зливка 19, механізм 20 витягування зливка. Електронно-променева установка працює таким чином. Витратні заготовки 13 за допомогою допоміжного обладнання (на фігурах - не показано) завантажують в камеру 14 пристроїв горизонтальної подачі. Переміщують блок електронних гармат 6 з гарматами 7, 8, 9 і 10 за допомогою візка 12 з позиції обслуговування в позицію плавки на вакуумну плавильну камеру 1. Установку вакуумують. Після досягнення робочого вакууму переміщують витратні заготовки 13 за допомогою пристрою горизонтальної подачі 15 в зону дії електронних гармат (Фіг. 2). При обігріві витратні заготовки 13 оплавляються, рідкий метал стікає в корпус проміжної ємності 2, далі перетікає у змінну проставку 5 і далі у кристалізатор 3 через вільний край зливного носка 4. Зливний носок 4 може бути розміщений над робочою поверхнею кристалізатора 3 впритул до його внутрішній стінки. Краще, для запобігання утворення напливів і раковин зливний носок 4 розміщений над робочою поверхнею кристалізатора 3 на відстані 5…7 мм від його внутрішньої стінки (Фіг. 2). У кристалізаторі 3 відбувається формування зливка 18, який витягують з кристалізатора 3 до камери 19 за допомогою механізму 20 витягування зливка (Фіг. 3). У процесі плавки електронними гарматами 7 обігрівають поверхню 17 рідкого металу у кристалізаторі 3, а електронними гарматами 8, 9 і 10 обігрівають поверхню 16 рідкого металу і витратні заготовки 13 у проміжній ємності 2, а також поверхню рідкого металу у зливному носку 4 (Фіг. 2). При повному сплавленні витратних заготовок 13 здійснюють охолодження отриманого зливка 18 у вакуумі або інертній атмосфері. Установку розгерметизовують і здійснюють вивантажування зливка 18. Після чистки вакуумної плавильної камери 1 і обслуговування блока електронних гармат 6 здійснюють підготовку електронно-променевої установки до виправлення наступного зливка. Якщо діаметр наступного зливка інший, вибирають іншу змінну проставку 5 з потрібною довжиною l однієї пари її протилежних сторін і щільно встановлюють її між корпусом проміжної ємності 2 і зливним носком 4 з можливістю заповнення рідким металом з проміжної ємності 2 і зливом його через зливний носок 4 до кристалізатора 3. Довжина змінної прокладки І (довжина однієї пари протилежних сторін змінної прокладки) розрахована за формулою, наведеним вище. Приклад В електронно-променевій установці для переплаву металевого матеріалу при одержанні зливків різного діаметра відстань між центральною віссю зливка і центральною віссю пристрою 2 UA 76643 U 5 10 15 горизонтальної подачі L1 становить 1180 мм (const). Для одержання зливків з діаметром 540 мм (D=540) застосована проміжна ємність з розміром основи корпуса 1210×520 мм (L2=1210), змінна проставка з розміром основи 125×520 мм (l=125) і зливний носок, з розміром основи 180×520 мм (L3=220). При переході в зазначеній електронно-променевій установці з постійною величиною L1, яка становить 1180 мм, на одержання зливків діаметром 640 мм вибирають іншу змінну проставку, з довжиною пари протилежних сторін змінної проставки (довжина змінної проставки) l, розрахованою за формулою, наведеною вище. Довжина змінної проставки має бути: l=L1-½L2-L3-½D=1180-605-180-320=75 (мм). Вибирають змінну проставку з розміром основи 75×520 мм (l=75) і щільно встановлюють між корпусом проміжної ємності і зливним носком. Габаритні розміри інших елементів електроннопроменевій установці залишаються без зміни. Застосування запропонованої конструкції електронно-променевої установки для переплаву металевого матеріалу при одержанні зливків різного діаметра дозволило спростити і скоротити процес переналадки, що призводить до підвищення продуктивність виробництва на 10-12 %. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 40 1. Електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра, що включає вакуумну плавильну камеру, яка містить проміжну ємність, виконану у вигляді корпуса, що має в основі прямокутну форму, кристалізатор, зливний носок, що має вільний край і встановлений з можливістю спрямовування рідкого металу з проміжної ємності до кристалізатора, і блок електронних гармат для обігріву метала у вакуумній плавильній камері, яка відрізняється тим, що додатково містить змінну проставку, виконану у вигляді корпуса, що має в основі прямокутну форму, і щільно встановлену між корпусом проміжної ємності і зливним носком з можливістю заповнення рідким металом з проміжної ємності і зливом його через зливний носок до кристалізатора. 2. Установка за п. 1, яка відрізняється тим, що містить змінну проставку, що має довжину l однієї пари протилежних сторін основи, розраховану за формулою: l=L1-½L2-L3-½D, де: l - довжина пари протилежних сторін змінної проставки, L1 - відстань між центральною віссю зливка і центральною віссю пристрою горизонтальної подачі, L2 - довжина проміжної ємності, L3 - довжина зливного носка, D - діаметр зливка. 3. Установка за п. 1, яка відрізняється тим, що вільний край зливного носка розміщений над робочою поверхнею кристалізатора на відстані від внутрішньої стінки кристалізатора 5…7 мм. 3 UA 76643 U 4 UA 76643 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюElecron-beam unit for remelting of metallic material at producing of different diametr ingots
Автори англійськоюKondratii Mykola Petrovych
Назва патенту російськоюЭлектронно-лучевая установка для переплава металлического материала при получении слитков разного диаметра
Автори російськоюКондратий Николай Петрович
МПК / Мітки
МПК: C22B 9/16
Мітки: переплаву, металевого, різного, матеріалу, діаметра, електронно-променева, одержанні, зливків, установка
Код посилання
<a href="https://ua.patents.su/7-76643-elektronno-promeneva-ustanovka-dlya-pereplavu-metalevogo-materialu-pri-oderzhanni-zlivkiv-riznogo-diametra.html" target="_blank" rel="follow" title="База патентів України">Електронно-променева установка для переплаву металевого матеріалу при одержанні зливків різного діаметра</a>
Електронно-променева установка для переплаву металевого матеріалу
Номер патенту: 43029
Опубліковано: 27.07.2009
Автор: Кондратій Микола Петрович
МПК: C22B 9/22
Мітки: металевого, переплаву, електронно-променева, установка, матеріалу
Формула / Реферат:
Електронно-променева установка для переплаву металевого матеріалу, що включає вакуумну плавильну камеру з розміщеними в ній проміжною ємністю і кристалізатором, при цьому плавильна камера обладнана кришкою, з встановленим в ній блоком електронних гармат, і зв'язана з камерою горизонтальної подачі та з камерою витягування злитка, яка відрізняється тим, що додатково містить візок, виконаний у вигляді рамної конструкції, всередині якого...
Електронно-променева установка
Номер патенту: 20513
Опубліковано: 15.01.2007
Автори: Тур Олександр Олексійович, Васюра Віктор Миколайович, Скляр Олександр Леонідович, Чернявський Вадим Борисович, Ірха Євген Юрійович, Чайка Микола Васильович, Кондратій Микола Петрович
Мітки: установка, електронно-променева
Формула / Реферат:
Електронно-променева установка, що містить вакуумну плавильну камеру, проміжну ємність, кристалізатор і блок електронних гармат з системами відхилення електронних променів для обігріву поверхонь рідкого металу в кристалізаторі і проміжній ємності, яка відрізняється тим, що відстань L від систем відхилення електронних променів електронних гармат до поверхні рідкого металу в кристалізаторі вибрана із співвідношення L=(0,8...0,9)H, де Н -...
Електронно-променева установка
Номер патенту: 83540
Опубліковано: 25.07.2008
Автори: Чернявський Вадим Борисович, Ірха Євген Юрійович, Васюра Віктор Миколайович, Скляр Олександр Леонідович, Кондратій Микола Петрович, Чайка Микола Васильович, Тур Олександр Олексійович
МПК: C22B 9/04, B22D 27/02, C22B 9/22
Мітки: установка, електронно-променева
Формула / Реферат:
Електронно-променева установка, що містить вакуумну плавильну камеру, проміжну ємність, кристалізатор і блок електронних гармат з системами відхилення електронних променів для обігріву поверхонь рідкого металу в кристалізаторі і проміжній ємності, яка відрізняється тим, що відстань L від систем відхилення електронних променів електронних гармат до поверхні рідкого металу в кристалізаторі вибрана із співвідношення L = (0,8-0,9)H, де Н -...
Електронно-променева установка
Номер патенту: 46059
Опубліковано: 15.05.2002
Автори: Пап Петро Аркадійович, Васюра Віктор Миколайович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Цибань Ігор Володимирович
МПК: C22B 9/04, H01J 37/305, C21C 5/56, B22D 9/00
Мітки: установка, електронно-променева
Формула / Реферат:
1. Електронно-променева установка, яка містить камери заготівки, плавки, формування зливка та електронно-променевого нагрівача, проміжну ємність, кристалізатор, стіл з розташованими на ньому елементами утримання зливка, піддон та механізм його переміщення, механізм подачі заготівки, яка відрізняється тим, що стіл розташований в камері формування зливка та має щонайменш два прохідних отвори, де встановлені кристалізатори, які мають в нижній...
Установка для електронно-променевого оплавлення зливків
Номер патенту: 73335
Опубліковано: 15.07.2005
Автори: Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович, Корнійчук Валерій Данилович, Жук Геннадій Віліорович
МПК: B22D 27/02, C22C 33/04, C22B 9/04, C22B 9/22, C21D 9/46
Мітки: електронно-променевого, установка, зливків, оплавлення
Формула / Реферат:
Установка для електронно-променевого оплавлення зливків, що має вакуумну камеру, систему електронно-променевих гармат, валки для розташування циліндричних зливків та механізм обертання валків, яка відрізняється тим, що має раму (15), яка виконана у вигляді двох балок, одна сторона якої закріплена на рухомій кришці (10) камери оплавлення та контактує з рейками, розташованими з зовнішньої сторони камери оплавлення (10), а інша сторона за...
Попередній патент: Пристрій для вимірювання щільності ґрунту
Наступний патент: Електронно-променева установка для переплаву металевого матеріалу
Випадковий патент: Спосіб лікування доброякісних пухлин підшлункової залози